Представьте, что вы свариваете два металла, добиваясь высокой эффективности и минимальных отходов. Это магия MIG/MAG-сварки - технологии, которая сочетает в себе передовые защитные газы и точное управление дугой для получения превосходных сварных швов. В этой статье вы изучите принципы, характеристики и области применения MIG/MAG-сварки, узнаете, как различные газы и выбор проволоки могут повлиять на качество сварного шва. Будьте готовы раскрыть практические идеи и советы, которые могут улучшить ваши сварочные проекты, независимо от того, работаете ли вы с алюминием, медью или сталью.
1. Принципы, характеристики и применение сварки MIG/MAG.
1. Принципы сварки MIG/MAG
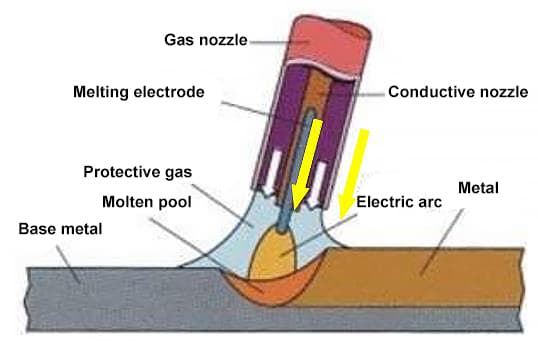
Газо-металлическая дуговая сварка (GMAW)
1. Определение: Дуговая сварка в среде защитного газа, при которой в качестве среды дуги используется газ для защиты дуги и зоны сварки, называется газовой сваркой в среде защитного газа или просто газовой сваркой.
2. Классификация
Газовую дуговую сварку вольфрамовым электродом можно классифицировать в зависимости от защитный газ Используются следующие виды сварки: сварка в среде инертного газа (MIG) (Ar, He, Ar+He), сварка в среде смеси окислительных газов (MAG) (Ar+O2, Ar+CO2, Ar+CO2+O2), и CO2 сварка в газовой среде.
По типу сварочной проволоки она может быть разделена на сплошную MIG/MAG/CO2 сварочная проволока и сварочная проволока с порошковым покрытием (FCAW).
В этой главе основное внимание будет уделено CO2 Сварка в газовой среде и сварка MIG/MAG.
2. Характеристики сварки в газовой среде
1. Дуга и расплавленная ванна хорошо видны, что позволяет регулировать параметры сварки в зависимости от состояния расплавленной ванны во время сварки.
2. Сайт процесс сварки прост в эксплуатации, содержит мало или совсем не содержит шлака, и практически не требует очистки шлака после сварки.
3. При сжатии потока защитного газа тепло дуги концентрируется, что приводит к увеличению скорости сварки, уменьшению объема расплавленного слоя, сужению зоны термического влияния и меньшей деформации свариваемого изделия.
4. Это способствует механизации и автоматизации процесса сварки, особенно для механизированной сварки пространственных позиций.
5. Он может сваривать магний, алюминий, медь и их сплавы, которые химически активны и склонны к образованию оксидных пленок с высокой температурой плавления.
6. Может использоваться для сварки тонких пластин.
7. При работе на открытом воздухе необходимо использовать ветрозащитное устройство, иначе эффект защиты от газа может быть слабым или даже неэффективным.
8. Световое излучение от дуги очень сильное.
9. Сварочное оборудование относительно сложное и более дорогое, чем то, которое используется для сварки в защитной оболочке. металлическая дуга сварка.
3. Области применения сварки MIG/MAG
В начале 1950-х годов сварка MIG/MAG была впервые применена к алюминию и его сплавам, а затем распространилась и на медь и ее сплавы. На самом деле она подходит практически для всех материалов.
Однако из-за своей высокой стоимости он обычно используется при сварке цветных металлов и их сплавов, а также при сварка нержавеющей стали.
Родительский материал: Al Mg 3
Диаметр трубы: 225 мм
Толщина стенок: 15 мм
Сварочная проволока: Al Mg 5
Диаметр: 1,2 мм
Скорость сварки: 50 см/мин
Сварочный ток 1+2: 340A
Положение для сварки: PA
Защитный газ: 50/50 Ar/He.
4. Сравнение сварки MIG/MAG
При MIG-сварке в качестве защитного газа используется Ar или He.
При сварке MAG добавляются активные газы, такие как O2 и CO2, к Ar или He.
По форме дуги, переходу капель и характеристикам дуги сварка MAG похожа на аргонодуговая сварка, с содержанием активного газа, как правило, менее 30%.
Сварка MAG позволяет исключить проплавление пальцами.
Из-за присутствия окислительных газов при MAG-сварке окисление металла неизбежно. Поэтому следует внимательно отнестись к выбору сварочной проволоки, обеспечивающей необходимый состав.
MAG-сварка в основном используется для сварки высокопрочной и высоколегированной стали.
5. MIG-сварка Защитный газ и проволока
(1) Защитный газ:
Один газ: Ar или He
Смешанный газ: Ar+He
(2) Требования к защитному газу:
Чистота газа Ar: 99,9%
(3) Выбор провода:
Состав сварочной проволоки MIG должен быть аналогичен составу основного металла. (Металлургические реакции относительно просты, и легирующие элементы не сгорают).
6. Сварочный защитный газ и проволока MAG
Ar+CO2+O2
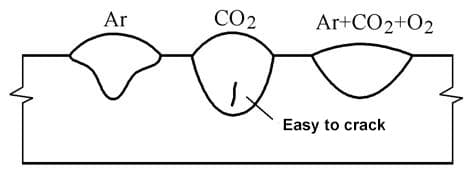
Используя смешанный газ, состоящий из 80% Ar, 15% CO2, и 5% O2 для сварка низкоуглеродистой стали и низколегированных сталей позволяет добиться отличного формирования сварочной фаски, качества шва, переноса капель металла и стабильности дуги.
Эта газовая смесь обеспечивает преимущества аргона и CO2 при этом вводится небольшое количество кислорода для улучшения проникающей способности и уменьшения разбрызгивания.
Конкретный состав защитного газа должен быть тщательно подобран в зависимости от свариваемого материала и желаемых характеристик сварки.
Различные защитные газы для формирования сварного шва.
Для MAG-сварки следует использовать сварочную проволоку с высоким содержанием Mn и Si, чтобы увеличить потери при горении.
2. Металлургические характеристики сварки MIG/MAG.
Сварка MIG:
Использует Ar или He в качестве защитного газа, не вступает в металлургические реакции с металлом. Аргон является побочным продуктом производства кислорода, и превышение содержания кислорода может вызвать реакции окисления.
Сварка MAG:
Содержит окисляющие газы, такие как O2 и CO2вызывая реакции окисления металла.
Al+O2 → Al2O3
Fe + CO2 → FeO + CO ↑
Si + 2CO2→ SiO2 + 2CO ↑
Mn + CO2 → MnO + CO ↑
Si + 2O → SiO2
Mn + O → MnO
C + O → CO
Fe + O → FeO
Сварка MIG/MAG:
Потеря сплава в результате испарения.
3. Переход капель при сварке MIG/MAG.
Основными формами перехода капель при сварке MIG/MAG являются: переход через короткое замыкание, переход через каплю, переход через брызги и переход через гиперструю.
Форма перехода капель в основном зависит от таких параметров, как сила тока, длина дуги, полярность, газовая среда, материал сварочной проволоки, диаметр, длина вылета и т.д.
1. Факторы, влияющие на переход капель.
(1) Влияние длины дуги:
При одинаковых условиях низкого тока переход капель может быть переходом частиц или переходом короткого замыкания. Переход частиц требует большей длины дуги, а переход короткого замыкания - меньшей длины дуги.
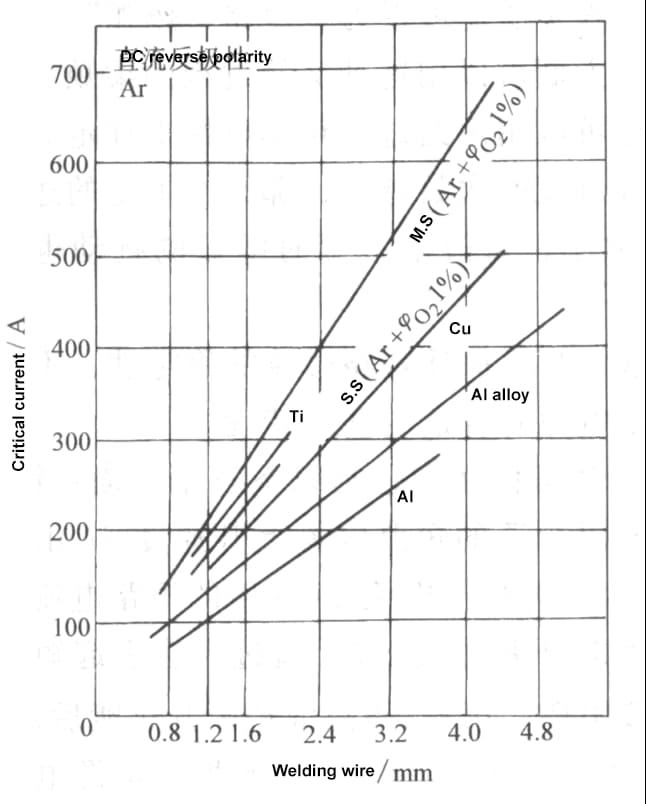
(2) Влияние тока:
Когда ток меньше критического тока I1, переход частиц происходит с низкой частотой перехода. Когда ток больше критического тока I1, переход частиц происходит с высокой частотой перехода.
Взаимосвязь между частотой переноса капель и силой тока при сварке MIG
Газовая среда:
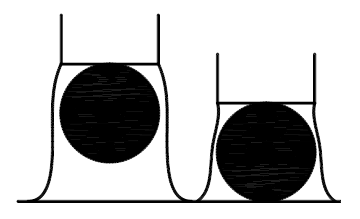
Добавление небольшого количества O2 к Ar снижает поверхностное натяжение, уменьшает сопротивление переходу капель и снижает критический ток для перехода в спрей. Однако слишком большое количество O2 может вызвать сужение дуги из-за O2 ионизации, что приводит к увеличению критического тока.
Добавление CO2 увеличивает критический ток для перехода распыления.
При одинаковых условиях критический ток для стальной сварочной проволоки выше, чем для алюминиевой. Алюминиевая сварочная проволока с большей вероятностью перейдет от перехода капель к переходу брызг, в то время как сварка стали проволока с большей вероятностью переходит от капельного к гиперструйному переходу.
Диаметр проволоки:
Чем меньше диаметр провода, тем меньше критический ток.
Длина выемки:
Увеличение длины выемки увеличивает тепловое сопротивление, что благоприятно сказывается на переходе капель.
(3) Влияние полярности тока
2. Гиперреактивный переход.
Принцип: Во время гиперструйного перехода дуга образует колоколообразную структуру с большой площадью корня дуги, которая окружает всю каплю. Поверхностное натяжение действует не только на нижнюю часть капли, но и на верхнюю, проталкивая каплю через переход.
Поскольку течение расходится, электромагнитная сила прижатия создает сильную тягу, и единственным сопротивлением переходу капель является поверхностное натяжение.
Поэтому ускорение перехода капель больше гравитационного ускорения перехода крупных капель.
Характеристики:
Дуга образует колоколообразную структуру.
Точечные силы и силы плазменного потока способствуют переходу капель.
Маленькие капельки с высокой частотой перехода.
Для перехода в гиперреактивный режим ток должен достичь критического значения.
Стальная сварочная проволока используется для MIG-сварки.
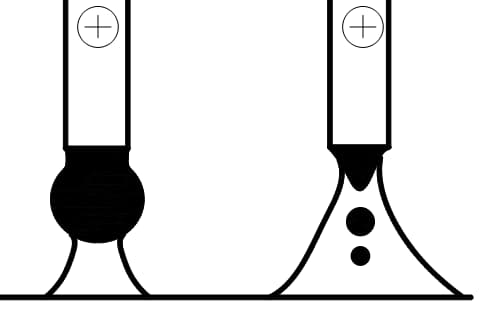
Гиперструйный переход обладает высокой проникающей способностью, что может привести к пальцеобразному проникновению.
Проникновение в виде пальца при переходе струи
Условия формирования:
Гиперструйный переход возникает во время MIG-сварки стальной проволокой при использовании постоянного тока обратной полярности, высокого напряжения дуги (длинная дуга) и сварочного тока, превышающего определенное критическое значение.
Алюминий и другие цветные металлы и их сплавы подвержены этой проблеме. Она возникает, когда сварочный ток значительно превышает критический ток для гиперструйного перехода, а в зоне сварки имеется плохая защита. Катодные пятна перемещаются на дно кратера дуги и остаются стабильными.
В результате дно кратера дуги подвергается сильному воздействию дуги и сильно "вырывается", что приводит к серьезному окислению и азотированию. Эти капли металла попадают на околошовную зону и поверхность, вызывая плохое сплавление металла шва и грубые морщины на поверхности. Слой черного порошка покрывает ее, что и является явлением морщинистости сварного шва.
Профилактические меры по предотвращению сморщивания сварного шва:
Усиление защиты и увеличение потока газа.
Уменьшите сварочный ток.
Используйте гиперструйный переход (субпереходный переход капель между переходом через короткое замыкание и переходом через распыление).
3. Вращательный гиперструйный переход
Условия формирования: Во время MIG-сварки стальной проволокой, если длина вылета относительно велика или сварочный ток значительно превышает критический ток для перехода в разбрызгивание, длина жидкого металла увеличивается. Высокоскоростной выброс мелких капель при переходе к разбрызгиванию создает большую силу реакции. Когда она отклоняется от оси, происходит вращательный гиперструйный переход.
Характеристики:
Используется для MIG-сварки стальной проволокой.
Возникает при относительно большой длине залипания или при сварочном токе, значительно превышающем критический ток для перехода в брызги.
Приводит к неровному сварному шву, нестабильной дуге и большому количеству брызг.
Применяется к сварка стальных конструкцийПреодоление таких дефектов, как плохое проплавление боковин при сварке с узким зазором и угловой сварке.
4. Оборудование для дуговой сварки вольфрамовым электродом (GTAW)
Состав оборудования для газовой дуговой сварки вольфрамовым электродом (GTAW):
По уровню механизации различают два типа: автоматическую и полуавтоматическую сварку. Полуавтоматическое сварочное оборудование не включает в себя шагающую тележку, а перемещение сварочного пистолета осуществляется вручную. Сварочный пистолет автоматического сварочного оборудования закреплен на шагающей тележке для сварки.
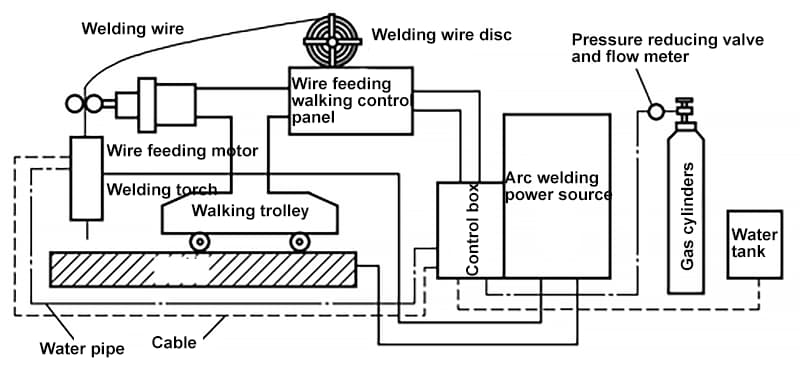
В основном он состоит из дуги сварочная мощность источник, система подачи проволоки, сварочный пистолет, шагающая тележка (для автоматической сварки), система подачи газа, система водяного охлаждения, система управления и т.д.
Состав оборудования для полуавтоматической газовой дуговой сварки вольфрамовым электродом (GTAW):
Состав оборудования для автоматической газовой дуговой сварки вольфрамовым электродом (GTAW):
Источник сварочного тока:
При сварке алюминия трудно добиться плавного перехода капель в субпереходное состояние с помощью обычной системы подачи проволоки с постоянной скоростью и источника постоянного тока.
Поэтому необходимо иметь сварочный аппарат с синхронным управлением (или автоматической оптимизацией) функциями сварочного тока и скорости подачи проволоки.
Устройство подачи газа: Газовый баллон, шланг, регулятор и т. д.
Механизмы подачи проволоки: (механизмы тягового, нажимного и нажимно-тягового типа)
Сварочный пистолет:
Сварочные пистолеты удерживают электрод и направляют сварочную дугу. Они бывают двух типов: с водяным и воздушным охлаждением.
Ручной сварочный пистолет:
Сварочный пистолет
Контактный наконечник сварочного пистолета должен обладать хорошей проводимостью, износостойкостью и термостойкостью. Обычно он изготавливается из медного сплава и имеет диаметр, равный диаметру сварочной проволоки плюс 0,2 мм.
Важно регулярно проверять и заменять контактный наконечник, чтобы обеспечить бесперебойную и стабильную работу сварки.
Параметры сварочного процесса:
Стандартные параметры процесса сварки:
Стандартные параметры процесса сварки могут варьироваться в зависимости от процесса сварки, свариваемого материала и требуемых параметров. качество сварки. Тем не менее, существуют некоторые общие рекомендации по настройке параметров сварочного процесса.
5. Общие процессы дуговой сварки газовым вольфрамовым электродом (GTAW):
1. Дуговая сварка газовым вольфрамовым электродом (GTAW) для низкоуглеродистой и низколегированной стали:
MAG-сварка может применяться для низкоуглеродистой стали и стали с низким легированная стальВ качестве защитного газа используется смесь Ar+ (5-20)% CO2, иногда добавляется небольшое количество O2.
Режим переноса капель при MAG-сварке может быть переход от короткого замыкания, переход от струи или импульсный переход.
(1) Сварка MAG с переходом через короткое замыкание:
По сравнению с Сварка CO2Сварка MAG с переходом на короткое замыкание имеет более стабильную дугу и меньшее количество брызг. Она может использовать более тонкую сварочную проволоку и меньший сварочный ток, что приводит к более мелким провар и более низкая скорость сварки. Это делает его пригодным для сварки тонких листов.
(2) Сварка MAG с переходом через распыление:
Переход через разбрызгивание является наиболее распространенным режимом переноса капель при MAG-сварке. Как правило, сварочный ток устанавливается на 30-50 А выше, чем критический ток перехода в разбрызгивание. Если толщина листа больше или равна 3,2 мм, сварочная дуга очень стабильна, что позволяет получить ровную поверхность и хорошее формирование шва с минимальным количеством брызг.
2. Аргонодуговая сварка плавящимся электродом для нержавеющей стали.
Можно использовать короткозамкнутый переход, струйный переход и импульсный переход.
(1) Короткозамыкающий переход для MIG-сварки нержавеющей стали.
Диаметр сварочной проволоки составляет 0,8-1,2 мм, а в качестве защитного газа используется Ar+(1~5%)O2 или Ar+(5~20%)CO2. Сварочный ток меньше критического тока струйного перехода и используется в основном для однослойной сварки тонких листов толщиной менее 3,0 мм.
(2) Переход струи для MIG-сварки нержавеющей стали.
Используемая сварочная проволока имеет диаметр 0,8, 1,0, 1,2, 1,6 мм, а в качестве защитного газа используется Ar+(1~2%)O2 или Ar+(5~10%)CO2. Сварочный ток превышает критический ток струйного перехода и используется в основном для сварки стальных листов толщиной более 3,2 мм.
Медь и медные сплавы обладают очень высокой теплопроводностью, что может легко привести к плохому плавлению, поэтому перед сваркой необходим предварительный подогрев. Из-за необходимости использования большого сварочного тока расплавленные капли демонстрируют струйный переход.
Характеристика параметры сварки Для сварки фиолетовой меди требуется высокая температура предварительного нагрева и большой сварочный ток (до 600 А). При использовании чисто аргоновой защиты мощность дуги мала. Использование защиты Ar+(50-75%)He позволяет увеличить мощность дуги и снизить температура предварительного нагрева.
При сварке MIG алюминиевые сплавыДля удаления оксидной пленки необходимо использовать эффект катодной очистки. Алюминиевые сплавы обладают быстрой теплопроводностью и требуют достаточной мощности дуги для расплавления основного материала и формирования сварного шва. Чистый аргон обычно используется в качестве защитного газа для тонких сварка пластин. При сварке больших и толстых материалов используется смешанная газовая защита Ar+He, причем доля He часто составляет около 25%. Может быть использован переход на короткое замыкание или переход на распыление.
Примечание:
При изменении полярности постоянного тока, то есть при использовании сварочной проволоки в качестве положительного электрода и заготовки в качестве отрицательного электрода, капли расплавленной сварочной проволоки обычно попадают в сварочную ванну в виде очень мелких гранулированных "брызг перехода" при относительно большом используемом токе, что приводит к высокой производительности. Для алюминиевых пластин толщиной более 8 мм, чтобы стабилизировать дугу, плавящийся электрод аргонодуговой сварки обычно принимает обратную полярность постоянного тока, который имеет "катод фрагментации" эффект на сварку алюминиевых изделий.
(1) Короткое замыкание при сварке MIG
В этом методе в качестве защитного газа используется чистый аргон, и обычно применяется проволока диаметром 0,8-1,0 мм, с небольшой катушкой проволоки весом 0,5 кг и специальным подающим пистолетом, для сварки толщиной 1-2 мм. Более тонкие проволоки из алюминиевых сплавов могут быть трудноподаваемыми.
(2) Переход на распыление и дозвуковая сварка MIG
В этом методе в качестве защитного газа также используется чистый аргон, а диаметр проволоки обычно составляет 1,2-2,4 мм.
(3) Высокотоковая сварка MIG
Толстый алюминий легированные пластины можно сваривать толстой проволокой (диаметр 3,2-5,6 мм) и использовать высокотоковую MIG-сварку, при этом сварочный ток достигает 500-1000 А и обеспечивает высокую производительность. Для повышения мощности дуги во внутреннем сопле используется смесь защитных газов 50% Ar + 50% He, а внешнее сопло заполнено газом Ar для дополнительного усиления защитного эффекта.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Для получения безупречного сварного шва требуется не только мастерство, но и владение взаимодействием между напряжением и током. Эти два параметра являются жизненной силой сварки, диктуя все от...
Вы когда-нибудь задумывались, почему сварные конструкции иногда выходят из строя, несмотря на их прочный внешний вид? В этой статье мы рассмотрим скрытые проблемы сварки и узнаем, как неравномерный нагрев и охлаждение могут привести к...
Вы когда-нибудь задумывались о том, как небоскребы становятся высокими, а автомобили остаются сваренными вместе? Этот блог раскрывает магию, лежащую в основе электросварочных аппаратов. Узнайте о таких ведущих производителях, как Lincoln Electric и Miller Welds,...
Вы когда-нибудь задумывались, какие бренды сварочного оборудования занимают лидирующие позиции в отрасли? В этой статье рассматриваются десять ведущих производителей сварочных аппаратов, подчеркиваются их инновации, глобальное присутствие и уникальные преимущества.....
Вы когда-нибудь задумывались, как сварщики добиваются идеальных швов в сложных условиях? Сварка 6GR - это специализированная техника для сварки трубопроводов с кольцом препятствий под углом 45°, что крайне важно для обеспечения...
Задумывались ли вы когда-нибудь о скрытых опасностях, скрывающихся за яркими искрами сварки? В этой статье мы рассмотрим вредное воздействие аргонодуговой сварки на организм человека.....
Вы когда-нибудь задумывались, что означают эти цифры и буквы на сварочных прутках? В этой статье раскрывается система кодирования сварочных прутков из углеродистой и нержавеющей стали, что поможет вам понять их прочность на разрыв,...
Вы когда-нибудь задумывались о том, как точно рассчитать расход сварочных прутков? В этой статье блога мы рассмотрим методы и формулы, используемые экспертами отрасли для оценки расхода сварочных...
Сварочные деформации нержавеющей стали могут привести к значительным проблемам при изготовлении металлоконструкций. В статье рассматриваются различные методы контроля и исправления этих деформаций, такие как использование медных пластин, воды...