
Калькулятор и формула силы удара (онлайн и бесплатно)
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки.....
Сравниваются различные сварочные процессы в режиме точечной сварки MIG для нахлесточных соединений алюминиевых сплавов 6-й серии. Исследование проводится в двух направлениях: изменение формы канавки и сварочный ток. После сварки проводится контроль внешнего вида, проверка свойств при растяжении, макро- и микрометаллографические наблюдения. Результаты показывают, что чрезмерная сварка [...].

Разное сварочные процессы в режиме точечной сварки MIG сравниваются для нахлесточных соединений алюминиевых сплавов 6-й серии.
Исследование проводится в двух направлениях - изменение формы канавки и сварочный ток.
После сварки проводится проверка внешнего вида, проверка свойств на растяжение, макро- и микрометаллографические наблюдения.
Результаты показывают, что чрезмерное параметры сварки приведет к образованию трещин в шве.
При подходящих параметрах сварки, использование I-образной канавки в сочетании с режимом точечной сварки MIG легко вызывает проблему слабого соединения нижней пластины, в то время как использование одиночной сварки V-образный паз В сочетании с режимом точечной сварки MIG можно избежать этой проблемы и улучшить качество соединения.
В последние годы развитие легкой автомобильной промышленности стало тенденцией, и алюминиевый сплав стал одним из предпочтительных материалов для легкой автомобильной промышленности благодаря своему малому весу, коррозионной стойкости и другим преимуществам.
В настоящее время MIG сварка является очень распространенным алюминиевого сплава технология сварки с относительно низкой себестоимостью.
При сварке MIG швов 6 алюминиевая серия Листовой сплав очень легко подвергается явлению переплавки.
Исследования показали, что для нахлесточных соединений прочность соединения при проплавлении является самой высокой, но объектом исследования является нержавеющая сталь.
Для алюминиевого сплава серии 6 чувствительность к термическим трещинам высока, и явление переплавления, вызванное чрезмерной сварочное тепло Ввод легко может привести к образованию трещин и других дефектов, связанных с разжижением.
Если используется режим точечной сварки MIG, то легче избежать переплавления точек сварки, уменьшить сварочная деформация и обеспечить качество соединений.
Однако из-за особенностей дуговая сваркаТочечная сварка MIG склонна к неглубокому проплавлению и ложной сварке, что также ограничивает ее применение.
Направленность на решение существующих проблем MIG точечная сваркаВ этой заметке предлагается решение и приводятся соответствующие данные, которые являются справочным материалом для конструкторов сварочных аппаратов и техников по производству соответствующих изделий.
В качестве основного металла для испытаний используется экструдированный профиль 6063-T6 с толщиной стенки 3 мм.
Химический состав и механические свойства основного металла соответствуют требованиям GB/T 3190-2020 "Химический состав деформируемого алюминия и алюминиевых сплавов" и GB/T 6892-2015 "Экструдированные профили из алюминия и алюминиевых сплавов для общего промышленного использования".
Подробности см. в таблицах 1 и 2.
Таблица 1 Химический состав (массовая доля) алюминиевого сплава 6063-T6 (%)
| Si | Mg | Fe | Cu | Mn | Cr | Ti | Zn | Ni | ИИ и другие |
| 0.2-0.6 | 0.45~0.9 | 0.35 | 0.10 | 0.10 | 0.10 | 0.10 | 0.10 | – | Бал. |
Таблица 2 механические свойства из алюминиевого сплава 6063-T6
| Прочность на разрыв /мпа | Предел текучести /mpa | Удлинение (%) |
| ≥215 | 170 | 26 |
Сварочное оборудование, используемое в этом испытании, - инверторный цифровой аппарат для сварки алюминия Fronius TPS 5000, рука робота - KUKA KR90, сварочная проволока - EN ISO 18273:s Al 5356( φ1,2 мм), метод сварки - одноимпульсная автоматическая точечная сварка MIG.
В Fronius TPS 5000 основными настраиваемыми параметрами функции точечной сварки MIG являются сварочный ток и время сварки, а настройка тока зажигания и остановки дуги отсутствует.
Поза сварки показана на рис. 1.
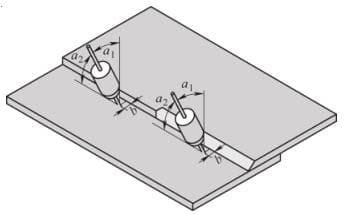
Рис. 1 Поза для сварки
Примечание:
Испытательное соединение делится на соединение с нахлестом с I-образным пазом и соединение с нахлестом с одним V-образным пазом (45°), а боковой угол сварочного пистолета α1 все 5 °, сварочный пистолет литейщик α2 все 90 °.
Расстояние между сварочной проволокой и краем верхней пластины нахлесточного соединения составляет b=3 мм, а сухое удлинение сварочной проволоки - 15 мм.
Параметры точечной сварки MIG см. в таблице 3.
Сайт защитный газ составляет 99,99% Ar, а расход газа - 20 л/мин.
Таблица 3 Точка MIG параметры сварки
| Серийный номер | Сварочный ток /a | Напряжение дуги V | Время сварки /с |
| I-1 | 130 | 19.2 | 2 |
| I-2 | 140 | 19.6 | 2 |
| I-3 | 150 | 20.0 | 2 |
| I-4 | 160 | 20.4 | 2 |
| I-5 | 170 | 20.8 | 2 |
| V-1 | 130 | 19.2 | 2 |
| V-2 | 140 | 19.6 | 2 |
| V-3 | 150 | 20.0 | 2 |
| V-4 | 160 | 20.4 | 2 |
| V-5 | 170 | 20.8 | 2 |
Этот тест проводится с помощью метода контрольных переменных.
В таблице 3 под порядковыми номерами I-1 ~ I-5 указаны параметры сварки I-образной канавки при различных токах сварки, а под порядковыми номерами V-1 ~ V-5 - параметры сварки одиночной V-образной канавки при различных токах сварки.
После сварки проведите визуальное наблюдение, испытание на растяжение, макро- и микрометаллографию, а затем проанализируйте данные о результатах испытаний.
При сварке использовались параметры сварки I-1 ~ I-5, указанные в таблице 3, а результаты испытаний после сварки приведены в таблице 4.
Из таблицы 4 видно, что при сварочном токе 130A и 140A, а также при слишком малых параметрах сварки возникает слабое соединение в месте соединения нижней пластины шва.
При сварочном токе 150 ~ 170a максимальная растягивающая нагрузка постепенно увеличивается с увеличением сварочного тока.
Когда сварочный ток достигнет 170 А, то разрушение при растяжении положение переносится с места слабого соединения нижней пластины на присадочный металл, и максимальное значение растягивающей нагрузки в это время является самым высоким, что указывает на то, что проблема слабого соединения нижней пластины была в определенной степени решена.
Таблица 4 I-паз сварные соединения
| Сварочный ток /А | Визуальное наблюдение | Место разрушения при растяжении | Максимальная растягивающая нагрузка /N |
| 130 |  |  | 0 |
| 140 |  |  | 0 |
| 150 |  |  | 4143 |
| 160 |  |  | 4871 |
| 170 |  |  | 8015 |
Для сварки используйте параметры сварки с номерами V-1 ~ V-5 в таблице 3.
Результаты испытаний после сварки см. в таблице 5.
Из таблицы 5 видно, что при использовании одинарного V-образного паза место разрушения при растяжении находится в присадочном металле, что говорит о том, что использование одинарного V-образного паза позволяет эффективно избежать проблемы слабого соединения нижней пластины.
С увеличением силы сварочного тока объем присадочного металла и площадь соединения между верхней и нижней пластинами постепенно увеличиваются, а максимальная растягивающая нагрузка соединения также постепенно возрастает.
Таким образом, режим точечной сварки MIG с одной V-образной канавкой позволяет более эффективно избежать возникновения слабого соединения нижней пластины, чем при использовании I-образной канавки, а качество соединения также более стабильно.
Таблица 5 сварные соединения с одинарным V-образным пазом
| Сварочный ток /А | Визуальное наблюдение | Место разрушения при растяжении | Максимальная растягивающая нагрузка /N |
| 130 |  |  | 253 |
| 140 |  |  | 506 |
| 150 |  |  | 1922 |
| 160 |  |  | 5530 |
| 170 |  |  | 8015 |
В результате металлографического наблюдения сварных соединений, приведенных в таблице 4 и таблице 5, было установлено, что при сварочном токе ≤ 160 А микротрещины в шве отсутствуют, а при сварочном токе 170 А в шве появляются микротрещины.
Теперь рассмотрим макро- и микроморфологию соединения с i-образной канавкой и одиночной V-образной канавкой при сварочном токе 160A и 170A, как показано на рис. 2.

a) 160A, макроморфология I-образной канавки
b) Микроморфология при α1 (50 ×)

c) 170A, макроморфология I-образной канавки
г) микроморфология b1 (50 ×)

e) 160A, макроморфология одиночной V-образной канавки
f) микроморфология в позиции C1 (50 ×)

g) 170A, макроморфология одиночной V-образной канавки
h) микроморфология при d1 положение (50 ×)
Рис. 2 Макро- и микроморфология сустава
Согласно результатам исследований ученых в данной отрасли, этот вид микротрещин может быть определен как трещины разжижения.
Трещины разжижения вызваны быстрым нагревом в процесс сварки.
В процессе быстрого нагрева основного металла фаза β слишком поздно растворяется, и когда температура превышает эвтектическую температуру, компоненты фазы β не полностью растворяются в твердом растворе α, и в итоге на границе раздела α и β появляется слабая эвтектическая жидкая фаза, которая под действием напряжения растрескивается по границе раздела жидких пленок, образуя трещины.
На рисунках 2c и 2d трещины при разжижении в основном находятся в крупнозернистом слое основного металла, что объясняется большей чувствительностью крупнозернистого слоя к трещинам.
На рисунках 2g и 2h, по сравнению с I-образной канавкой, больше сварочного тепла передается на нижнюю пластину.
Под давлением собственной силы тяжести наплавленного металла в области крупнозернистого слоя на обратной стороне основного металла и внутри основного металла появляются трещины разжижения.
Для места соединения с основной плитой, склонного к проблемам слабого соединения, с увеличением сварочного тока проплавление со стороны основной плиты постепенно увеличивается.
В результате сравнения можно также обнаружить, что проникновение со стороны нижней пластины одиночного V-образного паза значительно больше, чем со стороны I-образного паза, что еще раз подтверждает важную роль одиночного V-образного паза в увеличении проникновения и обеспечении стабильности качества соединения.
Подводя итог, можно сказать, что использование режима точечной сварки MIG ограничено трещинами разжижения в I-образной канавке нахлесточного соединения и проплавлением нижней пластины.
После замены I-образного паза на один V-образный паз нахлесточного соединения проблема проплавления нижней пластины была эффективно решена, а соответствующее окно процесса сварки также расширилось, что повысило стабильность применения режима точечной сварки MIG.
При производственном применении режима точечной сварки MIG в нахлесточных соединениях алюминиевых сплавов 6-й серии использование одной V-образной канавки вместо I-образной позволяет эффективно избежать недостаточного проплавления и слабого соединения нижней пластины.
Однако из-за высокой чувствительности алюминиевого сплава серии 6 к горячие трещиныЧрезмерное выделение тепла при сварке может привести к появлению трещин в соединении.
Поэтому для получения высококачественных точечных сварных соединений MIG необходимо разумно контролировать параметры сварки на производстве.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











