Штамповка металла и проектирование штампов: Определяющее руководство
Вы когда-нибудь задумывались об увлекательном мире штамповки металла? В этой статье блога мы отправимся в увлекательное путешествие, чтобы изучить тонкости этого важнейшего производственного процесса. Как опытный инженер-механик, я расскажу вам о ключевых понятиях, поделюсь ценными идеями и примерами из реальной жизни. Приготовьтесь узнать, как штамповка металла формирует нашу повседневную жизнь, и узнать секреты, лежащие в основе ее удивительной эффективности и универсальности.
Штамповка металла - это крупносерийный производственный процесс, в ходе которого плоские металлические листы преобразуются в определенные формы с помощью механических усилий. Эта универсальная технология играет важную роль в различных отраслях промышленности, включая автомобильную, аэрокосмическую, электронную и производство потребительских товаров. Процесс включает в себя несколько ключевых компонентов и этапов:
Штамп и пуансон: Штамп - это специально разработанный инструмент, придающий форму металлу, а пуансон используется для приложения силы и вдавливания металла в штамп.
Пресс: Механический или гидравлический пресс обеспечивает необходимое усилие для придания металлу нужной формы.
Металлический лист или заготовка: Сырье, обычно в виде рулонов или предварительно нарезанных заготовок, подается в пресс.
Этапы штамповки: a. Заготовка: Вырезание исходной формы из металлического листа. b. Рисование: Формирование металла в трехмерную форму. c. Прокалывание: Создание отверстий или проемов в заготовке. d. Сгибание: Сгибание металла по прямой линии. e. Чеканка: Прессование металла для получения точных размеров и отделки поверхности.
Прогрессивная штамповка: Метод, сочетающий несколько операций штамповки в одном комплекте штампов, что повышает эффективность и точность.
Соображения, связанные с материалом: Выбор металла (например, стали, алюминия, меди) влияет на процесс штамповки и характеристики конечного продукта.
Точность и допуски: Современные процессы штамповки позволяют добиться жестких допусков, часто в пределах ±0,05 мм или меньше, в зависимости от материала и сложности детали.
Автоматизация и датчики: Многие операции штамповки теперь включают в себя робототехнику и современные датчики для повышения эффективности, согласованности и контроля качества.
Анализ методом конечных элементов (FEA): Компьютерное моделирование используется для оптимизации конструкции штампа и прогнозирования поведения материала во время штамповки.
Операции после штамповки: Детали могут подвергаться дополнительным процессам, таким как удаление заусенцев, термообработка или финишная обработка поверхности, чтобы соответствовать окончательным спецификациям.
1.1 Характеристики и области применения процесса штамповки металла
Что такое тиснение?
Штамповка, также известная как прессование, - это производственный процесс, в ходе которого плоские металлические листы или неметаллические материалы формируются в определенные формы с помощью специализированных инструментов и оборудования. Этот процесс обычно происходит при комнатной температуре, что отличает его от холодной штамповки. Определение штамповки можно сформулировать следующим образом:
При температуре окружающей среды металлический (или неметаллический) лист подвергается контролируемому усилию с помощью штамповочный пресс и прецизионный штамп. Это воздействие вызывает либо разделение материала, либо пластическую деформацию, в результате чего получаются детали с заданными формами, размерами и механическими свойствами.
Ключевые аспекты процесса штамповки включают:
Температура: Штамповка выполняется преимущественно при комнатной температуре, что относит ее к холодному способу обработки. Это устраняет необходимость в нагреве, повышая энергоэффективность и удобство работы с материалами.
Сырье: Основной заготовкой для штамповки является листовой материал, как правило, металл, что позволяет использовать альтернативный термин "штамповка из листового металла". К распространенным материалам относятся сталь, алюминий, латунь и различные сплавы.
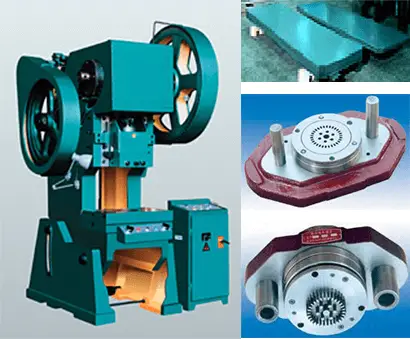
Оборудование и оснастка: Штамповка требует трех основных компонентов:
Набор штампов: Прецизионные инструменты, придающие материалу нужную форму.
Сырьевой материал: Металлический или неметаллический лист, подлежащий формовке.
Механизм деформации: Штамповка основана на пластической деформации, когда материал подвергается нагрузке, превышающей предел текучести, но не достигающей предела прочности на разрыв. Это позволяет добиться постоянного изменения формы без разрушения материала.
Универсальность: Штамповка позволяет изготавливать широкий спектр деталей, от простых плоских шайб до сложных панелей автомобильных кузовов, с помощью различных операций, таких как заготовка, прошивка, гибка и глубокая вытяжка.
Эффективность производства: Штамповка особенно хорошо подходит для крупносерийного производства, обеспечивая быстрое время цикла и стабильное качество деталей при правильной оснастке и эксплуатации.
Характеристики и применение штамповки металла:
(1) Высокая производительность при рациональном управлении, облегчающем беспрепятственную механизацию и автоматизацию.
(2) Исключительная точность размеров и превосходная согласованность деталей между собой, обеспечивающая оптимальную взаимозаменяемость.
(3) Впечатляющие коэффициенты использования материала, обычно составляющие от 70% до 85%, а некоторые передовые процессы достигают эффективности до 95%.
(4) Возможность получения сложных геометрических форм, сложных или невозможных для обычных методов обработки, таких как тонкостенные детали с глубокой вытяжкой и сложными элементами.
(5) Позволяет производить легкие детали с отличным соотношением жесткости и веса и высокой структурной целостностью.
(6) Процесс холодной формовки исключает необходимость нагрева, что обеспечивает экономию энергии и превосходное качество обработки поверхности.
(7) Значительное снижение затрат на единицу продукции в сценариях крупносерийного производства.
Эти качества делают штамповку уникальным универсальным производственным процессом, сочетающим в себе высокое качество, эффективность, энергосбережение и экономичность, не имеющим аналогов среди других методов металлообработки.
Таким образом, штамповка металла находит широкое применение в различных отраслях промышленности. В автомобильной промышленности и сельскохозяйственном машиностроении штампованные компоненты составляют от 60% до 70% деталей. Аналогичным образом, в приборостроении и измерительной технике штамповка составляет от 60% до 70% деталей. Этот процесс также широко распространен в производстве широкого спектра кухонной утвари из нержавеющей стали и предметов повседневного использования.
Универсальность штамповки металла охватывает впечатляющий диапазон применений, от миниатюрных электронных компонентов и точных указателей приборов до крупногабаритных автомобильных кузовных панелей и структурных балок. Даже в аэрокосмической промышленности такие важные компоненты, как обшивка самолетов, производятся с использованием передовых технологий штамповки. Такая широта применения подчеркивает адаптируемость процесса к различным требованиям по масштабу и сложности в различных отраслях.
Недостатки штамповки
Цикл изготовления пресс-формы длительный, а стоимость высокая. Поскольку при этом используются традиционные методы и средства обработки и традиционные материалы для пресс-форм
Однако с появлением передовых технологий обработки пресс-форм и нетрадиционных материалов этот недостаток можно постепенно преодолеть.
Например:
Изготовление пресс-форм из сплавов с низкой температурой плавления
Изготовление пресс-форм методом быстрого прототипирования
Экономическая плесень
Одним словом, индустрия пресс-форм - это базовая отрасль страны, уровень проектирования и производства пресс-форм стал мерилом уровня производства продукции в стране.
Развитые страны придают большое значение развитию плесени.
В Японии считают, что "плесень - это движущая сила для вхождения в богатое общество";
Германия: "император в металлообрабатывающей промышленности";
Румыния: "плесень - это Golden Touch"; плесень считается камнем в международной индустрии арены.
Однако здесь есть и плесени, ковочные штампы, штампы для литья под давлением, резиновые формы, формы для пищевых продуктов, формы для строительных материалов и т.д., но в настоящее время наиболее широко используются штампы для холодного литья и формы для пластмасс, на каждую из которых приходится около 40%.
1.2 Классификация процессов штамповки
Классификация по деформационным свойствам
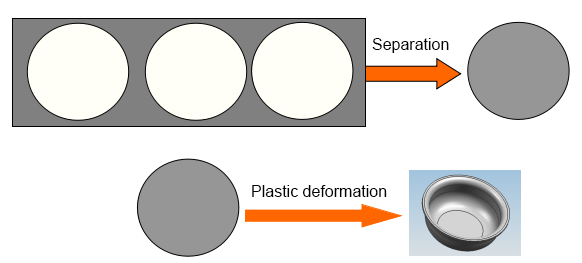
Процесс разделения
Процесс формовки
(1) Процесс сепарации
Во время штамповки обрабатываемый материал деформируется под действием внешней силы.
Когда напряжение сдвига материала в зоне деформации достигает предела прочности материала на сдвиг, материал сдвигается и разделяется, образуя детали определенной формы и размера.
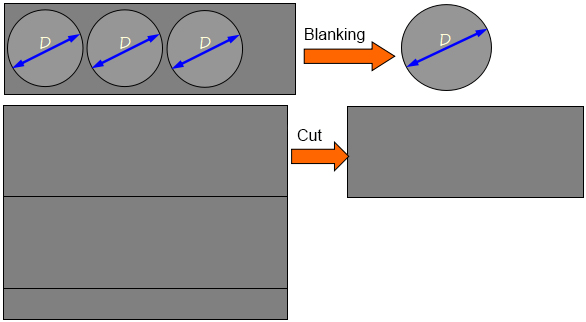
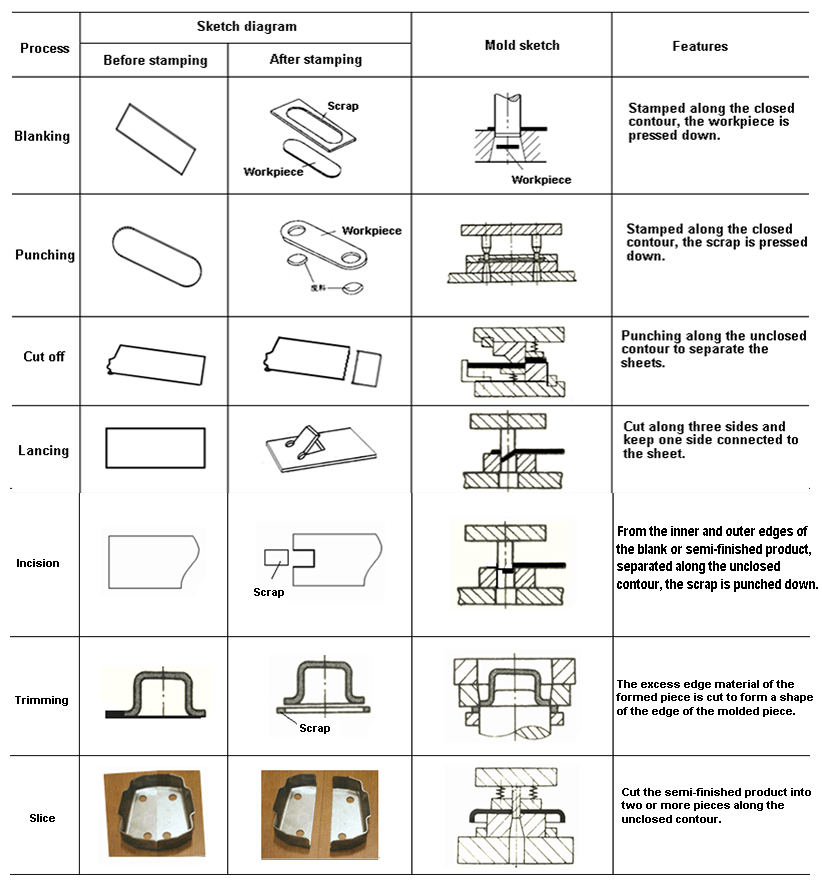
Процесс разделения в основном включает в себя резку, штамповку, заглушка, насечка, нарезка и т.д.
Процесс разделения показан ниже:
Разделение происходит, но не меняет форму пространства.
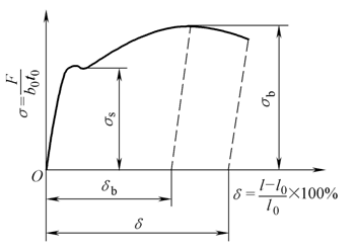
При штамповке материал под действием внешней силы, эквивалентное напряжение материала в зоне деформации достигает предела текучести σs материала, но не достигает предела прочности σb, так что материал только пластически деформируется, получая таким образом детали определенной формы и размера.
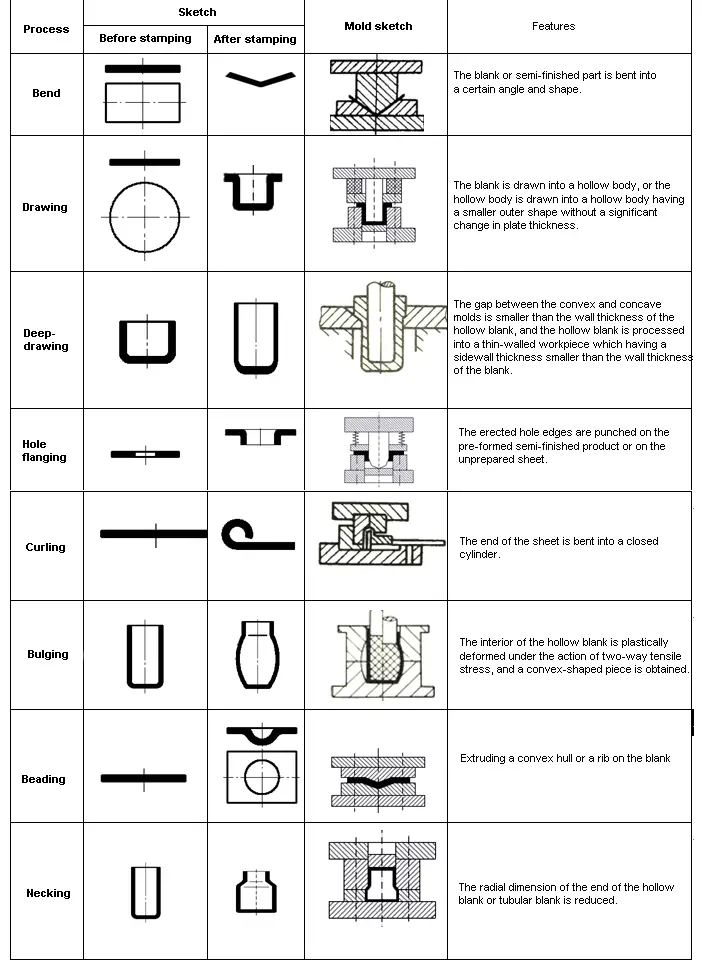
Процесс формовки включает в себя, в основном, гибку, глубокую вытяжку, обточку, усадку, выпуклость и т.д.
Процесс формования выглядит следующим образом:
Измените только форму заготовки, разделения не произойдет.
Таблица 1-2 Процесс формовки
В зависимости от характера зоны деформации
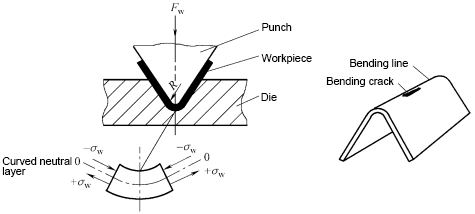
Формообразование удлиненного типа: Максимальное главное напряжение в зоне деформации - растягивающее, а режим разрушения - трещина при растяжении, характеризующаяся утоньшением толщины.
Формование типа сжатия: Максимальным главным напряжением в зоне деформации является сжимающее напряжение, которое характеризуется утолщением по толщине, а формой разрушения является морщинистость.
Согласно методу базовой деформации
Заглушка
Сгибание
Глубокий рисунок
Формирование
В зависимости от сочетания процессов
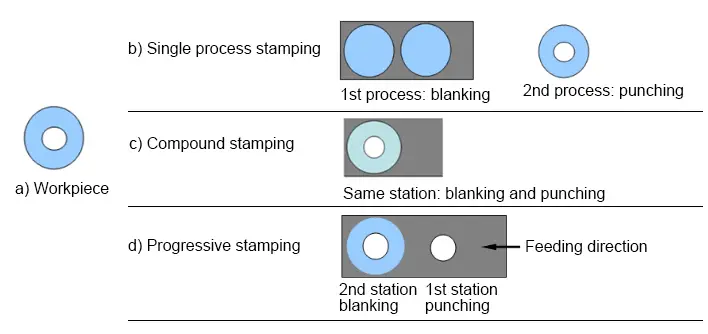
Однопроцессная штамповка
Штамповка соединений
Прогрессивная штамповка
1.3 Материал для штамповки
Основные требования к тиснению на листах
Соответствие требованиям производительности
Соответствует требованиям процесса штамповки
На первом месте стоит удовлетворение требований к производительности, а на втором - максимально возможное удовлетворение требований к процессу штамповки при соблюдении требований к производительности.
1.3.1 Технологические требования к материалам для штамповки
1.Штамповка производительность формирования
Характеристики штамповочного формования означают способность листа адаптироваться к процессу штамповки.
Два вида нестабильности:
Нестабильность при растяжении - локальное утолщение или разрушение под действием растягивающего напряжения;
Компрессионная нестабильность - нестабильность морщин при сжимающем напряжении.
Первая похожа на явление заклинивания при испытании на растяжение низкоуглеродистой стали, а вторая - на явление нестабильности нажимного бруса.
Таким образом, существует предел формования, который подразделяется на общий предел формования и локальный предел формования. Чем выше предел формования, тем выше производительность прессования.
Как измерить производительность штамповочного формования листа?
(1) Трещиностойкость - это способность листа сопротивляться повреждениям во время деформации.
(2) Пастообразность - это способность листа прилегать к форме пресс-формы в процессе прессования.
(3) Формоустойчивость - это способность детали сохранять свою форму в пресс-форме после распалубки.
Свойства штамповочного формования листа можно определить по его механическим свойствам. Механические свойства могут быть получены в ходе экспериментов.
Прямое испытание: С помощью специального оборудования непосредственно моделируется реальный процесс штамповки.
Косвенные испытания: Общие характеристики материала определяются с помощью растяжения, сдвига, испытаний на твердость, металлографических испытаний и т.д. с использованием общего оборудования.
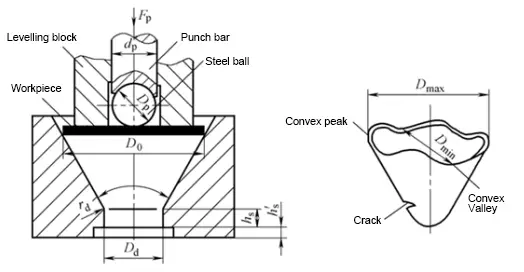
(1) Прямой метод испытания
Например, испытание конусной чашки(GB/T 15825.6-2008)
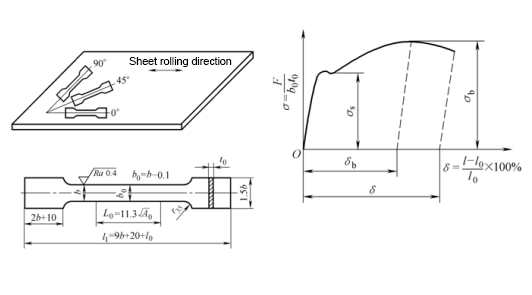
(2) Косвенный метод испытания
Например, испытание на растяжение низкоуглеродистой стали и т.д.
Механические показатели, влияющие на свойства прессования
Δγ =(γ0 +γ90 - 2γ45 )/2 велика → Чем больше разница в анизотропии
Требования к химическому составу: Различное содержание некоторых элементов в стали приводит к разной пластичности и хрупкости материала.
Требования к металлографической структуре: Различные металлографические структуры могут приводить к различным механическим свойствам, таким как прочность и пластичность.
Требования к качеству поверхности: Требуется гладкая поверхность, без оксидного налета, трещин, царапин и других дефектов.
Требования к допуску толщины материала: Определенная толщина соответствует определенному зазору в пресс-форме, и допуск на толщину материала должен соответствовать национальному стандарту.
1.3.2 Распространенные материалы для штамповки и методы резки
A. Распространенные материалы для штамповки
Металлический лист: черный металл; цветной металл
Неметаллические Лист: резиновая плита, резиновый лист, пластиковая плита и т.д.
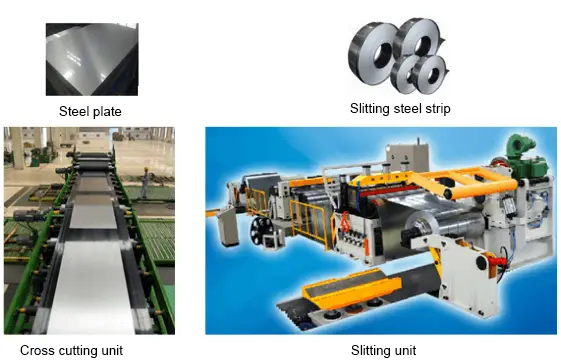
Технические характеристики металлического листа: стальная полоса, стальная пластина, стальная лента с просечкой и т.д.
Размерный ряд стальных листов и полос (GB/T708-2006)
1) Номинальный толщина стального листа и стальной полосы (включая стальную полосу для продольной резки) составляет от 0,3 мм до 4,0 мм, а стальной лист и сталь с номинальной толщиной менее 1 мм имеют любой размер кратно 0,05 мм; номинальная толщина - более 1 мм. Стальные листы и сталь имеют любой размер, кратный 0,1 мм.
2) Номинальная ширина стальных листов и стальных полос составляет от 600 мм до 2050 мм, возможны любые размеры, кратные 10 мм.
3) Номинальная длина стального листа составляет от 1000 мм до 6000 мм, а также любой размер, кратный 50.
4) В соответствии с требованиями покупателя, стальные листы и полосы других размеров могут быть поставлены путем переговоров между поставщиком и покупателем.
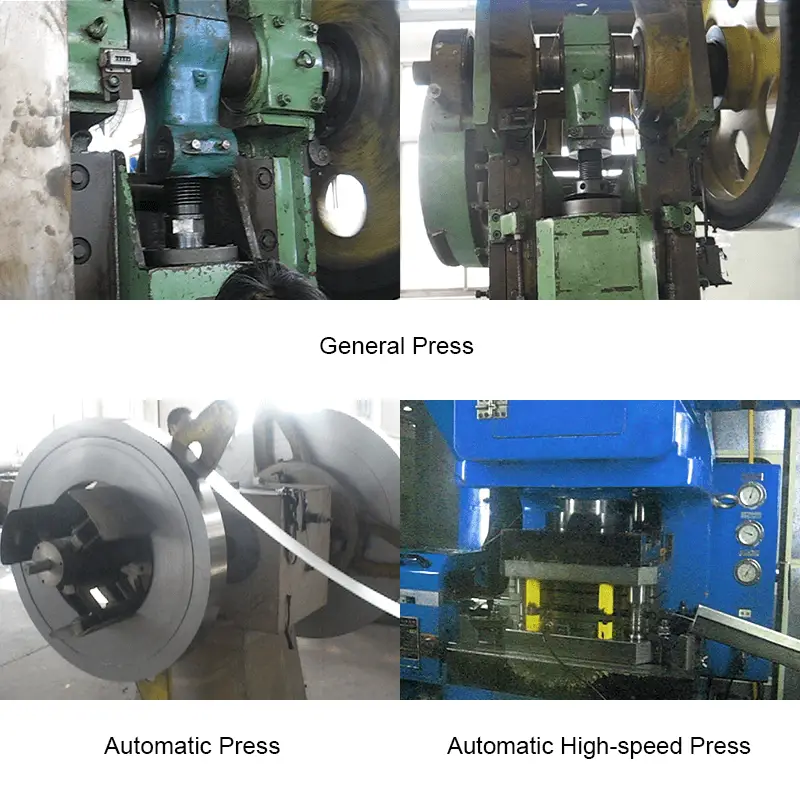
В соответствии с различной движущей силой слайдера, существуют механические прессыГидравлические и пневматические прессы;
По структуре станины различают открытые и закрытые прессы;
В зависимости от количества ползунков различают нажатия одинарного действия (один ползунок), двойного действия (два ползунка) и т.д.;
По количеству шатунов различают одноточечный (один шатун) пресс, двухточечный (два шатуна) пресс, четырехточечный (четыре шатуна) пресс и т.д.
……
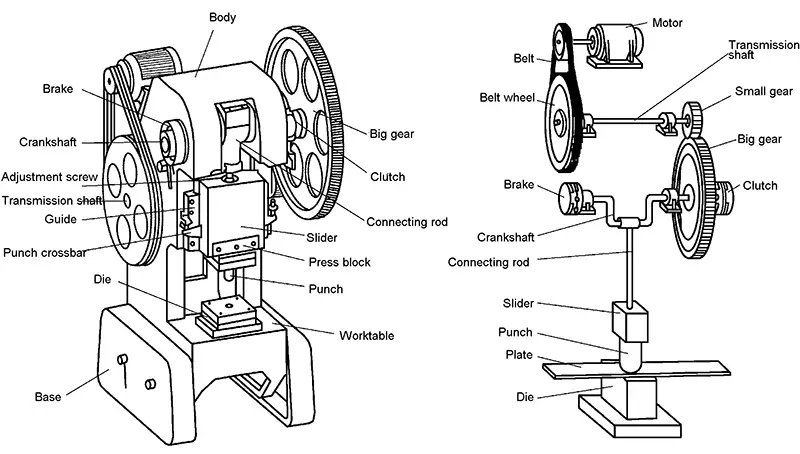
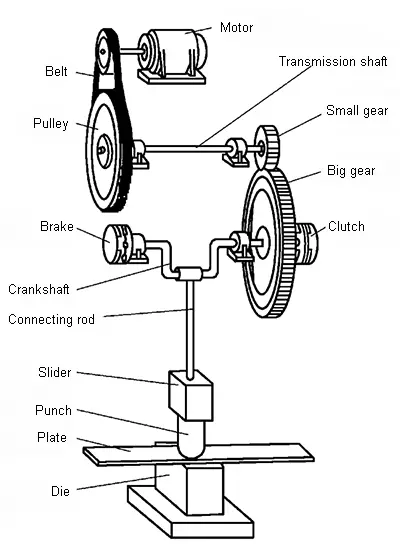
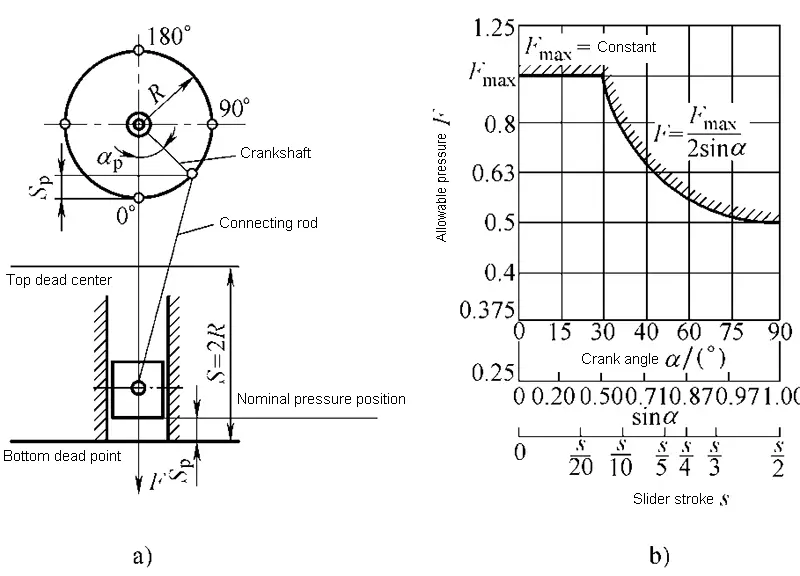
Принцип работы и основные компоненты кривошипного пресса
(1) Рабочий механизм
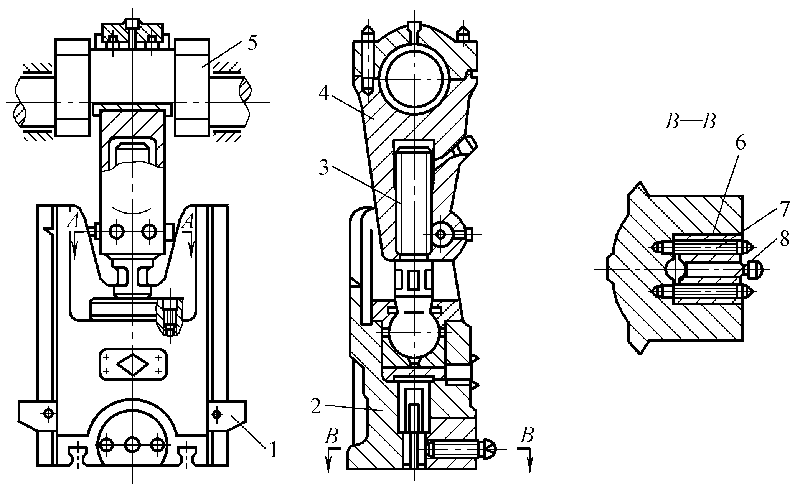
Кривошипно-шатунный механизм: Кривошипно-звенный механизм состоит из коленчатого вала, шатуна и ползуна. Длину шатуна можно регулировать в зависимости от размеров пресс-форм.
Разные материалы имеют разную пластичность при одинаковых условиях деформации, а один и тот же материал будет иметь разную пластичность при разных условиях деформации.
2.2 Механика пластического формования
Стрессовое состояние
Состояние деформации
Критерий текучести (пластическое состояние)
Зависимость между напряжением и деформацией при пластической деформации
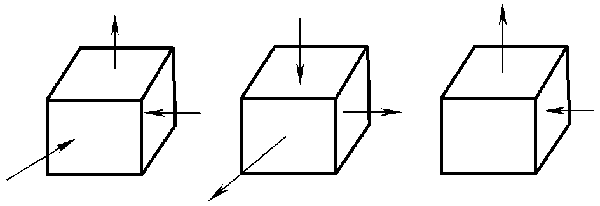
3 основных состояния деформации:
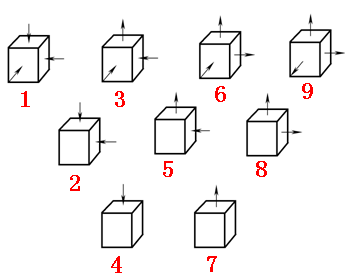
9 типов состояний главного напряжения:
2.3 Основной закон пластического формования
Закон об упрочнении труда
Закон упругого восстановления при разгрузке
Закон наименьшего сопротивления
Закон объемной инвариантности пластической деформации
4 типа процесса штамповки металла
Теперь давайте рассмотрим следующие четыре основных процесса штамповки металла, каждый из которых играет важную роль в современном производстве:
Заглушка
Сгибание
Глубокий рисунок
Формирование
Заготовка - это операция точной резки, при которой плоский кусок металла отделяется от большого листа. В этом процессе используются штамп и пуансон для создания двухмерной формы, которая часто служит начальным этапом для последующих операций формовки. Полученная деталь, называемая заготовкой, может быть конечным продуктом или подвергаться дальнейшей обработке.
Гибка подразумевает пластическую деформацию металла вдоль прямой оси, создавая углы, U-образные или V-образные формы. В этом процессе используются различные методы, такие как воздушная гибка, доводка и чеканка, каждый из которых обеспечивает различные уровни точности и контроля усилия. Выбор метода гибки зависит от таких факторов, как свойства материала, желаемый угол изгиба и объем производства.
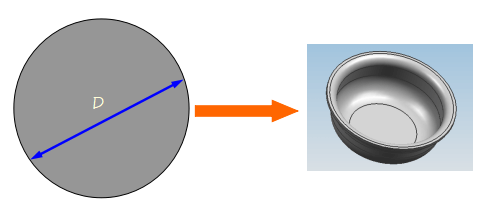
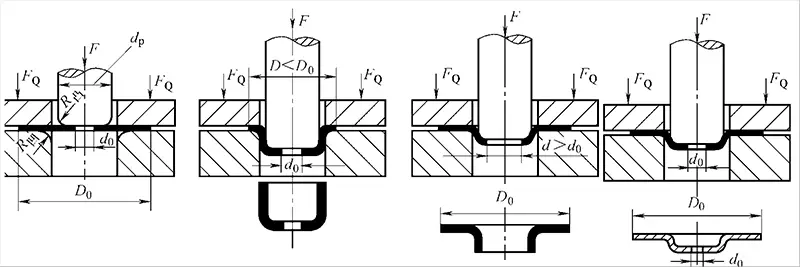
Глубокая вытяжка - это сложный процесс формовки, который превращает плоскую металлическую заготовку в полую трехмерную форму. Этот метод широко используется при производстве таких изделий, как автомобильные кузовные панели, банки для напитков и кухонные мойки. Процесс включает в себя протягивание материала в полость штампа с помощью пуансона, часто требующее нескольких этапов для получения сложных форм. Тщательное рассмотрение потока материала, смазки и конструкции штампа имеет решающее значение для предотвращения таких дефектов, как складки или разрывы.
Формовка включает в себя множество операций, которые придают металлу форму без существенного изменения его толщины. Сюда входят такие процессы, как тиснение, чеканка и растяжение. Операции формовки позволяют создать сложную геометрию, придать конструкции жесткость или придать заготовке декоративные свойства. Такие передовые технологии, как гидроформовка и формовка резиновых прокладок, позволяют создавать сложные формы с улучшенным распределением материала и чистотой поверхности.
Перейдите по ссылке ниже, чтобы узнать все подробности:
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как изготавливаются металлические детали в вашем автомобиле или бытовой технике? Ключевую роль в этом играет штамповка металла - процесс формования металлических листов с помощью штампов. Этот метод обеспечивает высокую...
Морщинистость при штамповке металла может снижать качество штампованных деталей, но ее можно контролировать с помощью специальных методов. В этой статье рассматриваются такие факторы, как глубина растяжения, усилие держателя заготовки и...
Вы когда-нибудь задумывались, как автомобили производятся так быстро и безопасно? В этой статье раскрывается магия автоматизированных линий штамповочного производства, где роботы заменяют ручной труд, повышая эффективность...
Какие материалы делают штампы прочными и точными? Штампы для штамповки требуют высокой прочности и точности, и такие материалы, как сталь, твердый сплав и различные сплавы, играют здесь решающую роль. В этой статье рассматриваются...
Заинтригованы чудесами штамповки металла? В этой статье блога мы погрузимся в увлекательный мир отбортовки, затылования и развальцовки отверстий. Наш эксперт, инженер-механик, проведет вас...
Вы пытаетесь выбрать подходящий штамповочный пресс для своих производственных нужд? Выбор правильного штамповочного пресса имеет решающее значение для оптимизации эффективности производства и обеспечения высокого качества продукции. Это руководство...
Вы когда-нибудь задумывались, почему некоторые металлические детали рвутся во время глубокой вытяжки? Это распространенная проблема, которая может испортить производство. В этой статье рассматриваются причины разрывов при глубокой вытяжке...
Вы когда-нибудь задумывались, как плоский лист металла можно превратить в сложную полую деталь? Глубокая вытяжка, увлекательный процесс формовки, делает это возможным. В этой статье...
Вы когда-нибудь задумывались, как создаются машины, которые формируют наш мир? Этот блог отправит вас в путешествие по ведущим производителям машин для штамповки. Вы узнаете о...