Каким образом твердость штамповой стали H13 может достичь 58HRC в результате термообработки?
Этого можно достичь путем нагрева и закалки при температурах от 1050 до 1100℃ с последующей закалкой в масле.
Однако это не обязательно для горячих работ штамповая сталь иметь такую высокую твердость, так как при высокой твердости его эксплуатационные характеристики значительно снижаются.
Обычно твердость в диапазоне HRC46-50 обеспечивает хорошую производительность и долговечность.
Чем отбеливается поверхность формы после термообработки?
- Его можно промывать кислотой из нержавеющей стали или соляной кислотой. Также может применяться пескоструйная обработка.
Если используется шлифовальный станок, стоимость обработки может быть высокой, количество обрабатываемого материала может быть большим, но размер продукта может не соответствовать требуемому стандарту.
Если соляная кислота не может очистить поверхность, скорее всего, вы используете штамповую сталь с высоким содержанием хрома. Это штамповая сталь D2 или H13?
Оксидный слой на высокохромистой штамповой стали трудно удалить, но его можно смыть с помощью кислотного очистителя для нержавеющей стали. Эти очистители легко доступны в магазинах пресс-форм или нержавеющей стали.
Оксидный слой на высокохромистых формовочных сталях не может быть легко удален с помощью соляной кислоты. Однако существуют альтернативные методы.
После полировки формы масляным камнем поверхность становится гладкой. Перед термообработкой можно отшлифовать форму грубым наждачным камнем или абразивной лентой. Затем форму можно снова отшлифовать тонким масляным камнем.
Другой метод, который используют некоторые люди, заключается в том, чтобы сначала отшлифовать форму с помощью фибрового круга, чтобы эффективно удалить пустую кожу. Затем они приступают к шлифовке и полировке или пескоструйной обработке.
Как происходит термическая обработка металла?
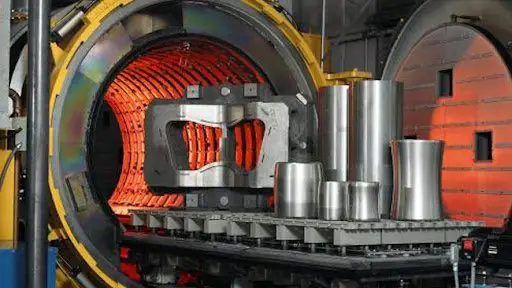
На заводе термической обработки установлен широкий спектр оборудования, включая печь периодического действия и шахтную печь.
Чаще всего используется печь периодического действия, в которой можно проводить различные виды термообработки, такие как отжиг, нормализация, закалка и отпуск. Это печь с электрическим нагревом, которая нагревается до заданной температуры, прежде чем в нее помещается заготовка. После достижения нужной температуры заготовку некоторое время держат в тепле, а затем либо вынимают, либо охлаждают в печи.
Шахтная печь обычно используется в качестве оборудования для науглероживания и располагается под землей. После того как заготовка помещается внутрь, ее герметизируют, а затем погружают в богатую углеродом жидкость, такую как керосин или метанол, при высокой температуре. Жидкость растворяется в атомах углерода, которые проникают в поверхность заготовки.
Закалочный пруд используется для закалки и содержит водный раствор или масло, которые используются для охлаждения закаленных заготовок из печи периодического действия. В ходе процесса заготовка помещается в пруд и выжидается некоторое время, после чего вынимается.
Среди других устройств на заводе есть высокочастотные машины, которые преобразуют ток частотой 50 Гц в ток частотой 200 КГц. Наиболее распространенная модель имеет максимальную мощность 200 кВт и оснащена катушкой из медной трубки с внутренней охлаждающей водой, расположенной на внешней стороне заготовки. В течение нескольких секунд поверхность заготовки становится красной, а когда она достигает заданной температуры, водяная рубашка распыляет закалочный раствор на поверхность для завершения процесса закалки.
В целом, станция термической обработки может похвастаться разнообразным оборудованием, включая упомянутое выше
Почему материалы Cr12 или Cr12MoV растрескиваются после термообработки?
Без информации о размерах и форме деталей, требованиях к термообработке и принятых методах термообработки выявить причины может быть очень сложно.
Оба эти виды стали относятся к той же категории высокохромистых лепидолитовых сталей, которые имеют склонность к растрескиванию в холодных условиях. Технология термообработки, необходимая для этой стали, также сложна.
Исходя из моего опыта, можно использовать следующие методы термообработки:
Для получения термической твердости и высокой износостойкости сталь может быть закалена при температуре 950-1000℃ и охлаждена маслом, в результате чего HRC>58. Для достижения лучших результатов температура закалки может быть увеличена до 1115-1130℃ с последующим охлаждением в масле.
Для тонких и изящных форм можно использовать воздушное охлаждение, а для уменьшения деформации рекомендуется охлаждение солевым раствором при температуре 400-450℃.
Закалка не должна проводиться при температуре 300-375℃, так как это может снизить вязкость инструмента и вызвать отпускную хрупкость. Важно проводить отпуск сразу после закалки.
Если закалка производится при температуре выше 1100℃, рекомендуется провести двух-трехкратный отпуск при температуре 520℃.
Важно отметить, что высокая температура закалки может привести к обезуглероживанию. Поэтому перед закалкой рекомендуется провести предварительную термическую обработку (сфероидизирующий отжиг).
Как отличить термически обработанные детали от нетермически обработанных?
Дополнения:
"Мастер случайно смешал необработанную деталь с партией хорошо термически обработанных деталей. Обе детали подверглись дробеструйной обработке, поэтому их невозможно отличить по цвету. Более того, их твердость находится в диапазоне HRC35-45, что также затрудняет их различение по твердости. Как же их отличить? Пожалуйста, не предлагайте разрезать заготовку для изучения металлографической структуры, так как это может повредить изделие".
Ответы:
Если вы не можете определить твердость или окислительный цвет термообработки, я предлагаю вам определить их по звуку при постукивании.
Металлографическая структура отливки и заготовки после закалка и отпуск отличается. Также есть разница во внутреннем потреблении, которое можно определить по звуку постукивания.
Что означает перегрев в термической обработке?
При превышении указанной температуры нагрева происходит укрупнение зерна и ухудшение различных механических свойств, таких как повышенная хрупкость, снижение вязкости, легкая деформация и растрескивание.
Чтобы избежать перегрева, важно контролировать температуру нагрева.
Если сталь пережжена, это невозможно исправить с помощью термообработки или механической обработки.
Причины и меры профилактики закалочные трещины в формах?
Причины:
- В материалах пресс-формы существует серьезная сегрегация карбида, которая может вызвать различные проблемы.
- Механическая обработка или холоднопластическая деформация могут повлиять на характеристики пресс-формы.
- Неправильная термообработка, например, слишком быстрый нагрев или охлаждение, использование неподходящей закалки охлаждающая средаСлишком низкая температура охлаждения или слишком длительное время охлаждения могут привести к проблемам.
- Сложные формы пресс-форм, неравномерная толщина, острые углы и резьбовые отверстия могут привести к чрезмерным тепловым и структурным нагрузкам.
- Слишком высокая температура нагрева при закалке пресс-формы может привести к перегреву или пережогу.
- Недостаточный или несвоевременный отпуск после закалки также может повлиять на характеристики пресс-формы.
- Повторный нагрев формы без промежуточного отжига после закалки может оказаться вредным.
- Неправильный процесс шлифовки во время термообработки также может привести к проблемам.
- Электроискровая обработка после термообработки может создать высокие растягивающие напряжения и микротрещины в закаленном слое.
Профилактические меры:
- Строгий контроль качества материалов для пресс-форм крайне важен.
- Для устранения сетчатых, полосчатых, цепных карбидов и улучшения однородности сфероидизированной ткани необходимо совершенствование технологии ковки и сфероидизирующего отжига.
- После механической обработки или холодной пластической деформации пресс-форма должна подвергнуться отжигу (>600℃) перед закалкой.
- Для сложных форм следует использовать асбест, чтобы заткнуть резьбовое отверстие, связать опасные участки и тонкие стенки, а также применять градуированную закалку или изотермическую закалку.
- Отжиг или высокотемпературный отпуск необходим при ремонте или обновлении пресс-формы.
- Пресс-форма должна быть предварительно нагрета перед закалкой, предварительно охлаждена во время охлаждения, и подходящий закалочная среда должны быть выбраны.
- Температура и время нагрева при закалке должны строго контролироваться, чтобы предотвратить перегрев и пережог пресс-формы.
- После закалки форму следует своевременно закалить, причем время сохранения тепла должно быть достаточным. Формы для высоколегированных сложных сплавов следует закаливать 2-3 раза.
- Выбор правильной техники шлифования и шлифовального круга имеет решающее значение.
- Необходимо усовершенствовать технологию электроискровой обработки и провести закалку с деформацией.
Как разогреть большой штамп для тисненияОсобенно для форм для резки кромок?
Для термообработки пресс-формы рекомендуется использовать вакуумную термообработку, чтобы минимизировать деформацию.
Для облегчения термообработки формы могут быть разделены на небольшие части и медленная резка следует использовать для обеспечения высокой точности, качественной обработки и минимальной деформации. Если зазор гарантирован, заусенцы будут незначительными. Рекомендуется проверить точность используемого устройства.
Кроме того, возможно, что прочность выпуклой формы может оказаться недостаточной. Также может возникнуть остаточное напряжение в листовой металл после термообработки, что приводит к деформации во время резки проволоки. Для смягчения этой проблемы предлагается рассмотреть возможность предварительного фрезерования с большими отверстиями для резки проволоки, а затем повторной термической обработки, оставляя запас в 3-4 мм.
Причины и профилактика появления мягкого пятна на поверхности пресс-формы?
Причины:
На поверхности формы до термообработки видны окисленный слой, пятна ржавчины и частичное обезуглероживание.
Если закалочная среда выбрана неправильно, или в ней содержится избыток или старение примесей, это может вызвать проблемы после закалки и нагрева пресс-формы.
Профилактические меры:
Перед термообработкой важно удалить все окислы и пятна ржавчины. Кроме того, очень важно правильно защитить поверхность штампа во время закалки и нагрева. Для нагрева рекомендуется использовать вакуумную электропечь, печь с соляной ванной или печь с защитной атмосферой.
В процессе закалки и нагрева важно выбрать подходящую охлаждающую среду. Если охлаждающая среда используется в течение длительного периода времени, ее следует регулярно фильтровать или заменять.
Плохая структура до термообработки?
Причины:
В исходной структуре штамповой стали часто наблюдается сильная сегрегация карбидов.
Это может быть связано с несовершенством технологии ковки, например, с использованием высоких температур нагрева, ограничением деформации, высокой температурой остановки ковки и медленной скоростью охлаждения, что затрудняет удаление сетчатых, полосчатых и цепочечных карбидов, препятствуя тем самым сфероидизирующему отжигу.
Кроме того, некачественная технология отжига сфероидов, например, слишком высокие или низкие температуры отжига или недостаточная изотермический отжиг время, может привести к неравномерной или плохой сфероидизации.
Профилактические меры:
При выборе пресс-формы стальной материалПри этом важно учитывать условия работы пресс-формы, объем производства, а также прочность и жесткость материала. Рекомендуется выбирать высококачественные пресс-формы стальной материал для обеспечения оптимальной производительности.
Для улучшения процесса ковки может потребоваться подготовительная термическая обработка нормализацией, которая поможет устранить неравномерность сетчатых и цепных карбидов и карбидов в сырье. В тех случаях, когда высокоуглеродистая штамповая сталь имеет сильное карбидное расслоение, не поддающееся ковке, в качестве метода обработки может быть использовано рафинирование твердым раствором.
Чтобы добиться желаемого сфероидизирующего отжига для кованых заготовок, необходимо сформулировать правильные технологические требования, основанные на закалке-отжиге и технологии быстрого равномерного сфероидизирующего отжига.
Кроме того, важно обеспечить равномерность температуры заготовки в печи за счет рациональной установки печи.
После закалки структура формы становится большой, что приводит к разрушению формы при ее использовании, что серьезно влияет на срок службы формы
Причины:
Перепутать сталь для пресс-формы - распространенная ошибка. Требуемая температура закалки для материала пресс-формы намного ниже, чем для реальной стали (например, сталь GCr15 не должна обрабатываться как сталь 3Cr2W8V).
Неправильная сфероидизация перед закалкой является основной причиной плохой сфероидизации формовочной стали.
К проблемам может привести либо слишком высокая температура нагрева при закалке формы, либо длительное время сохранения тепла.
Неправильное размещение формы в печи может привести к перегреву вблизи электрода или нагревательного элемента.
Формы со значительным изменением поперечного сечения требуют правильного выбора параметров процесса закалки и нагрева, чтобы избежать перегрева на тонком участке и под острым углом.
Профилактические меры:
Перед поступлением на склад сталь следует подвергать строгому контролю, чтобы не допустить смешивания и беспорядка.
Перед закалкой важно провести правильную ковку и отжиг для обеспечения хорошей сфероидизации.
Чтобы обеспечить правильную закалку и нагрев пресс-формы, необходимо правильно следовать технологическим спецификациям и строго контролировать температуру нагрева при закалке и время сохранения тепла.
Необходимо регулярно проверять и корректировать термометр, чтобы убедиться, что прибор работает правильно.
При нагревании формы в печи ее следует держать на соответствующем расстоянии от электрода или нагревательного элемента.
Как термически обработать сталь Cr12MoV для изготовления холодной пресс-формы?
Высокая твердость, высокая износостойкость и высокая прочность оптимизирующей обработки:
- 980 ~ 1200℃ закаливания;
- Закалка маслом (машинное масло)
- Закалка при 400℃ в течение одного раза
- Закаливание при 240℃ в течение одного раза
- HRC57~61
В чем причина растрескивания стали H13 после термообработки (температура закалки 1100℃, охлаждение маслом)?
Металлографический анализ позволяет определить наличие обезуглероживания на поверхности материалов. Обезуглероживание является распространенной причиной образования трещин.
H13 - широко используемый материал для экструзионных фильер, и требования к твердости этого материала не очень высоки.
Я рекомендую попробовать термообработку в диапазоне температур 1030-1050℃.
Какой материал обычно используется для направляющей колонны и направляющей втулки пресс-формы? Какую термообработку следует применять и какие характеристики должны быть достигнуты?
- Используйте углеродистую конструкционную сталь # 45 или углеродистую инструментальную сталь. Твердость закалки при термообработке составляет около HRC45, меньше HRC58~62. Она легко ломается даже при такой высокой твердости.
- Как правило, для высоких требований используются SKD61 или SKD11. Закалочная твердость термически обработанной штамповой стали H13 составляет около HRC51.
Как используется термообработка при изготовлении пресс-форм?
Роль термообработки в производстве пресс-форм:
- Повышение твердости и износостойкости, что увеличивает срок службы;
- Усиливается прочность и уменьшается деформация, что обеспечивает точность и прецизионную стабильность формы.
Анализ причин отказа пресс-форм
Большинство отказов пресс-форм вызвано разрушением, износом и деформацией, а основными причинами являются неправильная термообработка и некачественная механическая обработка пресс-формы. Поэтому тщательный выбор материалов, правильная формулировка процесса термообработки и повышение качества термообработки имеют решающее значение для продления срока службы пресс-формы.
Термообработка пресс-формы включает в себя предварительную и окончательную термообработку, конечной целью которой является достижение хорошего качества поверхности, прочности, пластичности и вязкости пресс-формы.
Причины падения кусков штамповой стали Cr12mov на куски после термообработки
Возможные причины:
Во время закалки, если температура превышает рекомендуемый предел, это может привести к перегреву, что влечет за собой ряд проблем, таких как крупное зерно, серьезное обезуглероживание, большие мартенситКрупнозернистое разрушение, низкая вязкость и пониженная пластичность.
Высокая температура нагрева и длительное время сохранения тепла также могут привести к сильному обезуглероживанию поверхности материала, крупнозернистой структуре, слабой силе сцепления и значительному снижению пластичности. Поэтому очень важно поддерживать соответствующую температуру и время в процессе закалки, чтобы избежать подобных проблем.
Предложения:
- Проверьте отопительное оборудование;
- Отрегулируйте температуру и время закалки и отпуска;
- Провести испытания процесса термообработки образца и провести необходимый анализ эксплуатационных характеристик.
Преимущества термообработки в соляной ванне?
Преимущества:
- Равномерный нагрев, малая деформация
- Небольшое количество декарбонизации без окисления
- Быстрый нагрев позволяет быстро преобразовать внутреннюю структуру заготовки
- Хорошая теплоизоляция и равномерность нагрева
- Его можно нагревать путем обработки твердым раствором
- Широкие возможности применения
- Способны проводить примерно некислую обработку поставок
Недостатки:
- Плохая рабочая среда, заготовка в той или иной степени подвержена коррозии
- Срок службы относительно короткий
- Рабочее пространство небольшое, а мощность большая
- Отходы соли загрязняют окружающую среду
Какой метод используется для проверки эффекта термообработки?
- Просто проверьте твердость поверхности
- Проверьте глубину закаленного слоя, твердость центра, класс структуры закаленной металлографии и класс структуры закаленной металлографии.
Критическое значение твердости закаленной глубины=Минимальная твердость закалки×0,8。
Какова роль обработки материала пресс-формы глубоким охлаждением?
Обработка глубоким охлаждением - это продолжение процесса охлаждения заготовки после закалки.
Применяется в формовочной промышленности, в основном, для холодной формовочной стали, быстрорежущей стали, подшипниковая стальХолодные пресс-формы и фитинги для пресс-форм
Глубокое охлаждение изменяет некоторые связанные с ним механические свойства. Основные функции следующие:
Каковы причины взрыва при термообработке Cr12MoV?
- Охлаждающая среда охлаждается слишком быстро (нельзя использовать соленую воду, чистую воду и т. д.)?
- Перед закалкой он может быть отожжен неправильно, что приведет к чрезмерной внутреннее напряжение
- Плохая металлургия материала (неметаллические включение, полосчатая структура, эвтектический карбид)
- При закалке температура печи повышается слишком быстро
- Несвоевременный отпуск
Что такое упрочнение без термической обработки?
Обработка поверхности:
Такие как жесткие хромирование для повышения износостойкости деталей.
Выстрел упрочнение укрепление:
Усталостная прочность деталей может быть значительно повышена при переменном напряжении.
Прокат:
Прокатный инструмент используется для давления на поверхность металлических деталей при комнатной температуре. Это вызывает пластическую деформацию и изменяет микрогеометрическую форму поверхности металла. Таким образом, улучшается гладкость поверхности, усталостная прочность, износостойкость и твердость деталей.