Вы когда-нибудь задумывались, в чем секрет высокоточной обработки? В этой статье блога мы погрузимся в мир держателей инструментов, изучим их типы, особенности и лучшие практики. Наш эксперт, инженер-механик, проведет вас через все тонкости держателей инструментов, помогая понять, как они влияют на точность и эффективность обработки. Приготовьтесь узнать ценные сведения, которые поднимут ваши навыки обработки на новый уровень!
В зависимости от конусности инструментального отверстия шпинделя обрабатывающего центра, они обычно делятся на две категории:
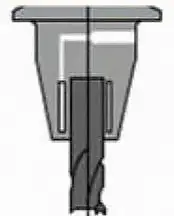
Универсальный держатель инструмента SK с конусом 7:24
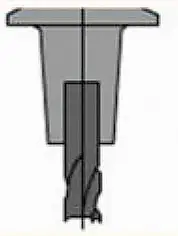
Вакуумный держатель инструмента HSK с конусностью 1:10
Универсальный держатель инструмента SK с конусом 7:24
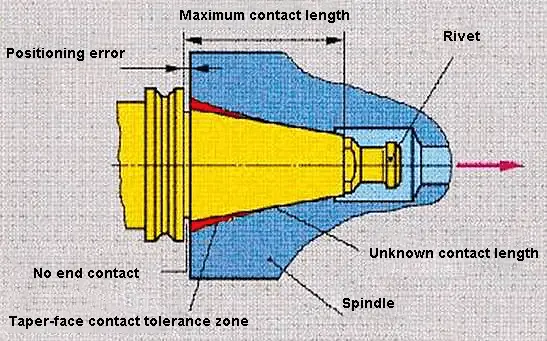
7:24 означает, что конусность держателя инструмента составляет 7:24, что представляет собой позиционирование одной конической поверхности с более длинным коническим хвостовиком.
Коническая поверхность выполняет одновременно две важные функции: точное позиционирование держателя инструмента относительно шпинделя и зажим держателя инструмента.
Преимущества:
Несамофиксирующаяся конструкция позволяет быстро загружать и выгружать инструмент. Стоимость держателя относительно невысока, поскольку угол конуса может быть обработан с высокой степенью точности, обеспечивая точное соединение.
Недостатки:
При высокоскоростном вращении коническое отверстие на переднем конце шпинделя расширяется. Величина расширения увеличивается с увеличением радиуса и скорости вращения, что снижает жесткость конического соединения. Осевое смещение держателя инструмента также изменяется под действием натяжения дышла. После каждой смены инструмента радиальный размер к
Обычно существует пять стандартов и спецификаций для универсальных держателей инструментов с конусом 7:24:
Вакуумный держатель инструмента HSK с конусностью 1:10
Международный стандарт: IS0 7388/1 (сокращенно IV или IT)
Японский стандарт: MAS BT (сокращенно BT)
Немецкий стандарт: Тип DIN 2080 (сокращенно NT или ST)
Американский стандарт: ANSI/ASME (сокращенно CAT)
Тип DIN 69871 (сокращенно JT, DIN, DAT или DV)
Метод натяжения.
Держатели инструментов типа NT затягиваются с помощью дышла на обычные машиныВ России она также известна под названием ST.
Остальные четыре держателя инструмента затягиваются на обрабатывающем центре через патрубок на конце держателя инструмента.
Универсальность.
(1) В настоящее время в Китае наиболее широко используются держатели инструментов DIN 69871 (JT) и японские MAS BT.
2) Держатели инструмента DIN 69871 также могут устанавливаться на станки с коническими отверстиями шпинделя ANSI/ASME.
(3) Держатель инструмента международного стандарта IS0 7388/1 также может быть установлен на станках с коническим отверстием шпинделя DIN 69871, ANSI/ASME. Таким образом, с точки зрения универсальности, держатель инструмента IS0 7388/1 является лучшим.
Вакуумные держатели инструментов HSK с конусностью 1: 10
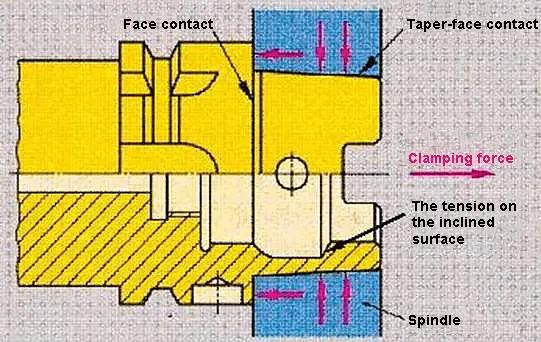
Вакуумные держатели инструмента HSK полагаются на упругую деформацию держателя инструмента, не только держатель инструмента с конусом 1: 10 в контакте с конусом 1:10 отверстия шпинделя станка, но и фланцевая поверхность держателя инструмента находится в тесном контакте с поверхностью шпинделя.
Эта двусторонняя контактная система превосходит универсальный держатель инструмента 7:24 по скорости обработки, жесткости соединения и точности перекрытия.
Вакуумный держатель инструмента HSK позволяет повысить жесткость, стабильность и точность продукции при высокоскоростной обработке, а также сократить время замены инструмента, что очень важно для высокоскоростной обработки. Он подходит для скорости вращения шпинделя станка до 60 000 об/мин. Инструментальная система HSK широко используется в аэрокосмической, автомобильной промышленности, в производстве прецизионных пресс-форм и т.д.
Держатели инструмента HSK выпускаются типов A, B, C, D, E и F, причем типы A, E и F обычно используются на обрабатывающих центрах с процессом автоматической смены инструмента (ATC).
Самая большая разница между типом А и типом Е:
(1) Тип A имеет передаточную канавку, а тип E - нет. Поэтому тип A имеет относительно больший передаваемый крутящий момент, который позволяет выполнять тяжелую резку. Крутящий момент, передаваемый типом E, относительно мал, поэтому он может выполнять только легкую резку.
(2) Держатель инструмента типа A имеет отверстия для ручной фиксации и пазы для направления, в дополнение к передаточному пазу, что приводит к относительно плохой балансировке. Тип E не имеет этих особенностей, что делает его более подходящим для высокоскоростной обработки.
Механизмы типов E и F идентичны. Разница между ними заключается в том, что у рукояток с одинаковыми названиями (например, E63 и F63) конус рукоятки типа F на один размер меньше. Это означает, что и E63, и F63 имеют диаметр фланца φ63, но конус F63 имеет тот же размер, что и E50. Поэтому F63 будет вращаться быстрее (с меньшим подшипником шпинделя) по сравнению с E63.
Форма зажима инструмента в держателе инструмента
Весна cдержатель инструмента для патрона
В основном используется для прямых держателей инструментов, таких как сверла, фрезы и метчики, или для зажима инструментов.
Упругая деформация стопорного кольца составляет 1 мм, а диапазон зажима - 0,5~32 мм в диаметре.
Гидравлический патрон
A- Стопорный винт, для затягивания которого используется шестигранный ключ;
B- Запорный поршень, который нагнетает гидравлическую среду в расширительную камеру;
C- Расширительная камера, в которой под давлением жидкости создается давление;
Расширительная втулка D-Thin, которая позволяет позиционировать и равномерно охватывать центр зажимного стержня инструмента в процессе фиксации.
E- Специальные уплотнения, обеспечивающие идеальную герметичность и длительный срок службы.
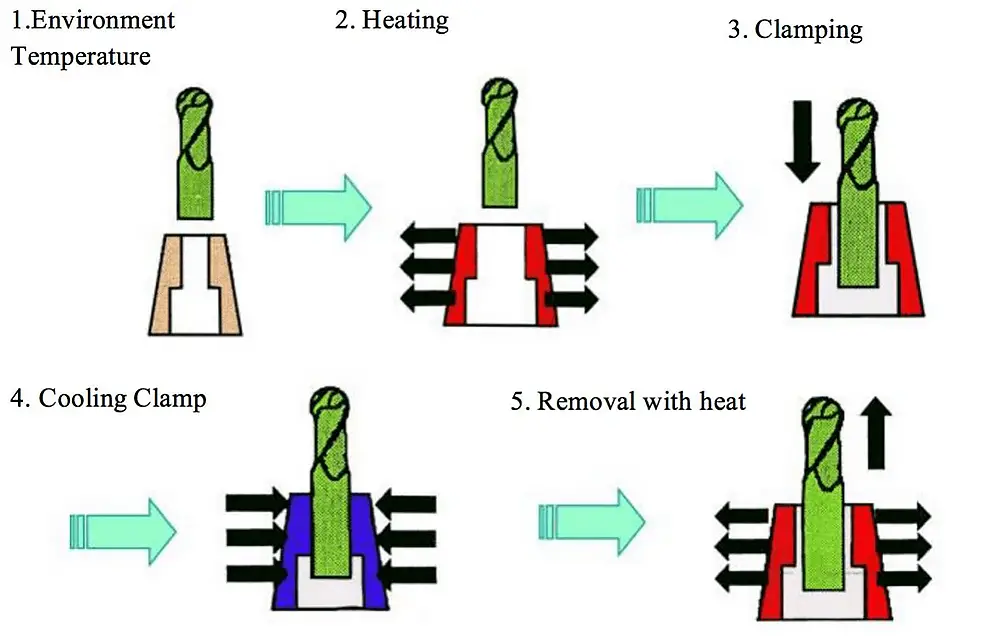
Подогреваемый держатель инструментов
Технология сенсорного нагрева используется для нагрева зажимной части держателя инструмента, в результате чего она увеличивается в диаметре. Затем холодный хвостовик вставляется в горячий держатель инструмента. Благодаря этому достигается высокая сила зажима и хорошая динамическая балансировка, что делает его пригодным для высокоскоростной обработки.
Технология также обеспечивает высокую точность повторяемости в пределах 2 мкм и радиальное биение в пределах 5 мкм, а также обладает хорошей устойчивостью к пятнам и помехам в процессе обработки.
Однако для каждой спецификации резцедержателя можно установить только один инструмент с определенным диаметром хвостовика, а также требуется комплект нагревательного оборудования.
Принцип пироконденсационного зажима держателя инструмента:
Всесторонняя оценка и сравнение держателей инструментов
Оценка
Тип пружинного зажима
Гидравлический тип
Пироконденсационный тип
Структурная диаграмма
Универсальность
могут использоваться во всех технологических процессах; высокая универсальность
ограничены для высокоскоростной обработки; высокие эксплуатационные расходы
превосходная производительность в широком диапазоне высокоскоростной обработки
Биение резцов
качественный пружинный зажим <10 мкм
>5 мкм
около 3 мкм
Жесткий
хорошо
хорошо
Динамическое равновесие
хорошо
общее
хорошо
Вибрации
никакого преимущества
может поглощать вибрации
никакого преимущества
Удобство
точность зависит от оператора
зажимная конструкция легко повреждается
стандартизированная работа
Стоимость
общее
дорогой
Дешевле, чем гидравлический тип
Другие типы держателей инструментов
Выбор и обслуживание держателей инструментов
Факторы, влияющие на выбор
При выборе держателя инструмента необходимо учитывать несколько ключевых факторов, чтобы обеспечить оптимальную производительность и совместимость с вашим оборудованием:
Совместимость: Убедитесь, что держатель инструмента подходит к шпинделю вашего станка. Для этого необходимо проверить размер и тип конуса (например, CAT, BT, HSK) в соответствии с техническими характеристиками станка.
Тип и размер инструмента: Выберите подходящий держатель для конкретного требуемого инструмента. Учитывайте диаметр, длину инструмента и тип обработки (например, фрезерование, сверление, точение).
Материал: Материал, из которого изготовлен держатель инструмента, влияет на его долговечность и производительность. К распространенным материалам относятся:
Сталь: Обеспечивает высокую прочность и долговечность, подходит для тяжелых условий эксплуатации.
Алюминий: Легкий и устойчивый к коррозии, идеально подходит для высокоскоростных применений, но менее долговечен, чем сталь.
Пластик: Обычно используется для легких применений или в специфических условиях, где металл может вызвать проблемы, но реже встречается в промышленных условиях.
Баланс: Для высокоскоростных операций ищите держатели инструментов с лучшей балансировкой и минимальным биением. Сбалансированные держатели снижают вибрации, повышают точность обработки и срок службы инструмента.
Правильный уход и обращение
Чтобы продлить срок службы держателей инструментов и сохранить их работоспособность, выполните следующие действия:
Хранение: Храните держатели инструментов в сухом и чистом месте, вдали от загрязнений и влаги. Во избежание повреждений используйте специальные стеллажи или шкафы для хранения.
Очистка: До и после использования протирайте держатели инструментов мягкой тканью, чтобы удалить мусор. Избегайте использования агрессивных химических веществ, которые могут повредить поверхность держателя инструмента.
Инспекция: Регулярно осматривайте держатели инструментов на предмет признаков износа, повреждений или коррозии. Ищите трещины, вмятины или деформации. Заменяйте держатели инструмента при значительном износе или повреждении, чтобы не ухудшить качество обработки.
Смазка: Применяйте смазку по мере необходимости для предотвращения ржавчины и обеспечения плавной работы. Используйте соответствующие смазочные материалы, рекомендованные производителем держателя инструмента.
Обработка: Во избежание повреждений обращайтесь с держателями инструментов осторожно. Не роняйте их и не ударяйте о твердые поверхности. При транспортировке держателей инструментов используйте защитные чехлы или рукава, чтобы предотвратить их случайное повреждение.
Учитывая эти факторы и следуя надлежащей практике технического обслуживания, вы можете гарантировать, что ваши держатели инструментов будут оставаться в хорошем состоянии, обеспечивая надежную и точную работу в процессе обработки.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как выбираются инструменты для станков с ЧПУ для достижения оптимальной производительности? При обработке на станках с ЧПУ выбор режущего инструмента имеет решающее значение для эффективности и точности. Эта статья посвящена...
Вы когда-нибудь задумывались, как современные заводы достигают такой точности и эффективности? В этой статье мы исследуем увлекательный мир систем компьютерного числового управления (ЧПУ) и узнаем, как они революционизируют производство. Откройте для себя ключевые...
Представьте, что у вас есть идеальный инструмент для решения любой уникальной задачи при изготовлении пресс-форм. От сложных поверхностей свободной формы до требований высокой точности - выбор правильного режущего инструмента для фрезерования с ЧПУ может существенно повлиять на...
Представьте, что ваш станок с ЧПУ не выровнен - всего лишь крошечный просчет может привести к дорогостоящим ошибкам. В этой статье описаны основные методы точного выравнивания инструмента при фрезеровании на станках с ЧПУ...
Представьте себе мир, в котором станки с ЧПУ могут сами диагностировать свои проблемы, сами программировать себя и достигать беспрецедентных уровней точности и скорости. Это будущее станков с ЧПУ...
Что происходит, когда станок с ЧПУ выходит из строя? Сложные системы станков с ЧПУ, которые имеют решающее значение для современного производства, могут оказаться сложными для ремонта. Эта статья посвящена...
Представьте себе, что точность вашего станка с ЧПУ можно постоянно контролировать, обеспечивая точность каждого движения. В этом и заключается роль решетчатой линейки, выступающей в роли "глаз" станка...
С развитием науки и техники технология механического производства претерпела глубокие изменения. В связи с усилением общественного спроса на диверсификацию продукции и очевидным увеличением доли...
Вы когда-нибудь задумывались, почему инструменты для обработки на станках с ЧПУ выходят из строя раньше времени? Повреждение и износ инструмента могут нарушить ход производства, что приводит к дорогостоящим задержкам. В этой статье рассматриваются такие распространенные проблемы, как микросколы, термическое растрескивание,...