
Калькулятор и формула силы удара (онлайн и бесплатно)
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки.....
Структура и принцип работы решетки. 1. Структура решетки Решетка - множество мелких полос (гравированных линий) одинакового расстояния и чередования яркости и темноты, равномерно выгравированных на поверхности стекла с покрытием. a - ширина линий решетки (непрозрачная) b - ширина пространства между линиями решетки (прозрачная) a+b=W решетки [...].


Решетка - На поверхности стекла с покрытием равномерно выгравировано множество мелких полос (гравированных линий), расположенных на одинаковом расстоянии и чередующихся по яркости и темноте.
a - ширина линий решетки (непрозрачной)
b - ширина пространства между линиями решетки (прозрачная)
a+b=W шаг решетки (также известный как постоянная решетки)
Обычно a=b=W/2, но можно выгравировать и a:b=1,1:0,9.
Обычно используются решетки с гравировкой 10, 25, 50, 100 или 250 линий на миллиметр.
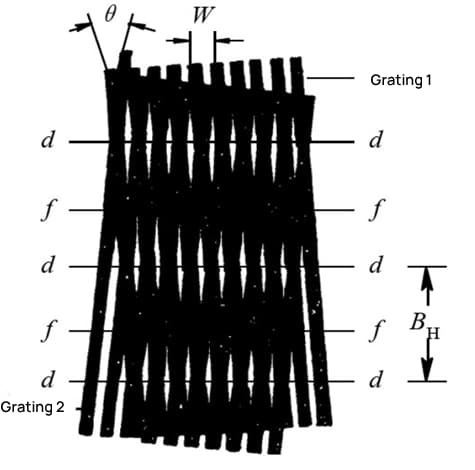
Муаровая бахрома - Когда две решетки с одинаковым шагом (решетка 1 и решетка 2) накладываются одна на другую, оставляя небольшой зазор посередине, и между двумя линиями решетки образуется небольшой угол θ, в направлении, близком к вертикальной линии решетки, появляются чередующиеся светлые и темные полосы.
На линии d-d две линии решетки перекрываются, и прозрачная область является самой большой, образуя яркую полосу, состоящую из серии ромбовидных узоров.
На линии f-f две линии решетки смещены, образуя темную полосу, состоящую из нескольких черных поперечных линий.
Измерение смещения муаровой бахромы имеет следующие три характеристики:
(1) Эффект усиления смещения
Ширина полосы BH - при перемещении решетки вперед или назад на один шаг решетки, муаровые полосы перемещаются вперед или назад на одну ширину полосы.
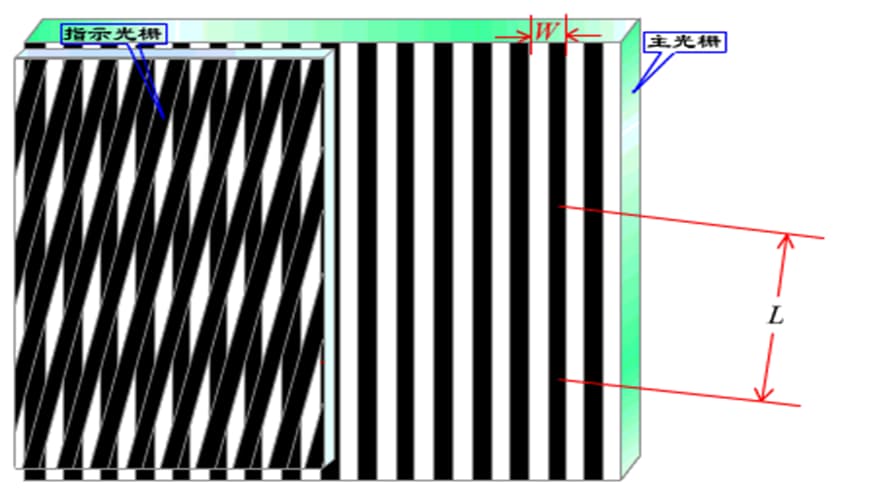
Взаимосвязь между BH и θ:
По мере уменьшения θ BH увеличивается. Поэтому W усиливается на 1/θ. Например, при θ=0,1°, 1/θ=573, что означает, что BH в 573 раза больше шага решетки W. Это означает, что решетка имеет эффект усиления смещения, тем самым увеличивая чувствительность измерения.
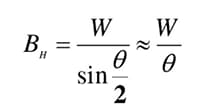
(2) Направление движения муаровой каймы
Когда решетка 1 перемещается вправо вдоль линии разреза в вертикальном направлении, полосы Мойре движутся вверх по линиям решетки 2. С другой стороны, когда решетка 1 перемещается влево, полосы Муаре движутся вниз вдоль линий решетки 2. Таким образом, направление движения решетки 1 можно определить как направление движения бахромы Муаре →.
(3) Средний эффект ошибки
Границы Муаре образуются из-за большого количества выгравированных линий на решетке и оказывают противодействующее влияние на погрешность гравировки линий. Этот эффект может значительно уменьшить влияние короткопериодных ошибок.
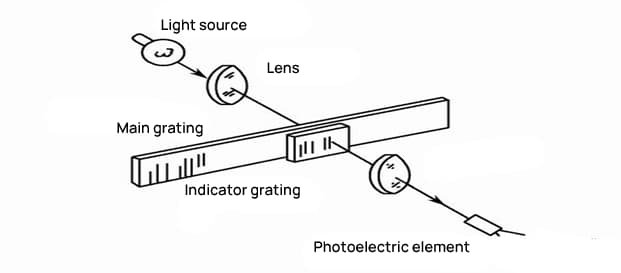
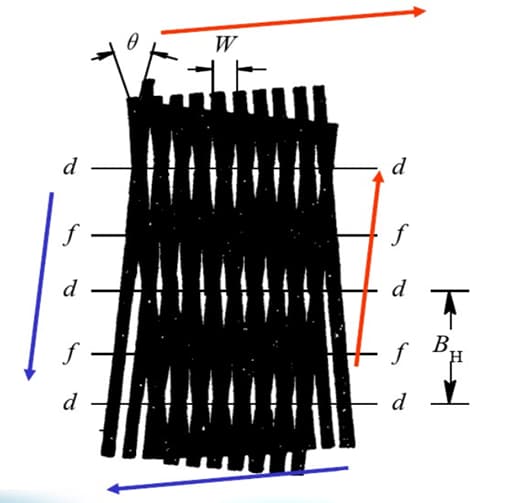
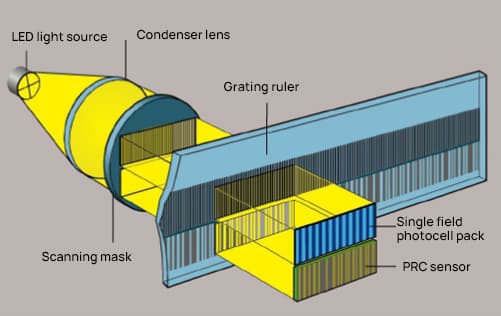
Решетчатая головка для чтения: Использует принцип решеток для преобразования входной величины (смещения) в соответствующий электрический сигнал.
Компоненты: Линейчатая решетка, индикаторная решетка, система оптических путей, фотоэлектрические элементы и т.д.
Решетчатый цифровой дисплей: Чтобы определить направление смещения, повысить точность измерений и обеспечить цифровой дисплей, выходной сигнал считывающей головки решетки необходимо преобразовать в цифровой сигнал.
Компоненты: Схема усилителя формы, схема разделения, схема направленной дискриминации, схема цифрового дисплея и т.д.
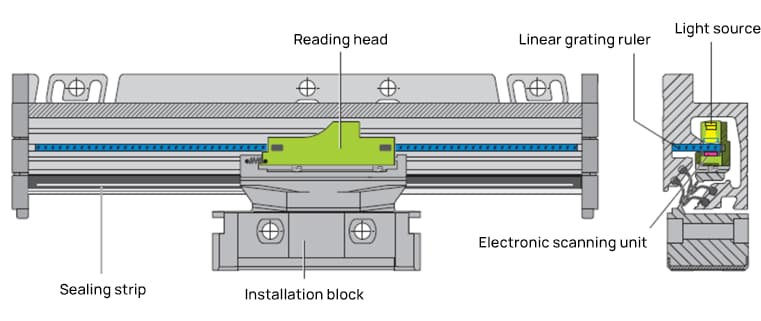
Решетчатая линейка состоит из неподвижного корпуса со шкалой и подвижной считывающей головки.
Корпус неподвижных весов представляет собой алюминиевый корпус, предназначенный для защиты линейки, сканирующего блока и направляющих от повреждений, вызванных сколами, пылью или брызгами воды.
Подвижная считывающая головка состоит из сканирующего блока, прецизионного разъема и монтажного блока. Прецизионный соединитель соединяет сканирующее устройство с монтажным блоком, который компенсирует небольшие механические погрешности в направляющих.
Линейная решетчатая линейка используется для измерения положения линейного перемещения оси. Поскольку она непосредственно измеряет механическое положение, она может точно отражать фактическое положение станка.
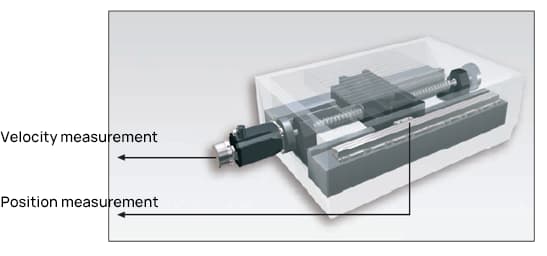
Используя линейку с линейной решеткой для измерения положения ползуна, контур управления положением включает в себя все механизмы подачи. Это режим управления с замкнутым контуром. Ошибка механического перемещения определяется линейной решетчатой линейкой в скользящей пластине и корректируется схемой системы управления.
Это позволяет исключить возможные ошибки, возникающие из разных источников:
Технологическое оборудование: токарные, фрезерные, расточные станки, шлифовальные машины, бурение станки, электроэрозионные станки, проволочно-вырезные станки, обрабатывающие центры и т.д.
Измерительные приборы: проекторы, приборы для измерения изображений, инструментальные микроскопы и т.д.
Он также может компенсировать ошибки при перемещении инструмента на станок с ЧПУ инструменты
Оснащен ПЛК для измерения перемещений в различных автоматизированных механизмах.
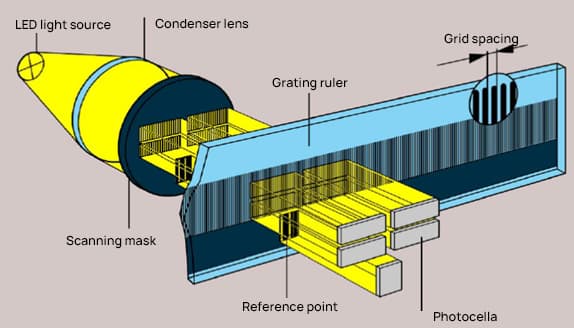
Принцип измерения инкрементальной решетчатой линейки заключается в модуляции света через две взаимно движущиеся решетки в полосы Муаре. Подсчитывая и разделяя полосы Муаре, можно получить изменение смещения. Абсолютное положение определяется путем установки одной или нескольких опорных точек на шкальной решетке.
Характеристики:
Решетчатая линейка имеет такие преимущества, как простая конструкция, долгий срок службы, высокая надежность, сильная защита от помех, большое расстояние передачи, высокая точность и низкая стоимость.
Однако инкрементные решетчатые датчики имеют и недостатки. Инкрементальные решетчатые линейки могут выдавать только относительное положение вращения вала.
Опорная точка должна устанавливаться каждый раз при выключении или перезапуске питания, а также при наличии ошибок в методе обработки сигнала.
Принцип измерения абсолютной решетчатой линейки заключается в непосредственном кодировании данных об абсолютном положении в виде кодов на решетке путем мерцания линий решетки с различной шириной и расстоянием между ними на решетчатой линейке.
Последующее электронное оборудование может получать информацию о положении, пока решетчатая линейка находится под напряжением.
Преимущества:
Информация о текущем положении может быть получена непосредственно после включения питания без операции "обнуления", что упрощает проектирование системы управления. Расчет абсолютного положения выполняется в считывающей головке без необходимости последующих схем подразделения. Использование технологии двунаправленной последовательной передачи данных обеспечивает надежную связь.
Абсолютное положение решетчатой линейки определяется с помощью опорных маркеров (нулевых позиций).
Чтобы сократить расстояние для возврата в нулевое положение, компания Heidenhain разработала опорные метки с кодировкой расстояния в пределах длины измерения.
Абсолютное положение решетчатой линейки может быть определено при прохождении двух реперных маркеров (расстояние между которыми определяется математическими алгоритмами).
Энкодеры с кодированными на расстоянии опорными точками имеют букву "C" после номера модели (например, LS 487C).
Единая точка отсчета

Эквидистантные опорные точки.

Кодированная на расстоянии точка отсчета/С-тип.

| Сигнальный цикл | номинальный номер приращения | максимальное расстояние смещения | |
| LF | 4 мкм | 5000 | 20 мм |
| LS | 20 мкм | 1000 | 20 мм |
| LB | 40 мкм | 2000 | 80 мм |
Абсолютная линейная шкала без привязки

Абсолютный сигнал: Endat, Fanuc serial, Siemens, Mitsubishi, Panasonic и др.
Инкрементный сигнал: Синусоидальный сигнал (сигнал 1-Vpp), квадратный сигнал (сигнал TTL).

1. Шаг решетки:
Линейная шкала выдает электрические сигналы, а шаг решетки относится к физическим линиям решетки на линейной шкале. Каждый раз, когда линейная шкала перемещается на расстояние, равное шагу решетки, выходной электрический сигнал изменяется на один цикл.
Пример: Если шаг решетки составляет 20 мм, то при перемещении линейной шкалы на расстояние 20 мм линейная шкала выдаст синусоиду со сдвигом фазы на 360° и разностью двух фаз 90°.
2. Сигнальный цикл:
С развитием измерительной техники появилась возможность использовать схемы умножения частоты на считывающей головке линейной шкалы для умножения синусоиды, генерируемой сигналом каждой линии решетки.
Поэтому выходной цикл сигнала линейной шкалы может быть уточнен. Сигнал после умножения считывающей головкой становится намного плотнее, чем исходный сигнал линии решетки, а длина уплотненного сигнала называется циклом сигнала.

Если считывающая головка не имеет возможности умножения частоты, то шаг решетки равен циклу сигнала.
3. Умножение частоты:
Умножение частоты можно понимать как уплотнение исходного сигнала. Умножение частоты может сократить период синусоиды, сократить измеренное расстояние, соответствующее каждому периоду, и повысить точность измерения.
К распространенным методам умножения частоты относятся: умножение частоты считывающей головки, приборы для пост-умножения (поставляются производителями линейных весов, аналогичны предусилителям, используются для усиления сигнала и умножения частоты), умножение частоты на Системы ЧПУ, и т.д.
4. Шаг измерения:
Для измерения положения используются синусоидальные сигналы, прошедшие частотное умножение. Из-за ограничений, связанных с производственным процессом, уровнем погрешности и возможностями обработки схемы регистрации положения линейной шкалы, невозможно бесконечно умножать исходный сигнал шага решетки.
Поэтому производители линейных весов устанавливают рекомендуемый шаг измерения для каждого типа линейных весов. Это значение относится к минимальному измеряемому расстоянию, которое может выдержать линейная шкала. В пределах этого диапазона шага измерения может быть достигнута номинальная точность измерения линейной шкалы.
По сравнению с системами ЧПУ, этот шаг измерения обычно является минимальной единицей управления системы. В данной технической спецификации также указывается точность измерения (разрешение) линейной шкалы.
5. Резолюция:
Точность измерения означает минимальное изменение длины, которое линейная шкала может считать и вывести, например, 5um, 1um, 0.5um, 0.1um.
6. Точность измерения:
Точность измерения - это точность данных сигнала, выдаваемого линейкой, по отношению к истинной измеряемой длине.
Погрешность положения во всем диапазоне измерений: Если максимальное значение погрешности положения, установленное на основе среднего значения в пределах любого диапазона измерений длиной 1 м, находится в пределах ±a, то ±a um - это уровень точности.
В закрытых линейных шкалах эти данные отражают точность линейной шкалы, включая считывающую головку, т.е. точность системы. (Heidenhain: ±0,1, ±0,2, ±0,5, ±1, ±2, ±3, ±5, ±10, ±15um)
Ошибка положения в течение одного цикла сигнала:
Отклонение положения в пределах одного цикла сигнала определяется качеством решетки, качеством сканирования и циклом сигнала линейной шкалы. Погрешность положения в пределах одного цикла сигнала обычно находится в диапазоне от ±2% до ±0,5% цикла сигнала.
Чем меньше цикл сигнала, тем меньше погрешность в пределах одного цикла сигнала. Это очень важно для точности позиционирования при медленном перемещении и перемещении оси, а также для управления скоростью при перемещении оси, что определяет качество поверхности и качество обрабатываемых деталей.
| Цикл сигнала сканирования | Максимальная ошибка интерполяции в течение одного цикла сигнала | |
| F L | 4 мкм | 0,08 мкм |
| LC181 | 16 мкм | 0,3 мкм |
| LC481 | 20 мкм | 0,4 мкм |
| LS | 20 мкм | 04 мкм |
| LB | 40 мкм | 0,8 мкм |

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











