Руководство по обслуживанию станка лазерной резки Bystronic
Вы когда-нибудь задумывались о том, как сохранить пиковую производительность станка лазерной резки Bystronic? Регулярное техническое обслуживание - это ключ к обеспечению высокой точности резки, снижению затрат и продлению срока службы станка. В этой статье рассматриваются основные методы обслуживания различных компонентов, от периферийного оборудования до лазерного генератора. Следуя этим рекомендациям, вы повысите эффективность и избежите дорогостоящих простоев. Готовы обеспечить бесперебойную и эффективную работу лазерной резки? Окунитесь в эту тему, чтобы узнать о важнейших этапах технического обслуживания станка лазерной резки Bystronic.
Лазерная резка обладает рядом преимуществ, таких как минимальная тепловая деформация, высокая точность резки и возможность выполнения автоматической резки без участия оператора. При использовании мощного лазерного источника скорость резки и качество поверхности превосходят плазменную резку. В результате технология лазерной резки превратилась в современный режущий инструмент.
Станок лазерной резки обладает не только сложными мехатронными характеристиками обычного оборудования с числовым программным управлением, но и уникальными конструктивными особенностями, такими как оптическая система, система высокого давления и система охлаждения.
Чтобы минимизировать время обработки и снизить затраты, необходимо поддерживать оборудование в рабочем состоянии, обеспечивая максимальную скорость обработки. Это позволит увеличить среднее время между отказами и повысить коэффициент использования оборудования.
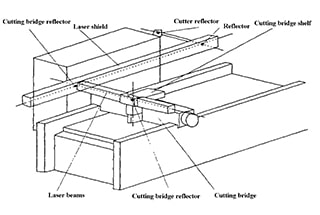
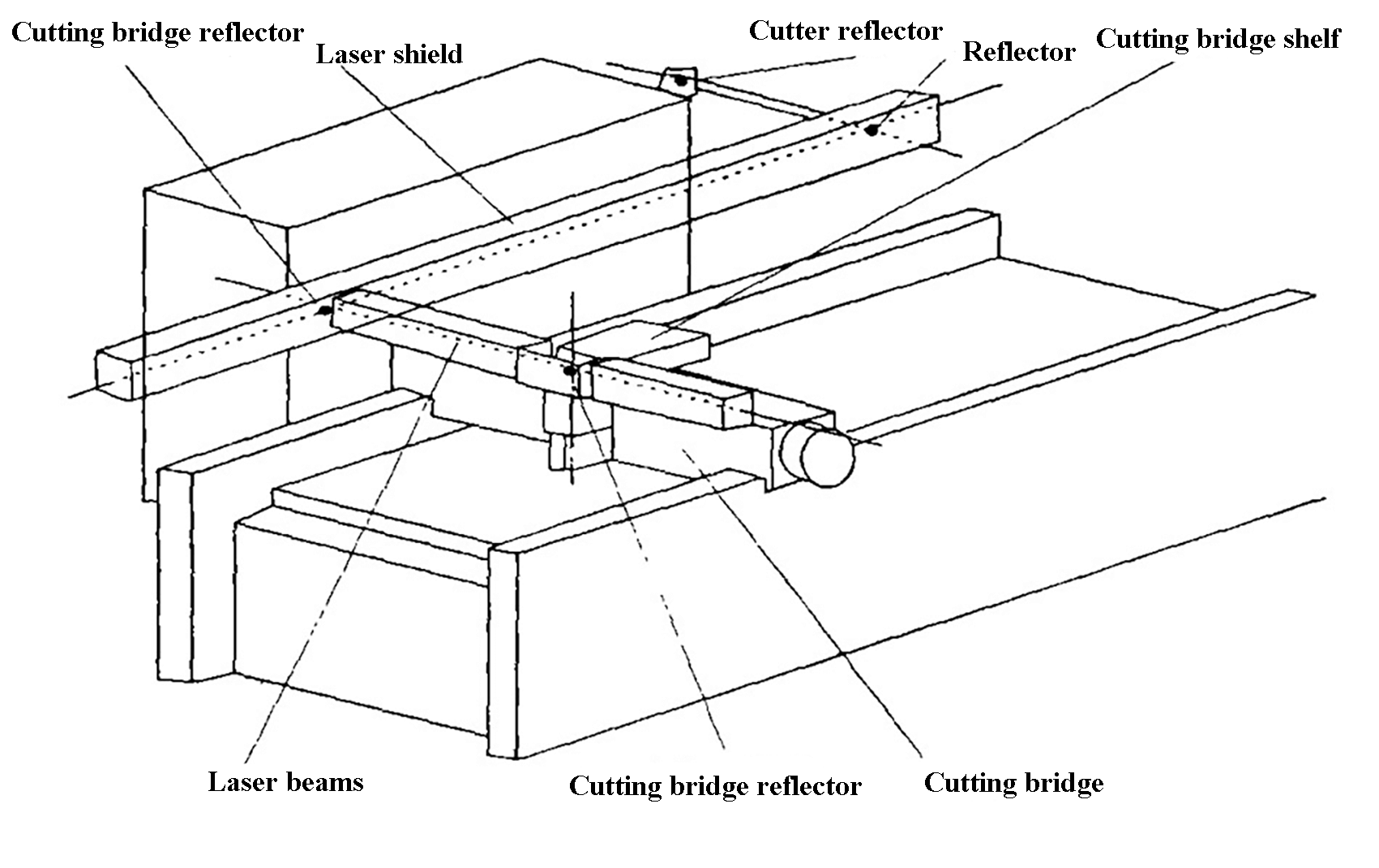
Рис. 1 Оптическая структурная схема Bystronic лазерная резка машина
1.1 Структура конструкции станка лазерной резки Bystronic
Лазерный станок Bystronic состоит из нескольких компонентов, включая станину, сменный стол, электрический шкаф управления, лазерный генератор, шкаф управления лазером, устройство загрузки и выгрузки и многое другое. Сайт режущий инструмент В машине используется лазерный луч.
Для обеспечения стабильности в световой путь от лазерного генератора до режущей головки используется плавающая оптическая система, в которой группа отражателей закреплена на подвижной координатной оси станка. Эта технология уже стала стандартом, широко используемым во всем мире.
Лазерная активационная среда, используемая в установке, представляет собой смесь диоксида углерода, азота и гелия. Направление потока газа совпадает с осью резонатора, что позволяет эффективно охлаждать осевой поток газа и оптимизировать процесс преобразования энергии в резонаторе.
1.2 Принцип обработки станка лазерной резки Bystronic
В процессе резки происходит взаимодействие лазерного луча, вспомогательного газа для резки и заготовки. Лазерный луч воздействует на поверхность материала, нагревая его до высокой температуры и заставляя плавиться. Затем расплавленный материал сжигается или выдувается вспомогательным газом, образуя разрез.
Для достижения наилучшего эффекта резки параметры лазерной резки, такие как мощность и давление, могут быть соответствующим образом отрегулированы.
2. Техническое обслуживание станка лазерной резки Bystronic CO2
Исходя из структуры оборудования и принципа обработки, техническое обслуживание можно разделить на четыре части: обслуживание периферийного оборудования, обслуживание станины и управления станком, обслуживание лазерного генератора и деталей высокого давления, а также обслуживание управления процессом.
2.1 Обслуживание периферийного оборудования
Большинство пользователей оборудования часто сосредотачиваются только на обслуживании самого оборудования и упускают из виду обслуживание периферийного оборудования. Однако важно отметить, что обслуживание периферийного оборудования также имеет решающее значение для обеспечения оптимальной работы оборудования.
2.1.1 Качество электроэнергии
Из-за высоковольтной системы, используемой в станках лазерной резки, как правило, требуется высококачественный источник питания. Допустимый диапазон напряжения сети обычно составляет от -10% до +5% от номинального значения. Большие колебания напряжения, трехфазный дисбаланс или высокочастотные помехи могут вызвать сбои в работе станка и повредить высоковольтные компоненты. Поэтому очень важно часто контролировать качество основного источника питания.
В районах с низким качеством электросети рекомендуется устанавливать стабилизаторы напряжения и использовать специальные линии для обеспечения нормальной работы оборудования. Лазерный станок Bystronic также требует независимого заземления оборудования для обеспечения безопасности конструкции и стабильности датчика расстояния режущая насадка во время резки. Поэтому необходимо регулярно измерять сопротивление заземления оборудования.
2.1.2 Качество сжатого воздуха
В дополнение к требованиям к обычной пневматической системе внешняя линза оптического тракта станка для лазерной резки обычно защищена сжатым воздухом. Режущий станок Bystronic Laser AG оснащен многоступенчатыми воздушными фильтрами в газовом блоке и лазерном генераторе, включая водомасляные сепараторы и фильтры с активированным углем. Источник защитного газа для линзы фильтруется через фильтр ultrapac для вторичной фильтрации, чтобы обеспечить сухой и чистый газ с четко ограниченным циклом замены фильтрующего элемента.
Однако следует подчеркнуть, что даже если оборудование оснащено собственным фильтрующим устройством, все равно существуют требования к источнику сжатого воздуха. Если в сжатом воздухе содержится слишком много воды и масла, срок службы фильтрующего элемента значительно сократится. После загрязнения объектива срок его службы сократится, мощность лазера уменьшится, скорость резки снизится, а затраты на обслуживание возрастут. Поэтому при обслуживании станка лазерной резки не следует упускать из виду обслуживание воздушного компрессора и осушителя.
2.1.3 Чистота лазерного газа
Лазерные газы CO2 машина лазерной резки являются CO2, He и N2.
Все производители имеют строгие стандарты чистоты газа, как показано в таблице 1:
Таблица 1 Индекс чистоты газа станка лазерной резки
Типы газа
Класс
Чистота
(% Vol.)
(H2O) Содержание
(ppm)
(O2) Содержание
(ppm)
Процентное содержание газовой смеси (%)
Он
4.6
≥99.996
≤5
≤5
63.1
CO2
4.5
≥99.995
≤5
≤10
3.4
N2
5.0
≥99.999
≤5
≤3
33.5
Сумма
100
Обеспечение чистоты лазерного газа имеет решающее значение для получения наилучшего значения E/N (характеристической энергии электрона) разряда после смешивания и для создания стабильного лазера.
Если содержание газа превышает норму, особенно если содержание воды превышает норму, энергия лазерного луча будет ослаблена, а старение внутренних компонентов, таких как разрядная трубка и разрядный электрод, будет ускорено.
Кроме того, сокращается срок службы внутренней линзы резонатора.
2.1.4 Обслуживание пылесоса
Во время процесс лазерной резкиПри этом образуется значительное количество промышленной пыли.
Функция пылесоса - удалять пыль и запахи, поддерживать чистоту оборудования и окружающей среды.
Регулярная чистка и техническое обслуживание оборудование для удаления пыли должны выполняться в строгом соответствии с правилами, чтобы обеспечить эффективность удаления пыли.
Если пыль от резки не может быть эффективно удалена, она прилипает к механическим и электрическим компонентам, ускоряя износ механических компонентов и повышая риск короткого замыкания и выхода из строя электрооборудования.
Чрезмерное скопление пыли на режущей головке приводит к неточному определению расстояния между соплами, что затрудняет гарантию качества резки, особенно когда резка нержавеющей стали, алюминиевых сплавов и других материалов с высокими требованиями к фокусировке энергии.
При обслуживании холодильного устройства основное внимание уделяется регулярной замене стандартной охлаждающей воды и очистке водяного фильтра, конденсатора и воздушного фильтра. Для устройств с длительным сроком службы необходимо проверять количество хладагента при снижении холодильного эффекта.
Соответствующую информацию можно найти в технических характеристиках оборудования и, при необходимости, обратиться в службу технической поддержки производителя.
2.1.5 Техническое обслуживание чиллера
Эффективность CO2-лазеров обычно составляет от 10% до 20%, при этом большая часть потребляемой мощности расходуется на нагрев газа. В результате температура газа быстро повышается. Когда температура рабочего газа достигает 300 °C, инверсия частиц верхнего уровня лазера больше не существует, что приводит к отсутствию лазерного излучения. Более того, эффективность фотоэлектрического преобразования значительно снижается, когда температура превышает 150 °C. Поэтому станки для лазерной резки оснащены системой охлаждения для поддержания постоянной температуры лазерного газа и охлаждения лазерная линза и другие нагревательные компоненты.
Обычно при неисправности чиллера и срабатывании сигнализации, например, температуры или расхода, высокое напряжение автоматически отключается, а лазер выключается. Запуск станка лазерной резки невозможен до тех пор, пока не будет устранена проблема с чиллером, поэтому стабильность работы чиллера имеет решающее значение для общего состояния оборудования.
2.2 Техническое обслуживание станины машины и части управления
Детали трансмиссии машины, такие как цепи, стойки и направляющие, следует регулярно чистить и смазывать. Масло следует менять через регулярные промежутки времени, особенно масло для турбин и вакуумных насосов.
Важно отметить, что нерегулярная замена турбинного масла может значительно сократить срок службы турбины, что приведет к значительным экономическим потерям.
Кроме того, охлаждение и система вентиляции устройства ЧПУ следует регулярно очищать в зависимости от условий производства. Проверьте, правильно ли работают вентиляторы охлаждения, нет ли утечки воды или воздуха.
Из-за большого количества пыли в среде лазерной резки следует также уделять внимание предотвращению попадания пыли в электрический шкаф. Дверь электрошкафа должна быть открыта как можно реже, поскольку пыль и металлический порошок, находящиеся в воздухе, могут попасть на печатную плату или электрический разъем, что приведет к снижению сопротивления изоляции между компонентами, что приведет к поломке или даже повреждению.
Кроме того, необходимо сохранить случайные данные, установочное программное обеспечение и резервный диск с параметрами. Если возможно, используйте программы клонирования для резервного копирования данных на жестком диске.
2.3 Техническое обслуживание лазерного генератора и высоковольтной части
Техническое обслуживание лазерного генератора и высоковольтных частей обычно выполняется профессиональным техническим персоналом производителя. Это может включать такие задачи, как очистка и настройка модуля высокого напряжения, очистка линзы оптического тракта в лазере, регулировка мощности и режима работы лазера.
Bystronic Laser AG предоставляет услуги по отслеживанию каждого станка лазерной резки, а заключив с клиентами договор на техническое обслуживание, компания будет проводить комплексное техническое обслуживание и отладку оборудования в соответствии со "списком проверок технического обслуживания". Это позволяет своевременно выявлять и устранять любые скрытые проблемы, а также эффективно обеспечивать стабильность и целостность оборудования.
2.4 Управление процессом обработки
Диапазон управления процессом обработки достаточно широк и включает в себя оптимизацию последовательности и компоновки резания, а также оптимизацию параметров резания и многое другое.
Важно подчеркнуть те аспекты, которые могут быть упущены при ежедневном уходе:
2.4.1 Чистота вспомогательного газа для резки и очистка газопровода
Со временем примеси в газе или трубопроводе могут привести к засорению редукционного клапана. В результате давление газа, используемого для резки, становится нестабильным, что в конечном итоге может привести к снижению качества обработки.
2.4.2 Обслуживание режущей головки
Регулярно проверяйте состояние линзы режущей головки и режущего сопла и своевременно очищайте или заменяйте их. При обнаружении внутренней утечки немедленно замените уплотнительное кольцо. Создание эффективной системы профилактического обслуживания имеет решающее значение для предотвращения аварий оборудования и строгого контроля за авариями, вызванными некачественной смазкой оборудования.
Операторы должны строго следовать рабочим процедурам, чтобы предотвратить выход из строя оборудования и снижение точности, вызванные ошибками в работе или нарушением рабочих процедур. Записывайте информацию о неисправностях и работах по техническому обслуживанию, включая описание причины неисправности, метод ее устранения и проведенное техническое обслуживание. Это поможет в управлении отслеживанием и обеспечит удобство для будущего обслуживания.
Для станков лазерной резки необходимо иметь на складе запасные части, такие как линзы, сопла, керамические кольца и другие быстроизнашивающиеся детали, в соответствии с фактической ситуацией. В соответствии с рекомендациями производителя рекомендуется также хранить на складе печатные платы и мощные модули, которые могут выйти из строя. Это делает обслуживание на месте более удобным и предотвращает остановку оборудования и продление циклов технического обслуживания из-за отсутствия запасных частей.
Многие пользователи в настоящее время внедряют систему управления Total Productive Maintenance (TPM), которая эффективно повышает общую эффективность оборудования. Это система, которую стоит продвигать.
3. Заключение
Техническое обслуживание станка лазерной резки - это необходимая мера для обеспечения долгосрочного поддержания или комплексного восстановления технологической мощности (эффективности и точности) оборудования и сохранения его потребительской ценности. Это эффективное средство для снижения эксплуатационных расходов станка лазерной резки и повышения коэффициента использования оборудования.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Лазеры произвели революцию в производстве, но знаете ли вы ведущие компании, которые внедряют инновации в этой области? В этом блоге мы расскажем о ключевых игроках, определяющих будущее лазерной...
Вы когда-нибудь задумывались, как лазер может разрезать металл, словно горячий нож масло? В этой увлекательной статье мы рассмотрим научные основы технологии резки волоконным лазером.....
Вам интересно узнать о передовой технологии, совершившей революцию в производстве? В этом блоге мы погрузимся в мир станков для лазерной резки, изучим их преимущества и ведущих производителей, доминирующих...
Вам интересно узнать о возможностях лазерной резки? В этом подробном руководстве мы погрузимся в мир скоростей и толщин лазерной резки для различных металлов. Наш эксперт, инженер-механик, расскажет...
Представьте себе машину, которая может разрезать металл с точностью скальпеля хирурга. Станки для лазерной резки металла предлагают такую возможность, меняя способы работы с металлами. Эта статья...
Вы когда-нибудь задумывались, как мощный лазерный луч может разрезать металл, словно горячий нож масло? В этой увлекательной статье блога мы рассмотрим внутреннюю работу...
Лазерная резка произвела революцию в производстве, но знаете ли вы, что воздушный компрессор играет решающую роль в ее успехе? В этой статье блога мы рассмотрим тонкости выбора...
Представьте себе, как вы с легкостью и точностью вытравливаете сложные рисунки на металлических поверхностях. Это магия лазерных граверов по металлу - технологии, преображающей металлообработку. В этой статье вы узнаете о принципах работы,...
В этой статье рассказывается об увлекательном мире технологии лазерной резки CO2 - переломном моменте в современном производстве. Вы узнаете, как этот метод обеспечивает непревзойденную точность и эффективность, преобразуя отрасли промышленности по всему миру.