MIG сварки 200EMU алюминиевого сплава кузова автомобиля
1. Введение Легкий вес, высокая скорость, безопасность, энергоэффективность, комфорт и долгий срок службы - вот символы современного железнодорожного транспорта. Ключом к достижению скорости поезда является решение проблем облегчения и герметизации поезда. Легкий вес необходим для снижения энергопотребления за счет уменьшения тяговых и тормозных усилий поезда, уменьшения износа колес и рельсов, [...]...
Легкий вес, высокая скорость, безопасность, энергоэффективность, комфорт и долгий срок службы - вот символы современного железнодорожного транспорта.
Ключом к достижению скорости поезда является решение проблем облегчения и герметизации поезда. Легкий вес необходим для снижения энергопотребления за счет уменьшения тяговых и тормозных усилий поезда, уменьшения износа колес и рельсов, а также увеличения скорости движения поезда.
Герметичность напрямую влияет на эксплуатационные характеристики поезда и комфорт пассажиров. Использование материалов из алюминиевых сплавов - эффективная мера по снижению веса кузова вагона.
В кузове автомобиля 200EMU в основном используются три виды алюминия сплавы: 5000 серия, 6000 серия и 7000 серия.
Серия 5000 представляет собой алюминиево-магниевый сплав с хорошими свариваемость.
Серия 6000 представляет собой алюминиево-магниево-кремниевый сплав с хорошей свариваемостью и более высокой прочность сварки.
Серия 7000 представляет собой алюминиево-цинковый сплав, но из-за добавления цинка свариваемость уменьшается, а прочность сварки также снижается.
Согласно стандартам JIS, для изготовления кузова автомобиля 200EMU в основном используется алюминиевый сплав 5083 в серии 5000, алюминиевый сплав 6N01 в серии 6000 и алюминиевый сплав 7N01 в серии 7000.
2. Характеристики материалов и особенности сварки алюминиевых сплавов
2.1 Характеристики материалов алюминиевых сплавов
Алюминий составляет 8% земной коры в виде соединений, что делает его самым распространенным металлом на Земле. Он легкий, его удельный вес составляет около трети удельного веса стали.
Алюминиевые сплавы металлические материалы Полученные путем добавления к чистому алюминию легирующих элементов, таких как магний, марганец, кремний, медь и цинк, они приобретают различные свойства, что делает их предпочтительным материалом для облегчения автомобилей.
Они имеют плотную оксидную пленку (температура плавления 2050℃) на поверхности, которая обеспечивает сильную коррозионную стойкость. Температура плавления низкая (660℃), в то время как температура плавления стали составляет около 1535℃.
Алюминий обладает хорошей тепло- и электропроводностью, которая примерно в пять раз выше, чем у стали. Однако он обладает большим коэффициентом теплового расширения, который примерно в два раза выше, чем у стали.
2.2 Особенности сварки алюминиевых сплавов
Алюминиевые сплавы имеют свои особенности сварки, обусловленные их особыми свойствами. свойства материала.
1. Чрезвычайно восприимчивы к окислению
Алюминий обладает сильным сродством к кислороду и окисляется при любой температуре. На поверхности основного металла образуется пленка оксида алюминия (A2O3) толщиной около 0,1-0,2 мм. Она имеет высокую температуру плавления, плотную структуру и защищает поверхность основного металла.
Во время сварки эта оксидная пленка препятствует плавлению и расплавлению основного металла, что приводит к образованию дефектов неполного проплавления.
Плотность оксидной пленки высока, что затрудняет ее всплытие на поверхность расплавленной ванны и легко формирует дефекты шлаковых включений в сварном шве.
2. Высокая теплопроводность и удельная теплоемкость алюминия
Хотя температура плавления алюминиевого сплава намного ниже, чем у стали, теплопроводность и удельная теплоемкость алюминия относительно велики. Во время процесс сваркиПри этом большое количество тепловой энергии быстро передается внутрь металла кузова.
Для получения высококачественного сварные швыНеобходимо использовать источник тепла с концентрированной энергией и высокой мощностью.
3. Большой коэффициент линейного расширения
Коэффициент линейного расширения алюминиевых сплавов примерно в два раза выше, чем у стали, а скорость объемной усадки при затвердевании составляет от 6,5% до 6,6%, что делает их склонными к сварочным деформациям.
Помимо выбора оптимальных параметров процесса и последовательности сварки, необходимо также использовать подходящие сварочные приспособления, особенно при сварке тонких листов.
4. Склонны к пористости
Пористость в сварном шве - распространенный дефект алюминиевых сварка сплавом, особенно антикоррозийная сварка алюминиевого сплава.
Водород является основной причиной пористости при сварке алюминиевых сплавов. Водород в основном образуется из влаги в атмосфере дугового столба, сварочные материалы, и влаги, адсорбированной на материале основания.
Среди них адсорбция влаги на поверхностной оксидной пленке сварочной проволоки и основного материала играет заметную роль в образовании сварочных пор.
5. Испарение и выгорание легирующих элементов
Некоторые алюминиевые сплавы содержат легирующие элементы с низкой температурой кипения, такие как Mg и Zn.
Эти элементы легко испаряются и сгорают при высоких температурах, изменяя химический состав металла шва и снижая эксплуатационные характеристики сварочного соединения.
6. Отсутствие видимого изменения цвета, что затрудняет сварочные работы
При сварке алюминиевого сплава, когда он переходит из твердого состояния в жидкое, не происходит очевидного изменения цвета, что затрудняет работу операторов в процессе сварки.
3. Выбор метода сварки алюминиевых сплавов
Существует множество методы сварки для алюминиевых сплавов, каждый из которых имеет свои особенности и применимые сценарии.
Обычно используются такие методы сварки, как газовая, дуговая, сварка вольфрамовым электродом в инертном газе (TIG) и сварка металлом в инертном газе (MIG), контактная сваркаПлазменно-дуговая сварка и пайка.
Учитывая такие факторы, как характеристики материала алюминиевого сплава, выбранного для кузова автомобиля 200EMU, сочетания толщины листов, формы соединений, условия производства, требования к использованию и экономические факторы, большинство методов сварки алюминиевых сплавов, используемых для кузова автомобиля 200EMU, - это сварка MIG.
4. Процесс сварки MIG для алюминиевых сплавов
4.1 Подготовка к сварке
Перед сваркой на зону соединения основного металла следует нанести одну или несколько из перечисленных ниже процедур предварительной сварки для удаления поверхностных окислов и других прилипающих веществ, чтобы предотвратить дефекты сварки.
1. Обезжиривание поверхности с помощью соответствующих органических растворителей.
2. Метод обработки
Используйте чистую тонкую щетку из нержавеющей стали для интенсивного измельчения или воспользуйтесь другими соответствующими методами.
3. Химический метод
Погрузите в раствор гидроксида натрия 5-10% (70℃) на 30-60 минут, затем промойте водой; затем замочите в растворе азотной кислоты 15% (комнатная температура) примерно на 2 минуты и промойте водой, после чего достаточно высушите.
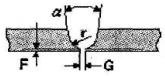
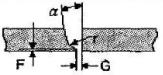
4.2 Формы канавок
Для обработки пазов можно использовать механическую обработку, шлифование и другие методы.
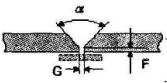
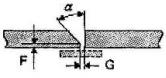
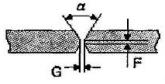
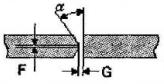
Большинство кузовов автомобилей из алюминиевого сплава соединяются встык, а формы пазов для стыковых соединений приведены в таблице 1.
Таблица 1. Типы фасок для стыковых соединений
Типы
Форма сустава
Толщина пластины (t)
Высота корней (f )
Корневой зазор (g)
Корневой угол (a)
I-образная форма
3.2
o +2/-0
V-образная форма
Без опорной пластины
3.2-9.0
1
0
70
Никакой задней строжки
10.0-32.0
+0.5/-1
+2/-0
60
Вытачивание спины
3.2-9.0
2
0
70
10.0-32.0
+2/-2
+3/-0
60
Опорная плита
3.2-32.0
1+0.5/-1
3+3/-0
60
L-образная форма
Без опорной пластины
3.2-11.0
1
0
55
Никакой задней строжки
12.0-32.0
+0.5/-1
+2/-0
50
Вытачивание спины
3.2-11.0
2
0
55
12.0-32.0
+2/-2
+3/-0
50
Опорная плита
3.2-32.0
1+0.5/-1
3+3/-0
50
Х-образная форма
Без опорной пластины
6.0-16.0
1+0.5/-1
0+2/-0
70
Никакой задней строжки
17.0-32.0
60
Вытачивание спины
16.0-32.0
2+2/-2
0+3/-0
60
К-образная форма
Без опорной пластины
6-22.0
1+0.5/-1 1+0.5/-1
0+2/-0 0+2/-0
55
Никакой задней строжки
23.0-32.0
50
Вытачивание спины
16.0-32.0
2+2/-2
0+3/-0
50
U-образная форма
6.0-32.0
1 +0.5/-1
1 +0.5/-1
40
J-образная форма
6.0-32.0
1 +0.5/-1
1 +0.5/-1
40
4.3 Сварочные стержни и проволока
В принципе, сварочные прутки и проволока должны выбираться в соответствии с положениями JSZ3232 "Сварочные прутки и проволока для сварки алюминия и алюминиевых сплавов", исходя из таких соображений, как тип основного металла, толщина листа и другие необходимые условия для обеспечения хорошего качества. качество сварки.
Выбор сварочных прутков и проволоки должен осуществляться в соответствии с таблицей 2.
Таблица 2. Выбор Сварочный стержень или проволока в зависимости от комбинации основных металлов.
Основной металл
A7003
A7N01
A6061 A6063 A6NO1
A5083
A5052
A5005 A5N01
A1100 A1200
A1060 A1070
A1060A1070
A4043
A4043
(4)A4043
(3)A5356
A4043
(1)(2)A1100
(1)(2)A1100
A1070
A1100A1200
A4043
A4043
(4)A4043
(3)A5356
A4043
A4043
(1)(2)A1100
A5005A5N01
(3)A5356
(3)A5356
(3)(4)A4043
(3)A5356
A4043
(3)A4043
A5052
(3)A5356
(3)A5356
(3)A5356
(3)A5356
(3)A5356
A5083
(3)A5356
(3)A5356
(3)A5356
(3)A5356
A6061A6063A6N01
(2)(3)A5356
(2)(3)A5356
(3)A4043
A7N01
(3)A5356
(3)A5356
A7003
(3)A5356
Примечание:
(1) Можно также использовать A1200.
(2) Можно также использовать A4043.
(3) Также могут использоваться A5356, A5556 или A5183.
(4) Если обесцвечивание после анодирования недопустимо, предпочтительнее использовать A5356.
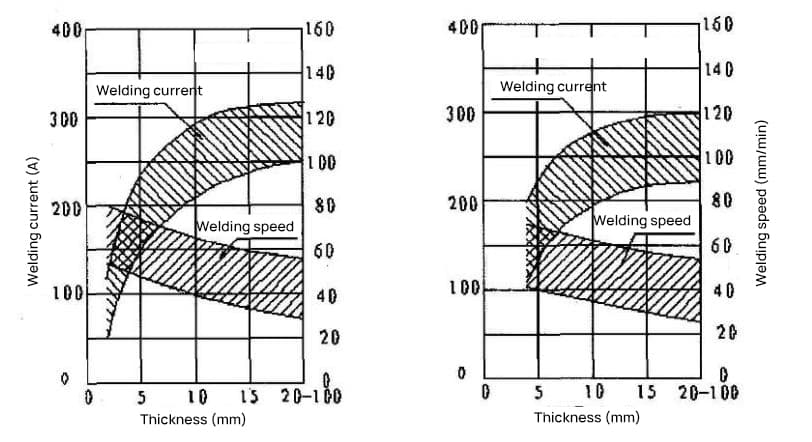
4.4 Стандарты сварки
Основными параметрами сварки MIG алюминиевых сплавов являются сварочный ток и скорость сварки. Диапазон режимов полуавтоматической сварки MIG для стыковых соединений при различных положениях сварки показан на рис. 1.
Рисунок1. Условия сварки стыкового соединения
4.5 Осмотр
Визуальный контроль (VT)
Рентгенографическое исследование (РТ)
Ультразвуковой контроль (UT)
Испытание магнитными частицами (MT)
Пенетрантное тестирование (PT)
Испытание вихревыми токами (ET)
Испытание на герметичность с помощью сжатого воздуха (испытание на утечку газа)
5. Дефекты при сварке алюминиевых сплавов и меры по их предотвращению
Из-за низкой температуры плавления, высокой теплопроводности и большого коэффициента теплового расширения алюминиевых сплавов при сварке легко возникают такие дефекты, как трещины, плохое сплавление и пористость.
5.1 Трещины
Существует два основных типа трещин, возникающих при сварке алюминиевых сплавов: трещины при затвердевании и ликвационные трещины на границах зерен.
Трещины при затвердевании возникают из-за сегрегации легирующих элементов на границе раздела кристаллов и наличия включений с низкой температурой плавления.
Трещины затвердевания, также известные как трещины дугового кратера, возникают при образовании трещин в процессе затвердевания металла. Поровые трещины возникают, когда кратер дуги не полностью заполняется во время прекращения процесса сварки.
Поэтому при покупке сварочного аппарата необходимо выбирать аппарат с функцией прекращения дуги. Сварщики должны использовать небольшой ток и заполнять кратер дуги во время прекращения сварки.
Одной из основных причин возникновения сварочные трещины является чрезмерное выделение тепла. Поэтому от сварщиков требуется строгое соблюдение стандартов, указанных в технологической документации, во время сварки.
Другой основной причиной появления сварочных трещин является нечистая основа. состав металла.
Поэтому при производстве материалов из алюминиевых сплавов технологические отделы должны сначала провести испытания процесса сварки на предварительно отобранных материалах при выборе алюминия. легированные пластины и профили.
Только после этого они могут выбрать материалы, отвечающие требованиям по снижению склонности к растрескиванию.
Ликвационные трещины возникают в зоне термического влияния основного металла вследствие локального плавления и застывают на границе раздела кристаллов, что делает их очень восприимчивыми к растрескиванию во время ремонтной сварки.
Поэтому сварщики должны строго следовать "Правилам ремонтной сварки алюминиевых сплавов" при проведении ремонтных сварочных работ.
Наиболее вероятные места возникновения сварочных трещин - начало и конец сварного шва.
Поэтому при сварке необходимо по возможности использовать пластины для запуска и прекращения дуги.
В местах, где невозможно использовать пластины для запуска дуги, можно применить метод "обратного шага". При этом сварка выполняется в обратном направлении на расстоянии 2-3 мм от начальной точки шва, а затем снова вперёд.
5.2 Плохое слияние
Причины плохого срастания обычно следующие:
a. Большая теплопроводность, трудно плавится.
b. Импульсная сварка в результате получается сварной шов в форме пальца.
c. Если не удалить оксидную пленку с высокой температурой плавления на поверхности пластины, она образует дефекты и влияет на смачиваемость сварочного металла.
Профилактические меры:
Поскольку несплавление часто происходит в 20~40 мм от начала сварного шва, во время сварки необходимо контролировать начальный ток дуги. Приобретаемый сварочный аппарат должен иметь функцию запуска дуги, чтобы обеспечить превышение тока запуска дуги над сварочным током и тем самым избежать несплавления.
Эл2O3 (оксид алюминия) на основном металле прозрачен, тверд (уступает только алмазам) и растет с чрезвычайно высокой скоростью - до 10 нм (0,000010 мм).
Поэтому перед сваркой необходимо удалить оксидную пленку, а сварку следует выполнять как можно быстрее.
5.3 Пористость
Водород является основной причиной пористости при сварке алюминиевых сплавов, а источники проникновения водорода (защитный газ - около 12%, адгезия электродной сварочной проволоки - около 24%, адгезия основного металла - около 7%, а проникновение из воздуха - около 57%).
Доля водорода, проникающего из воздуха, наиболее велика, поэтому меры по предотвращению пористости следующие:
(1) Масляные пятна и влага на поверхности основного металла и сварочной проволоки должны быть удалены.
После того как сварочная проволока распакована, ее следует использовать как можно скорее. Если сварочная проволока не будет использована в этот день, ее следует убрать и хранить в ящике для подогрева. Отдел закупок не должен закупать слишком много сварочной проволоки за один раз.
В принципе, сварочная проволока из алюминиевого сплава не может быть использована после хранения в течение полугода.
(2) Удалите влагу в защитном газе (управление точкой росы) и требуйте использования аргона с чистотой 99,999%.
(3) Конструируйте в условиях низкой влажности.
(4) Скорость ветра на строительной площадке не должна превышать 1 м/с.
(5) Используйте плоские или вертикальные положения сварки, которые позволяют легко удалить пористость.
(6) Стабилизируйте скорость подачи проволоки.
(7) Вода на поверхности основного металла должна быть удалена и очищена перед сваркой. Когда влажность превышает 90%, поверхность основного металла следует обдуть горячим воздухом, чтобы удалить влагу и уменьшить пористость.
6. Заключение
Автомобильные кузова из алюминиевого сплава обладают такими характеристиками, как сильная коррозионная стойкость, легкий вес и красивый внешний вид, что делает их высокоточной и высокотехнологичной конструкцией кузова.
Сайт сварка алюминия В процессе производства кузовов автомобилей из сплавов возникло множество технических проблем, наиболее серьезной из которых является деформация, вызванная сваркой алюминиевого сплава.
Исследование характеристик MIG-сварки материалов из алюминиевых сплавов способствует повышению способности нашей компании производить первоклассные кузова железнодорожных пассажирских вагонов из алюминиевых сплавов.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Представьте, что вы превращаете легкий алюминий в прочные и универсальные конструкции с помощью сварки в среде инертного газа (MIG). Эта технология не только обеспечивает высокое качество сварных швов, но и решает такие распространенные проблемы, как несоосность и...
Что, если бы вы могли повысить точность сварки с помощью всего нескольких настроек? В этой статье рассматривается важнейшая взаимосвязь между сварочным током, диаметром проволоки и толщиной листа в CO2,...
Представьте, что вы свариваете два металла, добиваясь высокой эффективности и минимальных отходов. Это магия MIG/MAG-сварки - технологии, которая сочетает в себе передовые защитные газы и точное управление дугой...
Вы когда-нибудь задумывались о том, что лучше выбрать для вашего проекта - сварку MIG или TIG? В этой статье мы рассмотрим основные различия, преимущества и области применения каждого метода сварки. От эффективности...
Вы когда-нибудь задумывались о том, как повысить качество сварки алюминиевых сплавов 6-й серии? В этой статье рассматривается оптимизация точечной сварки MIG, сравниваются различные параметры и методы сварки. Узнайте, как изменения в канавках...
Для получения безупречного сварного шва требуется не только мастерство, но и владение взаимодействием между напряжением и током. Эти два параметра являются жизненной силой сварки, диктуя все от...
Вы когда-нибудь задумывались, почему сварные конструкции иногда выходят из строя, несмотря на их прочный внешний вид? В этой статье мы рассмотрим скрытые проблемы сварки и узнаем, как неравномерный нагрев и охлаждение могут привести к...
Вы когда-нибудь задумывались о том, как небоскребы становятся высокими, а автомобили остаются сваренными вместе? Этот блог раскрывает магию, лежащую в основе электросварочных аппаратов. Узнайте о таких ведущих производителях, как Lincoln Electric и Miller Welds,...
Вы когда-нибудь задумывались, какие бренды сварочного оборудования занимают лидирующие позиции в отрасли? В этой статье рассматриваются десять ведущих производителей сварочных аппаратов, подчеркиваются их инновации, глобальное присутствие и уникальные преимущества.....