8 обязательных механических свойств нержавеющей стали
Вы когда-нибудь задумывались, почему нержавеющая сталь так широко используется в машиностроении и производстве? В этой статье рассматриваются восемь важнейших механических свойств, которые делают нержавеющую сталь незаменимой: предел текучести, предел прочности, коэффициент текучести, удлинение, индекс деформационного упрочнения, коэффициент аустенитного равновесия, точка мартенситного превращения и размер зерна. Поняв эти свойства, вы получите представление об универсальности и надежности нержавеющей стали в различных областях применения. Окунитесь в эту тему, чтобы узнать, как эти свойства влияют на производительность и пригодность для ваших проектов.
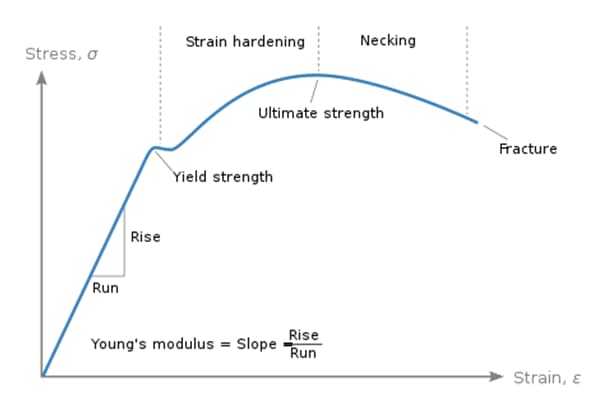
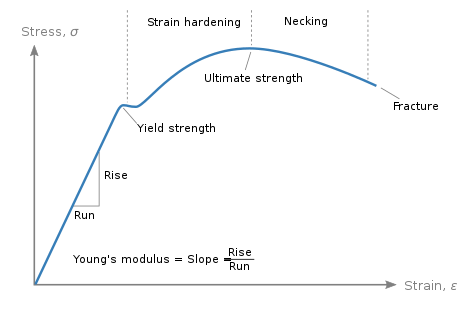
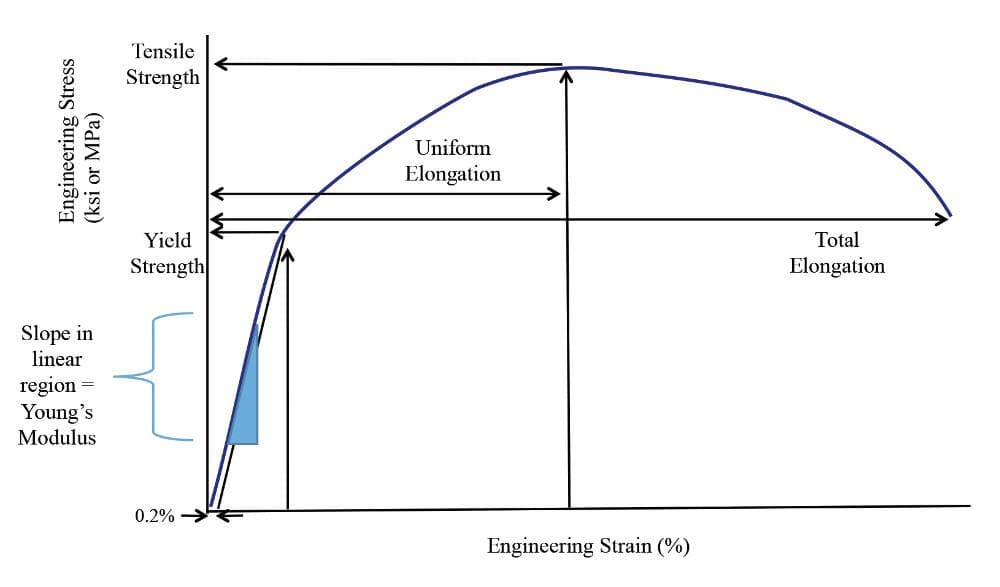
P0.2 - нагрузка, выдерживаемая образцом на растяжение с пластической деформацией 0,2%
F0 - первоначальная площадь сечения образца на растяжение
Низкий предел текучести материала означает, что он склонен к текучести, имеет минимальный отскок после формования и обладает благоприятными свойствами для подгонки под штамп и сохранения формы во время формования.
2. Прочность на разрыв
(механический символ σb, аббревиатура TS)
σb=Pb/F0
Pb - максимальная нагрузка, выдерживаемая образцом при растяжении до разрушения
F0 - первоначальная площадь сечения образца на растяжение
Высокая прочность материала на разрыв означает, что он устойчив к разрыву при деформации, что делает его пригодным для пластической деформации.
3. Коэффициент урожайности
(σ0.2/σb)
Коэффициент предела текучести оказывает значительное влияние на формуемость материалов при штамповке.
Когда коэффициент предела текучести низкий, стадия пластической деформации от текучести до разрушения в листовой металл удлиняется, снижая риск разрушения при формовке, что облегчает штамповку.
В целом, низкий предел текучести повышает устойчивость листового металла к растрескиванию во время различных процессы формования.
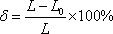
Удлинение - это отношение общего увеличения длины материала от пластической деформации до разрушения к его первоначальной длине. Оно выражается как:
δ - удлинение материала (%);
L - длина образца при отрыве (мм);
L0 - длина образца до растяжения (мм).
Высокое удлинение материала означает, что он может подвергаться большей пластической деформации и обладает хорошей трещиностойкостью, что делает его благоприятным для волочения, отбортовкаи выпуклые.
Как правило, коэффициент отбортовки и свойство выпуклости (значение Эрикссона) материала прямо пропорциональны его удлинению.
5. Индекс деформационного упрочнения (n)
Индекс деформационного упрочнения, также известный как "значение n", отражает степень упрочнения материалов при холодной обработке и его влияние на формуемость при штамповке.
Высокий индекс деформационного упрочнения указывает на то, что материал обладает высокой способностью к локальной деформации и может эффективно предотвращать локальное истончение. Это означает, что увеличение предельной деформации нестабильности приводит к более равномерному распределению деформации, а общий предел формования материала при формовании является высоким.
6. Коэффициент аустенитного равновесия (A)
A(BAL) = 30(C+N)+0.5Mn+Ni-1.3Cr+11.8
Стабильность аустенит обозначается "значением A". Меньшее значение A означает, что аустенит менее стабилен.
Структура стали подвержена изменениям в результате холодной и горячей обработки, что может повлиять на ее механические свойства.
Ni, Mn, C и N - распространенные элементы, которые помогают формировать и стабилизировать аустенит в нержавеющей стали, особенно Ni. Увеличение содержания этих элементов может повысить коэффициент аустенитного равновесия и сделать аустенитную структуру более стабильной.
Cr, Mo, Si, Ti и Nb - элементы, способствующие формированию и стабилизации ферритной структуры. Увеличение содержания Cr может привести к снижению коэффициента аустенитного равновесия.
SUS304 нержавеющая сталь представляет собой чисто аустенитную структуру, обладающую собственной стабильностью. После холодной обработки она становится твердой из-за того, что часть аустенитной структуры переходит в аустенитную. мартенситИзвестен как мартенсит, вызванный холодной обработкой.
Аустенитная нержавеющая сталь имеет небольшой коэффициент равновесия, что делает ее склонной к мартенситному превращению или дальнейшему образование мартенсита во время холодной обработки, что приводит к высокой степени упрочнения при холодной обработке.
7. Точка мартенситного превращения Md (30/50), вызванная холодной обработкой
Точка мартенситного превращения (Md(30/50)) - это температура, при которой 50% материала претерпевает мартенситное превращение после истинной деформации 30% в результате холодной деформации. Чем выше содержание элементы сплава в аустенитной нержавеющей стали, тем ниже точка мартенситного превращения.
Аустенитная нержавеющая сталь с более низкой точкой мартенситного превращения менее склонна к образованию мартенсита при холодной обработке и имеет низкую степень упрочнения при холодной обработке.
Упрочнение при холодной обработке нержавеющей стали обусловлено двумя факторами: упрочнение вследствие увеличения количества дислокаций и упрочнение вследствие структурного превращения (из аустенита в мартенсит).
Сталь SUS430 не претерпевает структурных изменений в процессе деформации, и ее упрочнение при холодной обработке обусловлено исключительно увеличением количества дислокаций.
В отличие от этого, упрочнение при холодной обработке стали SUS304 происходит в основном за счет превращения аустенита в мартенсит, с меньшим вкладом от увеличения количества дислокаций. Поэтому упрочнение при холодной обработке аустенитной нержавеющей стали более выражено, чем у стали SUS304. ферритная нержавеющая сталь.
Содержание Ni оказывает значительное влияние на точку мартенситного превращения в аустенитной нержавеющей стали. Увеличение содержания Ni приводит к снижению температуры мартенситного превращения и уменьшению степени упрочнения при холодной обработке.
8. Размер зерна (N)
Физический смысл размера зерна можно понять по следующей формуле:
ξ=2N+3
ξ - количество зерен на квадратный миллиметр площади сечения;
Размер зерна N.
Взаимосвязь между размером кристаллов и механическими свойствами SUS304
Более высокий уровень зернистости N означает, что на единицу площади поперечного сечения приходится больше зерен, что делает размер зерна более мелким. Это приводит к повышению прочности и удлинению материала.
Сталь с N>5 (256 зерен/мм) считается мелкозернистой.
Крупные зерна могут увеличить коэффициент пластической деформации (R) материала, но при этом снижается коэффициент предела текучести и удлинения.
Однако при использовании крупных зерен на поверхности металлического листа могут возникать различные ориентации, что приводит к неравномерной деформации и вызывает эффект "апельсиновой корки" на поверхности материала.
Уточнение размера зерна может уменьшить появление апельсиновой корки, но если размер зерна слишком мелкий, коэффициент пластической деформации уменьшится, а коэффициент предела текучести и удлинения увеличится, что сделает его менее благоприятным для формования.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, насколько тяжел осмий, самый плотный элемент природного происхождения? В этой статье мы рассмотрим калькулятор веса осмия, который поможет вам точно определить вес...
Что отличает нержавеющую сталь 201 от 202? Несмотря на то, что они относятся к одной серии, существуют тонкие различия, которые могут существенно повлиять на их применение. В этой статье рассматриваются основные различия в...
Вы когда-нибудь задумывались, что делает бронзу такой особенной и универсальной? Эта статья исследует увлекательный мир бронзы, сплава, состоящего в основном из меди, смешанной с такими элементами, как олово,...
Вы когда-нибудь задумывались о захватывающем мире твердости металлов? В этой статье мы рассмотрим интригующие концепции и методы измерения и повышения твердости...
Вам интересно узнать вес вашего стального проекта? Смотрите дальше! В этой статье блога мы исследуем интригующий мир расчета веса стали. Как опытный инженер-механик, я...
Вы когда-нибудь задумывались о разнице между двутавровыми и двутавровыми балками в строительстве? Хотя внешне они похожи, эти два типа стальных балок имеют отличительные характеристики, которые делают их...
Вы когда-нибудь задумывались о захватывающем мире плотности металлов? В этой статье блога мы рассмотрим важность понимания плотности металла для инженеров-механиков. Как опытный...
Вы когда-нибудь задавались вопросом, как точно измерить вес свинца для вашего следующего проекта? В этой статье вы найдете экспертную оценку и практические советы по использованию калькулятора веса свинца. Откройте для себя...
Что отличает нержавеющую сталь марки 022Cr19Ni10? Известный низким содержанием углерода и высокой устойчивостью к коррозии, этот универсальный сплав играет важнейшую роль в различных отраслях промышленности. В этой статье мы рассмотрим...