Работа с гильотинными ножницами: Советы и техника экспертов
Вы когда-нибудь задумывались, как достигается точность резки в тяжелом оборудовании? В этой статье раскрываются секреты работы и настройки гильотинных ножниц. Узнайте, как обеспечить безопасность, сохранить эффективность и каждый раз добиваться идеального реза. Приготовьтесь изучить основные этапы и советы экспертов, которые делают все возможное.
a. Ознакомьтесь с содержанием руководства и поймите основную конструкцию машины, способ эксплуатации и меры предосторожности при обслуживании.
b. Очистите поверхность машины от антикоррозийное покрытие масло, что можно сделать с помощью бензина или керосина, но не растворяющего моющего средства.
c. Перед заправкой очистите масляный бак. В масляном баке не должно быть никаких загрязнений. Залейте новое масло, YB (c) -N32 или YB (c) -Гидравлическое масло N46фильтруется с помощью топливораздаточной колонки с точностью фильтрации не менее 5 мкм, пока уровень масла не превысит четыре пятых положения, указанного уровнемером. Гидравлическое масло Mobil AFT-25 обладает наилучшим эффектом после многократных испытаний. Противоизносное гидравлическое масло YB-N32 рекомендуется использовать при низких температурах (около 5 ℃) в зимний период. Дайте машине некоторое время поработать на холостом ходу и при необходимости установите в гидравлическую систему обогреватель. Температура масла в гидравлической системе при нормальной работе не должна превышать 75 ℃. Если температура масла слишком высока, установите охладитель.
d. Добавьте смазку во все подвижные части в соответствии с инструкцией. e. Включите электропитание, установите переключатель электрического шкафа в положение "1", не запускайте двигатель масляного насоса и проверьте, нормально ли работают гидравлические клапаны и соответствующие электрические компоненты в соответствии с различными технологическими характеристиками и режимами работы.
Эксплуатация машины
(1) Нажмите кнопку запуска двигателя, чтобы запустить главный двигатель, проверьте, соответствует ли направление вращения двигателя направлению вращения, указанному на табличке масляного насоса, и проверьте направление вращения двигателя, наблюдая за муфтой.
Если он не соответствует, немедленно прекратите.
При изменении направления вращения двигателя специалисты должны отключить электропитание и изменить фазу входящей линии.
При наличии воздуха в системе трубопровода поочередно несколько раз нажмите кнопки "Пуск" и "Стоп". После того как воздух будет удален, масляный насос может перейти в нормальный режим работы.
(2) Подробные операции по программированию нового изделия должны выполняться после детального ознакомления с руководством по эксплуатации электрической системы и руководством по эксплуатации.
Регулировка машины
Станок был точно отрегулирован и проверен перед отправкой с завода. Однако во время транспортировки все настройки могут измениться. Поэтому перед началом эксплуатации необходимо выполнить следующие проверки.
(1) Регулировка зазора между лезвиями
Зазор между ножами станка автоматически регулируется системой числового программного управления. От того, правильно ли отрегулирован зазор ножа, напрямую зависит качество стрижки листовой металл и срок службы лезвия.
Для получения высококачественной режущей торцевой поверхности необходимо выбрать разумный зазор между лезвиями в зависимости от материала, подлежащего резке. Для регулировки зазора между лезвиями рекомендуется использовать следующие методы.
В качестве эталона для настройки используется низкоуглеродистая сталь с пределом прочности σB = 370-400 МПа и удлинением δ = 35%, а зазор между лопатками выбирается в зависимости от 8% толщины листа. Для средних и высокоуглеродистая сталь с низким удлинением, величина зазора между лезвиями должна быть больше, чем у низкоуглеродистой стали равной толщины.
При стрижке нержавеющей стальная пластинаЗазор лезвия зависит от его удлинения, а лезвие для стрижки нержавеющей стали должно использоваться потому, что удлинение некоторых видов нержавеющей стали выше, чем у высокоуглеродистой стали с той же прочностью.
Внимание:
a) После регулировки зазора между ножами машина должна хотя бы раз проработать вхолостую перед началом формальной стрижки.
b) При стрижке пластичных материалов зазор между лезвиями должен быть немного меньше; при стрижке хрупких материалов зазор между лезвиями должен быть немного больше.
c) После регулировки зазора между лезвиями каждый раз выполняйте пробную резку.
(2) Регулировка угла сдвига
Угол стрижки автоматически регулируется системой числового управления.
Угол сдвига можно изменить, регулируя количество масла в верхней камере вспомогательного масляного цилиндра.
Увеличение угла сдвига облегчает деформацию заготовки, а уменьшение - повышает вероятность образования заусенцев.
Внимание:
a) После каждой регулировки угла стрижки машина должна проработать вхолостую, по крайней мере, один раз, прежде чем приступить к официальной стрижке.
b) Если требования к резке не высоки, минимальная ширина узкого материала, который можно разрезать, не должна быть меньше 3-кратной толщины листа; в противном случае возможно повреждение лезвия.
c) Для получения гладких частей, не подверженных деформации, минимальная ширина пластины должна превышать толщину пластины в 15 раз, но не менее 80 мм.
г) Чем больше ширина сдвигаемого листа, тем меньше деформация.
(3) Снятие и установка лезвия
Нет.
Имя
Нет.
Имя
1
Держатель для инструментов
5
Прессовочный цилиндр
2
Верхнее лезвие
6
Переднее ограждение
3
Нижнее лезвие
7
Крышка
4
Рабочий стол
8
Регулировочный винт
Стандартная конфигурация верхнего и нижнего ножей станка представляет собой две части ножа для сращивания, что имеет преимущество удобной заточки и не требует специального шлифовального станка.
Длина верхнего и нижнего лезвий может быть изменена в соответствии с потребностями пользователей.
a) Снятие лезвия
Запустите станок, отрегулируйте зазор между ножами до максимального значения 0,64 мм, отрегулируйте угол среза до 1,0°, сделайте несколько циклов движения держателя инструмента вверх и вниз, закройте станок, снимите защитное ограждение и крышку прижимного цилиндра.
Сначала снимите нижнее лезвие:
Ослабьте все винты крепления двух нижних ножей, удерживайте один нижний нож с помощью длинного деревянного квадрата в задней части станка, чтобы предотвратить его опрокидывание назад, открутите винты на ноже и вытащите нож из боковой части станка.
Аналогичным образом снимите второе лезвие.
Затем снимите верхнее лезвие:
Ослабьте все винты крепления двух верхних ножей, поместите два подходящих деревянных квадрата между одним верхним ножом и верстаком и зафиксируйте верхний нож. Выкрутите винты на лезвии, медленно ослабьте деревянные квадраты и вытащите верхнее лезвие из боковой части станка.
Аналогичным образом снимите второе верхнее лезвие.
b) Установка лопастей
Порядок установки лезвия обратен порядку снятия лезвия.
Сначала установите верхнее лезвие:
Вставьте два подходящих деревянных бруска с одного конца между держателем инструмента и верстаком, вставьте верхнее лезвие с этого конца, удерживая его двумя деревянными брусками, и установите винты на лезвие, не затягивая.
Затем таким же образом установите другое верхнее лезвие.
С помощью этих двух деревянных квадратов прижмите верхнее лезвие кверху, чтобы оно полностью прилегало к поверхности прилегания кромки лезвия в держателе инструмента.
Затем поочередно затяните винты на лезвии от ножевого соединения к кромке.
Точно так же затяните винты лезвия на другом лезвии.
Затем установите нижнее лезвие:
Вставьте два нижних ножа с обеих сторон станка и удерживайте нижний нож с помощью длинного деревянного квадрата в задней части станка.
Сначала установите все винты, а затем поочередно затяните винты нижнего лезвия от ножевого соединения до обоих концов.
После установки верхнего и нижнего ножей поочередно установите защитную пластину и защитное ограждение.
Внимание:
a) При снятии лезвия оно тяжелое и острое. Оператор должен быть очень осторожен и надевать перчатки перед работой.
b) Усилие затяжки винта лопасти составляет 35 Н - М.
(4) Шлифовка лезвий
Лезвие необходимо регулярно затачивать.
После того как лезвие затупится, если его продолжать использовать, внешняя зернистая структура лезвия будет повреждена из-за чрезмерного давления, что приведет не только к повреждению машины, но и к низкому качеству стрижки.
После шлифовки лезвия можно удалить зерна во внешнем слое.
Верхнее и нижнее лезвия станка имеют четыре режущие кромки. Шлифовка требуется, если радиус галтели лезвия превышает 0,25 мм.
Величина односторонней заточки составляет 0,5 мм, а припуск на заточку каждого лезвия - 4 мм (2 мм с одной стороны).
Если шлифовка лезвий обычно используемых ножниц для резки пластин осуществляется в соответствии с этим методом, количество шлифовки будет наименьшим, а срок службы - наибольшим.
(5) Регулировка равномерности зазора между лезвиями
После шлифовки или замены лезвия необходимо повторно проверить и отрегулировать равномерность зазора лезвия следующим образом:
a) Запустите станок, установите угол среза на 0°, сделайте верхний и нижний ножи параллельными и отрегулируйте зазор между ножами до максимального значения 0,64 мм.
b) Выключите масляный насос и вручную отрегулируйте дроссельную заслонку на 120, чтобы держатель инструмента медленно двигался вниз, пока верхнее и нижнее лезвия не совпадут на 1-2 мм по всей длине.
Другими словами, закройте дроссельную заслонку, чтобы держатель инструмента не скользил вниз.
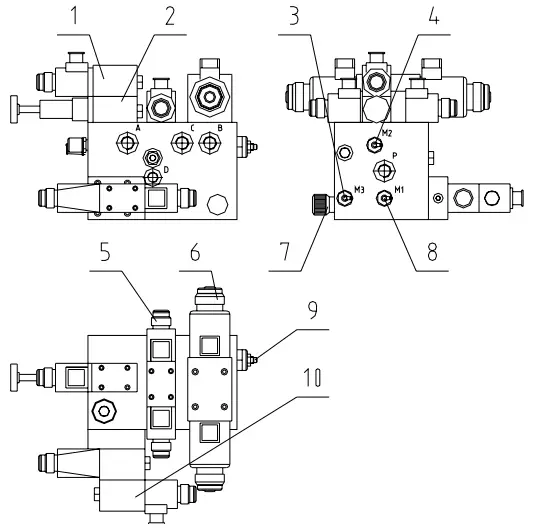
Расположение клапанных стеков
Нет.
Артикул
1
Клапан управления цилиндром давления 140
2
Редукционный клапан баллона давления 50
3
Точка измерения давления в опоре нижней камеры
4
Точка измерения давления в баллоне
5
Клапан управления углом сдвига 70
6
Клапан управления упором для инструмента 60
7
Дроссельная заслонка 120
8
Основная точка измерения давления
9
Опорный клапан нижней камеры 80
10
Клапан управления главным давлением 20 / 30
c) Откройте дверцу электрошкафа, нажмите и удерживайте контактор переменного тока 1KM2, который уменьшает зазор между лопастями, контролируйте фактическое значение зазора между лопастями с помощью маховика, отрегулируйте зазор между верхней и нижней лопастями до минимального значения 0,08 мм и закройте дверцу электрошкафа.
d) Ослабьте упорные винты и гайки на двух опорах тарельчатых пружин, ослабьте гайки на четырех регулировочных винтах распорки сзади и отрегулируйте четыре регулировочных винта так, чтобы расстояние от обоих концов верхнего лезвия до обоих концов нижнего лезвия было одинаковым (при регулировке одного конца необходимо одновременно отрегулировать верхний и нижний регулировочные винты).
Измерьте щупом; зазор должен составлять от 0,05 мм до 0,1 мм.
Затем затяните гайки на четырех регулировочных винтах, упорные винты и гайки на двух опорах тарельчатых пружин.
Конструктивный чертеж направляющей для упора инструмента
Нет.
Артикул
1
Турбочервячный редуктор
2
Регулировочный винт
3
Регулировочная гайка
4
Опора тарельчатой пружины
5
Сальник
e) Отрегулируйте регулировочный винт на держателе инструмента слева направо и проверьте зазор между кромками с помощью щупов 0,05 мм и 0,1 мм. Убедитесь, что щуп 0,05 мм может пройти, а щуп 0,1 мм - нет.
f) После выключения перезапустите станок, отрегулируйте угол сдвига до максимума, затем закройте масляный насос. Отрегулируйте дроссельную заслонку на 120, чтобы держатель инструмента опускался медленно, и проверьте, соответствует ли зазор между лезвиями каждой секции первоначально установленному значению зазора в системе.
Если нет, ослабьте четыре регулировочных винта на задней стороне и отрегулируйте зазор между лезвиями до значения, соответствующего первоначально установленному зазору в системе.
g) Затяните стопорную втулку на потенциометре и отрегулируйте положение путевого переключателя регулировки зазора.
(6) Регулировка заднего стопора
Задняя заглушка
Нет.
Артикул
1
Контргайка
2
Регулировочный винт
3
Винт M8 × 30(GB70-85)
4
Винт M8 × 35(GB85-88) Гайка M8 (GB6170-86)
a) Регулировка угла
Угол поверхности позиционирования заднего упора должен соответствовать углу хода держателя инструмента. В противном случае при изменении угла сдвига изменится поверхность позиционирования заднего упора, и позиционирование заднего упора будет неточным.
При проверке угла наклона поверхности фиксации заднего упора установите циферблатный индикатор на стенки с обеих сторон машины и направьте головку на поверхность фиксации.
Когда держатель инструмента опускается вниз, изменение показаний циферблатного индикатора не должно превышать 0,05 мм.
Если он превышает 0,05 мм, отрегулируйте винты M8×30 (GB70-85) и M8×35 (GB85-88).
b) Регулировка параллельности
Ослабьте контргайку, поверните регулировочный винт, измерьте расстояние от обоих концов поверхности фиксации заднего упора до нижней кромки ножа с помощью глубинной линейки, а затем затяните контргайку, если погрешность не превышает 0,05 мм.
Попробуйте разрезать пластину и проверьте параллельность. Если есть отклонения, продолжайте регулировку.
Расстояние от середины поверхности фиксации заднего упора до нижней кромки ножа должно быть немного больше, чем на обоих концах.
Если отклонение расстояния от обоих концов поверхности фиксации заднего упора до нижней кромки ножа слишком велико, ослабьте винты, поддерживающие переходную пластину, соединяющую серводвигатель. Затем ослабьте соединительные винты между опорой и переходной плитой, чтобы можно было ослабить синхронный зубчатый ремень.
Затем поверните шариковый винт с одной стороны, чтобы расстояние от обоих концов поверхности фиксации заднего упора до нижней кромки ножа было почти одинаковым.
Затем установите синхронный зубчатый ремень, затяните соединительные винты и натяните синхронный зубчатый ремень.
Затем отрегулируйте параллельность, метод регулировки такой же, как и выше.
(7) Регулировка давления в гидравлической системе
Значения давления на станке были установлены в соответствии с рабочими характеристиками перед отправкой с завода.
Пользователю не нужно регулировать его самостоятельно, но после капитального ремонта машины или замены гидравлических компонентов может потребоваться регулировка.
Если пользователю необходимо отрегулировать давление в системе, клапан 30 должен быть отрегулирован в соответствии с максимальным рабочим давлением (25 МПа) гидравлической системы.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Как обеспечить безопасную работу гильотинных ножниц и продлить срок их службы? В этой статье рассматриваются основные методы технического обслуживания гильотинных ножниц - от ежедневных проверок до ежегодного капитального ремонта. Вы узнаете важнейшие...
Как часто нужно смазывать гильотинные ножницы, чтобы обеспечить их оптимальную работу? В этой статье мы рассмотрим основные методы смазки, которые обеспечивают бесперебойную работу этого жизненно важного оборудования.....
Вы когда-нибудь задумывались о том, как массивные листы металла точно разрезаются с минимальными усилиями? В этой статье мы исследуем увлекательный мир гидравлических гильотинных ножниц. Вы узнаете о...
Вы когда-нибудь сталкивались с необходимостью замены ножей на гидравлических гильотинных ножницах? Это подробное руководство проведет вас через весь процесс, обеспечивая безопасность и точность на каждом этапе. От первоначальной разборки...
Что отличает гидравлические гильотинные ножницы от ножниц с поворотной балкой и почему эти различия важны для ваших проектов по металлообработке? В этой статье рассматриваются основные различия, включая движение ножа, ножницы...
Что приводит к выходу из строя гидравлической системы гильотинных ножниц? В этой статье рассматриваются такие распространенные проблемы, как потеря давления, неисправность клапанов и автоматическое падение прижимной лапки.....
Вы когда-нибудь задумывались о том, как точность и эффективность сочетаются в промышленной резке? В этой статье мы исследуем увлекательный мир гильотинных ножниц, подробно рассказывая об их преимуществах и проблемах. Узнайте, как механические...
Ваши гильотинные ножницы делают неровные срезы? В этом руководстве описаны основные шаги для обеспечения точной работы ваших ножниц. Вы узнаете, как измерить геометрическую точность, проверить выравнивание лезвий,...
Почему ваши гильотинные ножницы иногда не запускаются, режут неточно или работают неправильно? В этой статье рассматриваются распространенные неисправности гильотинных ножниц и даются практические советы по их устранению.....