
Твердость HRC против твердости HB: Различия и преобразования
Вы когда-нибудь задумывались о разнице между шкалами твердости Роквелла и Бринелля? В этой статье мы погрузимся в мир испытаний материалов на твердость, изучим ключевые различия между...
316L относится к аустенитной нержавеющей стали, соответствующей отечественной марке 022Cr17Ni12Mo2, которая обладает хорошей пластичностью и коррозионной стойкостью. Добавление в эту нержавеющую сталь элемента Mo значительно повышает ее стойкость к точечной коррозии. Поэтому нержавеющая сталь 316L широко используется в нефтехимической, фармацевтической и других отраслях промышленности. Рулон нержавеющей стали 316L используется на предприятии [...]...

316L относится к аустенитной нержавеющей стали, соответствующей отечественной марке 022Cr17Ni12Mo2, которая обладает хорошей пластичностью и коррозионной стойкостью.
Добавление элемента Mo в этот нержавеющая сталь значительно повышает устойчивость к точечной коррозии.
Поэтому нержавеющая сталь 316L широко используется в нефтехимической, фармацевтической и других отраслях промышленности.
В рулоне нержавеющей стали 316L, используемом на предприятии, в процессе эксплуатации были обнаружены протечки и перфорация на стенке трубы.
Рабочей средой внутри трубы является водяной пар, рабочее давление которого составляет 0,9 МПа.
Среда снаружи трубы - сильная щелочь и медный порошок, рабочее давление - 1,0 МПа.
Между внутренней и внешней стенками существует разница давлений.
Причина отказа проанализирована и изучена экспериментально.
При внешнем макроскопическом визуальном осмотре было обнаружено, что отверстие утечки представляет собой небольшое отверстие диаметром около 2 мм на внешней стенке, как показано на рис. 1a.
На внутренней стенке имеются четыре продольно расположенных небольших отверстия диаметром около 1 мм, и видно большое количество трещин "деформированной кожи", как показано на рис. 1b.
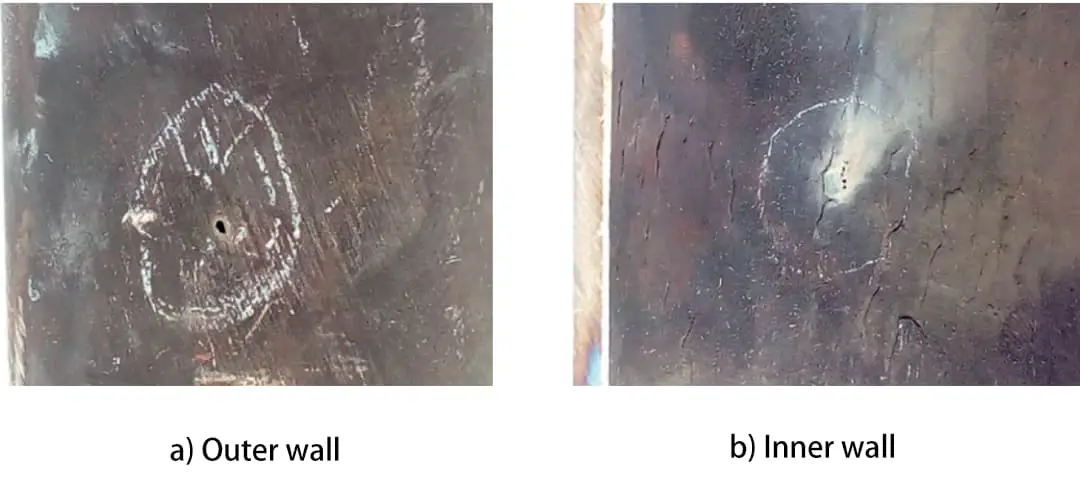
Рис. 1 Макроморфология отверстия утечки
При наблюдении с помощью стереомикроскопа с переменным увеличением рис. 2а представляет собой макрофотографию отверстия утечки на внутренней стенке после 40-кратного увеличения;
На рис. 2b показана форма отверстия для утечки после вырезания.
Пространство внутри отверстия относительно велико, его общий объем составляет около 4 мм.3.
Стенки отверстия волнистые и неровные.
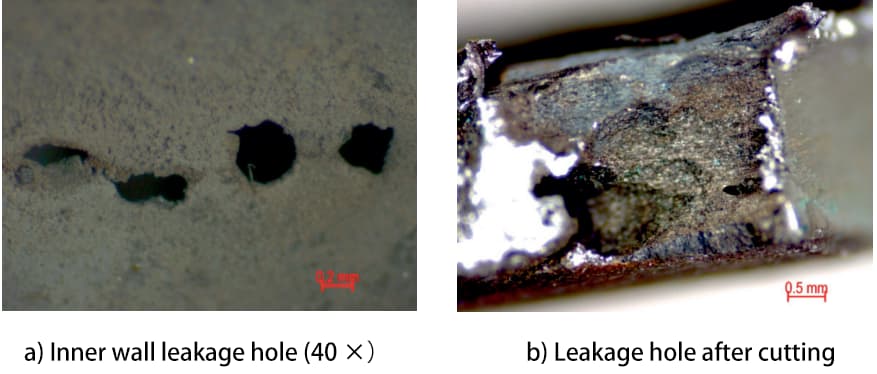
Рис. 2 Морфология отверстия утечки
Полноспектральный спектрометр прямого считывания используется для анализа химического состава образцов вокруг отверстия утечки.
Результаты (среднее значение) приведены в таблице 1.
По сравнению с составом материала TP316L в ASME SA213, он соответствует требованиям стандарта.
Таблица 1 Результаты анализа химического состава (массовая доля) (%)
| Тип | C | Si | Mn | P | S | Cr | Ni | Мо |
| Стандартное значение | ≤0.035 | ≤1.00 | ≤2.00 | ≤0.045 | ≤0.030 | 16.0~18.0 | 10.0~14.0 | 2.00~3.00 |
| Измеренное значение | 0.02 | 0.28 | 0.86 | 0.041 | 0.003 | 16.21 | 10.17 | 2.18 |
Электронная универсальная испытательная машина используется для отбора образцов на катушке для испытания на растяжение.
Результаты представлены в таблице 2.
Морфология разрушения образца - пластическое разрушение.
Из сравнения видно, что прочность на разрыв, предел текучести и удлинение после разрушения материала соответствуют стандарту ASME SA213.
Таблица 2 Результаты испытаний механических свойств
| Тип | Прочность на разрыв Rm / МПа | Предел текучести Rпо.2/МПа | Удлинение после разрушения A (%) |
| Стандартное значение | ≥486 | ≥170 | ≥35 |
| Измеренное значение | 693 | 476 | 48.5 |
Электронная универсальная испытательная машина используется для проведения испытаний на развальцовку и сплющивание.
Результаты представлены в таблице 3.
Внешний вид образца для флейринга после испытания показан на рис. 3.
На внутренней стенке трубы нет трещин.
Морфология сплющенного образца показана на рис. 4.
Трещины образуются на растягивающейся поверхности внешней стенки сплющенного образца.
Внешняя стенка конца раскрытия трещины - это старый излом, а вершина трещины - новый излом.
Видно, что на внешней стенке трубы имеются старые трещины.
Таблица 3 Результаты тестирования производительности процесса
| Испытание факела | Испытание на сплющивание | |||
| Β(°) | D(%) | Результаты | Расстояние между прижимными плитами / мм | Результаты |
| 60 | 15 | Без трещин на внутренней стенке | 29.5 | Трещины при деформации растяжения наружной стенки |

Рис. 3 развальцованный образец
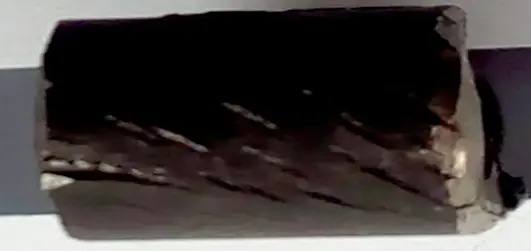
Рис. 4 Трещина на поверхности растяжения сплющенного образца
Микрометаллографические образцы должны быть обработаны на внутренних и внешних стенках и внутри катушки.
Поперечное сечение образцов должно быть отшлифовано и отполировано, а затем просмотрено с помощью металлографического микроскопа.
Из рис. 5а видно, что на внутренней стенке катушки имеются трещины "деформированной кожи", а в нижней части "деформированной кожи" - микротрещины;
Из рис. 5b видно, что на внешней стенке имеется большое количество микротрещин, которые зарождаются в дефектах или коррозионных ямах и расширяются вдоль включений;
На рис. 5c видно, что внутри находится большое количество зернистых, полосовидных и массивных включений размером 5 ~ 25 мкм.
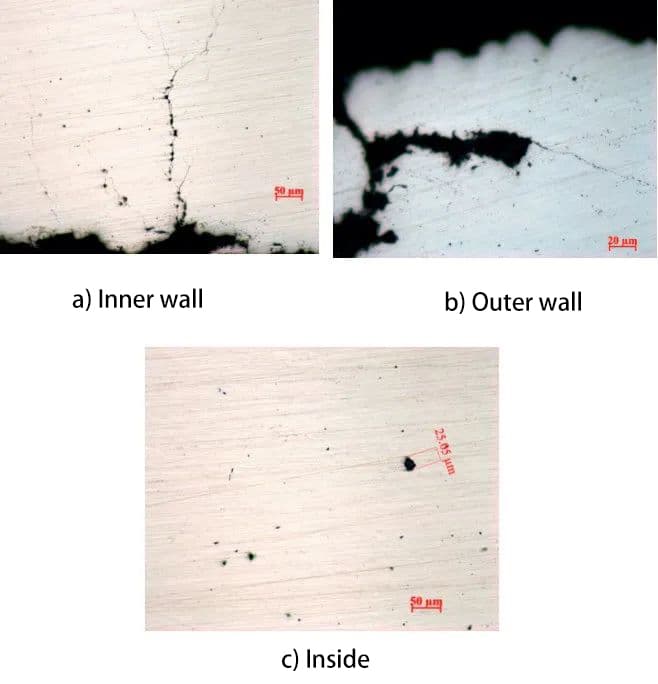
Рис. 5 различные участки рулонных материалов
Микроструктура корродированного образца имеет вид аустенит со средним размером зерна 6,5, а на границе зерен наблюдаются преципитаты.
Из рис. 6b видно, что на внутренней стенке имеется большое количество линий деформационного скольжения, что свидетельствует о существовании остаточное напряжение;
Из рис. 6c видно, что на внешней стенке имеются трансгранулярные и межгранулярные трещины.
Рис. 6 Металлографическая диаграмма
Для наблюдения за трещинами излома используется сканирующий электронный микроскоп. На рис. 7а представлен старый излом.
Из морфологии внутренней стенки отверстия утечки на рис. 7b видно, что на поверхности присутствуют продукты коррозии с "грязевым рисунком".
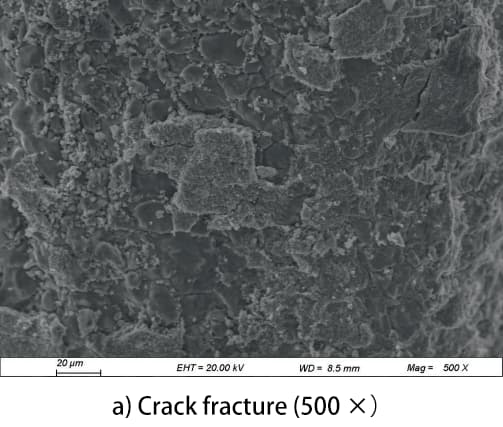
Рис. 7 SEM-изображение разрушенной части
Анализ энергетического спектра был проведен для образцов старого излома на рис. 7а, как показано на рис. 8. Результаты приведены в табл. 4.
Продукты коррозии имеют относительно сложную структуру, в основном состоят из оксидов и смешиваются с Cu, Na и т.д.
| C | Mn | Мо | Fe | Cr | Ni | O | Cu | Na |
| 8.2 | 0.6 | 1.3 | 41.5 | 17.4 | 5.0 | 22.9 | 0.7 | 1.8 |
Таблица 4 Результаты анализа энергетического спектра (массовая доля) (%)
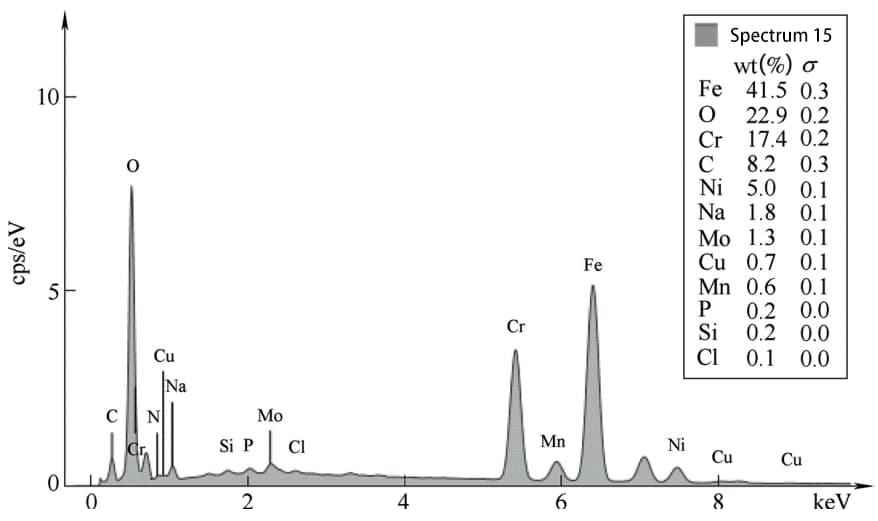
Рис. 8 Энергетический спектр точки анализа
Исходя из приведенных выше данных испытаний, химический состав, предел прочности, предел текучести и удлинение после разрушения рулона из нержавеющей стали TP316L соответствуют требованиям ASME SA213.
Испытание на сжигание квалифицировано, на растягивающейся поверхности внешней стенки сплющенной пробирки появляются трещины, а на открытом конце - старая трещина.
Металлографический анализ и SEM + EDS показывают, что структура представляет собой аустенитную нержавеющую сталь, но в ней присутствуют гранулированные включения разного размера, а на поверхности, особенно в месте утечки, имеются продукты коррозии "грязевой рисунок".
Стенка поры колеблется неравномерно, имеется большое количество микротрещин на "деформированной коже" и расширение вдоль включений.
Основные причины протечек нержавеющей стали 316L рулонная сталь в материале имеется большое количество включений, продуктов оксидной коррозии и микротрещин.
Непрерывность матрицы нарушается из-за наличия включений.
Под совместным действием остаточных напряжений и разницы давлений между внутренней и внешней стенками в месте включения легко образуются и расширяются трещины.
Однако включение контактирует с высокотемпературной паровой средой.
Поскольку коррозионная стойкость включений намного ниже, чем у самого материала, включения подвергаются коррозии, и в конечном итоге в стенке трубы образуются отверстия, что приводит к перфорации стенки трубы и утечке.
Во избежание подобных сбоев при утечке рекомендуется следующее:
1) Для условий эксплуатации катушки, высококачественные 316L нержавеющая сталь Следует выбирать материал с небольшим количеством включений.
2) Контролируйте чистоту рабочей среды, чтобы максимально исключить влияние коррозионных веществ на трубу.
3) Компоненты катушки должны быть термически обработаны после гибка и сварка для эффективного снятия остаточного напряжения.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











