Руководство по устранению неисправностей механических ножниц
Ваша механическая машинка для стрижки не работает должным образом? В этом руководстве вы найдете подробные шаги по устранению таких распространенных проблем, как несоответствие ширины стрижки, проблемы с прямолинейностью поверхности, чрезмерные заусенцы и многое другое. Узнайте, как диагностировать и устранить эти проблемы, чтобы обеспечить бесперебойную и эффективную работу вашего оборудования. В этой статье приведены практические решения для обеспечения точности и надежности операций стрижки.
1. Принцип передачи механической машинки для стрижки овец
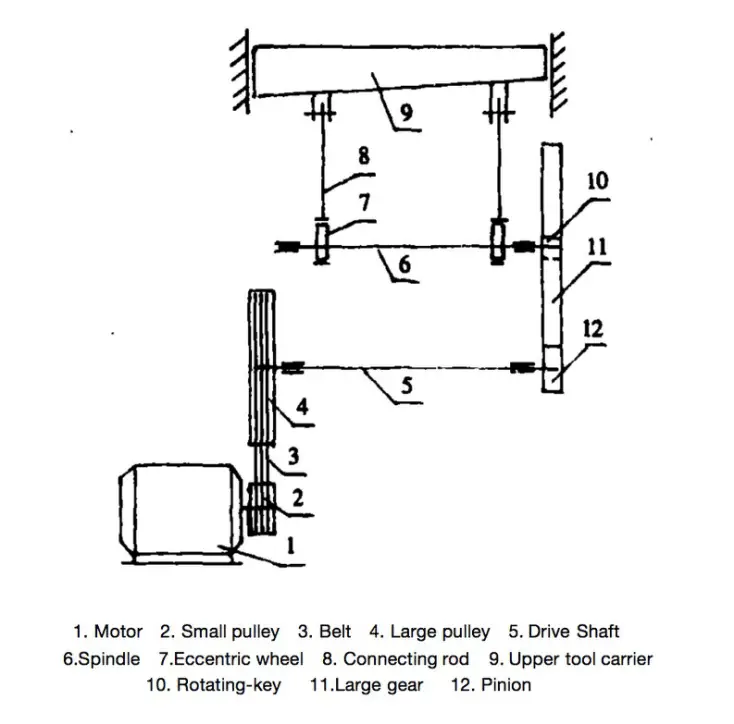
Как показано на рисунке 1, в механических ножницах используется многоступенчатая система передачи мощности для преобразования вращательного движения в линейное режущее действие. Процесс начинается с двигателя, который служит основным источником энергии. Двигатель приводит в движение маленький шкив, который через ремень соединен с большим шкивом, создавая первую ступень снижения скорости и усиления крутящего момента.
Большой шкив установлен на приводном валу, который передает энергию вращения на зубчатую передачу, состоящую из маленькой шестерни и большой ведомой шестерни. Эта шестерня снижает скорость вращения и увеличивает крутящий момент. Большая шестерня соединена с главным валом, который поддерживает эксцентриковое колесо (также известное как кулачок).
При вращении главного вала эксцентриковое колесо преобразует вращательное движение в возвратно-поступательное линейное движение. Это достигается за счет шатунного механизма, который соединяет эксцентриковое колесо с ползуном (верхним держателем инструмента). Ползун, направляемый прецизионными линейными подшипниками, контролируемо перемещается по вертикали.
Кульминацией этой кинематической цепи является циклическое движение вверх-вниз верхнего держателя инструмента, который удерживает подвижное лезвие. Синхронизированное с неподвижным нижним лезвием, это движение создает срезающее действие, необходимое для точной резки металла.
Такая конструкция механической системы обеспечивает высокую передачу усилия, точный контроль хода ножниц и возможность регулировки параметров резки путем изменения передаточных чисел или размеров эксцентрикового колеса в зависимости от толщины и свойств материала.
2. Анализ и устранение неисправностей механических ножниц
2.1 Ширина деталей ножниц не соответствует норме, а точность повторения деталей партии выходит за пределы допуска.
Анализ причин:
Неправильное расположение перегородки и большой зазор между ней и лезвием ножниц вызывают движение при блокировке.
Движение отбойного щитка не синхронизировано с обеих сторон, что приводит к большому зазору между деталями трансмиссии.
Неправильная регулировка усилия прижимной пружины приводит к неравномерному давлению и перемещению материала пластины во время стрижки.
Деформация перегородки и прямолинейность выходящие за пределы допусков, приводят к неточному позиционированию деталей.
Неправильно отрегулирован зазор между верхней и нижней подвижной направляющей ползуна ножа ножниц и прижимной пластиной.
Метод устранения:
Зазор должен быть устранен, чтобы расстояние между отбойной пластиной и лезвием ножниц было одинаковым. Повторная ошибка позиционирования должна быть в пределах 0,03/1000 после блокировки.
Зазор между деталями трансмиссии должен быть устранен.
Зазор между прижимной балкой и листовой металл следует отрегулировать примерно на 10 мм, а усилие сжатия пружины должно быть установлено на 11 кн и поддерживаться равномерным на обоих концах.
Погрешность плоскостности и прямолинейности отбойного щитка должна быть устранена в пределах 0,02/1000.
Зазор между направляющей и прижимной плитой должен быть отрегулирован в пределах 0,03 мм.
2.2 Прямолинейность поверхности деталей ножниц выходит за пределы допуска, наблюдается выпуклость или вогнутость.
Анализ причин:
Большая горизонтальная погрешность при установке рабочего стола приводит к перекосу оборудования.
Большая погрешность плоскостности вертикальной опорной поверхности верхних и нижних ножниц приводит к тому, что прямолинейность лезвия ножниц после закрепления превышает допуск.
Движение ножа ножниц вверх и вниз, скручивание обеих сторон поверхности направляющей (не в одной плоскости) или износ направляющей приводят к нарушению допустимой прямолинейности.
Метод устранения:
Заново выровняйте уровень установки оборудования, чтобы обеспечить точность 0,05/1000.
Откорректируйте опорную поверхность верхней и нижней частей ножи для ножниц и обеспечить плоскостность 0,03/1000.
Отремонтируйте и зачистите направляющую станины, чтобы убедиться, что оба конца параллельны друг другу, а прямолинейность гарантирована в пределах 0,02/1000.
2.3 Слишком большой заусенец на режущей части детали.
Анализ причин:
Неправильно отрегулирован зазор между верхним и нижним ножами ножниц.
Режущая кромка износилась и затупилась.
Зазор между верхним и нижним лезвиями ножниц неравномерен, что приводит к появлению заусенцев на большем зазоре.
Метод устранения:
Отрегулируйте зазор так, чтобы он составлял от 5% до 8% от толщины листа.
Замените или заточите режущую кромку.
Регулируйте и проверяйте каждые 500 мм, чтобы убедиться, что зазор равномерный и не превышает 0,05 мм.
2.4 Узкая полоса разрезается, детали скручиваются и деформируются.
Анализ причин:
Слишком большой зазор направляющей поверхности ножа ножниц.
Обе стороны направляющей поверхности ползуна ножа ножниц перекошены или вышли за пределы допуска из-за износа.
Метод устранения:
Отрегулируйте прижимную пластину так, чтобы зазор между направляющими с обеих сторон был в пределах 0,03 мм.
Зачистите скользящий блок и направляющую кровати так, чтобы поверхность соприкосновения скользящего блока и направляющей кровати составляла (25 x 25) мм.2 12 точек, а прямолинейность находится в пределах 0,02/1000.
2.5 В узких полосах сдвига находятся исторические материалы и материалы для проталкивания.
Анализ причин:
Плоскость перегородки наклонена и не перпендикулярна горизонтальной плоскости.
Параллельность вертикальной опорной поверхности, на которой установлен верхний нож, не соответствует допуску.
Метод устранения:
Отремонтируйте плоскость отбойника, чтобы она была перпендикулярна горизонтальной плоскости.
Когда верхняя турель перемещается вниз, отрегулируйте расстояние между двумя вертикальными поверхностями, на которых установлены верхнее и нижнее лезвия, чтобы обеспечить погрешность в пределах 0,02/1000.
2.6 Сцепление одностороннего хода не включается, и ножницы не работают.
Анализ причин:
Износ вращающейся части поворотной шпонки и треугольной выемки буферной втулки приводит к проскальзыванию муфты при зацеплении с коленчатым валом.
Пружина управления поворотной кнопки сломана или ослаблена, что приводит к недостаточному усилию и недостаточной гибкости при движении поворотной кнопки.
Тормозная лента и тормозной диск отрегулированы слишком туго, что приводит к пробуксовке сцепления.
Метод устранения:
Замените поворотный ключ и отремонтируйте треугольную выемку буферной втулки, чтобы убедиться, что поворотный ключ свободно перемещается, а комбинация надежно зафиксирована, когда треугольная выемка находится в зацеплении.
Замените пружину и отрегулируйте натяжение, чтобы поворотный ключ двигался свободно.
Отрегулируйте затяжку тормозной ленты.
2.7 Непрерывное резание происходит во время одного хода.
Анализ причин:
Головка и блок управления рукоятки поворотного ключа изношены, в результате чего головка поворотного ключа не фиксируется.
Неправильная регулировка положения пластины управления мешает фиксации головки поворотного ключа.
Метод устранения:
Отремонтируйте головку поворотного ключа путем сварки и восстановления ее первоначального размера.
Отрегулируйте взаимное положение блока управления и отремонтируйте его.
2.8 При одном ходе ползуна сдвига наблюдается импульсное явление и ненормальный шум.
Анализ причин:
Поворотный ключ плохо входит в треугольный паз буферной втулки, что приводит к износу и неправильному углу поворота поворотного ключа. Это приводит к ударам и шуму при возвратно-поступательном движении режущей кромки.
Усилие пружины поворотного ключа слишком слабо, чтобы удержать его на месте, что приводит к ударам при перемещении ползунка сверху вниз.
Неправильно отрегулировано усилие пружины баланса при движении вверх и вниз ползуна ножа ножниц.
Метод устранения:
Отремонтируйте контактную поверхность между вращающейся частью поворотного ключа и треугольным пазом буферной втулки, чтобы обеспечить свободное и надежное вращение ключа.
Отрегулируйте или замените пружину, чтобы обеспечить достаточное усилие.
Отрегулируйте усилие пружины так, чтобы ползунок двигался плавно, без ударов и вибрации.
2.9 Когда маховик работает на холостом ходу, сцепление издает ритмичный звук.
Анализ причин:
Вращающаяся часть поворотного ключа не полностью выходит из треугольного паза буферной втулки, что приводит к появлению звука после одного оборота.
Метод устранения:
Отшлифуйте сопрягаемую поверхность поворотного ключа и отрегулируйте его положение, чтобы устранить проблему.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как эти массивные стальные листы разрезаются с такой точностью? Откройте для себя мир гидравлических ножниц - невоспетых героев индустрии производства металла....
Вы когда-нибудь задумывались, какие компании лидируют в отрасли гидравлических ножниц? В этой статье рассматриваются 26 ведущих мировых производителей, подробно описывается их история, специализация и глобальный охват. От давно существующих...
Вы когда-нибудь задумывались о том, как максимально повысить эффективность и безопасность вашей машинки для стрижки овец? В этом руководстве вы найдете важные советы по эксплуатации и обслуживанию этих мощных инструментов. От выбора правильного...
Вы когда-нибудь задумывались о том, из чего состоит идеальное лезвие ножниц? В этой статье мы исследуем увлекательный мир штамповых сталей, от холоднодеформированных до горячедеформированных. Вы узнаете, какие секреты скрываются за их...
Вы когда-нибудь задумывались, как мощные машины превращают необработанный металл в точные, пригодные для использования детали? В этой статье раскрываются секреты гидравлических ножниц - чуда инженерной мысли. Узнайте, как она режет...
Вы когда-нибудь задумывались о том, кто является ведущими игроками в отрасли производства машинок для стрижки? В этой статье мы рассмотрим ведущих производителей машинок для стрижки в Китае на 2023 год. Вы узнаете о компаниях, которые...
Вы когда-нибудь задумывались о том, как точность и эффективность сочетаются в промышленной резке? В этой статье мы исследуем увлекательный мир гильотинных ножниц, подробно рассказывая об их преимуществах и проблемах. Узнайте, как механические...
Как обеспечить безопасную работу гильотинных ножниц и продлить срок их службы? В этой статье рассматриваются основные методы технического обслуживания гильотинных ножниц - от ежедневных проверок до ежегодного капитального ремонта. Вы узнаете важнейшие...
Ножницы по листовому металлу, как следует из названия, - это машина, используемая для резки листового металла. Выбор материала основывается на общей пластине Q235. Если резать лист Q345, то...