Как гибочный станок может произвести революцию в обработке листового металла? В этой статье рассматриваются три инновационные технологии для листогибов: сплющивание, скругление и фигурная гибка. Поняв эти методы, читатели смогут узнать, как повысить эффективность, снизить затраты и добиться превосходных результатов при изготовлении металлических изделий. Независимо от того, являетесь ли вы опытным профессионалом или новичком в этой области, данное руководство содержит ценные сведения об оптимизации процессов гибки листового металла с помощью современного оборудования.
В Европе и Северной Америке компании уже давно борются со значительными затратами на рабочую силу, особенно острыми в странах Северной Европы. Это экономическое давление стало движущей силой, побуждающей промышленность к автоматизации и интеллектуальным производственным решениям.
Для решения этих проблем предприятия этих регионов неизменно уделяют приоритетное внимание стратегиям, направленным на повышение эффективности производства при одновременном снижении трудозатрат. Такое внимание стало катализатором волны инициатив в области автоматизации и "умного" производства: все больше компаний инвестируют в передовое оборудование и осваивают полностью автоматизированные, беспилотные производственные линии.
Переломный момент в этой технологической эволюции произошел в 1977 году, когда компания Salvagnini представила первый в мире листогиб P4. Эта новинка стала важной вехой в технологии формовки листового металла. Панелегибочный станок Salvagnini P4 произвел революцию в отрасли благодаря своим новаторским характеристикам:
Универсальные гибочные инструменты: Эти универсальные инструменты обеспечивают беспрецедентную гибкость при выполнении гибочных операций, сокращая время наладки и повышая производительность.
Интеграция роботов: Внедрение роботизированных систем позволило автоматизировать обработку материалов и манипулирование деталями, что еще больше оптимизировало производственный процесс.
Гибкая автоматизация: В P4 появились адаптивные системы управления, которые могут регулировать параметры гибки в режиме реального времени, обеспечивая стабильное качество деталей различной геометрии.
За четыре десятилетия с момента своего появления панелегибочный станок P4 постоянно развивался, воплощая в себе достижения в области материаловедения, систем управления и цифрового производства. Благодаря этому постоянному развитию технология находится на переднем крае гибкой, автоматизированной формовки листового металла, позволяя производителям удовлетворять постоянно растущие требования к точности, скорости и индивидуальности в современном промышленном производстве.
Влияние инноваций Salvagnini выходит за рамки технологии гибки. Она сыграла решающую роль в формировании более широкого ландшафта интеллектуального производства, повлияв на развитие интегрированных производственных систем и способствуя реализации концепций Индустрии 4.0 в производстве листового металла.
Панелегибочный станок salvagnini
P1 Гибка листового металлаs
P1 Lean листогиб (рис. 1) - самая маленькая модель в семействе панелегибочных станков Salvagnini, с большой длиной профилирования 1250 мм, полным сервоприводом, высокой скоростью и средним потреблением энергии всего 3 кВт/ч в час.
Небольшой размер станка позволяет изготавливать мелкие детали, что делает его очень экономичным.
Компактный листогиб P2L-21
Панелегибочный станок P2L-21 Compact (рис. 2) является основным оборудованием, используемым в индустрии коммерческих кухонь, с длиной формовки 2180 мм.
Новое поколение P2L использует прямой привод серводвигателя, который может удовлетворить большинство требований к обработке панельных изделий площадью 6м×3м. Гибридный привод цилиндра обеспечивает долгосрочную стабильность оборудования и снижает нагрузку на обслуживание, а среднее потребление энергии составляет всего 5 кВт/ч в час.
P4-2116 Стандартный панелегиб HPT
P4-2116 HPT - это стандартный панелегиб с полуавтоматической загрузкой и выгрузкой (рис. 3), который можно использовать во время производства машины. Операции по загрузке и разгрузке могут выполняться без прерывания производства, что значительно повышает эксплуатационную готовность станка.
Будучи стандартным панелегибом, P4 может быть оснащен дополнительными опциями для расширения производственных мощностей, что делает его идеальным оборудованием для нескольких крупных производителей холодильников.
Гибкая производственная система S4+P4
S4+P4 FMS может обеспечить производство более разнообразных и небольших партий продукции, которой еще нет в наличии.
Что такое панелегиб?
Ранее формовка панелей осуществлялась на специализированных производственных линиях или на ручных листогибочных станках. Панелегибочные станки имеют естественные преимущества перед листогибочными машинами при обработке панелей, включая экономию труда и скорость, а также хорошую повторяемость и однородность заготовок.
С появлением панелегибочного станка Salvagnini, формовка листового металла впервые вступила в эпоху полной автоматизации.
Существует три основных типа традиционной гибки и формовки листового металла:
ручная гибка
полуавтоматическая гибка
сгибание клеток робота
Однако, несмотря на растущий уровень автоматизации, узкое место в эффективности не устранено.
В панелегибочном станке нет необходимости менять штамп, рабочий ход короткий, подача быстрая, а для "ввода" и "вывода" листа требуется только один оператор.
Одна машина может плавно завершить позиционирование листа за один проход для четырехсторонней гибки... Порядок, эффективность и интеллект могут быть такими простыми.
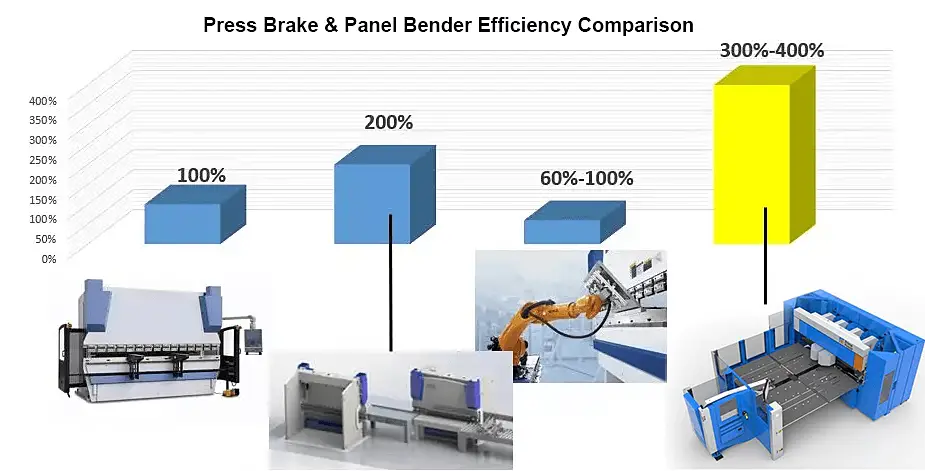
Общая производительность панелегибочного станка в 3-4 раза выше, чем у ручного гибочного станка.
Панелегибочные станки могут удовлетворить любые потребности пользователей в гибке благодаря своим экономичным, быстрым и энергоэффективным возможностям.
Высокоинтеллектуальная система управления обеспечивает эффективную гибку различных заготовок, что делает панелегибочный станок революционной альтернативой традиционным листогибочный пресс машины.
Однако из-за высоких единовременных инвестиционных затрат они не получили широкого распространения в большинстве стран. обработка листового металла пользователи.
Принцип работы панелегибочного станка
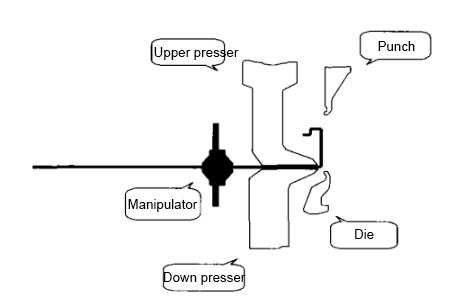
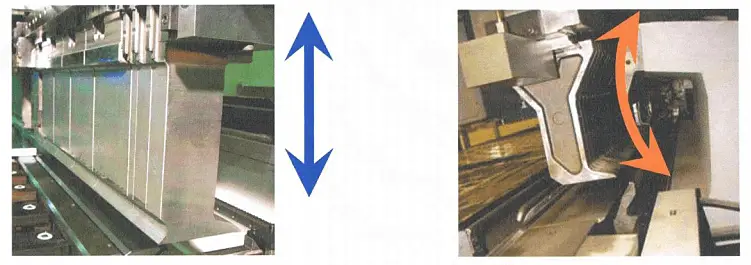
Панелегибочный станок имеет новую концепцию конструкции, которая предусматривает гибку верхним ножом вниз, а нижним - вверх, без ограничения количества гибов.
Изгибающие силы распределяются в поперечном направлении и создаются колеблющимися компонентами, а именно изгибающими ножами.
Сила реакции связывания создается двумя компонентами, которые прочно зафиксированы на листе.
С ростом спроса на высокогибкую автоматическую обработку растет потребность в простом и экономящем время процессе гибки.
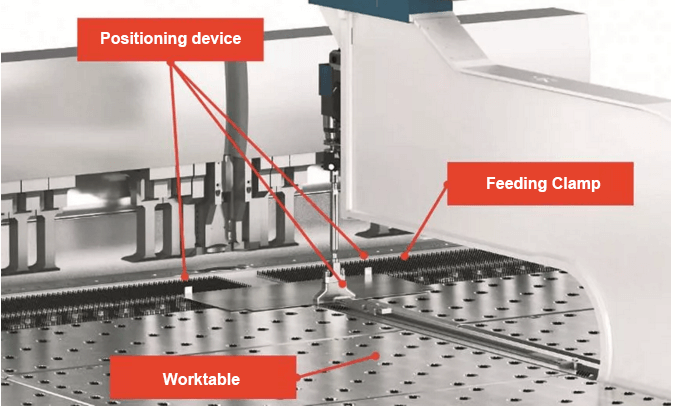
Листогибочный станок с ЧПУ оснащен уникальным двусторонним гибочным механизмом, который поддерживает горизонтальное положение листового материала в процессе гибки, избегая переворота в пространстве. Он включает в себя такие функциональные компоненты, как устройство позиционирования, автоматическая смена штампа и оператор, что позволяет достичь быстрой, высокогибкой и автоматической обработки.
По сравнению с листогибочным прессом панелегибочный станок с ЧПУ (см. рис. 1) не требует замены штампа, имеет короткий рабочий ход, быструю скорость подачи, более высокую общую эффективность и обеспечивает гибкость производства.
Рисунок 1 Станок для гибки панелей с ЧПУ
Успешная разработка и продвижение продукции выдвинули на первый план задачу удовлетворения разнообразных технологических потребностей различных заготовок. В настоящее время эта проблема является ключевой в развитии технологии гибочных станков.
Благодаря характеристикам свободной гибки гибочный станок обеспечивает большую гибкость при разработке технологического процесса. Она не требует изменения формы или перенастройки. Комбинируя верхний и нижний гибочный штамп С помощью компрессионного штампа можно выполнять различные виды гибки, что обеспечивает превосходную производительность.
В этой статье мы рассмотрим особенности реализации процесса панельного гиба на примере типичных заготовок из различных отраслей промышленности.
Процесс сплющивания
Процесс сплющивания, также называемый подшивкой краев, является распространенной техникой, используемой в листовой металл Гибка. Он повышает прочность кромки листового металла и одновременно делает ее гладкой без необходимости полировки.
Чтобы добиться сплющивания на листогибочной машине, необходимо выполнить два процесса гибки. Сначала используется пуансон с острым углом 30° и глубоким V-образным пазом для гибки под углом от 30° до 45°. Затем для прессования материала используется плющильный штамп.
С другой стороны, когда панелегибочный станок выполняет процесс сплющивания, нет необходимости изменять форму. Гибочная балка и прижимная балка совместно производят различные эффекты сплющивания, включая процесс сплющивания дна при подшивке.
Для прямого и обратного сплющивания на панелегибочном станке нет необходимости переворачивать лист. Вместо этого он укладывается плашмя на поверхность стола и сгибается под углом от 30° до 45° с помощью обычного процесса гибки. Сформированный угол гиба затем переносится на нижний штамп стол и расплющивается с помощью прессовочного штампа. Весь процесс занимает всего несколько секунд, как показано на рис. 2.
Если после сплющивания (рис. 3) требуется гибка, то с этой задачей справится непосредственно панелегибочный станок.
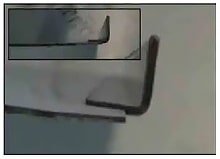
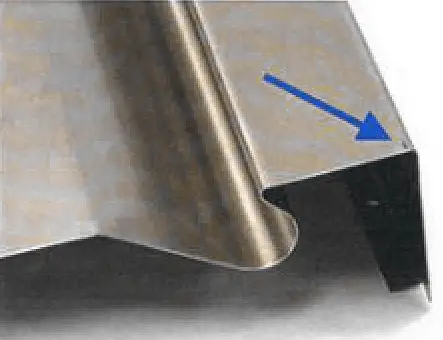
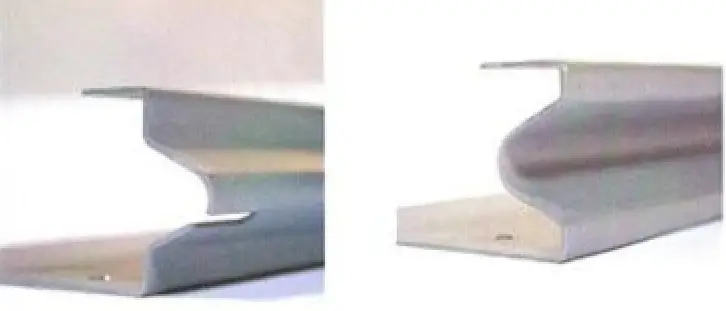
В распределительных устройствах и лифтовой промышленности иногда требуется особый тип уплощения, называемый "уплощением проема" (как показано на рис. 4), для повышения прочности и улучшения ощущения кромки двери.
Для этого панелегибы могут работать в комбинации с гибочной и компрессионной балкой, что позволяет легко создавать различные размеры и углы изгиба за первый проход, а затем быстро достигать желаемого конечного эффекта сплющивания.
Рисунок 4 Процесс сплющивания с отверстиями
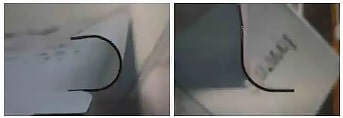
Процесс округления
Процесс скругления (как показано на рисунке 5) в настоящее время является необходимым этапом для большинства производителей при изготовлении заготовок. Для выполнения этого процесса требуются специальные пресс-формы. Однако для разных углов и радиусов дуги требуются разные пресс-формы, изготовление которых может быть дорогостоящим и трудоемким.
В отличие от гибочного станка для достижения эффекта скругления требуется только дополнительный процесс гибки. Благодаря возможности эффективной и непрерывной автоматической гибки дуга может быть сформирована путем комбинирования нескольких малоугловых изгибов. Этот метод не только позволяет добиться идеальных результатов, но и не прерывает непрерывную обработку заготовки.
При использовании традиционного метода гибки, даже если использовать большее количество сегментов, на внешней стороне дуги, образующейся при непрерывной гибке, в конечном итоге появятся складки. Это связано с механизмом обработки панелегибочного станка, который не может удовлетворить технологические требования к некоторым промышленным изделиям.
Являясь ведущим поставщиком оборудования для листового металла с многолетним опытом исследований и разработок, мы постоянно тестировали и в итоге разработали новую схему реализации процесса дуги. Благодаря взаимному сотрудничеству фальцевального штампа, обработки и формовки плунжера, складки теперь появляются на внутренней стороне дуги, что не влияет на гладкость поверхности.
Это повысило эффективность формовки, и мы можем предложить подходящую схему дугового процесса в соответствии с различными размерами дуги и требованиями к точности, экономя время и повышая эффективность при соблюдении технологических требований.
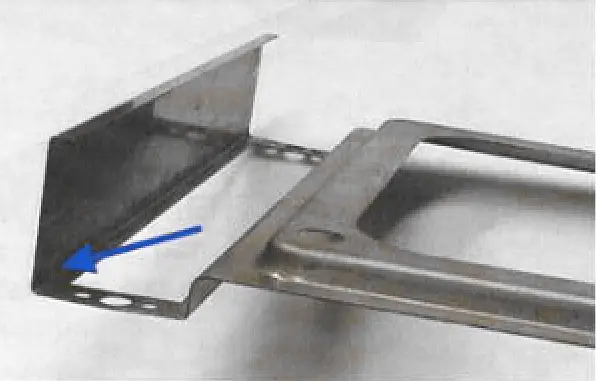
Преимущество технологии обработки на панелегибочном станке заключается не только в экономии времени и денег, но и в обработке заготовок, с которыми не могут справиться обычные гибочные станки. Например, для боковой монтажной панели, показанной на рисунке 6, требуется всего две обработки с одной стороны - формовка под углом 90° и формовка по дуге 1/4.
При обработке на гибочном станке сначала сгибание на 90° не позволит обработать дугу, а сгибание сначала на 1/4 дуги, а затем обработка прямой кромки на 90°, безусловно, повлияет на уже обработанную поверхность дуги. Однако этого можно легко добиться с помощью панелегибочного станка, эффективно и с высокой точностью.
Рисунок 6 Боковая монтажная панель
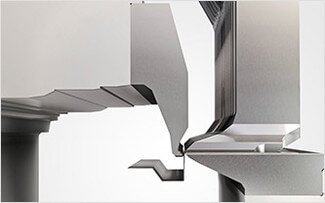
Процесс фигурной гибки
Фигурная гибка - это широкий термин, обозначающий процесс получения различных форм небольшого размера с помощью свободной траектории гибки и комбинации матриц панелегибочного станка.
Например, U-образная гибка с отверстием менее 6 мм, небольшая Z-образная гибка с разницей в шаге 1 мм, N-образная гибка различных малых размеров и так далее. Примеры см. на рисунке 7.
Рисунок 7 Обычные фасонные гибочные детали
Несмотря на то, что эти формы могут быть в конечном итоге обработаны на прессе тормозная машинаОни могут быть обработаны за один проход с помощью панелегиба.
Весь процесс не требует замены пресс-формы или обточки поверхности, особенно при обработке крупных деталей. Это позволяет снизить трудозатраты и обеспечить более высокую и стабильную точность обработки.
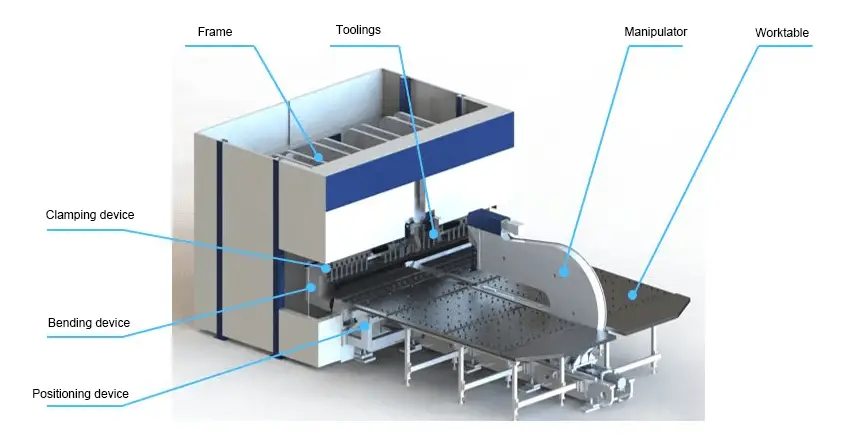
Структура панелегибочного станка
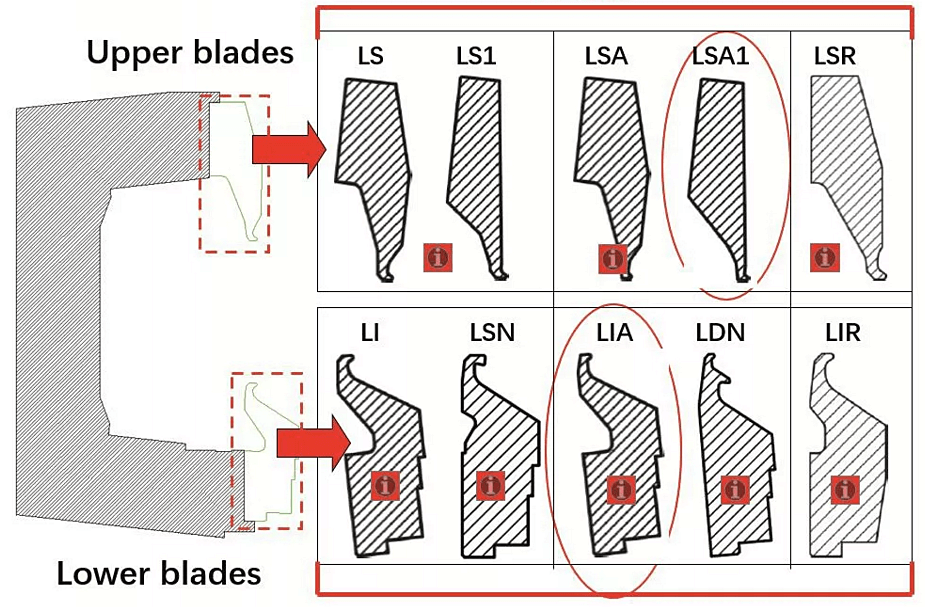
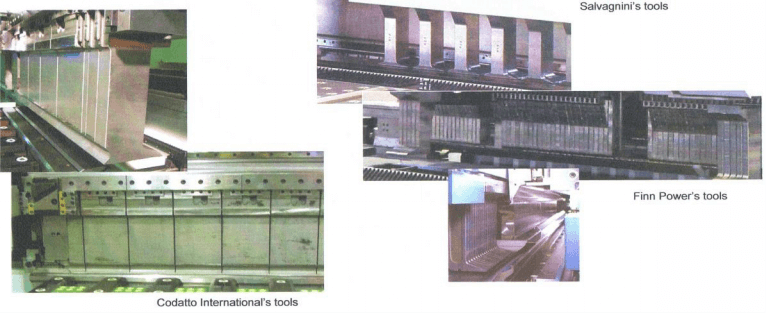
1. Универсальная оснастка и гибочный нож
В панелегибе используется универсальная, регулируемая оснастка с верхним и нижним гибочными ножами, что устраняет необходимость в большом количестве гибочных инструментов в зависимости от формы и размера заготовки. Это значительно снижает стоимость и время изготовления пресс-форм и инструментов, а также время подготовки верхних и нижних пресс-форм и инструментов.
Это также сокращает запасы пресс-форм и инструментов, что облегчает управление производством. Кроме того, отсутствие необходимости разрабатывать и изготавливать специальные пресс-формы и инструменты для каждого изделия сокращает цикл разработки новых продуктов, повышая конкурентоспособность предприятий на современном рынке с растущей конкуренцией.
2. Быстрые и эффективные системы автоматической регулировки пресс-формы
При складывании деталей коробчатой формы необходимо отрегулировать длину пресс-формы в соответствии с длиной внутреннего края заготовки. Существует три способа регулировки.
Первая настройка выполняется вручную и занимает 3 минуты.
Второй тип - полуавтоматическая регулировка, занимающая 90 секунд.
Третий тип - автоматическая регулировка (ALA), которая совпадает с другими этапами работы, поэтому время на регулировку не требуется.
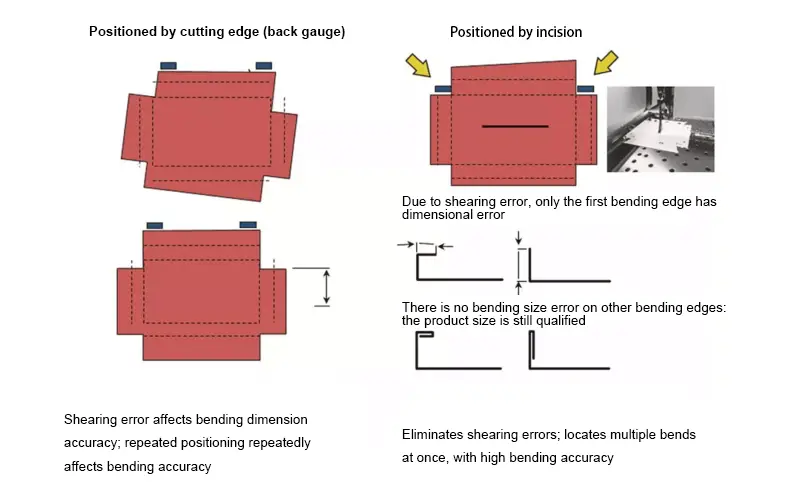
3. Простой и логичный метод 1-кратного позиционирования
Перед гибкой позиционирование осуществляется по двум отрезным углам листа, а не по его краям, что полностью исключает ошибку позиционирования, вызванную разрезанием листа, и повышает точность позиционирования.
Лист необходимо позиционировать только один раз в процессе гибки панели, что позволяет избежать суммарной ошибки, вызванной повторным позиционированием листа.
Это значительно повышает точность готового изделия.
4. Высокоточные и многофункциональные роботы
Манипулятор может перемещать лист вперед и назад, а также выполнять прерывистые повороты на 90°, 180° или 270° во время многосторонней гибки. Если пользователю требуется особый угол поворота, он может быть оснащен a CNC вращающееся устройство.
Как показано на рисунке 3, панелегибочный станок зажимает заготовку с помощью вращающегося манипулятора, который затем прижимает заготовку к верхнему и нижнему прижимам листа. Между верхним и нижним прижимами верхний и нижний гибочные ножи воздействуют на сгибаемую часть листа, совершая необходимые движения для получения требуемых программой угла изгиба и радиуса дуги.
Когда одна сторона согнута, робот автоматически поворачивает лист на 180°, чтобы согнуть противоположную сторону, а затем две другие стороны. Когда все четыре стороны листа будут согнуты, манипулятор выходит из машины. Панель освобождается и может быть снята оператором.
Если станок оснащен автоматической системой загрузки и выгрузки, он также может автоматически сгибать лист, помещенный в специально отведенное место, которое находится после перфорации и резки. После завершения гибки заготовки автоматически снимаются и аккуратно укладываются в стопку. Это позволяет автоматизировать процесс гибки, снизить трудоемкость работ, а также избежать несчастных случаев, которые происходят по вине рабочих.
Точность гибочные детали во многом зависит от перемещения манипулятора. Поэтому манипулятор панелегибочного станка имеет высокую степень точности позиционирования для обеспечения точности гибки деталей.
5. Передовая система ЧПУ
Сайт Системы ЧПУ панелегибочных станков основаны на Windows NT, имеют дружественный интерфейс и интуитивно понятный диалог "человек-машина". Они предлагают мощные функции моделирования, вмешательства и документирования, а также функции самодиагностики и удаленного обслуживания.
Помимо кодов неисправностей, они могут отображаться в графическом виде. Функция удаленного обслуживания позволяет инженерам-программистам получить удаленный доступ к системе управления заказчика и вмешаться в работу, провести диагностику или изменить программы. В большинстве случаев система может быть возвращена в нормальный режим работы, что избавляет от необходимости посещения ремонтной службы, или же базовая нормальная работа может поддерживаться до прибытия специалиста по обслуживанию.
6. Разнообразие конфигураций
Для удовлетворения требований различных пользователей и продуктов панелегибочные станки выпускаются в различных моделях и конфигурациях. Например:
a) Их можно загружать и разгружать вручную.
b) Они могут быть оснащены автоматической системой погрузки и разгрузки, что позволяет работать в беспилотном режиме.
в) Они могут быть соединены с системой пробивки и резки, чтобы стать интегрированной системой пробивки, резки и фальцовки FMS (гибкая производственная система).
7. Преимущества панелегибочного станка
Преимущества:
(1) Нет необходимости менять пресс-формы, верхние и нижние инструменты, что экономит текущие расходы, производственные затраты и затраты на управление, а также значительно повышает эффективность производства.
(2) Благодаря усовершенствованной конструкции и динамической компенсации гибочного ножа, он обладает очень высокой точностью гибки. Его угловая точность составляет ±0,5°, а параллельность двух противоположных сторон после гибки - ±0,1 мм/м.
(3) Поскольку его гибочный механизм отличается от других подобных станков, он может выполнять процессы гибки, которые не под силу другим гибочным центрам. Поэтому он может значительно упростить и рационализировать структура продукта. Например, деталь коробчатой формы, для сгибания которой после сварки первоначально требовалось 8 листов, можно изготовить из одного листа с помощью панелегиба P4, что позволяет уменьшить вес деталей и время обработки. Это также сокращает время проектирования изделий, снижает производственные затраты и повышает конкурентоспособность продукции на рынке.
(4) Он имеет функцию сгибания снизу вверх, что позволяет избежать явления вмятины, возникающего при сгибании некоторых заготовок с очень высокими требованиями к поверхности (таких как зеркальная нержавеющая сталь) и большой длины, а также при обработке двух концов, что значительно улучшает внешний вид согнутой заготовки.
(5) В процессе обработки подача и вращение листа происходят непрерывно и автоматически, поэтому время обработки намного меньше, чем в других гибочных центрах, особенно для гибки деталей коробчатой формы, что значительно повышает эффективность.
(6) Имеет мощные программные функции для автоматической настройки листогибочного пресса и автоматического создания программы гибки, что значительно сокращает время подготовки.
(7) Он чрезвычайно выгоден не только для мелкосерийного производства многих сортов, но и для массового производства одного изделия, и подходит для применения на предприятиях по обработке листового металла.
Недостатки:
Насколько я понимаю, самым большим и единственным недостатком этого станка для гибки листового металла является его дороговизна. Единовременные инвестиции слишком велики для некоторых предприятий.
Особенности трубогиба
Панелегибочные станки характеризуются следующим:
(1) Для компаний, чьи детали требуют обработки пеной (например, холодильники, пароварки для риса и т.д.), однородность поставляемых деталей устраняет необходимость очистки от протечек, что значительно повышает эффективность обработки и качество продукции.
(2) Используя метод позиционирования с угловым срезом, можно сохранить точный размер наружной базовой поверхности и обеспечить высокую степень согласованности наружной части.
Высокая точность сохраняется даже в том случае, если край листа прямолинейность отклоняется после разгрузки.
Для заготовок с ограниченным рабочим пространством, которые необходимо повторно сгибать на обычном гибочном станке, размер заготовок остается под контролем благодаря точным внешним размерам.
Рис.10 Сравнение методов позиционирования
(3) Для тонких листов нержавеющей стали (толщиной 0,8 мм и менее) ручная гибка может привести к несовместимости гибка со смещением из-за того, что операторы отдают предпочтение эффективности и синхронизации.
Панелегибочный станок не требует подъема плиты в процессе гибки больших панелей, что устраняет проблему смещения гиба, вызванного тем, что плита не была поднята на место.
По сравнению с прессом тормозная машинаПанелегибочный станок значительно улучшает качество поверхности и повышает эффективность производства, в среднем более чем на 40%.
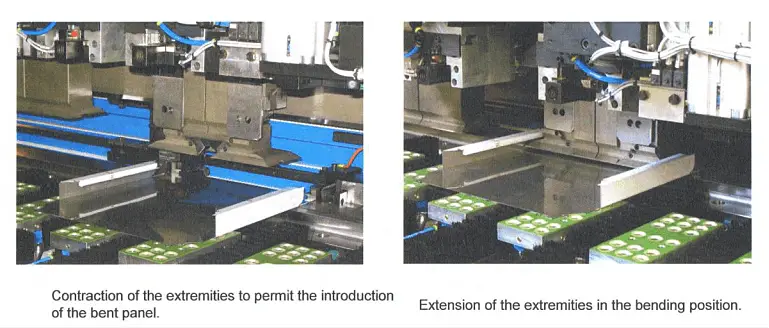
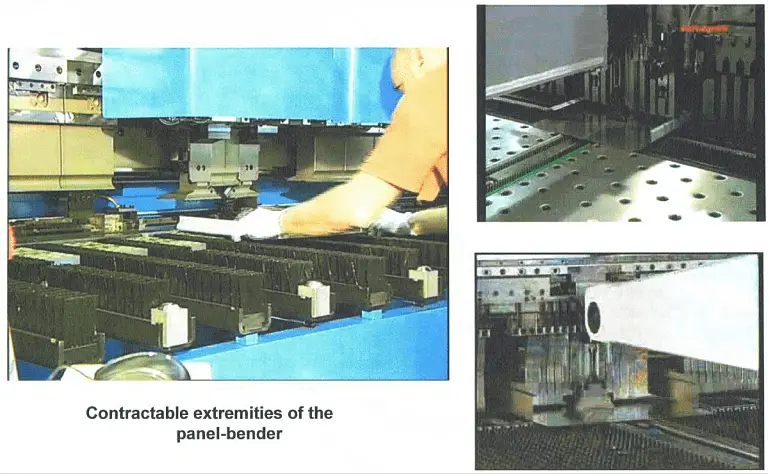
(4) Гибкие технологические возможности панелегибочного станка позволяют производить как небольшие партии, так и многокомпонентные изделия.
Уникальная технология ABA, используемая в панелегибочном станке, позволяет быстро регулировать длину пресса даже при смене кромки робота.
В результате процесс складывания сначала длинного, а затем короткого края (короткий заворачивается в длинный) занимает всего 2-3 секунды.
Панелегибочный станок также способен обрабатывать изделия, требующие частой регулировки длины пресса.
(5) Панелегибочный станок предлагает передовую технологию для разработки новых изделий и может выполнять большинство процессов, которые невозможны при использовании листогибочного станка.
По сравнению с обычными гибочными станками, панелегибочный станок обладает относительно высокой производительностью.
Например, на рис. 11 показана контурная форма ручки дверцы холодильника, разработанная для одного из клиентов.
На выбор покупателя были разработаны две различные формы.
Ранее заказчик производил аналогичный продукт на сборочной линии с пятью листогибочными станками и без контроля качества.
Использование листогиба P4 позволило контролировать качество продукции, а время обработки сократилось до одной минуты.
Рисунок 11 Контур ручки двери холодильника
(6) Панелегибочный станок предлагает широкий ассортимент гибочных инструментов на выбор, и рекомендуется использовать тонкий гибочный инструмент типа "красный круг" для тонких листов в целом.
Конфигурация панелегибочного станка может быть подобрана в соответствии с конкретными профессиональными требованиями.
Рисунок 12 Выбор инструмента для гибки
(7) Промышленные предприятия, в которых широко используется нержавеющая сталь серии "201" с марганцево-хромовым покрытием, часто сталкиваются с трудностями из-за высокой твердости и изгибаемости материала.
Панелегибочные станки с новый материал Технология компенсации свойств, входящая в стандартную комплектацию, значительно улучшила технологичность изделий и повысила процент успешной обработки первой детали.
(8) Панелегибы выпускаются в различных конфигурациях в зависимости от требований заказчика и размера инвестиций.
Применение панелегибов
Панелегиб подходит для производства профессиональной кухонной утвари для предприятий общественного питания и пищевой промышленности, а также печей, систем приготовления пищи, систем очистки (таких как посудомоечные и стекломоечные машины), холодильников, морозильных камер, холодильных прилавков и морозильных камер, мебели из нержавеющей стали и систем вентиляции (таких как вытяжки и вытяжные вентиляторы).
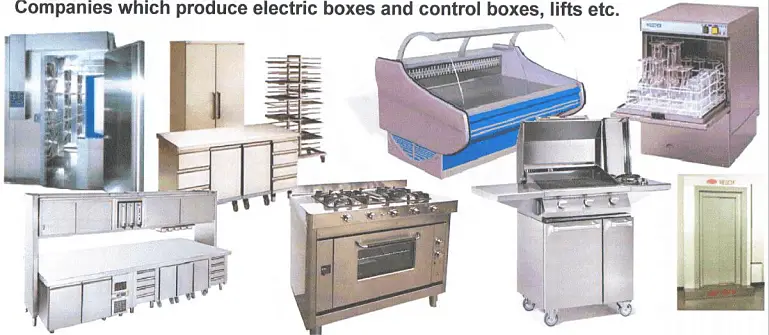
Кроме того, он подходит для гибки шкафов электротехнической промышленности, лифтов и подъемников.
Панелегибочный станок имеет стандартную ширину оснастки 160 мм и минимальное поперечное сечение в габаритных размерах 131 см.2что делает его одним из лучших в области гибки панелей.
Станок оснащен независимой системой блокировки, которая обеспечивает гибкость в процессе гибки.
Структура, количество и расположение гибочных инструментов в панелегибочном станке позволяют ему сгибать даже очень чувствительные поверхности материалов без царапин и вмятин.
Кроме того, процесс гибки обеспечивает низкий износ гибочного инструмента.
Панелегибочный станок вертикально перемещается над металлической панелью в процессе гибки.
Кроме того, в продаже имеются панелегибы с вращательным движением.
Во время процесса гибки к панелегибу прикладывается 80 тонн давления для обеспечения плоскостности металлический лист и избегайте вмятин от сгибания.
Система гибки панелегибочного станка позволяет выполнять передний, задний, широкий, изогнутый и прямой угловой изгиб панели во время процесс гибки!
Он предусматривает выполнение 8 сторон и переворачивание панели во время цикла.
Последняя операция может быть выполнена только полуавтоматом.
Для его изготовления необходимо использовать PSA с набором инструментов и двумя лезвиями SA.
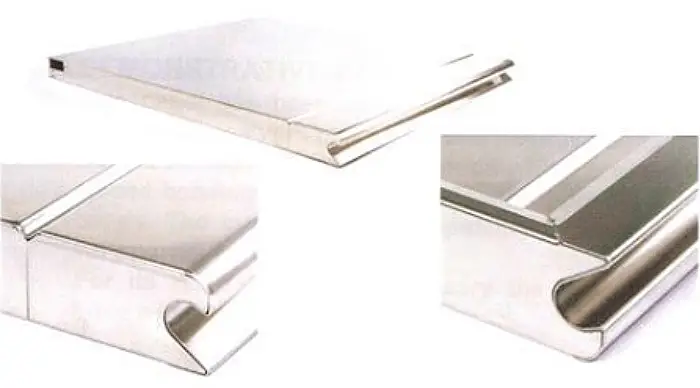
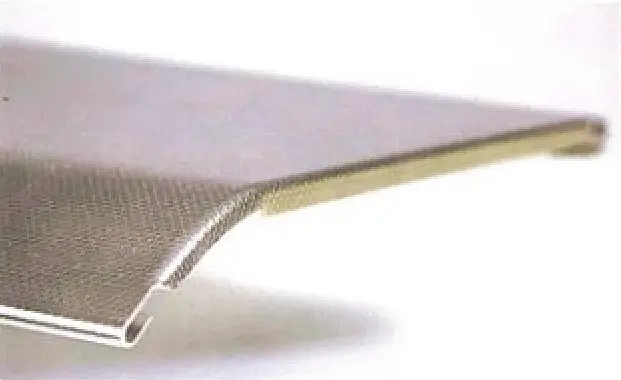
ПАНЕЛЬ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ
Эта панель имеет радиусные изгибы разных размеров, завершенные кромкой без какого-либо ограждения.
Несмотря на поверхность с эффектом апельсиновой корки (а значит, очень хрупкую), его можно производить без использования защитной пленки, и на панели не останется ни малейшего следа.
Длина панели составляет 3000 мм.
ДЕМОНСТРАЦИОННАЯ ПАНЕЛЬ
Эта панель была создана, чтобы продемонстрировать умение выполнять фигуры с более чем одним отрицательным изгибом, а также способность выполнять изгибы, плотно сомкнутые между собой, и изгибы с противоположными радиусами.
Завиток демонстрирует способность работать очень точно.
Для изготовления этого панно необходимо использовать стол с кистями.
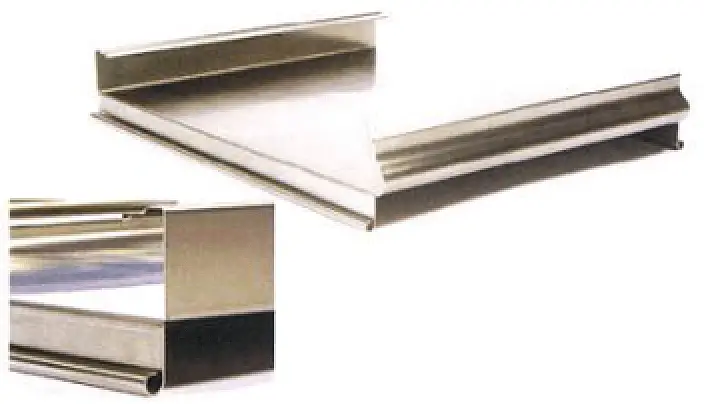
РАБОЧИЙ СТОЛ
Новый рубеж в создании рабочих столов, особенно для сферы общественного питания, характеризуется отсутствием углов и сварных швов.
Эта панель также демонстрирует способность создавать радиусные углы, как положительные, так и отрицательные, без необходимости сдерживания.
Они могут быть изготовлены длиной до 3000 мм и высотой до 200 мм.
Чтобы изготовить эту панель, необходимо использовать опцию PSA с помощью видеокамеры и одного лезвия SA.
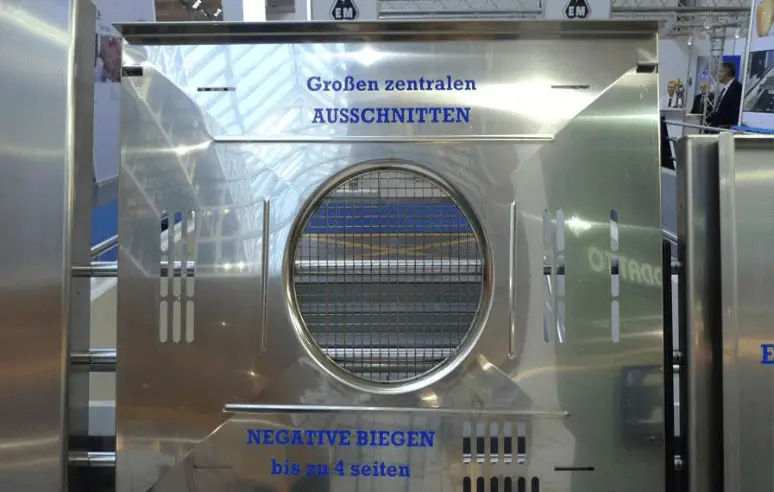
ЗАДНЯЯ ПАНЕЛЬ С БОЛЬШИМ ОТВЕРСТИЕМ
Нарисованное отверстие было создано до процесса гибки, и оно демонстрирует критическую ситуацию при обработке.
На самом деле, панель следует обрабатывать рисунком вверх, а сгибы выполнять вниз.
В конце процесса панель будет иметь четыре стороны с изгибами вниз.
ФРОНТ ДЛЯ ДУХОВКИ-ХОЛОДИЛЬНИКА
Характерный манипулятор, состоящий из вакуумных чашек, позволяет работать с панелями с изгибами или центральными рисунками.
Чтобы изготовить такую панель, ее нужно перевернуть между первой и третьей сторонами, а эту операцию может выполнить только полуавтоматическая машина.
ВЕНТИЛЯТОР ВЫХЛОПА
Панель выпускается с определенным фиксированным концом.
Это решение позволяет отказаться от большинства сварных швов, резко сократив количество производственного брака.
Кроме того, сварка вертикальных углов больше не требует маскировки.
ДВЕРЬ С РУЧКОЙ
Показанный изгиб был выполнен в последний раз с помощью PSA с двумя функциями, позволяющими выполнять изгиб с отрицательным радиусом.
ЗАЩИТА КОМПРЕССОРА
Изготовление изгибов большого радиуса для этой панели точно не проблема, и специальные инструменты не нужны.
Все можно изготовить с помощью стандартных инструментов.
Радиусный угол, даже если его высота составляет 7 мм, может быть выполнен без необходимости сдерживания, а результат не вызывает деформации.
ПОВЕРХНОСТЬ ФРИТЮРНИЦЫ
Эта конкретная панель была выполнена с использованием вертикального движения манипулятора для управления отягощением вниз для последнего показанного изгиба.
Чтобы изготовить эту панель, необходимо было установить PSA и листовые зажимы на панелегибочный станок.
МУЖСКИЕ И ЖЕНСКИЕ РАЗДВИЖНЫЕ ДВЕРИ
Это интересные примеры, демонстрирующие возможность получения отрицательных скрытых изгибов.
Для их выполнения необходимо PSA.
DOORPOST
С помощью опции "режущий блок" можно создавать очень маленькие фигуры, которые сгибаются только с двух сторон, а затем разрезаются соответствующим лезвием.
После того как форма вырезана, она выбрасывается в бункер, расположенный сбоку машины.
Режущий блок" является опцией для PSA.
ПАНЕЛЬ
Особенность этого панно заключается в нижней центральной части.
Фактически, с ним нельзя работать с помощью листовых зажимов.
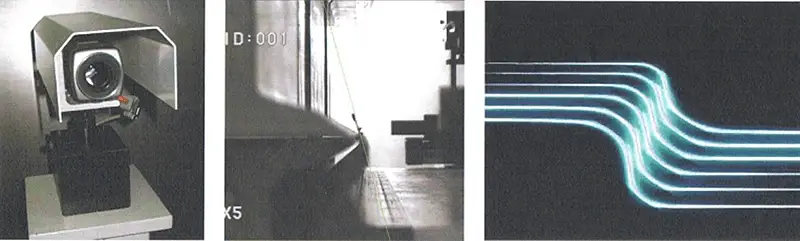
Система видеоконтроля панелегибочного станка
Оператор с помощью видеокамеры видит, что происходит с металлическим листом на этапе гибки, и может активно вмешиваться, изменяя изгибы, которые выполняет машина.
Это решение очень важно при выполнении панелей впервые или при выполнении изгибов на панелях из разных партий.
После достижения желаемого результата оператор может сохранить примененный процесс, чтобы выполнить его на следующих панелях, подлежащих гибке.
Этого можно добиться не только с помощью сложных алгоритмов, требующих идеального знания материала (тип, толщина, длина), но и простым движением джойстика.
С помощью видеокамеры можно контролировать различные упругие возвраты и получить "первый хороший кусок".
Панелегибочный станок против листогибочного пресса
Упрощение процессов гибки
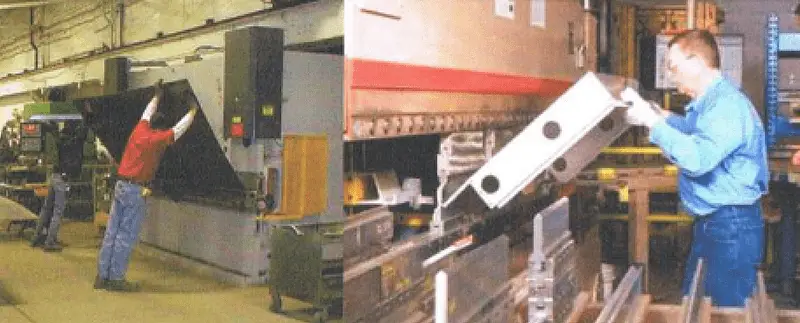
При традиционном производстве листогибочных машин для работы с панелями часто требуется несколько операторов, особенно при работе с панелями длиной более 1500 мм. Динамичный характер процесса гибки делает манипуляции, выполняемые одним оператором, сложными и потенциально нарушающими точность и безопасность.
Панелегибочные станки, напротив, значительно упрощают процесс обработки. Роль оператора сводится к трем основным задачам: загрузка панели на рабочий стол, ее вращение для многосторонней гибки и выгрузка готовой детали. Такое упрощение не только повышает эффективность, но и минимизирует риск ошибок при работе.
Передовые системы гибки панелей еще больше оптимизируют процесс. В таких установках участие оператора ограничивается выгрузкой готовой детали, поскольку станок автономно управляет загрузкой и манипулированием панелями на протяжении всего процесса гибки.
Кроме того, панелегибы устраняют когнитивную нагрузку, связанную с традиционными методами гибки. В отличие от листогибочные прессыТам, где операторы должны запоминать и выполнять сложные последовательности изгибов, полуавтоматические панелегибы направляют процесс. Станок подсказывает оператору необходимые повороты панелей, обеспечивая стабильные и качественные результаты независимо от уровня опыта оператора.
Эта технологическая эволюция в процессах гибки не только повышает производительность и качество деталей, но и улучшает эргономику и безопасность рабочего места. Благодаря сокращению ручного труда и упрощению задач оператора панелегибочные станки представляют собой значительное достижение в технологии производства листового металла.
Обращение с панелью с помощью педальных тормозов
Переворачивание панели на шаровом столе панелегибочного станка
Сокращение расходов на оплату труда
Листогибочные прессы требуют высококвалифицированных операторов, обладающих специальным опытом в области формовки листового металла и способностью тщательно контролировать каждый этап процесса гибки. Эти операторы должны обладать глубоким пониманием поведения материалов, выбора инструмента и сложной последовательности гибки для достижения точных результатов.
В отличие от них, панелегибочные станки имеют значительное преимущество с точки зрения трудозатрат. Этими современными машинами может эффективно управлять один человек, не обладающий обширными знаниями в области металлообработки. Сложная система управления панелегибочного станка и автоматизированное выполнение последовательности гибки устраняют необходимость в ручной настройке и принятии решений в режиме реального времени в процессе формовки.
Такая автоматизация дает значительные преимущества для производителей:
Сокращение расходов на персонал: Компании могут нанимать операторов с общими производственными навыками, а не специализированных специалистов по листогибочным станкам, что потенциально снижает расходы на оплату труда.
Повышенная гибкость производства: Несколько членов команды могут пройти перекрестное обучение работе на панелегибочном станке, что облегчает работу в смене и распределение нагрузки.
Постоянное качество: Автоматизированный процесс обеспечивает повторяемость результатов, снижая вариативность, связанную с уровнем квалификации оператора.
Более быстрое освоение оборудования: Новые операторы могут быстрее освоить работу с панелегибочными станками, что позволяет свести к минимуму время обучения и сопутствующие расходы.
Повышение безопасности на рабочем месте: Сокращение ручного перемещения и автоматизированное манипулирование деталями снижает риск травм, характерных для традиционных операций с листогибочными прессами.
Хотя первоначальные инвестиции в панелегибочный станок могут быть выше, долгосрочная экономия на трудозатратах, повышение производительности и улучшение целостности деталей часто оправдывают обновление технологии для многих производителей листового металла.
Где находится рынок для панелегибочного станка?
Панелегибочный станок представляет собой значительное достижение в области автоматизированной технологии изготовления листового металла. До октября 2008 года осведомленность о полуавтоматических панелегибочных станках в мировой металлообрабатывающей промышленности была ограничена. Дебют этой технологии на выставке EuroBLECH, где только две компании представили свои полуавтоматические панелегибочные станки, ознаменовал поворотный момент в инновациях обработки листового металла.
Обширное исследование рынка выявило значительный неиспользованный потенциал в секторе гибки листового металла. На протяжении десятилетий процесс гибки осуществлялся преимущественно с помощью ручных листогибочных станков, что открывает широкие возможности для технологического прогресса. Такая зависимость от традиционных методов обусловлена отсутствием широко известных альтернатив листогибочным станкам, что создает скрытый спрос на более эффективные и автоматизированные решения.
Несмотря на различные попытки автоматизировать работу листогибочных прессов, эти усилия не привели к успеху с точки зрения широкого распространения или существенного повышения производительности. Этот технологический пробел подчеркивает готовность рынка к инновационным решениям в области гибки, способным устранить ограничения традиционных методов.
Панелегибочный станок является перспективным решением для удовлетворения этих нерешенных потребностей в отрасли производства листового металла. Предлагая расширенную автоматизацию, повышенную точность и производительность, панелегибы способны произвести революцию в процессах гибки в различных отраслях производства, включая ОВКВ, производство корпусов и изготовление металлических изделий на заказ.
По мере роста осведомленности о технологии гибки панелей ее рыночный потенциал, вероятно, будет значительно расширяться. Промышленные предприятия, стремящиеся оптимизировать производственные процессы, снизить трудозатраты и улучшить качество продукции, являются главными кандидатами на внедрение этой передовой технологии гибки. Способность панелегибочного станка выполнять сложные изгибы с минимальным временем настройки делает его ценным активом как для крупносерийного производства, так и для гибких сценариев мелкосерийного производства.
Панелегибы подходят для следующих областей производства
В секторе производства нержавеющей стали листогибы широко используются для изготовления широкого спектра продукции, в том числе:
Торговое кухонное оборудование:
Высокопроизводительные печи и системы приготовления пищи (например, конвекционные печи, пароконвектоматы)
Современные системы очистки (промышленные посудомоечные машины, стеклоочистители)
Холодильные установки и морозильные камеры с прецизионным управлением
Мебель для предприятий общественного питания и гостиничного бизнеса:
Эргономичная мебель из нержавеющей стали (рабочие места, шкафы)
Прилавки и витрины для сервировки, разработанные по индивидуальному заказу
Системы отопления, вентиляции и кондиционирования воздуха:
Эффективные вентиляционные установки (AHU)
Гигиеничные воздуховоды и вентиляционные компоненты
Специализированное оборудование:
Электрические шкафы и панели управления
Кабины лифтов и компоненты шахт
Для других видов применения металлических листов листогибы демонстрируют универсальность в производстве:
Транспортные системы:
Внутренние и внешние панели кабины лифта
Компоненты грузовых лифтов (платформы, ворота)
Продукция для обеспечения безопасности и пожарной безопасности:
Двери повышенной секретности со сложными запорными механизмами
Противопожарные двери и перегородки, отвечающие строгим стандартам безопасности
Архитектурные элементы:
Прецизионные панели для внутренней и наружной облицовки
Элементы фасада, разработанные по индивидуальному заказу
Промышленные шкафы и корпуса:
Электрические шкафы с порошковым покрытием и точными допусками
Экранированные корпуса для чувствительного оборудования с защитой от электромагнитных и радиочастотных помех
Адаптивность панелегибов позволяет эффективно производить как стандартизированные, так и индивидуальные компоненты в этих различных областях производства, обеспечивая высокую точность, стабильное качество и сокращение отходов материалов.
Кому нужен трубогиб?
Панелегибы особенно ценны для:
Предприятия, специализирующиеся на изготовлении изделий из нержавеющей стали:
Идеально подходит для компаний, производящих высококачественные шкафы, корпуса и прецизионные компоненты из нержавеющей стали
Обеспечивает эффективную обработку различных марок и толщин нержавеющей стали
Производители, ориентированные на качество:
Обеспечивает постоянную точность и повторяемость гибки
Минимизирует отходы материала и снижает необходимость в последующей обработке
Мелкосерийное и индивидуальное производство:
Обеспечивает быструю настройку и переналадку для различных спецификаций продукции
Обеспечивает гибкие графики производства и производство точно в срок
Компании, переходящие с традиционных листогибочных станков:
Оптимизация процессов гибки, сокращение времени цикла и трудозатрат
Повышение эргономики и безопасности оператора по сравнению с ручным управлением листогибочным прессом
Предприятия со сложным портфелем продуктов:
Сложные последовательности гибки и несколько углов изгиба за одну установку
Поддерживает такие расширенные функции, как автоматическая смена инструмента и автономное программирование
Производители листового металла стремятся к автоматизации и цифровизации:
Легко интегрируется с системами CAD/CAM и программным обеспечением для управления производством
Обеспечивает оптимизацию процессов и контроль качества на основе данных
Панелегибочные станки обладают значительными преимуществами в точности, эффективности и универсальности, что делает их бесценными для производителей, стремящихся повысить возможности формовки листового металла и общее качество продукции.
Цена панелегибочного станка
Стоимость панелегибочного станка, как и любого другого современного производственного оборудования, существенно варьируется в зависимости от его технологической сложности, уровня автоматизации и производственных возможностей. Однако если сосредоточиться исключительно на начальной цене, то можно упустить из виду всестороннюю ценность этой специализированной технологии гибки.
При оценке инвестиций в панелегибочный станок важно учитывать общую стоимость владения и потенциальный возврат инвестиций. Эта оценка должна включать в себя:
Анализ производительности: Сравните производительность панелегибочного станка с традиционными листогибочными прессами, учитывая сокращение времени настройки, автоматическую смену инструмента и возможность обработки сложных последовательностей гибки.
Эффективность труда: Оцените сокращение вмешательства оператора и возможность производства без света, что может значительно снизить трудозатраты и повысить гибкость работы.
Улучшение качества: Оцените способность панелегибочного станка производить детали неизменно высокого качества с минимальными отклонениями, снижая количество брака и повторных работ.
Технологические возможности: Рассмотрите уникальные операции гибки, достижимые с помощью панелегибов, например, изготовление деталей с отрицательными фланцами или сложной геометрией, которые трудно или невозможно выполнить с помощью обычных листогибочных прессов.
Погрузочно-разгрузочные работы: Проанализируйте эргономические преимущества и снижение требований к перемещению материалов, что может повысить безопасность и эффективность рабочего места.
Использование площади помещения: Сравните компактную площадь, занимаемую панелегибочным станком, с площадью, необходимой для нескольких листогибочных прессов для достижения эквивалентной производительности.
Потребление энергии: Оцените потребляемую мощность и энергоэффективность панелегибочных станков по сравнению с гидравлический пресс тормоза.
Интеграционный потенциал: Оцените совместимость панелегибочного станка с инициативами Industry 4.0, включая сбор данных, предиктивное обслуживание и интеграцию с системами MES/ERP.
Проведя комплексный анализ, включающий все эти факторы, производители могут принять обоснованное решение, основанное на общей ценности и потенциальных конкурентных преимуществах технологии гибки панелей, а не концентрироваться только на первоначальной цене покупки. Такой комплексный подход обеспечивает соответствие инвестиций долгосрочным производственным целям и задачам повышения эффективности производства.
Топ-5 производителей панелегибочных станков
В сфере производства листового металла панелегибы произвели революцию, обеспечив беспрецедентную точность, гибкость и эффективность. Следующие пять производителей являются лидерами отрасли, каждый из которых вносит свой уникальный вклад в инновации:
Сальваньини Компания Salvagnini, известная своим новаторским панелегибом P4, установила эталон технологии адаптивной гибки. Их станки оснащены передовой кинематикой и системой определения толщины в режиме реального времени, что обеспечивает автоматическую настройку без использования инструментов и стабильное качество гибки при различных свойствах материала.
Прима Пауэр Панелегибочные станки Prima Power отличаются энергоэффективными сервоэлектрическими системами и запатентованной формулой гибки. Серия eP легко интегрируется с автоматизированными системами перемещения материалов, оптимизируя рабочий процесс в условиях крупносерийного производства.
РАН Компания RAS специализируется на производстве универсальных и компактных панелегибов, идеально подходящих как для промышленного, так и для архитектурного применения. Их станки известны своей способностью обрабатывать сложные профили и оснащены такими функциями, как автоматическое манипулирование деталями для работы одного человека.
TRUMPF Панелегибочные станки TRUMPF используют свой опыт в области лазерных технологий, предлагая интегрированные решения для резки и гибки. Серия TruBend Center оснащена инновационными системами инструментов, позволяющими выполнять негативные изгибы и специальные профили без переворачивания заготовки.
Амада Панелегибочные станки Amada отличаются высокой скоростью работы и расширенными возможностями автономного программирования. Серия HG оснащена датчиками угла изгиба в реальном времени и системами венцов для обеспечения постоянной точности при работе с большими панелями.
Каждый из этих производителей продолжает расширять границы технологии гибки панелей, уделяя особое внимание автоматизации, точности и интеграции с интеллектуальными производственными системами для удовлетворения растущих требований современного производства листового металла.
Заключительные размышления
Панелегибочный станок представляет собой значительный скачок вперед в технологии формовки металла, эффективно устраняя зависимость качества продукции от уровня квалификации оператора. Этот передовой гибочный станок обеспечивает стабильные, высокоточные результаты на всех этапах производства, сводя к минимуму вариабельность и дефекты, присущие ручным процессам.
Помимо обеспечения качества, панелегибочный станок существенно снижает физическую нагрузку на оператора, повышая эргономику и безопасность рабочего места. Автоматизированные последовательности действий и программируемое управление позволяют выполнять сложные операции гибки с минимальным ручным вмешательством, повышая производительность и снижая количество ошибок, связанных с усталостью.
Кроме того, универсальность и точность панелегибочного станка открывают новые возможности для проектирования и инноваций. Инженеры-конструкторы теперь могут создавать более сложные геометрические формы и более жесткие допуски, которые ранее были сложны или невозможны при использовании традиционных методов гибки. Эти возможности ускоряют циклы разработки изделий и позволяют быстро создавать прототипы сложных компонентов из листового металла.
В условиях конкуренции современного производства панелегибочный станок обеспечивает стратегическое преимущество. Его способность быстро адаптироваться к меняющимся спецификациям продукции позволяет компаниям оперативно реагировать на запросы рынка, способствуя быстрому переходу от одной линейки продукции к другой и обеспечивая экономически эффективное мелкосерийное производство. Такая гибкость в сочетании с преимуществами качества и эффективности позволяет предприятиям сохранять конкурентные преимущества на динамичных и требовательных рынках.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Как точно согнуть деталь из листового металла без проб и ошибок? Ключ к этому дает коэффициент Y. В этой статье рассказывается о коэффициенте Y - важнейшей константе, используемой для расчета...
Вы когда-нибудь задумывались, почему сталь иногда трескается при гибке? В этой статье мы исследуем увлекательный мир технологии гибки стали, раскрывая причины таких распространенных дефектов, как угловые и центральные...
Вы когда-нибудь задумывались о том, как точно рассчитать усилие на изгиб, необходимое для изготовления листового металла? В этой интересной статье блога мы рассмотрим тонкости расчета усилия изгиба, чертежи...
Вы когда-нибудь задумывались, как различные материалы влияют на гибку листового металла? В этой интересной статье опытный инженер-механик делится своими знаниями о влиянии типов материалов, толщины и...
В этой статье блога мы исследуем увлекательный мир воздушного изгиба и диаграммы сил, которые делают его возможным. Присоединяйтесь к нам, поскольку мы погружаемся в науку, лежащую в основе этого...
Вы когда-нибудь сталкивались с проблемой расчета правильного припуска на изгиб для своих проектов из листового металла? В этой статье блога мы погрузимся в мир припусков на изгиб и рассмотрим, как...
Внимание всем изготовителям и дизайнерам листового металла! Вы пытаетесь определить оптимальный радиус изгиба для своих проектов? Не останавливайтесь на достигнутом! В этой статье блога мы рассмотрим...
Внимание всем любителям металлообработки! Вы устали гадать, какой тоннаж выбрать для вашего листогибочного пресса? Не останавливайтесь на достигнутом! В этой статье мы погрузимся в мир прессов...