Отклонение/прогиб сварного шва
Лазер
Возможные причины:
1) Необоснованная настройка смещения сварного шва
Соединитесь с программным обеспечением HMI, проверьте текущее смещение и определите, как его изменить в зависимости от направления отклонения при сварке.
2) Необходимо заменить защитную линзу
В центре линзы имеются плотные пятна и ожоги, которые необходимо заменить
3) Совпадает ли положение света и провода
Следите за относительным положением сварочной проволоки через дисплей, конец сварочной проволоки должен находиться в центре поперечной вилки.
4) Находится ли жгут проводов, соединяющий датчик силы и верхний контроллер, на сварное соединение бесплатно?
Опустошите гусеницу и проследите, не давит ли на нее трос и не задевает ли он другие тросы во время ходьбы.
Сырье и комплектующие
1) Отклонение положения в направлении y сварного шва, образованного между верхней крышкой и боковой стенкой, превышает допуск.
Временная схема регулируемого трека
2) Зазор между верхней крышкой и боковой стенкой не соответствует допуску.
Временная схема может соответствующим образом увеличить скорость подачи проволоки.
Сварочная проволока
Скорость подачи проволоки слишком низкая, подача проволоки неравномерная или установлена слишком низкая скорость.
1) Проверьте, не слишком ли велик малый ток двигателя на устройстве подачи проволоки, что указывает на большое сопротивление подачи проволоки.
2) Проверьте фактическую скорость подачи проволоки, отображаемую на технологическом шкафу, чтобы определить, не выходит ли она за пределы допустимых значений.
Выньте проволоку три раза при фиксированном времени и скорости, измерьте длину и проверьте, не слишком ли велико отклонение от теоретического значения.
Если он превышает 3%, это означает, что подача проволоки затруднена, что повлияет на нормальную сварку.
3) Если состояние не очень хорошее, проверьте, нужно ли заменить 690-миллиметровую трубу подачи проволоки на переднем конце устройства подачи проволоки;
Требуется ли повторная калибровка усилия прижима направляющего ролика;
Если сопло для подачи проволоки сгорело и деформировалось, его необходимо заменить.
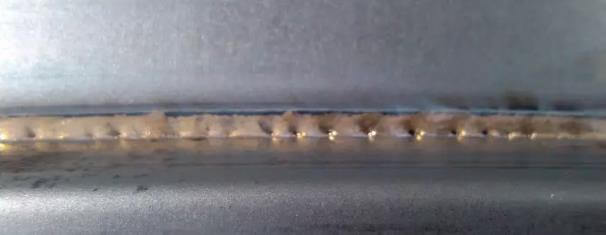
Неровная поверхность сварного шва
1) Изношена направляющая насадка, что приводит к дрожанию проволоки.
Проверьте направляющую насадку для проволоки. Если она деформирована и сгорела, замените ее на новую.
2) Плотные пятна в центре лазерная головка защитная линза, что приводит к колебаниям светопропускания
Проверьте защитную линзу. Если в центре линзы имеются плотные пятна или ожоги, замените ее на новую.
3) Недостаточно мощность лазера
Проверьте мощность лазера. При необходимости увеличьте мощность лазера соответствующим образом.
4) The лазерная сварка поверхность боковой стенки неровная.
Стомы
1. Чистота заготовки:
Избыток цинка и посторонних веществ.
Проверьте соответствие поступающих деталей (очистка, наличие посторонних веществ).
2. Влияние воздушного потока
Проверьте наличие сжатого воздуха на лазерная головка и сжатого воздуха на креплении (утечка воздуха).
Свернуть
1. Чрезмерная мощность лазера
Уменьшите мощность лазера соответствующим образом
2. Слишком низкая скорость подачи проволоки.
Проверьте установленное и фактическое значение скорости подачи проволоки. При необходимости скорректируйте или откалибруйте скорость подачи проволоки.
3. Неравномерная скорость робота
Проверьте, насколько разумны параметры робота, особенно там, где есть CNT и ACC, а также там, где положение робота сильно меняется.
4. Зазор между верхней крышкой и боковой стенкой ненормальный.
Проверьте, соответствует ли зазор детали требованиям плавного перехода в пределах 0,3 мм.
Начало и окончание дуговой сварки опухоли
1. Соответствует ли расположение начальной и конечной точек дуги.
Проверьте положение начальной и конечной точек дуги на пустой дорожке и в случае отклонения выполните соответствующую регулировку.
2. Достаточно ли согласованы задержка лазера и задержка подачи проволоки.
1) Перекрытие начала дуги может задержать подачу проволоки
2) перекрытие дуги может задерживать выключение света
3. Начальное и конечное положение частей дуги колеблется в направлении X.
Начало и окончание горения дуги
1. Соответствует ли расположение начальной и конечной точек дуги.
Проверьте положение начальной и конечной точек дуги на пустой дорожке и в случае отклонения внесите соответствующие изменения.
2. Достаточно ли согласованы задержка лазера и задержка подачи проволоки.
1) Прогорание дуги может привести к задержке светового потока или снижению мощности лазера при прогорании дуги.
2) Остановка дуги и прогар могут задержать остановку подачи проволоки.
3) Колебание начального и конечного положения дуги деталей в направлении X.
Прерывание сварки
1) Сигналы тревоги технологического шкафа "ошибка источника лазера" и "потеря номера программы лазера".
Проверьте лазер, чтобы подтвердить параметры, или обратитесь в компанию производитель лазеров.
2) Технологический шкаф сигнализирует "отсутствие проволоки в оболочке" или "засорение сварочной проволоки".
1) Проследите за фактической скоростью подачи проволоки, чтобы убедиться, что она превышает 10%. Если да, проверьте трубопровод подачи проволоки.
2) Неисправность датчика скорости подачи проволоки