Введение
Система может регистрировать систематические отклонения, связанные с работой машины, но они все равно могут возникать или увеличиваться в процессе последующей эксплуатации под воздействием таких факторов окружающей среды, как температура или механическая нагрузка. В таких случаях SINUMERIK предлагает различные функции компенсации.
Компенсация отклонений с помощью измерений, полученных с помощью датчиков фактического положения (например, решеток) или дополнительных датчиков (например, лазерных интерферометров), может привести к улучшению результатов обработки.
В этой статье представлен обзор общих функций компенсации SINUMERIK. Практичный цикл измерений SINUMERIK, например "Измерение перемещений CYCLE996", может оказать всестороннюю поддержку конечным пользователям в непрерывном контроле и обслуживании станков.
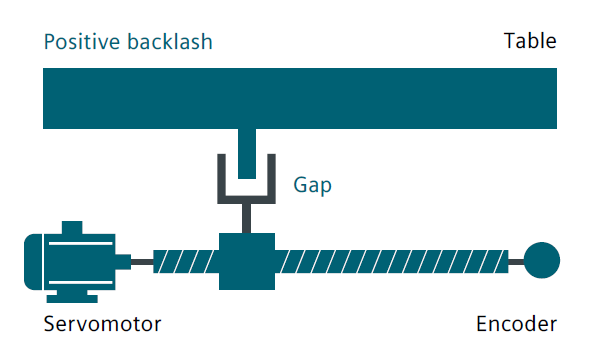
Компенсация обратного зазора
Передача усилия между движущимися частями и их приводными компонентами, такими как шарико-винтовые пары, может привести к разрыву или задержке. Механические конструкции без зазора значительно увеличивают износ станка и являются технически сложными.
Механический зазор создает отклонение между траекторией оси/шпинделя и измеренным значением системы косвенного измерения. Это означает, что при изменении направления движения ось будет двигаться слишком далеко или слишком близко, в зависимости от величины зазора.
Кроме того, будет затронута рабочая платформа и связанные с ней энкодеры. Если энкодер расположен впереди рабочей платформы, он достигнет позиции команды раньше времени, сокращая фактическое расстояние перемещения станка.
При работе на станках функция компенсации зазора при реверсе может использоваться на соответствующей оси для автоматической активации отклонения предыдущих записей при реверсе. Отклонение предыдущих записей накладывается на фактическое значение положения.
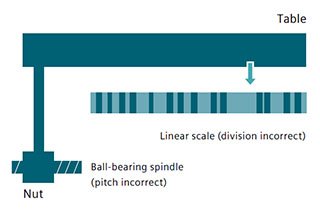
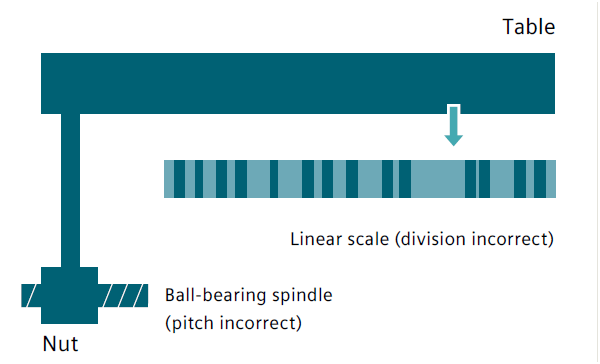
Компенсация погрешности шага винта
Принцип косвенного измерения в системах управления с ЧПУ основан на предположении, что шаг шарико-винтовой пары остается постоянным в пределах эффективного диапазона перемещения.
Поэтому теоретически фактическое положение прямолинейного вала может быть определено на основе информации о движении приводного двигателя.
Однако погрешности изготовления шарико-винтовой пары могут вызвать отклонение в системе измерения, которое также известно как погрешность шага винта.
Смещение измерений (в зависимости от используемой измерительной системы) и погрешность установки измерительной системы (также известная как погрешность измерительной системы) на станке могут еще больше усугубить эту проблему.
Для компенсации этих двух погрешностей можно использовать независимую измерительную систему, например, лазерную, для измерения кривой естественной погрешности станков с ЧПУ. Необходимое значение компенсации может быть сохранено в системе ЧПУ для последующей компенсации.
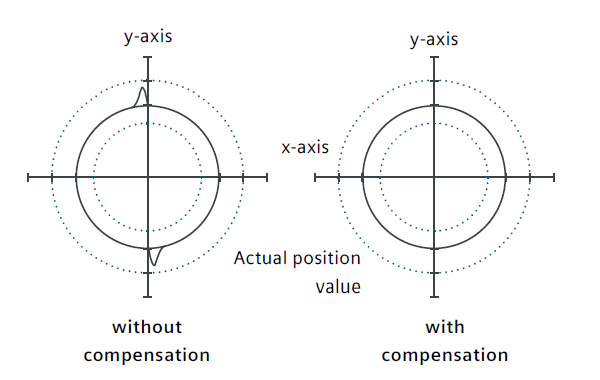
Компенсация трения (компенсация квадрантной ошибки) и динамическая компенсация трения
Квадрантная компенсация ошибок, также известная как компенсация трения, подходит для всех вышеперечисленных ситуаций, поскольку позволяет значительно повысить точность контуров при обработке круговых контуров.
Причина в том, что при преобразовании квадрантов одна ось движется с максимальной скоростью подачи, а другая остается неподвижной. В результате разное поведение двух осей при трении может привести к ошибкам контура.
Компенсация погрешности квадранта эффективно снижает эту погрешность и обеспечивает превосходные результаты обработки. Плотность компенсирующего импульса может быть установлена в соответствии с характеристической кривой, связанной с ускорением, которая может быть определена и параметризована с помощью округлость тестирование.
Во время проверки круглости фактическое положение кругового контура и отклонение от программного радиуса (особенно при реверсе) количественно оцениваются и графически отображаются на человеко-машинном интерфейсе.
В новой версии системного программного обеспечения встроенная функция динамической компенсации трения может динамически компенсировать поведение трения станка при различных скоростях вращения. Это позволяет снизить фактические погрешности контура обработки и достичь более высокой точности управления.
Компенсация провисания и угловой ошибки
Если вес одной детали станка вызывает смещение и наклон подвижной части, необходима компенсация провисания, так как это может привести к провисанию соответствующих частей станка, включая систему рулевого управления.
Компенсация угловой ошибки необходима, когда движущиеся оси не выровнены друг с другом под правильным углом, например, не перпендикулярны.
При увеличении смещения нулевой точки увеличивается и погрешность позиционирования. Обе эти погрешности вызваны весом станка или весом инструмента и заготовки.
В процессе отладки значения компенсации измеряются, количественно определяются и сохраняются в SINUMERIK в виде таблицы компенсации в соответствии с соответствующей позицией.
Во время работы машины положение соответствующей оси интерполируется на основе компенсационного значения точки хранения. Для каждого непрерывного движения есть базовая и компенсационная оси.
Температурная компенсация
Под воздействием тепла детали машины могут расширяться, причем диапазон расширения зависит от температуры и теплопроводности каждой детали.
Различные температуры могут привести к изменению фактического положения каждого вала, что может негативно сказаться на точности заготовки в процессе обработки.
Чтобы компенсировать эти изменения фактических значений, можно использовать температурную компенсацию, при которой определяются кривые ошибок по всем осям при различных температурах.
Для правильной компенсации теплового расширения значение температурной компенсации, опорное положение и параметры угла линейного градиента должны быть переданы из ПЛК в Система управления ЧПУ с помощью функциональных блоков.
Система управления автоматически исключает изменения непредвиденных параметров, предотвращая перегрузку станка и активируя функцию контроля.
Система компенсации пространственных ошибок (VCS)
Систематические геометрические ошибки вращающихся и револьверных головок могут возникать из-за положения вращающегося вала, взаимной компенсации и ошибок ориентации инструмента. Кроме того, небольшие погрешности могут возникать в системе направляющих вала подачи в каждом станке.
Ошибки линейного позиционирования возникают для линейных осей, в то время как вращающиеся валы могут иметь горизонтальные и вертикальные ошибки. прямолинейность ошибки, а также ошибки угла тангажа, рысканья и крена. При выравнивании компонентов станка могут возникать и другие погрешности, например, погрешность по вертикали.
В трехкоординатном станке в наконечнике может быть 21 геометрическая ошибка, включающая шесть типов ошибок на линейную ось, умноженных на три оси, плюс три угловые ошибки. Эти отклонения в совокупности образуют общую погрешность, также известную как пространственная погрешность.
Пространственная погрешность - это отклонение между положением средней точки инструмента (TCP) фактического станка и идеального, безошибочного станка. Партнер по решениям SINUMERIK может определить пространственную погрешность с помощью лазерного измерительного оборудования. Однако при этом необходимо измерять погрешность всех станков во всем пространстве обработки, а не только в одной позиции.
Очень важно записать измеренные значения для всех положений и построить кривую, поскольку величина каждой ошибки зависит от положения соответствующей оси подачи и измеренного положения. Даже если оси Y и Z находятся почти в одном положении на оси X, смещение, возникающее на оси X, может отличаться, если они находятся в разных положениях.
С помощью "CYCLE996 - измерение перемещений" определение погрешности оси вращения занимает всего несколько минут. Это означает, что точность станка можно постоянно проверять и при необходимости корректировать даже в процессе производства.
Компенсация отклонений (динамическое опережающее управление)
Отклонение - это разница между контроллером положения и стандартом при движении оси машины.
Отклонение вала - это разница между заданным и фактическим положением вала станка.
Отклонение может привести к ненужным ошибкам контура, особенно при изменении кривизны контура, например, в случае круглых или квадратных контуров.
Чтобы уменьшить смещение, связанное со скоростью, до нуля вдоль траектории, используйте команду FFWON языка NC в программе детали.
Благодаря управлению с обратной связью можно повысить точность траектории, что приводит к улучшению качества обработки.
FFWON активирует команду управления с обратной связью.
FFWOF отключает команду управления с обратной связью.
Электронная компенсация противовеса
В крайних случаях можно активировать функцию электронного противовеса, чтобы предотвратить провисание вала и не повредить станки, инструменты или заготовки.
В грузовых шахтах без механических или гидравлических противовесов вертикальный вал может неожиданно провиснуть после отпускания тормоза.
Активируя электронный противовес, он может компенсировать неожиданное падение вала. Постоянный балансировочный момент сохраняет положение опускающегося вала после отпускания тормоза.