Заинтригованы чудесами штамповки металла? В этой статье блога мы погрузимся в увлекательный мир отбортовки, вырезки и развальцовки отверстий. Наш эксперт, инженер-механик, проведет вас через все тонкости этих процессов, объяснит ключевые понятия и поделится инсайдерской информацией. Приготовьтесь расширить свои знания и оценить искусство формования металла как никогда раньше!
Отбортовка отверстий - это процесс обработки металла, при котором создается рельефная кромка или воротник вокруг уже существующего отверстия в заготовке из листового металла. В этой технике используется специализированная оснастка для деформации материала, окружающего отверстие, в результате чего обычно образуется цилиндрический выступ, перпендикулярный поверхности листа или расположенный под определенным углом.
Этот процесс включает в себя несколько ключевых этапов:
Первоначальное создание отверстия: Сначала в металлическом листе пробивается или вырезается отверстие.
Позиционирование: Заготовка выравнивается относительно отбортовочного штампа и пуансона.
Формовка: Пуансон прикладывает усилие к материалу вокруг отверстия, заставляя его течь и формировать фланец.
Формирование: Штамп контролирует окончательную форму и угол наклона фланца.
Фланцы могут иметь различную высоту и угол наклона, в зависимости от свойств материала, толщины листа и конструкции инструмента. К распространенным конфигурациям фланцев относятся:
Прямые фланцы: Перпендикулярно поверхности листа
Угловые фланцы: Сформированы под определенным углом, обычно от 15° до 90°.
Загнутые фланцы: С закатанным или изогнутым краем для дополнительной прочности или безопасности
Отбортовка отверстий имеет ряд преимуществ в производстве:
Повышенная структурная целостность вокруг отверстия
Улучшенные сопрягаемые поверхности для сборки
Улучшенный эстетический вид
Потенциальное снижение веса по сравнению с другими методами соединения
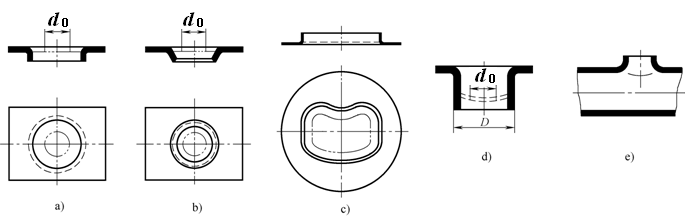
Виды отбортовки отверстий
Операции отбортовки могут применяться к различным геометриям и поверхностям, что позволяет удовлетворить разнообразные производственные требования. Процесс можно классифицировать в зависимости от исходной формы заготовки и желаемого профиля фланца:
Отбортовка плоских поверхностей: Этот способ подразумевает создание фланцевых отверстий на плоских поверхностях. Она широко используется при изготовлении листового металла для таких применений, как электрические шкафы, воздуховоды HVAC и автомобильные кузовные панели.
Отбортовка криволинейных поверхностей: Эта более сложная операция позволяет создавать фланцевые отверстия на непланарных поверхностях. Ярким примером является отбортовка труб, когда отверстия отбортовываются на цилиндрических или других изогнутых трубчатых заготовках. Эта техника очень важна в таких отраслях, как аэрокосмическая, для создания легких и прочных деталей.
Круглые фланцевые отверстия: Они имеют равномерный круглый профиль по всей окружности. Они часто используются, когда для герметизации или эстетических целей требуется гладкий, ровный край.
Некруглые фланцевые отверстия: Они могут иметь различную форму, включая овальную, прямоугольную или нестандартные профили. Такие фланцы используются, когда специфические функциональные или конструктивные требования диктуют некруглое отверстие.
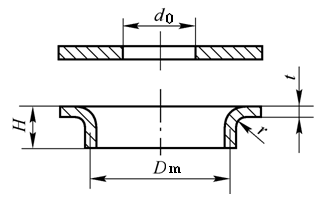
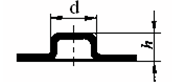
1. Отбортовка круглых отверстий
Характеристики деформации при отбортовке круглых отверстий
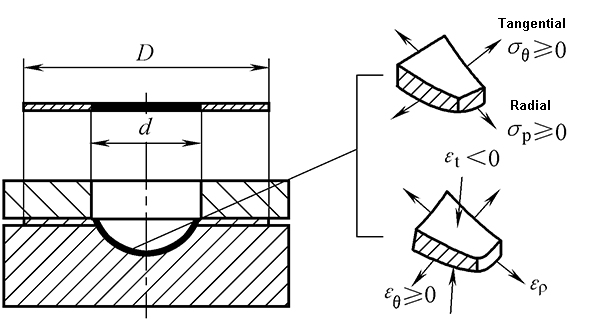
Характеристики деформации при отбортовке круглых отверстий:
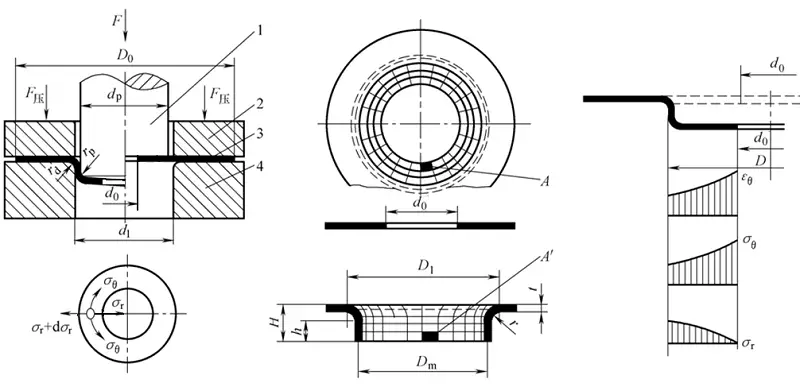
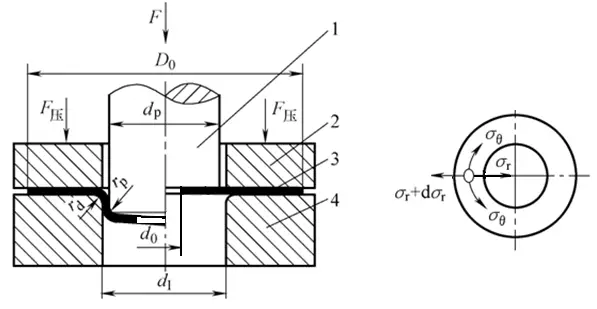
Деформация носит локальный характер и в основном происходит в кольцевой части (d1-d0) в нижней части пуансона. Эта область является зоной деформации при отбортовке круглых отверстий.
Материал в зоне деформации растягивается в тангенциальном и радиальном направлениях, что приводит к деформации, удлиненной в тангенциальном и радиальном направлениях и уменьшенной толщине.
Область деформации неравномерна, радиальное удлинение неочевидно, тангенциальная деформация велика, и чем больше устье удлиняется, тем больше оно истончается.
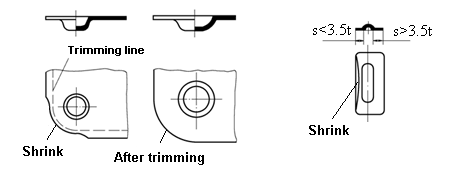
Предел формообразования при отбортовке круглых отверстий
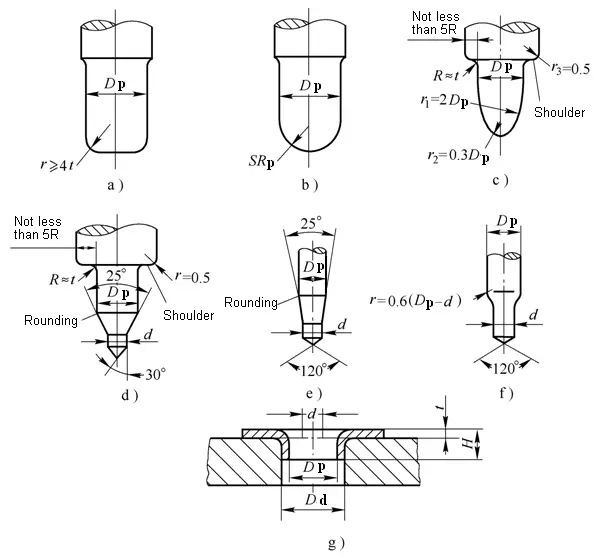
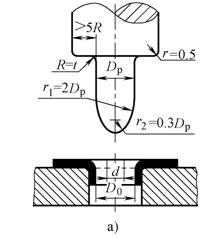
Радиус галтели между вертикальной кромкой после отбортовки и фланцем должен соответствовать: толщина материала t 2 мм, r = (1 ~ 2) t;
Если вышеуказанные требования не могут быть выполнены, то после обточки отверстий необходимо добавить процесс повторной обработки, чтобы установить требуемый радиус галтели.
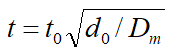
После фланкировки толщина устья вертикальной кромки наиболее сильно уменьшается, а толщина в самой тонкой части составляет:
(2) Технологическая схема для круглого отверстия
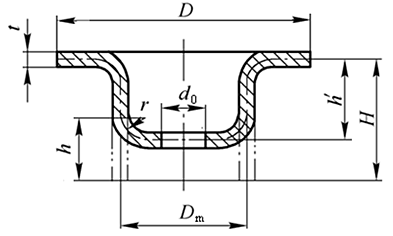
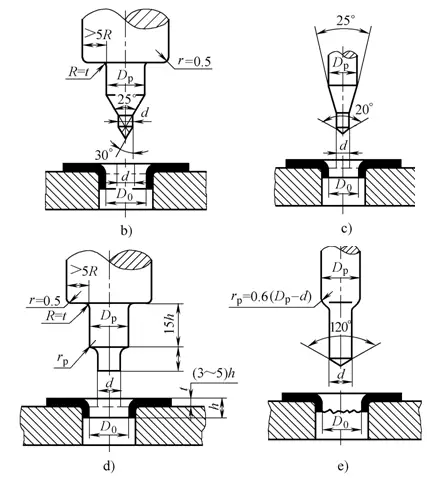
Обычно перед отбортовкой отверстия необходимо предварительно пробить отверстие для отбортовки, затем определить, можно ли его развернуть за один раз в зависимости от высоты отверстия и коэффициента отбортовки, а затем определить метод формовки деталей для отбортовки.
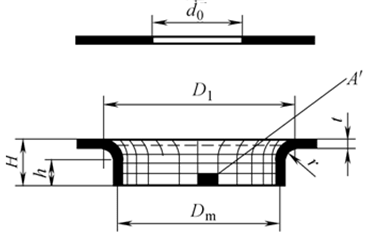
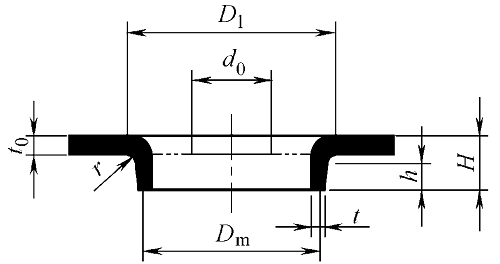
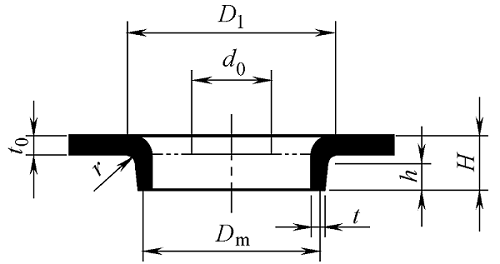
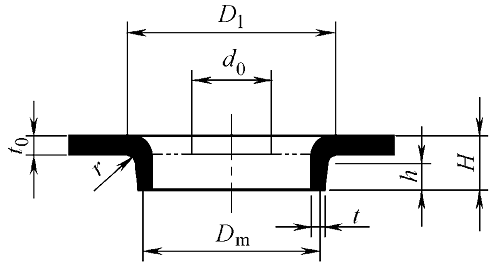
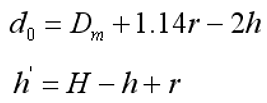
(3) Расчет технологического процесса фланцевания отверстий в пластинах
ЗаглушкаШтампы для глубокой вытяжки, пробивки и обработки отверстий
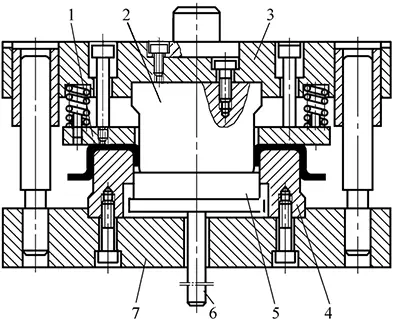
(2) Структура и размеры рабочей части штампа для отбортовки отверстий
1) Структура и размер круглого дырокола
2) Зазор C между выпуклым и вогнутым штампом
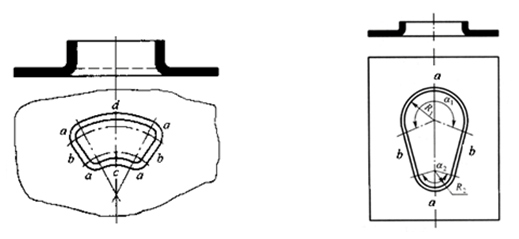
1.2 Отбортовка некруглых отверстий
2. Отбортовка
Отбортовка - это метод тиснения, при котором форма превращает края изделия в вертикальный или прямой край под определенным углом.
В соответствии с формой фланцевого внешнего края:
Внутренний изогнутый фланец по внешнему краю
Внешний изогнутый фланец по внешнему краю
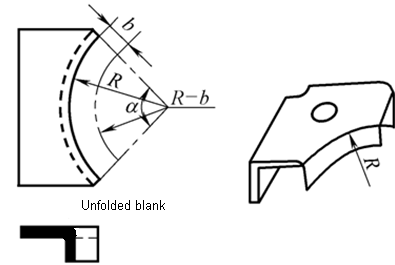
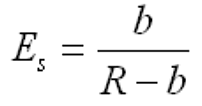
2.1 Внутренний изогнутый фланец на внешней кромке
Деформация похожа на отбортовку круглого отверстия, которая относится к удлинению.
Область деформации в основном растягивается по касательной, а деформация по краям самая большая, что легко приводит к образованию трещин.
Степень деформации составляет:
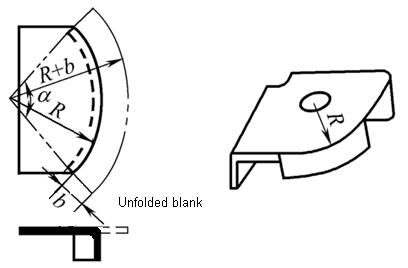
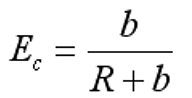
2.2 Внешний изогнутый фланец по внешнему краю
Деформация внешней кромки с отбортовкой похожа на неглубокую вытяжку и относится к деформации типа сжатия.
В зоне деформации заготовки под действием тангенциального сжимающего напряжения возникает в основном сжимающая деформация, которая легко теряет устойчивость и сморщивается.
Степень деформации может быть выражена как:
2.3 Метод отбортовки внешнего края
Метод расчета размера заготовки
Конструкция пресс-формы: стальная пресс-форма или мягкая форма
Необходимо контролировать отскок
Для вертикальных кромок с разными направлениями следует использовать метод сегментированной отбортовки
Фланцевание отверстий, отбортовка и профилирование
Дальнейшее чтение: Отбортовка для прореживания
Отбортовка с утоньшением или отбортовка относится к процессу деформации, в котором используется меньший зазор штампа, чтобы заставить толщину вертикальной кромки стать тоньше и увеличиться по высоте.
3. Вырезка
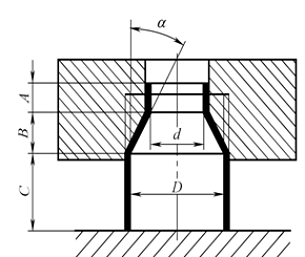
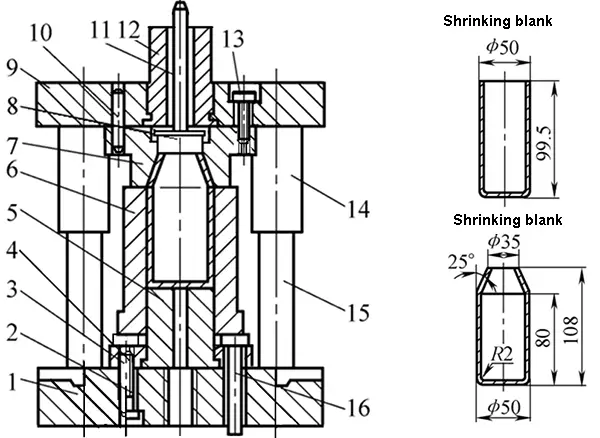
Штамповка - это метод штамповки, при котором используется пресс-форма для уменьшения радиального размера конца полой или трубчатой детали.
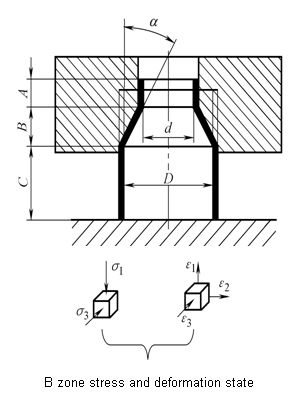
3.1 Характеристики деформации при раскрое
Характеристики деформации горловины
Зона A - недеформированная зона, подвергшаяся пластической деформации
Область C - недеформированная область, ожидающая деформации
Зона B - зона деформации, которая подвергается деформации
Предотвращение нестабильности и сморщивания - основная проблема, которую необходимо решить в процессе шейки.
Предел формовки горловины
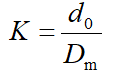
Степень деформации горловины выражается отношением диаметра горловины после горловины к диаметру заготовки до горловины.
Коэффициент усадки: m = d / D
Минимальное значение коэффициента заклинивания, полученное при условии обеспечения устойчивости заклинивающегося элемента, называется предельным коэффициентом заклинивания [m].
[m] зависит от пластичности материала и несущей конструкции формы.
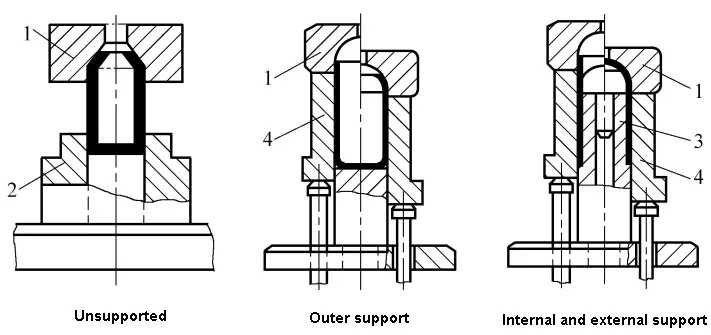
Вырубной штамп для различных способов крепления
3.2 Конструкция процесса раскроя
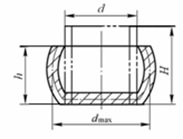
Определение размера заготовки
См. таблицу 6-4 для определения размера заготовки для вырезки.
Подтверждение времени омертвления
Если фактический коэффициент раскроя m меньше предельного коэффициента раскроя [m], раскрой не может быть выполнен за один раз.
Количество горлышек можно рассчитать следующим образом:
Расчет силы заклинивания
При отсутствии опорного выреза сила выреза составляет:
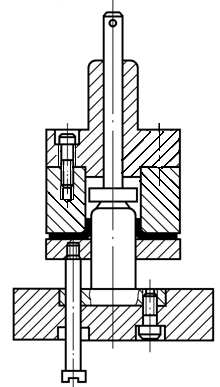
3.3 Структура вырубного штампа
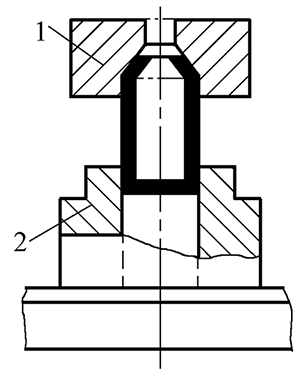
Высекающий штамп без опоры
Высекающий штамп с внешней опорой
Штампы для вырезки и развальцовки
4. Выпуклый
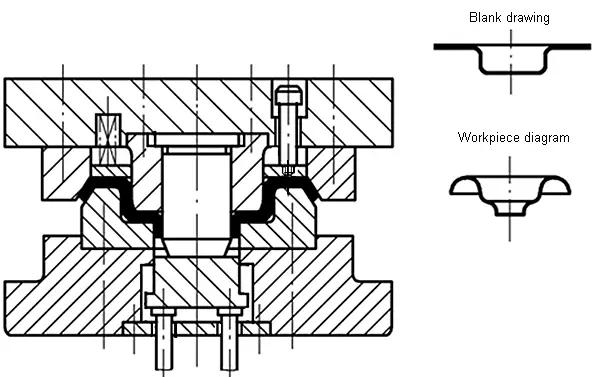
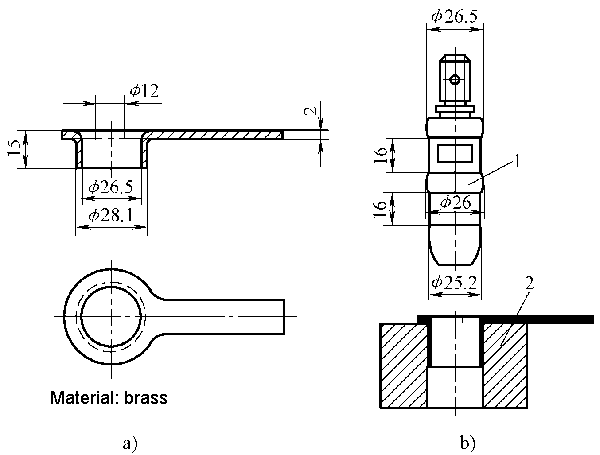
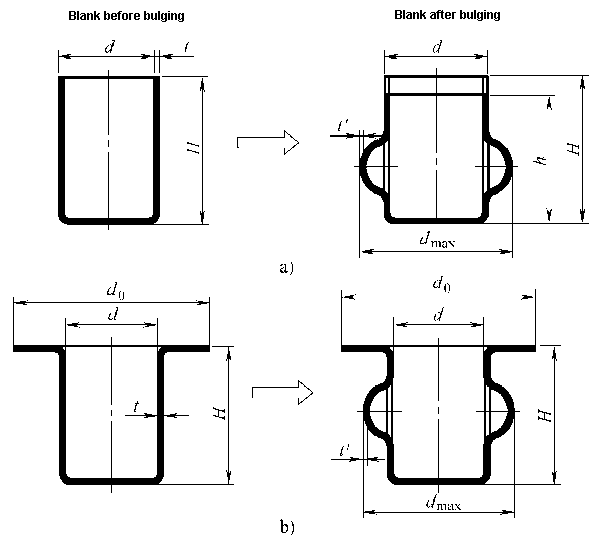
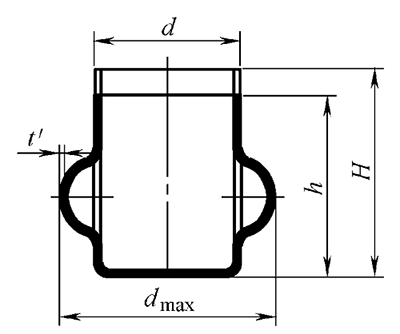
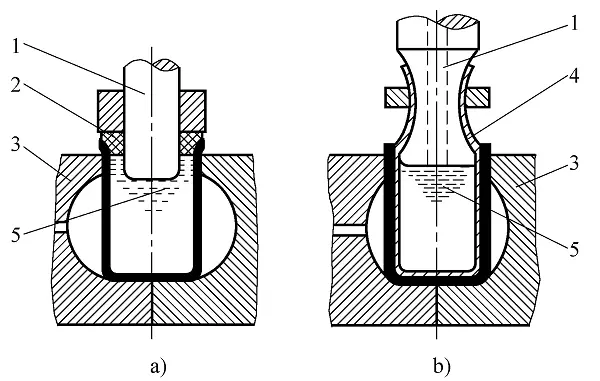
Выпуклость - это метод штамповки, при котором используется пресс-форма для пластической деформации внутренней части полой детали под действием двустороннего растягивающего напряжения с целью получения выпуклой детали.
4.1 Характеристики деформации выпуклости (два случая)
Область деформации занимает почти всю заготовку или открытый конец, а открытый конец заготовки сжимается и деформируется.
Таким образом, деформация в зоне деформации представляет собой состояние деформации, при котором окружность удлиняется, осевое сжатие происходит, а толщина уменьшается.
Зона деформации ограничена раздуваемой частью в середине заготовки.
В зоне деформации в основном происходит деформация удлинения в окружном направлении и утончение в направлении толщины.
Выпуклость - это процесс, приводящий к удлинению.
Предотвращение разрыва - ключевая проблема, которую необходимо решить в процессе раздувания.
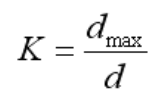
4.2 Предел формирования выпуклости
Степень деформации выпуклости выражается отношением максимального диаметра выпуклой выпуклости, полученной после выпуклости, к диаметру заготовки до выпуклости, то есть коэффициентом выпуклости:
Чем больше значение коэффициента выпуклости, тем больше степень деформации выпуклости.
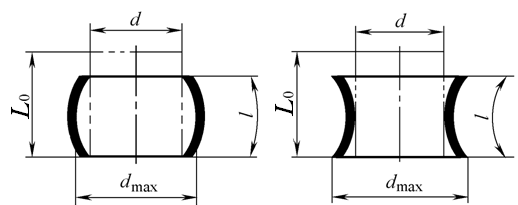
4.3 Проектирование процесса раздувания
Определение выпуклой заготовки
При выпучивании длина заготовки в осевом направлении может свободно деформироваться:
Расчет силы выпучивания
σZ - Истинное напряжение в области выпуклой деформации принимаем равным σZ=σb при приблизительной оценке.
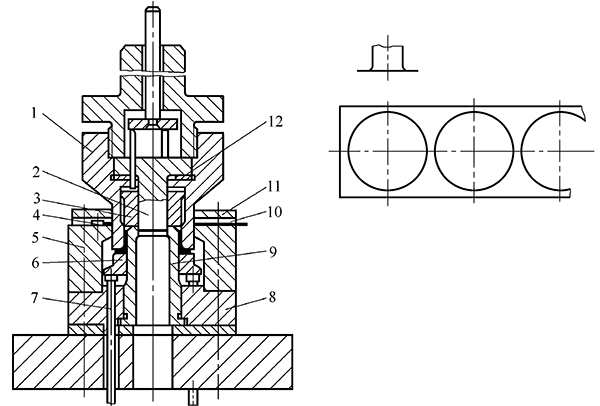
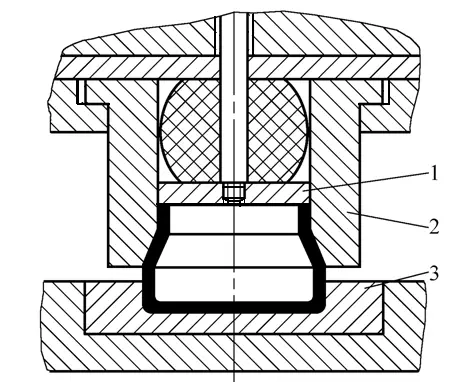
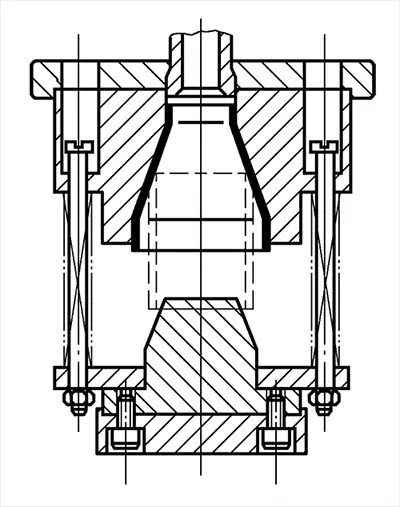
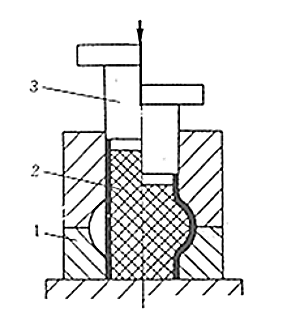
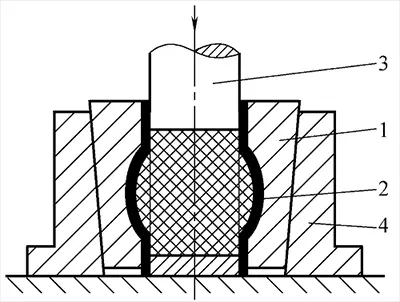
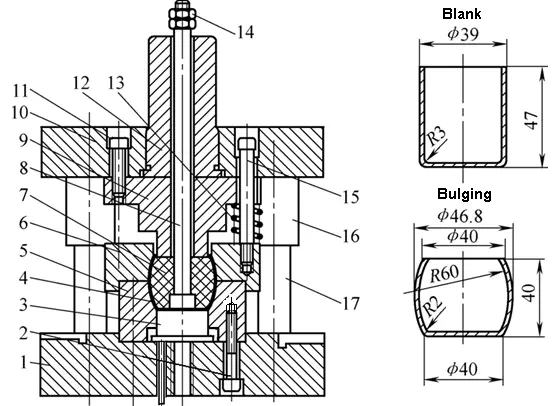
4.4 Метод раздувания и структура формы для раздувания
Можно использовать стальные или мягкие формы. Широко используются мягкие формы.
Мягкой средой для пресс-формы может быть резина, парафин, ПВХ-пластик, жидкость высокого давления и газ высокого давления.
Резиновая выпуклая форма
Выпучивание жидкого пуансона под высоким давлением
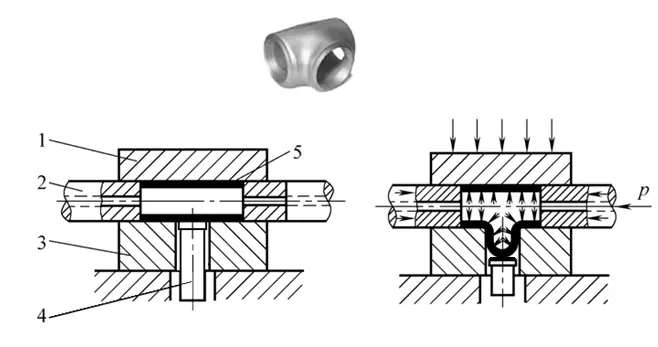
Гидравлическое раздутие тройникового соединения
5. Бисероплетение, прессование выпуклых корпусов и тиснение
5.1 Бисероплетение, прессование выпуклых корпусов
Бисероплетение и прессование выпуклых корпусов - это методы тиснения, которые используют пресс-форму для получения выпуклых корпусов или ребер (усиливающих ребер) на детали.
Особенности формирования бисера и выпуклых корпусов
Зона деформации является локальной
Зона деформации растягивается в обоих направлениях, а толщина уменьшается. Это тип удлинения, а основной формой разрушения является разрыв при растяжении.
Качество выпуклости хорошее
Бисероплетение
Предел формования бисера может быть выражен величиной изменения длины зоны деформации до и после бисера
Сжатие выпуклого корпуса
Граница формирования выпуклого корпуса может быть выражена высотой h выпуклого корпуса
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались об увлекательном мире штамповки металла? В этой статье мы отправимся в увлекательное путешествие, чтобы изучить тонкости этого важнейшего производственного процесса.....
Вы когда-нибудь задумывались о том, как повседневные предметы, такие как кастрюли, чашки и даже детали автомобилей, получают столь точную форму? В этой статье мы рассмотрим увлекательные различия между механическими и гидравлическими прессами. Вы...
Вы когда-нибудь задумывались о том, как с высокой точностью изготавливаются сложные металлические детали? В этой статье мы исследуем увлекательный мир резьбонарезных и фланцевых плашек, раскрывая секреты их конструкции...