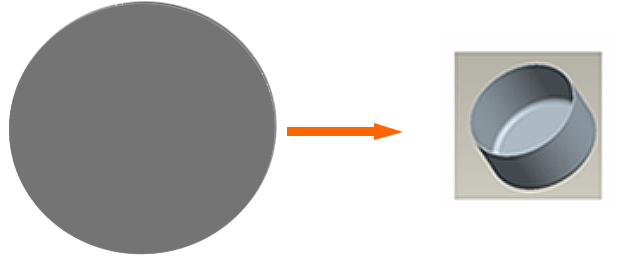
Вы когда-нибудь задумывались, как плоский лист металла можно превратить в сложную полую деталь? Глубокая вытяжка, увлекательный процесс формования, делает это возможным. В этой статье мы погрузимся в тонкости глубокой вытяжки, изучим ее принципы, проблемы и области применения. Если вы любопытный инженер или энтузиаст производства, присоединяйтесь к нам, чтобы раскрыть секреты этого удивительного процесса.
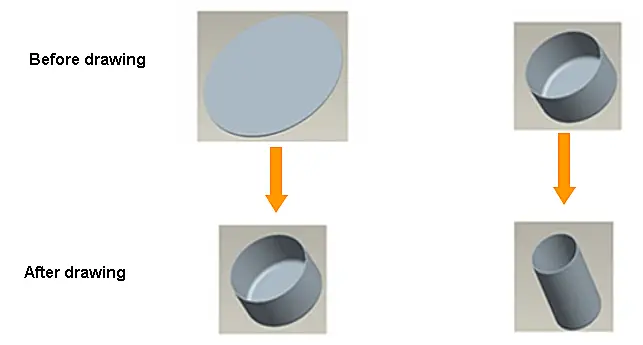
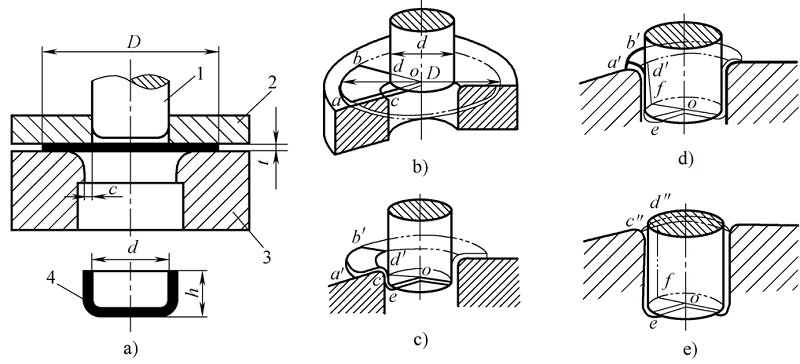
Глубокая вытяжка - это метод обработки, при котором используется вытяжной штамп для прессования плоской заготовки в различные открытые полые детали или обработки изготовленных полых деталей в другие формы полых деталей под давлением пресса.
Пресс-форма для глубокой вытяжки называется штампом для глубокой вытяжки.
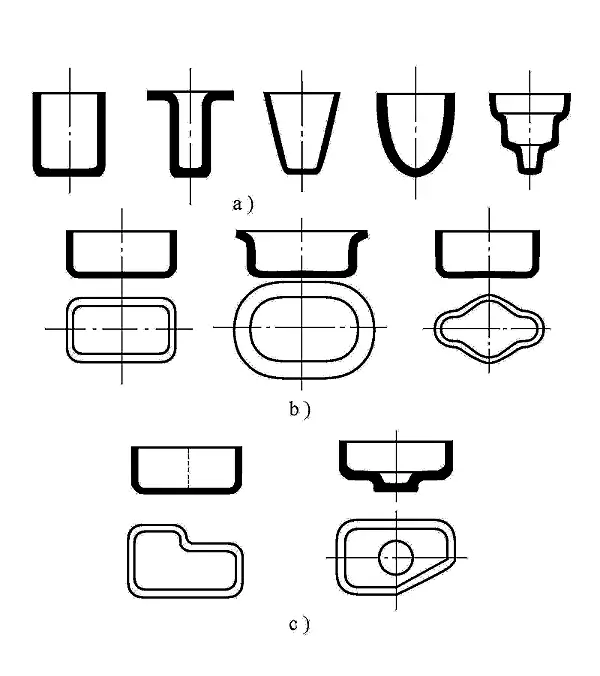
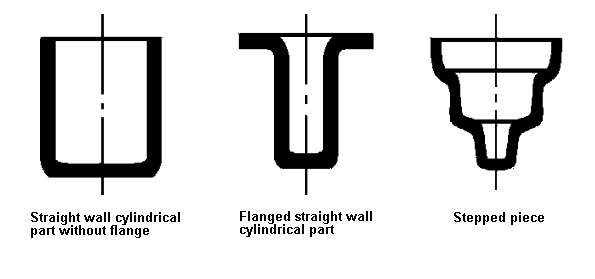
Виды деталей глубокой вытяжки
a) Глубокий чертеж осесимметричных вращающихся деталей
b) Части коробки
c) Асимметричные детали чертежа
Глубокая вытяжка деталей сложной формы
Анализ процесса глубокой деформации
1.1 Процесс и характеристики глубокой деформации
Глубокая вытяжка - это процесс пластического течения материалов
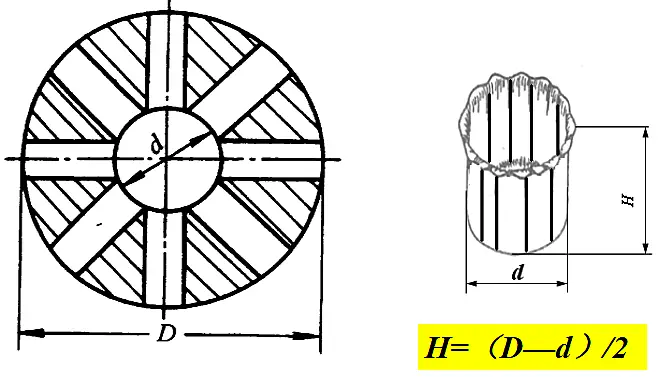
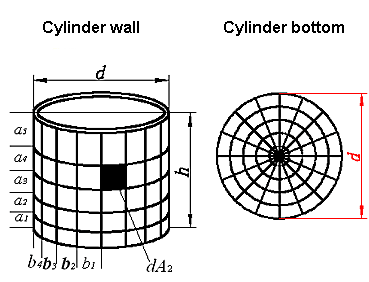
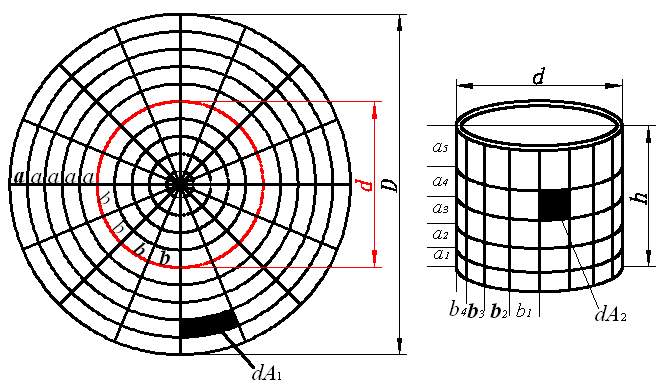
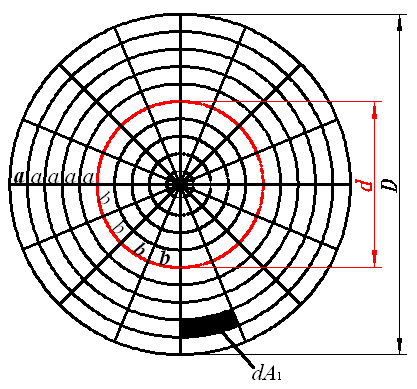
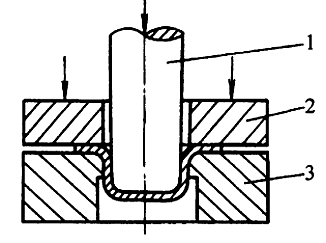
Как превратить круглую плоскую заготовку в открытую полую деталь без пресс-формы?
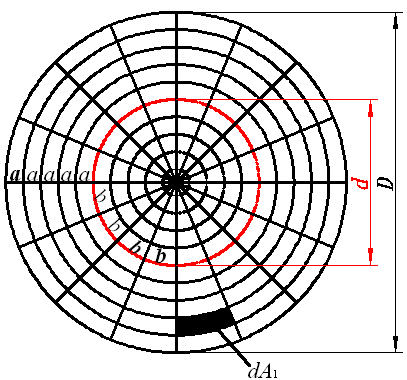
Перед глубокой вытяжкой:
a=a=......=a
b=b=......=b
Толщина материала t
После глубокой вытяжки:
a<a1<a2<a3<a4<a5
b1=b2=... ...=b
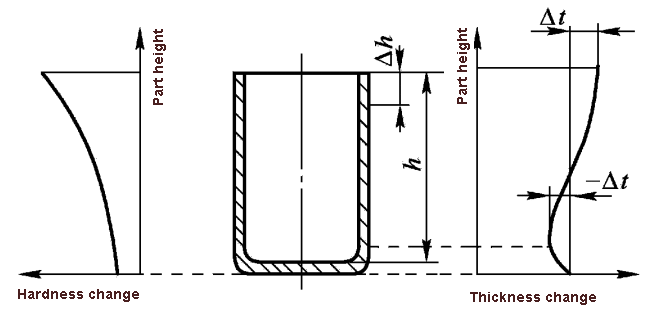
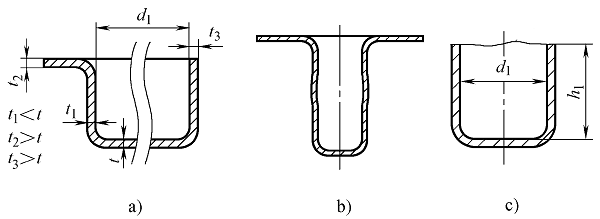
Толщина материала меняется по высоте, а устье утолщается.
h>(D-d)/2
Изменения до и после глубокой вытяжки сетки.
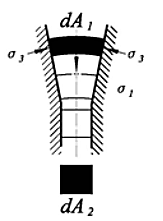
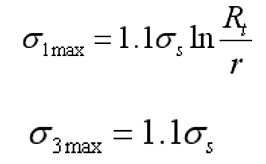
Силы, действующие на сетку во время глубокой вытяжки
Изменение толщины листа в направлении высоты
Характеристики глубокой деформации:
Материал под штампом мало изменяется в процессе волочения. Деформация в основном сосредоточена в кольцевой части (D-d) на плоскости штампа, которая является основной областью деформации при волочении.
Деформация в очаге деформации происходит неравномерно. Под совместным действием тангенциального сжимающего напряжения и радиального растягивающего напряжения металл сжимается в тангенциальном направлении, и чем больше он сжимается в устье, тем больше он расширяется в радиальном направлении, и тем больше удлиняется устье.
Толщина варьируется от места к месту в направлении высоты, и больше всего увеличивается толщина в устье вытянутой части.
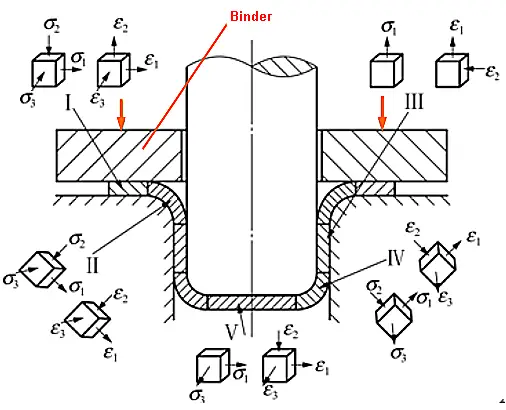
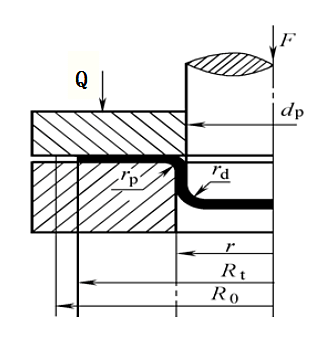
1.2 Состояние и распределение напряжений и деформаций в заготовке во время глубокой вытяжки
Напряженно-деформированное состояние
Возьмем для примера первый глубинный чертеж прямостенной цилиндрической детали с держателем заготовки.
Подстрочные индексы 1, 2 и 3 обозначают радиальные, толстые и тангенциальные напряжения и деформации заготовки, соответственно.
Распределение напряжений и деформаций
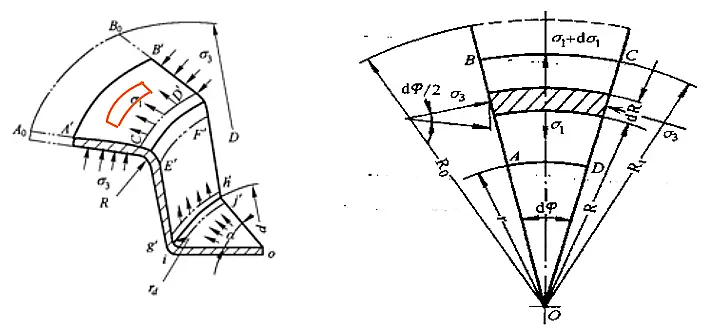
1) Игнорируйте напряжение в направлении толщины и не учитывайте упрочнение
2) Решите два уравнения из двух уравнений условия пластической деформации и условия равновесия сил
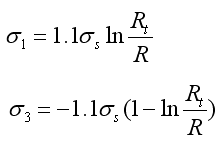
Напряжение в зоне деформации
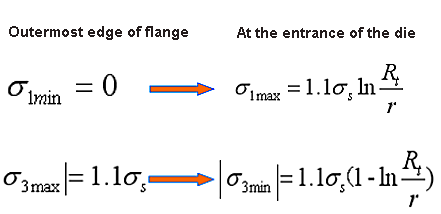
Диапазон значений R: [r ~ Rt], σ1 и σ3 меняются в каждый момент времени в процессе рисования.
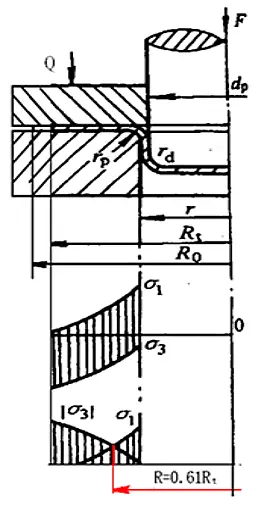
Распределение напряжений σ1 и σ3 в зоне деформации
Когда Rt = 0,61R0, |σ1|=|σ3|
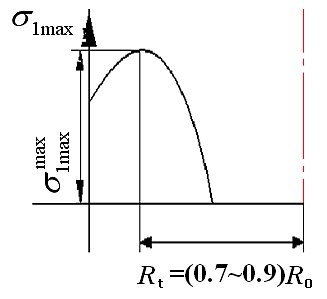
Изменение σ1max и σ3max во время глубокой вытяжки
σ1max достигает максимального значения во время рисования, когда Rt = (0.7 ~ 0.9) R0
Анализ и контроль качества глубокой вытяжки
Основные проблемы качества в процессе рисования:
Морщинистость в зоне деформации фланца
Разрыв опасного участка
2.1 Морщиныing
Понятие и причины возникновения морщин
Морщинистость относится к явлению, когда в зоне деформации фланца вдоль тангенциального направления образуются неравномерные морщины во время деформации глубокой вытяжки.
Геометрия рабочей части штампа: конический штамп нелегко смять
В целом: чем больше ширина фланца, чем меньше толщина, тем меньше модуль упругости и модуль упрочнения материала, тем слабее сопротивление нестабильности и тем легче он мнется.
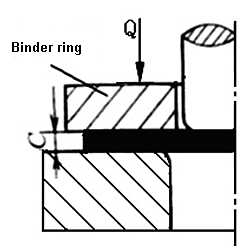
Меры по предотвращению морщин
Наиболее эффективная мера по предотвращению глубоких складок в реальном производстве - использование кольца-держателя заготовок и применение соответствующего усилия держателя заготовок Q
Несколько важных выводов о морщинах:
(1) Закон морщинистости: На практике доказано, что морщины с наибольшей вероятностью возникают при первой вытяжке прямостенной цилиндрической детали: начальная стадия глубокой вытяжки
(2) Меры по борьбе с морщинами: используйте кольцо держателя заготовок для приложения соответствующей силы держателя заготовок
(3) Положение морщинистости: основная зона деформации глубокой вытяжки (зона деформации фланца)
2.2 Dустранение поломки - ключ к достижению успеха
Понятие о разрыве рисунка и его причинах
Когда растягивающее напряжение стенки цилиндра превышает предел прочности материала стенки цилиндра, вытягиваемая часть разорвется в месте касания нижнего угла и стенки цилиндра - "опасный участок".
В основном зависит от:
Растягивающее напряжение в зоне передачи усилия на стенку цилиндра
Прочность на растяжение зоны передачи усилия на стенку трубы
Факторы, влияющие на поломку рисунка
(1) механические свойства листов
(2) коэффициент вытяжки m
(3) радиус угла штампа
(4) трение
(5) сила удержания заготовки
Меры по предотвращению растрескивания
Для глубокой вытяжки используйте материалы с большим индексом закалки и малым коэффициентом текучести;
Правильно увеличьте радиус выпуклых и вогнутых углов рисунка;
Увеличьте количество глубоких рисунков;
Улучшение смазки.
Практика доказывает:
При первой глубокой вытяжке прямостенной цилиндрической детали наиболее вероятное время возникновения трещины - начальная стадия глубокой вытяжки.
Расчет процесса глубокой вытяжки
3.1 Расчет процесса волочения для вращающихся деталей с прямыми стенками
Расчет процесса вытяжки для цилиндров без фланца
(1) Определение формы и размера заготовки
Основа для определения формы и размера заготовки:
Принцип подобия форм: Форма заготовки перед волочением вращающейся части тела подобна форме поперечного сечения заготовки после волочения.
В соответствии с этим форма заготовки, используемой для изготовления цилиндрической части, является круглой
Принцип равной площади поверхности: Если толщина материала до и после волочения неизменна, то площадь поверхности заготовки до и после волочения примерно одинакова.
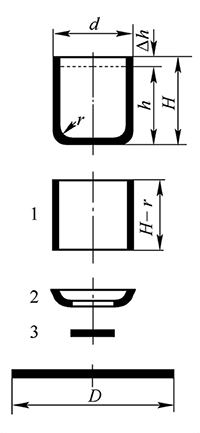
Этапы расчета размера заготовки:
1) Определите запас для обрезки.
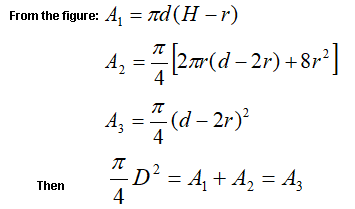
2) Вычислите площадь поверхности нарисованной детали.
Глубокий рисунок разделен на несколько простых геометрий.
Найдите площадь поверхности каждой простой геометрической фигуры.
Сложив площадь поверхности каждой простой геометрической фигуры, вы получите общую площадь поверхности детали.
3) Согласно принципу равной площади поверхности, найдите диаметр заготовки.
Формула расчета размера заготовки
1) Сверьтесь с таблицей 5-2, чтобы получить запас на обрезку △h
Таблица: Припуск на подрезку для нефланцевых деталей
Высота глубокой вытяжки H
Высота глубокой вытяжки H/d
>0.5~0.8
>0.8~1.6
>16~2.5
>2.5~4
≤10
1
1.2
1.5
2
>10~20
1.2
1.6
2
2.5
>20~50
2
2.5
3.3
4
>50~100
3
3.8
5
6
>100~150
4
5
6.5
8
>150~200
5
6.3
8
10
>200~250
6
7.5
9
11
>250
72
8.5
10
12
2) Вычислите площадь поверхности
Упрощенный диаметр заготовки:
Примечание: Если толщина листа t<1 мм, все размеры заменяются обозначенными, в противном случае заменяются размеры по средней линии.
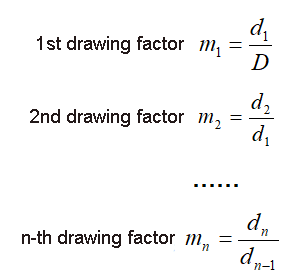
(2) Определение коэффициента вытяжки
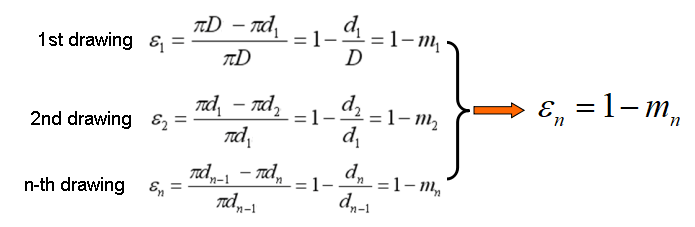
1) Понятие коэффициента розыгрыша
Взаимосвязь между коэффициентом вытяжки и деформацией при вытяжке
То есть размер m может косвенно отражать величину тангенциальной деформации.
Важный вывод о коэффициенте глубокой вытяжки:
Коэффициент вытяжки может указывать на степень деформации рисунка. Чем меньше коэффициент вытяжки, тем больше деформация при вытяжке. Если коэффициент вытяжки меньше определенного значения, деталь вытяжки будет раздвигаться, поэтому существует предельный коэффициент вытяжки.
Коэффициент предельной вытяжки [mn]: Минимальный коэффициент рисования, при котором рисунок не разрушается.
При расчете процесса вытяжки и проектировании пресс-формы всегда максимально уменьшайте значение коэффициента вытяжки, чтобы сократить количество времени вытяжки.
2) Факторы, влияющие на предельный коэффициент вытяжки
① Материал
② Относительная толщина листа велика, и [m] может быть уменьшена.
③ С точки зрения формы (малый предельный коэффициент вытяжки)
Выпуклые и вогнутые штампы с большим радиусом угла
Гладкая поверхность пресс-формы
Конический штамп
④ Углубление условий труда
Можно ли использовать пустой держатель
Смазка
Время глубокой вытяжки
Общий закон влияния: Любой фактор, который может увеличить прочность опасного участка зоны передачи усилия стенки трубы и уменьшить растягивающее напряжение в зоне передачи усилия стенки трубы, уменьшит предельный коэффициент вытяжки, и наоборот.
3) Определение предельного коэффициента вытяжки
В табл. 5-3 и табл. 5-4 приведены предельные коэффициенты вытяжки для каждой вытяжки цилиндрических деталей без фланцев.
Таблица: Коэффициент предельного растяжения цилиндрической детали с отбортовкой (08, 10, 15Mn и H62).
Коэффициент глубокой вытяжки
Относительная толщина t/D*100
2~1.5
1.5~1
1~0.6
0.6~0.3
0.3~0.15
0.15~0.08
m1
0.48~0.50
0.5~0.53
0.53~0.55
0.55~0.58
0.58~0.60
0.60~0.63
m2
0.73~0.75
0.75~0.76
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.82
m3
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.81
0.81~0.82
0.82~0.84
m4
0.78~0.80
0.80~0.81
0.81~0.82
0.82~0.83
0.83~0.85
0.85~0.86
m5
0.80~0.82
0.82~0.84
0.84~0.85
0.85~0.86
0.86~0.87
0.87~0.88
Таблица: Коэффициент предельной вытяжки цилиндрических деталей без держателя заготовки (08, 10 и 15Mn)
Относительная толщина t/D*100
Коэффициент глубокой вытяжки для каждого времени
m1
m2
m3
m4
m5
m6
1.5
0.65
0.80
0.84
0.87
0.90
–
2.0
0.60
0.75
0.80
0.84
0.87
0.90
2.5
0.55
0.75
0.80
0.84
0.87
0.90
3.0
0.53
0.75
0.80
0.84
0.87
0.90
>3
0.50
0.70
0.75
0.78
0.82
0.85
Для повышения стабильности процесса и качества деталей коэффициенты глубокой вытяжки немного больше предельного коэффициента вытяжки [mn] следует использовать в реальном производстве для глубокой вытяжки.
(3) Определение времени рисования
Когда [mвсего]> [m1], часть рисунка может быть нарисована за один раз, в противном случае требуется несколько раз рисовать.
Существует несколько способов определить количество глубоких рисунков:
Метод поиска в таблице (Таблица 5-5)
Метод прогнозирования
Метод расчета
Шаги для расчета количества методов глубокой вытяжки:
1) Проверьте предельный коэффициент вытяжки [mn] каждого времени из таблицы 5-3 или таблицы 5-4.
2) Рассчитайте конечный диаметр каждого рисунка по очереди, т.е,
d1=[m1 ]D;
d2=[m2 ]d1;
...;
dn=[mn]dn-1;
3) Когда dn≤d - количество вычислений, n - количество глубоких вытяжек.
4) Определение размера процесса рисования
1) Диаметр полуфабриката
Из таблиц 5-3 и 5-4 следует, что предельный коэффициент вытяжки [mn] для каждого рисунка, и он соответствующим образом увеличивается и корректируется для получения фактического коэффициента рисунка mn.
Принципы корректировки таковы:
1) Убедитесь, что mвсего=m1m2...mn=
2) Сделать m1<m2<...mn<1
Наконец, рассчитайте диаметр каждого процесса в соответствии со скорректированным коэффициентом вытяжки:
При расчете диаметра полуфабриката по вышеописанной методике необходимо неоднократно пробовать брать значения m1, m2, m3, ..., mnчто является громоздким. На самом деле, коэффициент предельного рисунка можно увеличить на соответствующее кратное k.
В формуле n - это количество глубоких рисунков.
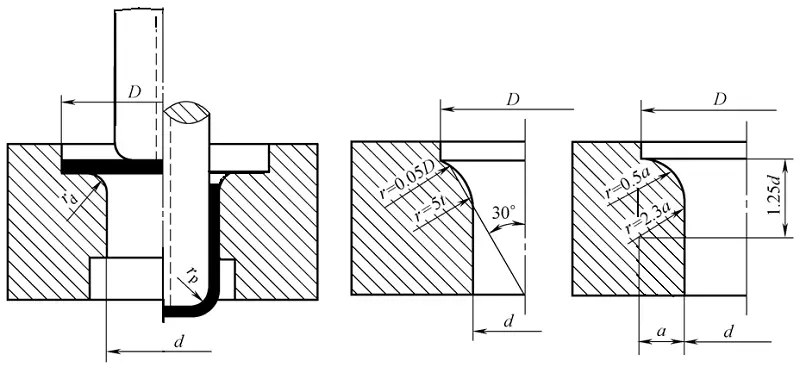
2) Радиус скругленного нижнего угла rn
Радиус галтели rn в нижней части цилиндра - радиус галтели rp глубокой вытяжки этого процесса.
Метод определения заключается в следующем:
В целом, за исключением процесса глубокой вытяжки, rpi = rди предпочтительнее.
Для последнего процесса рисования:
Если радиус галтели заготовки r≥t, то rpn = r;
Если радиус галтели заготовки r <t, то rpn> t. После завершения рисования r получают в процессе формования.
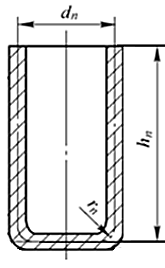
3) Расчет высоты технологической части Hi
В соответствии с принципом, согласно которому площадь поверхности технологических деталей после вытяжки равна площади поверхности заготовки, можно получить следующую формулу для расчета высоты технологических деталей.
Перед расчетом необходимо определить радиус нижнего угла каждой заготовки.
Hi решается по формуле расчета диаметра заготовки:
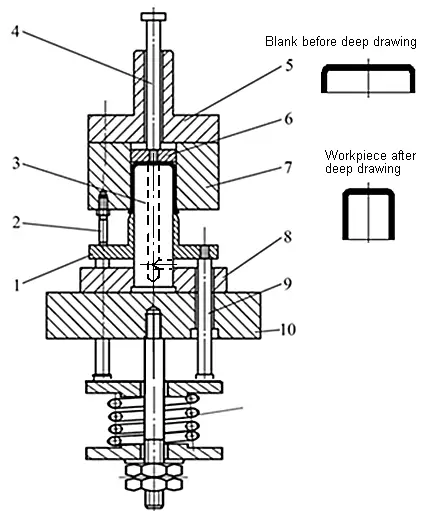
Пример расчета процесса глубокой вытяжки
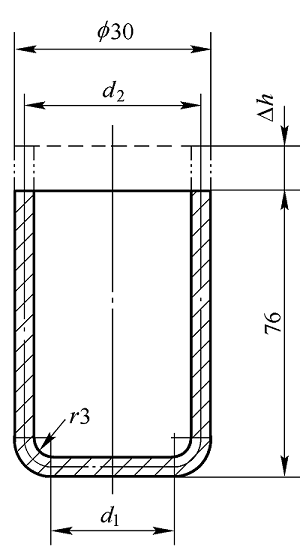
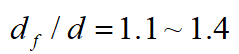
Пример 4.1 Найдите размер заготовки цилиндрической детали, показанной на рисунке, и размеры каждого процесса вытяжки. Материал - сталь 10, толщина листа - t = 2 мм.
Решение:
Поскольку t> 1 мм, он рассчитывается в зависимости от толщины и диаметра пластины.
(1) Рассчитайте диаметр заготовки
В зависимости от размера детали, ее относительная высота составляет
Проверьте таблицу 5-2, чтобы определить запас на резку
Диаметр заготовки
Подставьте известные условия в приведенную выше формулу, чтобы получить D = 98,2 мм, здесь D = 98 мм.
(2) Определите количество глубоких рисунков
Относительная толщина заготовки составляет:
В соответствии с таблицей 5-1, кольцо держателя заготовки может использоваться или нет, но для страховки кольцо держателя заготовки все же используется для первого рисунка.
Таблица: Использование скоросшивателя (плоская полость штампа)
Метод растяжки
Первая растяжка
Последующие растяжки
(t/D)×100
m1
(t/D)×100
mn
Использование отбортовочного кольца
<1.5
<0.60
<1
<0.80
Дополнительно можно использовать отбортовочное кольцо
1.5~2.0
0.6
1~1.5
0.8
Без отбортовочного кольца
>2.0
>0.60
>1.5
>0.80
В соответствии с t/D=2.0%, проверьте таблицу 5-3, чтобы получить предельный коэффициент вытяжки для каждого процесса вытяжки:[m1 ]=0.50,[m2 ]=0.75,[m3 ]=0.78,[m4 ]=0.80,...
Таблица: Коэффициент предельной вытяжки держателя заготовки для цилиндрических деталей (08, 10, 15Mn и H62)
Радиус угла
Относительная толщина листа t/D*100
2~15
1.5~1
1~0.6
0.6~0.3
0.3~0.15
0.15~0.08
m1
0.48~0.50
0.5~0.53
0.53~0.55
0.55~0.58
0.58~0.60
0.60~0.63
m2
0.73~0.75
0.75~0.76
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.82
m3
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.81
0.81~0.82
0.82~0.84
m4
0.78~0.80
0.80~0.81
0.81~0.82
0.82~0.83
0.83~0.85
0.85~0.86
m5
0.80~0.82
0.82~0.84
0.84~0.85
0.85~0.86
0.86~0.87
0.87~0.88
Поэтому,
d1=[m1 ]D=0.50×98mm=49.0mm
d2= [m2 ]d1=0,75×49,0mm=36,8mm
d3= [m3 ]d2=0,78×36,8mm=28,7mm
d4= [m4 ]d3=0,8×28,7mm=23mm
На данный момент,
d4=23mm<28mm, поэтому его нужно нарисовать 4 раза.
Таблица: Значение коэффициента K1 для первой вытяжки цилиндрических деталей (марки стали 08-15)
Относительная толщина(t/D0)×100
Коэффициент первой глубокой вытяжки (m1)
0.45
0.48
0.50
0.52
0.55
0.60
0.65
0.70
0.75
0.80
5.0
0.95
0.85
0.75
0.65
0.60
0.50
0.43
0.35
0.28
0.20
2.0
1.10
1.00
0.90
0.80
0.75
0.60
0.50
0.42
0.35
0.25
1.2
1.10
1.00
0.90
0.80
0.68
0.56
0.47
0.37
0.30
0.8
1.10
1.00
0.90
0.75
0.60
0.50
0.40
0.33
0.5
1.10
1.00
0.82
0.67
0.55
0.45
0.36
0.2
1.10
0.90
0.75
0.60
0.50
0.40
0.1
1.10
0.90
0.75
0.60
0.50
Таблица: Значение коэффициента K1 для первой вытяжки цилиндрических деталей (марки стали 08-15)
Относительная толщина(t/D0)×100
Коэффициент второй глубокой вытяжки (m2)
0.7
0.72
0.75
0.78
0.80
0.82
0.85
0.88
0.90
0.92
5.0
0.85
0.70
0.60
0.50
0.42
0.32
0.28
0.20
0.15
0.12
2.0
1.10
0.90
0.75
0.60
0.52
0.42
0.32
0.25
0.20
0.14
1.2
1.10
0.90
0.75
0.62
0.52
0.42
0.30
0.25
0.16
0.8
1.00
0.82
0.70
0.57
0.46
0.35
0.27
0.18
0.5
1.10
0.90
0.76
0.63
0.50
0.40
0.30
0.20
0.2
1.00
0.85
0.70
0.56
0.44
0.33
0.23
0.1
1.10
1.00
0.82
0.68
0.55
0.40
0.30
(3) Определение размера каждого процесса рисования
Диаметр каждой технологической детали составляет
d1=k[m1 ]D=1.051185×0.50×98mm=51.51mm
d2=k[m2 ]d1=1.051185×0.75×51.51mm=40.61mm
d3=k[m3 ]d2=1.051185×0.78×40.61mm=33.30mm
d4=k[m4 ]d3=1.051185×0.80×33.30mm≈28mm
Радиус галтели в нижней части каждой технологической детали принимает следующие значения:
r1=8mm,r2=5mm,r3=4mm,r4=4mm
Высота каждой технологической части - ......
(4) Эскиз технологической части
Расчет процесса черчения фланцевых цилиндрических деталей
Фланцевая цилиндрическая деталь может считаться полуфабрикатом, когда бесфланцевая цилиндрическая деталь вытягивается до определенной точки в середине и останавливается.
Рисунок такой же, как у бесфланцевой трубки:
Характеристики деформации одинаковы.
Проблемы с качеством, возникающие в процессе рисования, аналогичны.
(1) Классификация и характеристики деформации фланцевых цилиндрических деталей
1) Узкофланцевые цилиндрические детали
Узкий фланцевый цилиндр:
Метод черчения и метод расчета процесса такие же, как и для цилиндрических деталей без фланцев
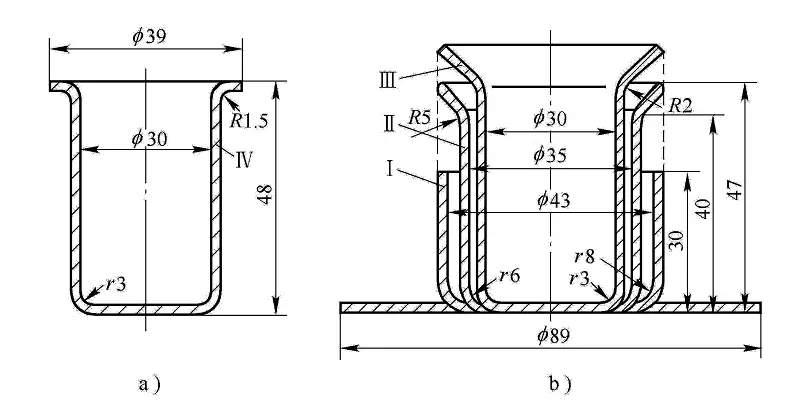
2) Цилиндрические детали с широким фланцем
df/d>1.4
Метод волочения и технологический расчет отличаются от бесфланцевых цилиндрических деталей
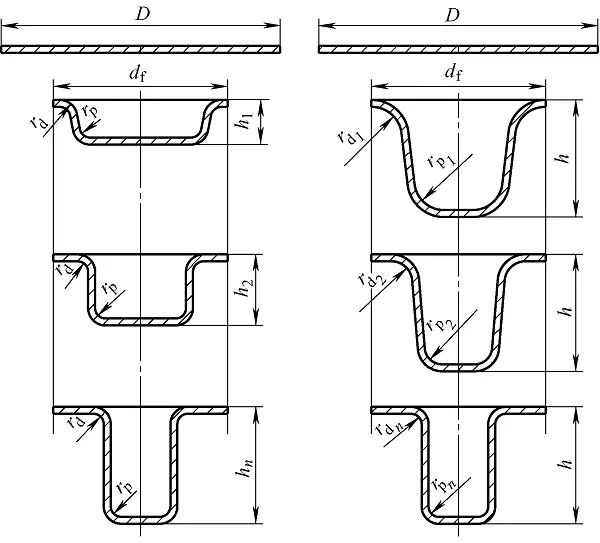
(2) Метод глубокой вытяжки цилиндрической части с широким фланцем
df/d>1.4
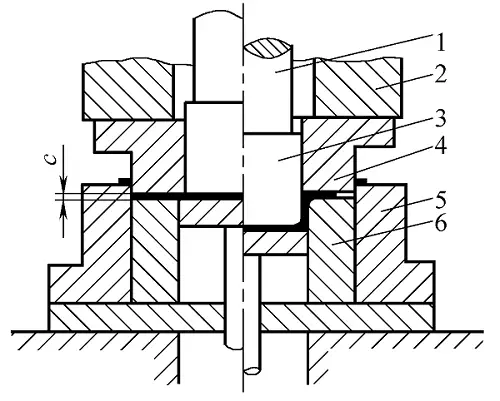
Специальное напоминание:
Независимо от метода вытяжки, размер фланца должен быть получен при первой вытяжке. Высота входа пуансона в полость должна строго контролироваться.
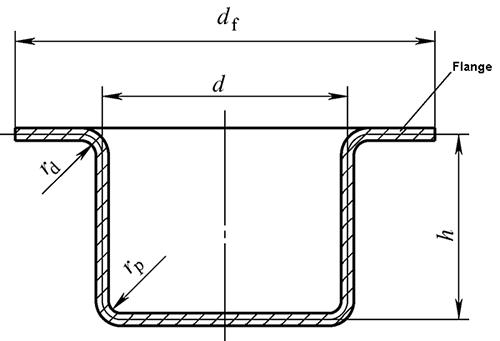
(3) Технологический расчет цилиндрических деталей с широким фланцем
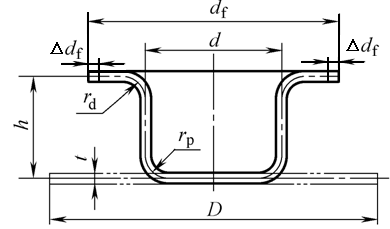
1) Определение размера заготовки широкого фланца
Развертка заготовки: рассчитывается по методу расчета заготовок для бесфланцевых цилиндрических деталей, то есть площадь поверхности заготовки рассчитывается по принципу равной площади поверхности.
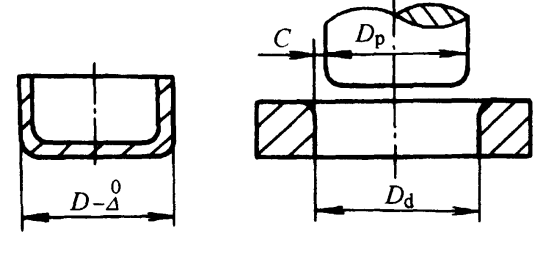
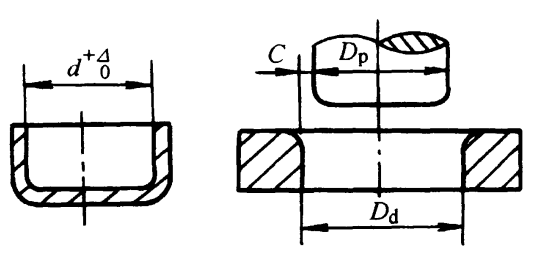
Когда rp=rd=r,
df содержит обрезные поля △df
2) Деформация широких фланцевых цилиндрических частей
Степень деформации широких фланцевых цилиндрических деталей не может быть определена только по коэффициенту вытяжки
Количество времени вытяжки определяется в зависимости от коэффициента вытяжки и относительной высоты деталей.
По коэффициенту глубокой вытяжки невозможно судить о части глубокой вытяжки и степени деформации.
Первый предельный коэффициент вытяжки меньше, чем у бесфланцевой трубы. Широкие фланцы имеют свои собственные коэффициенты вытяжки, см. таблицу 5-7
Коэффициент вытяжки широкой фланцевой цилиндрической детали зависит от трех относительных соотношений размеров: df/d (относительный диаметр фланца), h/d (относительная высота детали), r/d (относительный радиус галтели).
Таблица 5-7 Первый предельный коэффициент вытяжки широкого фланца
(3) Определите, можно ли его вытащить сразу
По коэффициенту вытяжки и относительной высоте найдите общий коэффициент вытяжки m и общую относительную высоту h/d, определите предельный коэффициент вытяжки [m1] и относительная высота [h1/d1], которые разрешены в первый раз, и сравните: mвсего> [m1], h/d≤[h1/d1], его можно вытащить за один раз, в противном случае требуется многократное глубокое вытягивание.
(4) Определение количества глубокой вытяжки: оно по-прежнему может быть рассчитано с помощью алгоритма экстраполяции.
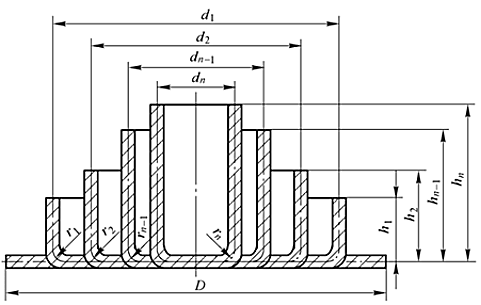
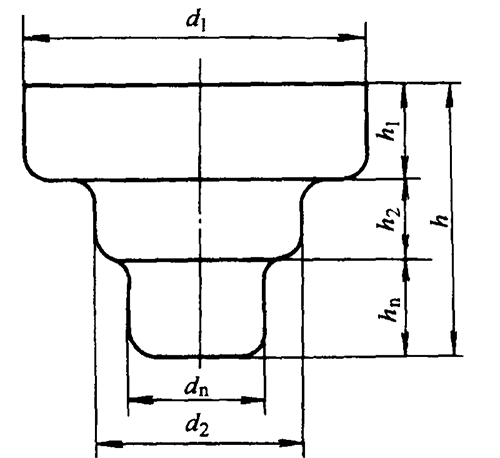
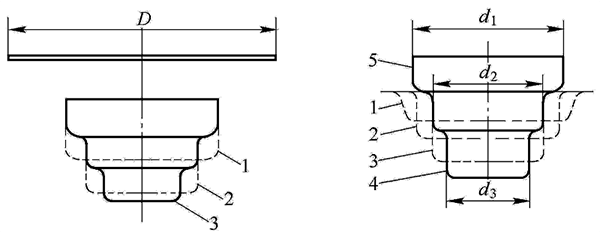
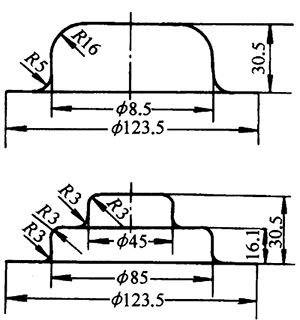
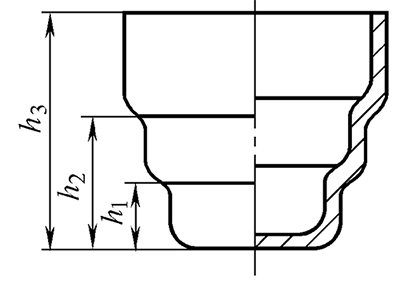
Глубокая вытяжка ступенчатой детали в основном такая же, как и цилиндрической, и каждая ступенька эквивалентна вытяжке соответствующей цилиндрической детали.
(1) Определите, можно ли за один раз сделать глубокую вытяжку
Судя по соотношению высоты детали h и минимального диаметра dn.
Если h/dn≤[h1/d1], его можно вытащить один раз, в противном случае его можно вытащить несколько раз. [h1/d1] можно найти в таблице 5-5
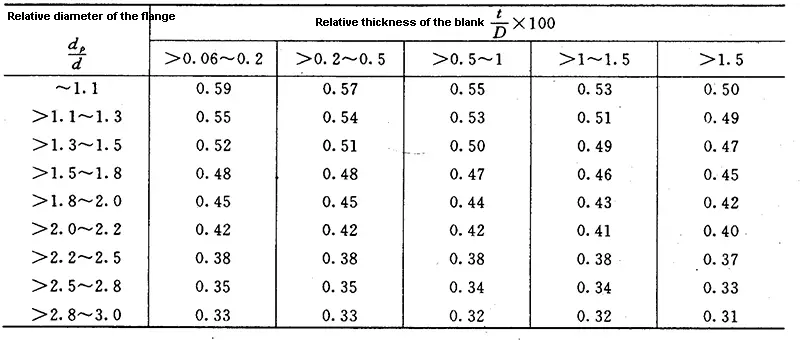
Таблица: Максимальная относительная высота h1/d1 широкофланцевых цилиндрических деталей для первого растяжения (сталь 08, 10)
Единицы измерения:мм
Относительный диаметр dВыпуклый/d
Относительная толщина листа t/D×100
<2~1.5
<1.5~1.0
<1.0~0.5
<0.5~0.2
<0.2~0.06
≤1.1e
0.75~0.90
0.65~0.82
0.50~0.70
0.50~0.62
0.45~0.52
>1.1~1.3
0.65~0.80
0.56~0.72
0.45~0.60
0.45~0.52
0.40~0.47
>1.3~1.5
0.58~0.70
0.50~0.63
0.42~0.54
0.40~0.48
0.35~0.42
>1.5~1.8
0.48~0.58
0.42~0.53
0.37~0.44
0.34~0.39
0.29~0.35
>1.8~2.0
0.42~0.51
0.36~0.46
0.32~0.38
0.29~0.34
0.25~0.30
>2.0~2.2
0.35~0.45
0.31~0.40
0.27~0.33
0.25~0.29
0.22~0.26
>2.2~2.5
0.28~0.35
0.25~0.32
0.22~0.27
0.20~0.25
0.17~0.21
>2.5~2.8
0.22~0.27
0.19~0.24
0.17~0.21
0.15~0.18
0.13~0.16
>2.8~3.0
0.18~0.22
0.16~0.20
0.14~0.17
0.12~0.15
0.10~0.13
Таблица: Максимальная относительная высота (h/d) для бесфланцевых цилиндрических деталей глубокой вытяжки.
Время глубокой вытяжки (n)
Относительная толщина заготовки t/D×100
2~1.5
<1.5~1
<1~0.6
<0.6~0.3
<0.3~0.15
<0.15~0.08
1
0.94~0.77
0.84~0.65
0.70~0.57
0.62~0.5
0.52~0.45
0.46~0.38
2
1.88~1.54
1.60~1.32
1.36~1.1
1.13~0.94
0.96~0.83
0.9~0.7
3
3.5~2.7
2.8~2.2
2.3~1.8
1.9~1.5
1.6~1.3
1.3~1.1
4
5.6~4.3
4.3~3.5
3.6~2.9
2.9~2.4
2.4~2.0
2.0~1.5
5
8.9~6.6
6.6~5.1
5.2~4.1
4.1~3.3
3.3~2.7
2.7~2.0
Примечание:
1. Большее соотношение h/d применимо для начального процесса формования при больших радиусах галтели штампа, начиная с rди = 8t, когда t/D0 × 100 = 2-1,5, до rd = 15t, когда t/D0 × 100 = 0.15-0.08. Меньшее соотношение применимо к меньшим радиусам галтели штампа [rd = (4-8)t].
Указанное в таблице количество этапов вытяжки подходит для деталей глубокой вытяжки из стали марок 08 и 10.
(2) Определение метода глубокой вытяжки для ступенчатых деталей
1) Когда отношение диаметров любых двух соседних ступеней (dn/dn-1) больше предельного коэффициента вытяжки соответствующей цилиндрической детали, каждый шаг образует ступеньку, от большой ступеньки до малой ступеньки количество глубоких раз равно количеству ступенек.
2) Если отношение диаметров двух соседних ступеней (dn/dn-1) меньше предельного коэффициента вытяжки соответствующей цилиндрической детали, то метод вытяжки основывается на широкой фланцевой детали, которая вытягивается от малого шага к большому шагу.
Метод рисования неглубокой ступенчатой детали
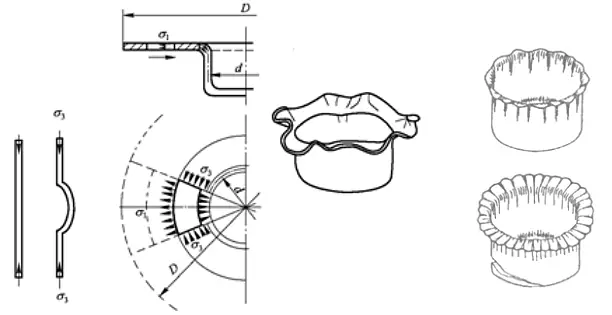
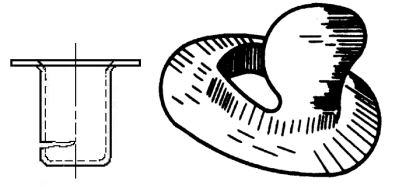
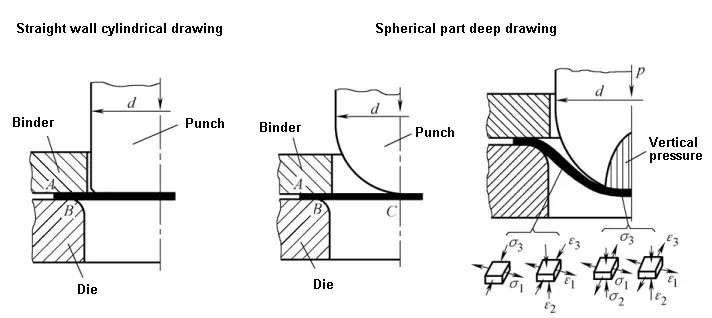
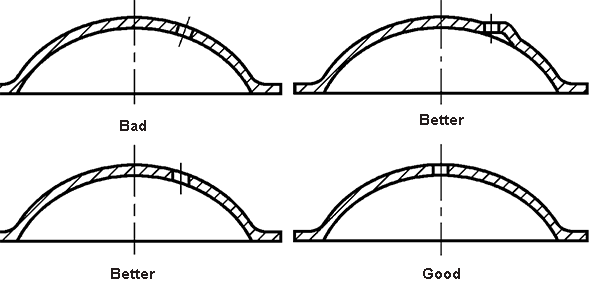
3.2 Расчет процесса черчения вращающихся частей тела с непрямой стенкой
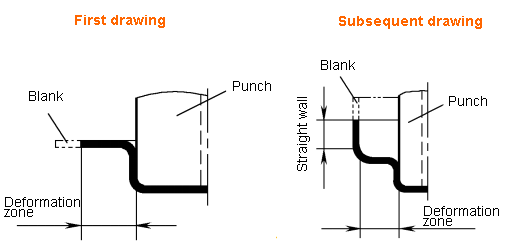
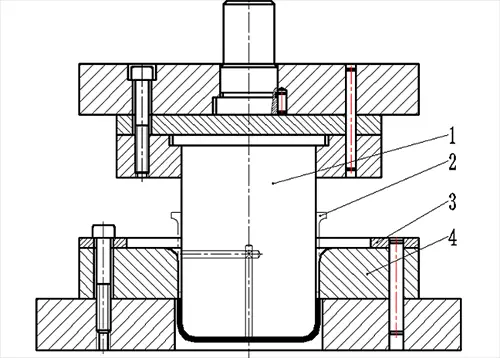
Чертежные характеристики непрямостенных вращающихся корпусных деталей
Характеристики глубокой вытяжки непрямостенных вращающихся корпусных деталей:
(1) Когда непрямостенная вращающаяся часть корпуса углубляется, фланцевая часть под кольцом держателя заготовки и подвесная часть в отверстии штампа являются областями деформации.
(2) Процесс волочения непрямостенных вращающихся частей тела представляет собой комбинацию деформации волочения и деформации выпучивания.
(3) Выпуклая деформация в основном расположена вблизи дна пуансона
Морщинистость стала одной из основных проблем, которую необходимо решить при рисовании таких деталей. Особенно морщинистость подвесной части - внутренняя морщинистость
Не мнется и не ломается
Увеличение размера фланца
Увеличение коэффициента трения под держателем заготовки
Увеличение усилия держателя заготовки
Используйте бусину
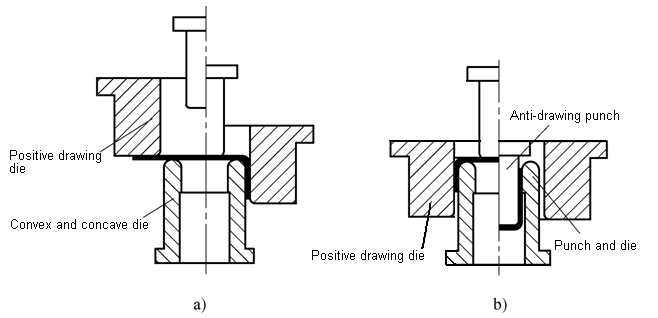
Обратная ничья
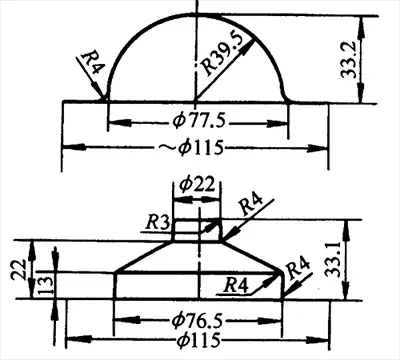
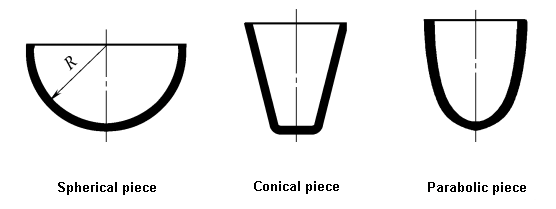
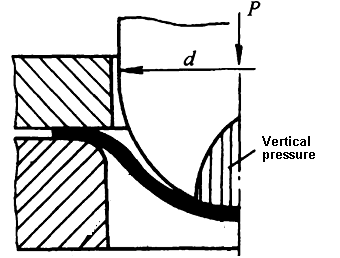
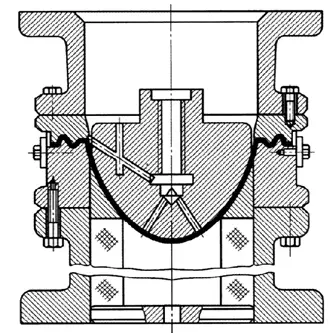
Глубокая вытяжка сферических деталей
Коэффициент вытяжки является постоянным и не может быть использован в качестве основы для проектирования процесса.
m=0.707
Метод волочения сферических деталей
Если t / D> 3%, то для одноразового нанесения рисунка можно использовать простой штамп с дном без держателя заготовки.
Когда t / D = 0,5% ~ 3%, для глубокой вытяжки используется штамп с держателем заготовки.
Если t / D <0,5%, используется вогнутый штамп с ребрами для глубокой вытяжки или обратный штамп для глубокой вытяжки.
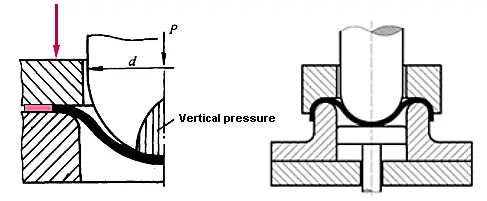
Глубокая вытяжка параболических деталей
Глубокая вытяжка сложнее, чем вытяжка сферических деталей
Распространенными методами рисования являются:
(1) Неглубокий параболоид (h/d <0,5 ~ 0,6). Поскольку отношение высоты к диаметру почти сферическое, метод вытягивания такой же, как и для сферических деталей.
(2) Глубокий параболоид (h/d> 0.5 ~ 0.6). Сложность его углубления увеличивается. В это время для того, чтобы средняя часть заготовки плотно прилегала к пресс-форме и не морщилась, обычно используется пресс-форма с глубокими ребрами вытяжки для увеличения радиального растягивающего напряжения.
Вычерчивание глубоких параболоидов
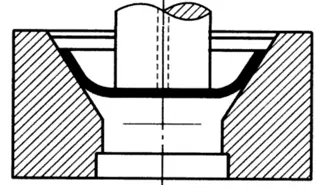
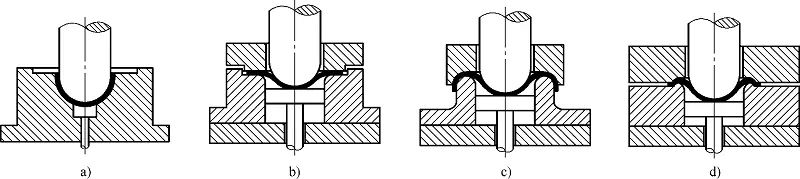
Глубокая вытяжка конических деталей
Метод заглубления зависит от:h/d2,α
Метод глубокой вытяжки конуса
(1) Для неглубоких конических деталей (h / d2 <0.25 ~ 0.30, α = 50 ° ~ 80 °), можно вычертить за один раз
(2) Для средних конических деталей (h / d2 = 0,30 ~ 0,70, α = 15 ° ~ 45 °) метод вытяжки зависит от относительной толщины материала:
1) Если t / D> 0,025, заглушка может быть использована для одноразовой вытяжки.
2) Если t / D = 0,015 ~ 0,20, то его можно вытянуть за один раз, но для этого необходимы такие меры, как кольцо-держатель заготовки, ребра глубокой вытяжки и добавление технологических фланцев.
3) Когда t / D <0,015, легко образуются морщины, так как материал тонкий. Необходимо использовать пустую форму-держатель и прорисовывать ее дважды.
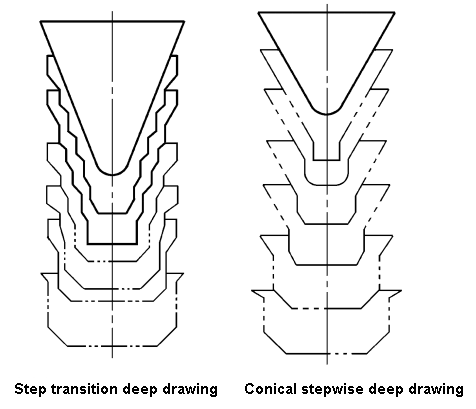
(3) Для сильно конических деталей (h / d2> 0,70 ~ 0,80, α≤10 ° ~ 30 °), примите:
1) Метод глубокого рисования с поэтапным переходом
2) Поэтапное глубокое рисование поверхности конуса
Метод глубокой формовки высококонусной детали
3.3 Расчет процесса глубокой вытяжки бесфланцевого короба
Коробчатая часть является невращающейся частью тела. При деформации глубокой вытяжки закругленная часть эквивалентна глубокой вытяжке цилиндрической части, а часть с прямыми краями эквивалентна деформации изгиба.
До деформации:
Δl1=Δl2=Δl3
Δh1=Δh2=Δh3
После деформации:
Δh1<Δh1<Δh2<Δh3′
Δl1>Δl1′>Δl2′>Δl3′
Чертежные особенности деталей коробчатой формы:
(1) Материал в зоне деформации фланца подвергается комбинированному воздействию радиального растягивающего напряжения и тангенциального сжимающего напряжения, что приводит к радиальной деформации и глубокой деформации при тангенциальном сжатии. Распределение напряжений и деформаций неравномерно: наибольшее - на закругленных углах, наименьшее - на прямых кромках.
(2) Величина деформации прямой кромки и филе в зоне деформации различна.
(3) Степень взаимного влияния между прямым краем и закругленным углом зависит от формы коробки.
3.4 Расчет силы процесса глубокой вытяжки и выбор оборудования
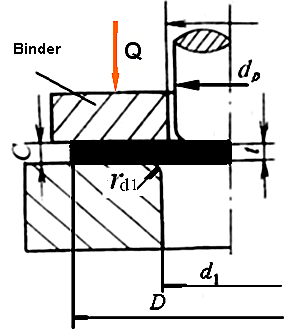
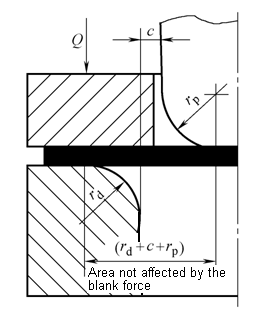
Усилие для удержания заготовок и устройство для удержания заготовок
Усилие удержания заготовки Q, создаваемое держателем заготовки, должно быть как можно меньше, чтобы область деформации не морщилась.
Необходимое усилие держателя заготовки для глубокой вытяжки деталей любой формы: Q = Aq
В формуле:
A - проекционная площадь заготовки под держателем заготовки
q - сила давления на единицу площади, q = σb / 150
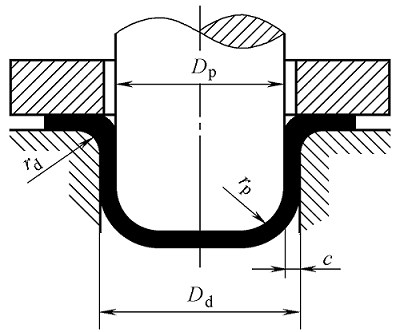
Усилие держателя заготовок для цилиндрических деталей с прямыми стенками
Глубокая вытяжка цилиндрических деталей с прямыми стенками впервые:
Глубокая вытяжка прямостенных цилиндрических деталей в последующем процессе:
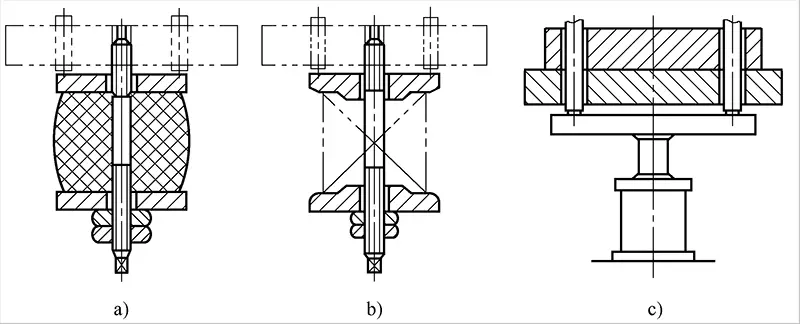
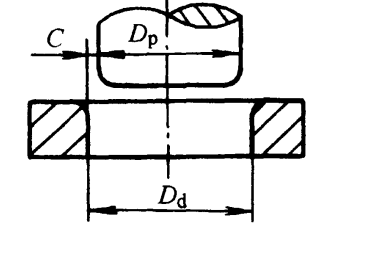
(2) Держатель заготовок
Функция держателя заготовок заключается в предотвращении образования складок в зоне глубокой деформации.
В зависимости от источника силы, действующей на заготовку, существует два типа устройств для удержания заготовок:
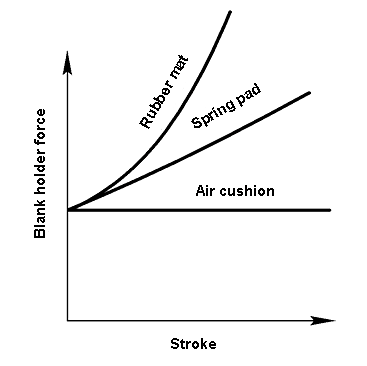
Эластичный держатель заготовок: используется для пуансонов одинарного действия, усилие держателя заготовок обеспечивается пружиной, резиной, воздушной подушкой, азотной пружиной и т.д.
Жесткий держатель заготовок: используется для пуансонов двойного действия, усилие держателя заготовок обеспечивается внешним ползуном.
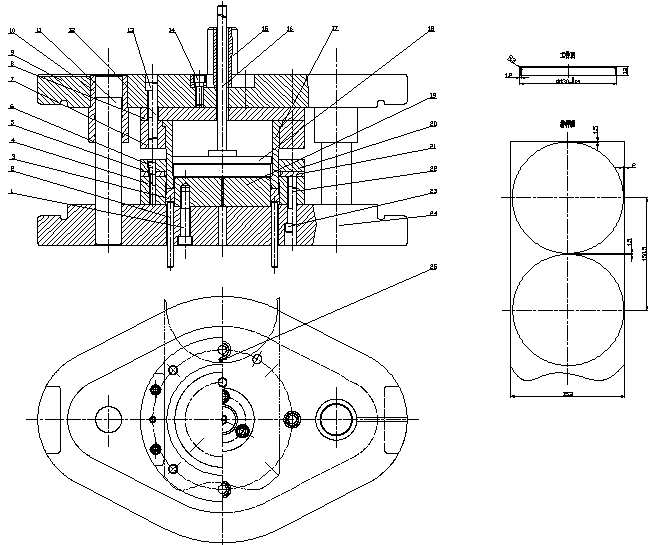
Эластичный держатель для заготовок
Пример применения эластичного держателя заготовок
Кольцо с 7 зазорами
Жесткий держатель заготовок на прессе двойного действия
Кольцо с 4 зажимами
Расчет силы вытяжки
Для деталей цилиндрической, эллиптической и коробчатой формы усилие вытяжки составляет:
Fi- сила вытяжки i-го рисунка, единица измерения - Н;
Ls- периметр участка заготовки (по центру толщины материала), единица измерения - мм;
Kp- Для глубокой вытяжки цилиндрических деталей, Kp = 0,5 ~ 1,0; Для глубокой вытяжки овальных деталей и деталей коробчатой формы, Kp = 0,5 ~ 0,8; Для глубокой вытяжки других форм, Kp = 0.7 ~ 0.9. Когда рисунок приближается к пределу, Kp принимает большое значение, в противном случае - маленькое.
Выбор оборудования для глубокой вытяжки
Для прессов одностороннего действия номинальное давление оборудования должно соответствовать:
FE > Fi + Q
Для прессов двойного действия тоннаж оборудования должен соответствовать:
Fвнутренняя > Fi
Fвнешний > Q
Будьте внимательны:
При большом рабочем ходе рисунка, особенно при комбинированном рисунке заготовки, кривая силы процесса должна быть ниже кривой допустимого давления ползуна пресса.
В реальном производстве номинальное давление Fдавление пресса можно определить по следующей формуле:
Неглубокий рисунок: ΣF ≤ (0.7~0.8)Fнажмите
Глубокая вытяжка: ΣF ≤ (0.5~0.6)Fнажмите
Проектирование процесса глубокой вытяжки
4.1 Анализ процесса глубокой вытяжки
Технологичность вытянутой детали означает приспособленность вытянутой детали к процессу волочения.
Анализ того, подходит ли деталь для глубокой вытяжки, в основном основывается на форме конструкции, размере, определение размеровТочность и выбор материала детали для глубокой вытяжки, что является требованием к дизайну изделия с точки зрения его обработки.
Глубокая форма рисунка
(1) Форма нарисованной детали должна быть как можно более простой и симметричной, и рисовать ее нужно как можно быстрее. Старайтесь избегать резких изменений формы.
2) Погрешность формы нарисованной детали
Высота рисунка
Размеры высоты нарисованных деталей должны быть максимально уменьшены и нарисованы как можно дальше.
Ширина фланца глубокой вытяжки
Фланец фланцевого цилиндра с прямой стенкой
Диаметр должен контролироваться:
d1 + 12t ≤ df ≤ d1+25t
Широкофланцевый цилиндр с прямыми стенками:
df ≤ 3d1, h1 ≤ 2d1
Ширина фланца нарисованной детали должна быть как можно более равномерной и соответствовать форме контура нарисованной детали.
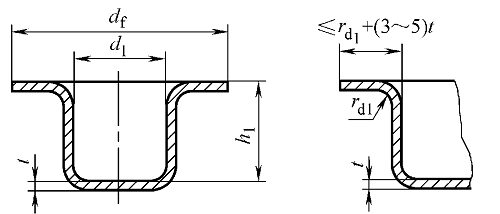
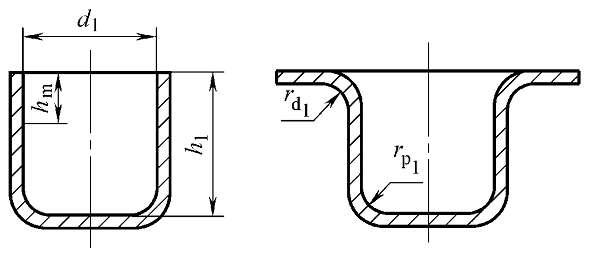
Радиус окантовки вытянутых деталей
Скругленные углы днищ и стенок, фланцев и стенок вытянутых деталей
Радиус должен удовлетворять требованиям:
rp1 ≥ t, rd1 ≥ 2t, rc1 ≥ 3t
В противном случае следует добавить процедуры пластической хирургии.
Конструкция перфорации для глубокой вытяжки
Расстояние между пробитыми отверстиями на фланце вытянутой детали: ≥5t
Расстояние между пробитыми отверстиями на боковой стенке вытянутой детали: hd≥ 2dh + t
Положение отверстия на чертеже должно быть расположено в той же плоскости, что и основная поверхность конструкции (поверхность фланца), или стенка отверстия должна быть перпендикулярна этой плоскости
Отверстие в детали чертежа обычно пробивается после завершения работы над чертежом.
Коэффициент анизотропии малых пластических деформаций Δγ
4.2 Глубокий нарисоватьорганизация процесса инжиниринга
1) Если речь идет о детали с неглубокой вытяжкой, которая может быть сформирована в одном чертеже, для ее изготовления используется комбинированный процесс заготовки чертежа.
2) Для деталей с высокой степенью вытяжки можно использовать одноступенчатую штамповку, если партия невелика; если партия велика, а размер глубоко вытянутых деталей не велик, можно использовать прогрессивную вытяжку с полосой.
3) Если размер вытягиваемой детали велик, обычно можно использовать только одношаговую штамповку.
4) Если к деталям чертежа предъявляются повышенные требования по точности или необходимо нарисовать небольшой радиус галтели, необходимо добавить процесс формообразования после завершения чертежа.
5) Процессы обрезки и штамповки деталей глубокой вытяжки обычно могут быть выполнены в комбинации.
6) За исключением того, что нижнее отверстие чертежной детали может быть заделано заглушка и чертежа, отверстия и канавки фланцевой части и части боковой стенки детали чертежа должны быть выбиты после завершения процесса чертежа.
7) Если другие процессы формования (например, гибка, переворот и т.д.), необходимые для придания формы нарисованной детали, то после завершения рисунка необходимо выполнить другие процессы штамповки.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как изготавливаются металлические детали в вашем автомобиле или бытовой технике? Ключевую роль в этом играет штамповка металла - процесс формования металлических листов с помощью штампов. Этот метод обеспечивает высокую...
Заинтригованы чудесами штамповки металла? В этой статье блога мы погрузимся в увлекательный мир отбортовки, затылования и развальцовки отверстий. Наш эксперт, инженер-механик, проведет вас...
Вы когда-нибудь задумывались об увлекательном мире штамповки металла? В этой статье мы отправимся в увлекательное путешествие, чтобы изучить тонкости этого важнейшего производственного процесса.....
Морщинистость при штамповке металла может снижать качество штампованных деталей, но ее можно контролировать с помощью специальных методов. В этой статье рассматриваются такие факторы, как глубина растяжения, усилие держателя заготовки и...
Вы когда-нибудь задумывались о том, как создаются точные формы, вырезанные из металлических листов? В этой увлекательной статье мы погрузимся в мир заготовок, важнейшей техники...
Задумывались ли вы когда-нибудь о том, что технология сервопрессов может изменить ситуацию в производстве? В этой статье мы расскажем о том, как эти передовые машины совершают революцию в промышленности, предлагая беспрецедентную точность, эффективность,...
Вы когда-нибудь задумывались, как создаются машины, которые формируют наш мир? Этот блог отправит вас в путешествие по ведущим производителям машин для штамповки. Вы узнаете о...
Какие материалы делают штампы прочными и точными? Штампы для штамповки требуют высокой прочности и точности, и такие материалы, как сталь, твердый сплав и различные сплавы, играют здесь решающую роль. В этой статье рассматриваются...
Вы когда-нибудь задумывались, как пуансон-пресс превращает металлические листы в точные формы? В этой статье вы узнаете о внутреннем устройстве вырубных прессов, от их механизма вращательно-линейного движения...