Вы когда-нибудь задумывались, как листогибочный пресс придает металлу такую точность? В этой статье мы расскажем о деталях и функциях листогибочного пресса и покажем вам его важную роль в производстве. К концу статьи вы поймете, как каждый компонент способствует его мощной работе.
Прессование - это прецизионный процесс обработки металлов давлением, используемый в основном для деталей с высоким отношением площади поверхности к объему. Эта технология особенно эффективна при изготовлении листового металла, обычно работающего с материалами толщиной менее 6 мм (0,236 дюйма).
Используемые в этом процессе машины, известные как листогибочные прессы, в основном имеют гидравлический или электрический привод и оснащены современными системами числового программного управления. Эти универсальные машины широко распространены в металлообрабатывающей промышленности благодаря их способности придавать листовому металлу точные угловые или изогнутые профили за счет согласованного действия пуансона и дополнительного штампа.
Чтобы выработать единую терминологию для данного руководства, давайте рассмотрим основные компоненты современного листогибочного станка:
Рама: Прочный каркас машины, предназначенный для выдерживания больших изгибающих усилий без прогиба.
Рама: Подвижная балка, удерживающая пуансон и создающая усилие изгиба.
Станина: нижняя неподвижная балка, поддерживающая штамп.
Гидравлическая или электрическая система привода: Обеспечивает энергию для приведения в действие плунжера.
Система управления: Как правило, это устройство с ЧПУ (компьютерное числовое управление), которое управляет операциями станка, включая позиционирование и приложение силы.
Инструментарий: Состоит из пуансона (верхний инструмент) и матрицы (нижний инструмент), доступных в различных профилях для достижения различных углов и радиусов изгиба.
Системы безопасности: Включая световые завесы, физические ограждения и механизмы аварийной остановки.
На диаграмме ниже показаны эти компоненты, которые мы проанализируем более подробно в последующих главах.
С функциональной точки зрения листогибочный пресс можно разделить на четыре основные подсистемы:
Механические компоненты: Эти элементы обеспечивают физические движения, необходимые для гибки и формовки металла, включая раму, плунжер и интерфейсы инструмента.
Электрические системы: Включают в себя приводы двигателей, датчики и интерфейсы управления, которые управляют распределением энергии и рабочими параметрами машины.
Гидравлические или пневматические системы: В машинах с гидравлическим приводом это насос, клапаны и цилиндры, которые генерируют и передают усилие изгиба. В некоторых современных электрических листогибочных станках вместо них могут использоваться сервоэлектрические системы.
Системы управления: Контроллер ЧПУ/ЧПУ, который управляет всеми функциями станка, интерпретирует запрограммированные инструкции и обеспечивает точность и повторяемость операций.
Каждая из этих подсистем играет важнейшую роль в общей функциональности и производительности листогибочного пресса. В следующих разделах мы более подробно рассмотрим конкретные функции, требования к обслуживанию и технологические достижения, связанные с каждым компонентом.
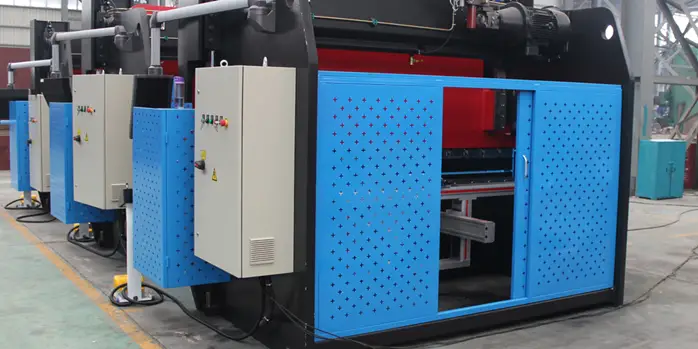
Корпус листогибочного пресса
Рама листогибочного пресса сконструирована путем точной сварки компонентов из высокопрочной стали, включая левую и правую вертикальные плиты, рабочий стол, опорные конструкции и встроенные гидравлические резервуары. Рабочий стол стратегически расположен под стойками, а гидравлический бак органично вписан в конструкцию рамы.
Эта передовая конструкция значительно повышает общую жесткость и несущую способность рамы, одновременно оптимизируя тепловое управление за счет увеличения площади поверхности для эффективного отвода тепла гидравлического масла.
Ключевые особенности конструкции листогибочного пресса:
Прочная С-образная конструкция рамы: В листогибочном прессе используется прочная С-образная конструкция рамы, состоящая из двух основных секций, приваренных к нижнему столу. Такая конструкция обеспечивает превосходную устойчивость и распределение усилий при операциях гибки.
Полностью сварная конструкция: Полностью сварная конструкция рамы использует передовые технологии сварки для обеспечения исключительной прочности и жесткости, минимизируя прогиб при высоких нагрузках.
Инновационная гидравлическая система: Гидравлическая мощность эффективно передается вверх с помощью цилиндров, установленных на обоих концах верхней балки (плунжера) листогибочного пресса. Эта система прямого привода обеспечивает отзывчивое и точное движение скольжения.
Синхронизация на основе торсиона: Плунжер оснащен сложным торсионным механизмом для поддержания идеальной синхронизации между обоими концами, что обеспечивает стабильные результаты гибки по всей заготовке.
Надежный механический стопор: Встроенная прецизионная система механических стопоров повышает стабильность и надежность работы, особенно в процессах гибки с большим усилием.
Усовершенствованный контроль хода: Точное управление ходом плунжера осуществляется с помощью современной системы ЧПУ с возможностью ручной тонкой настройки. Цифровой дисплей счетчика предоставляет информацию о ходе в режиме реального времени для повышения точности.
Компенсация короны: Для компенсации отклонения балки используется современная система клиновидного коронирования, обеспечивающая высочайшую точность гибки при различной толщине материала и длине гиба.
Системы числового программного управления (ЧПУ) являются неотъемлемой частью современных листогибочных станков, значительно повышая их точность, эффективность и универсальность. Эти интегрированные в компьютер системы управляют работой станка с помощью сложных алгоритмов и механизмов обратной связи в режиме реального времени.
Листогибочные прессы с ЧПУ используют компьютер для управления движениями и функциями станка в соответствии с определенной, заранее запрограммированной последовательностью действий. Такая интеграция позволяет выполнять гибочные операции с высокой точностью и повторяемостью, что очень важно при изготовлении листового металла.
В основе системы ЧПУ лежит энкодер, который непрерывно измеряет положение подвижных компонентов станка. Эти данные поступают в блок управления, который активирует различные исполнительные механизмы (например, серводвигатели, гидравлические цилиндры или пневматические системы) для точного управления движением станка. Эта замкнутая система обеспечивает позиционирование оснастки в точных, заданных пользователем точках трехмерного пространства.
Управляемая ось, или ось станка, означает конкретное движение станка, которое измеряется энкодером и регулируется компьютером с помощью двигателя или исполнительного механизма. Такая система обеспечивает точное позиционирование вдоль имеющегося хода, как правило, с точностью в диапазоне ±0,0004 дюйма (0,01 мм) или выше.
При выборе листогибочного пресса покупатели должны учитывать не только физические характеристики машины, но и возможности ее системы числового программного управления. Эти блоки управления обычно устанавливаются на одном конце листогибочного пресса и служат основным интерфейсом для программирования и управления всей системой.
Различные типы NC, представленные на рынке, различаются по нескольким ключевым факторам:
Количество управляемых осей: Базовые системы могут управлять только ползуном (ось Y) и задним калибром (ось X), в то время как более продвинутые контроллеры могут управлять 6 и более осями, включая системы коронки, подушки штампа и вспомогательные оси.
Возможности программирования: Продвинутые контроллеры предлагают такие функции, как графические интерфейсы программирования, автономное программирование и возможность прямого импорта файлов CAD.
Возможности моделирования: Высокотехнологичные системы могут создавать подробные 3D-симуляции последовательности гибки, позволяя операторам проверять программы до начала производства.
Сетевое взаимодействие и управление данными: Современные контроллеры часто предлагают возможности подключения для интеграции с ERP-системами, удаленной диагностики и отслеживания производственных данных.
Адаптивная гибка: Некоторые передовые системы включают в себя анализ свойств материала в режиме реального времени и автоматическую настройку параметров гибки.
Выбор типа ЧПУ существенно влияет на функциональность листогибочного пресса, простоту его использования и общую производительность при изготовлении листового металла.
Рама листогибочного пресса
Плунжер листогибочного пресса изготовлен из цельной стальной плиты, обеспечивающей жесткость и точность. Он соединен по центру со штоками поршней левого и правого гидравлических цилиндров, что обеспечивает сбалансированное распределение усилий. Эти цилиндры надежно закреплены на соединительных пластинах боковых стенок, образуя прочный механический узел. Гидравлическая сила приводит в движение поршневые штоки, обеспечивая вертикальное перемещение плунжера с контролируемым усилием и скоростью.
Для достижения высокоточного позиционирования в верхней мертвой точке линейные энкодеры высокого разрешения (решетчатые линейки) стратегически расположены по обеим сторонам плунжера. Эти энкодеры непрерывно передают данные о положении в режиме реального времени в систему ЧПУ (числового программного управления). Контроллер обрабатывает эту обратную связь, реализуя замкнутый контур управления для динамической регулировки положения плунжера, компенсируя любые отклонения и обеспечивая синхронную работу по всей длине плунжера.
Система перемещения плунжера объединяет в себе гидравлическую передачу и современные механизмы управления. Ключевыми компонентами являются сам плунжер, точно обработанные гидравлические цилиндры и система механических стопоров с точной регулировкой. Двухцилиндровая конфигурация, при которой цилиндры прочно прикреплены к раме, обеспечивает сбалансированное приложение усилия и повышенную устойчивость. Гидравлическое давление, регулируемое пропорциональными клапанами, приводит в движение поршни для достижения точного вертикального позиционирования плунжера. Механический стопор, управляемый системой ЧПУ, обеспечивает регулировку на микронном уровне, что очень важно для достижения высокой точности формовки, особенно в тех случаях, когда требуются жесткие допуски.
Ход представляет собой максимально возможное перемещение вдоль оси Y, что является критически важным параметром для оценки целесообразности использования высоких пуансонов в листогибочных операциях. Этот параметр имеет решающее значение для обеспечения надлежащего зазора и предотвращения столкновений в процессе гибки. Чтобы определить, можно ли безопасно использовать высокий пуансон, операторы должны выполнить следующий расчет:
[дневной свет - (высота штампа + высота пуансона + толщина листа)] < ход машины
Где:
Дневной свет - это максимальный проем между верхней балкой и кроватью, когда плунжер находится в верхней мертвой точке
Высота штампа измеряется от основания штампа до нижней части V-образного отверстия
Высота пуансона - это расстояние от верхней балки до кончика пуансона.
Толщина листового металла - это толщина заготовки
Этот расчет гарантирует, что суммарная высота компонентов оснастки и заготовки будет меньше хода станка, что позволяет выполнять безопасные и эффективные операции гибки. Операторы должны тщательно учитывать это соотношение при выборе оснастки, особенно для сложных деталей, требующих высоких пуансонов, или при работе с толстыми материалами. Неучет этих факторов может привести к повреждению инструмента, дефектам заготовки или потенциальной угрозе безопасности.
Кроме того, операторы должны учитывать необходимый припуск на гибку и учитывать точность управления ходом машины для поддержания оптимальных условий формовки в течение всего цикла гибки. Для обеспечения точных и стабильных результатов рекомендуется регулярно калибровать систему измерения хода листогибочного пресса.
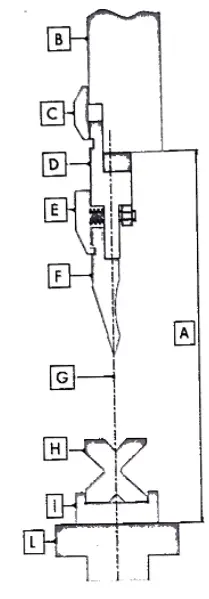
На рисунке выше показано поперечное сечение листогибочного пресса со стандартным инструментом Promecam-Amada.
A → дневной свет: расстояние между верхней балкой и столом
B → верхняя балка: верхняя часть листогибочного пресса
C → Зажим верхней балки: зажим, установленный на верхней балке для удержания промежуточных элементов
D → промежуточный: деталь для установки пуансонов на верхнюю балку
E→ промежуточный зажим: зажим, установленный на промежуточном элементе для удержания пуансонов
F→ пуансон: верхний инструмент
G → ось станка: ось изгиба, проходящая через вершину пуансона и центр высечки штампа
L→ Стол для прессового тормоза: стол для поддержки штампов.
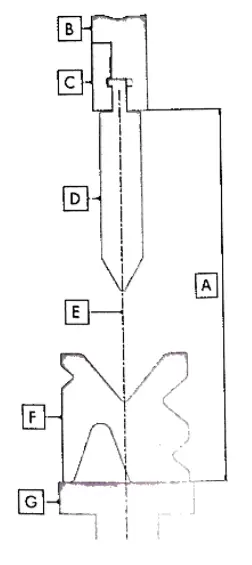
На изображении выше, напротив, показан листогибочный пресс с осевым инструментом (Trumpf, Beyeler и т. д.). В этом случае пуансон зажимается непосредственно в верхней балке и ось листогибочного пресса проходит через пуансон и наконечник.
A → дневной свет: расстояние между верхней балкой и столом
B → верхняя балка: верхняя часть листогибочного пресса
C → Зажим верхней балки: зажим, установленный на верхней балке для удержания пуансонов
D → пуансон: верхний инструмент
E→ ось станка: ось изгиба, проходящая через вершину пуансона и центр высечки штампа
F → штамп: нижний инструмент
G → Стол листогибочного пресса: стол для поддержки штампов.
Рабочий стол листогибочного пресса
Задняя заглушка перемещается вперед и назад благодаря работе двигателя, а контроллер ЧПУ контролирует расстояние ее перемещения с минимальным показанием 0,01 мм. Для ограничения перемещения задней заглушки в переднем и заднем положениях имеются концевые выключатели хода.
Механический механизм синхронизации состоит из таких компонентов, как торсион, поворотный рычаг и подшипники шарнира. Он имеет простую конструкцию, обеспечивает стабильную и надежную работу и может похвастаться высокой точностью синхронизации.
Положение механический пресс тормозные упоры регулируются с помощью двигателя, а данные контролируются контроллером ЧПУ.
Управляет движением заднего упора вперед-назад. В системах, оснащенных осью X1, дополнительно управляет левым пальцем.
Ось R
Управляет вертикальным подъемом (движением вверх и вниз) заднего упора.
Оси Z1 и Z2
Отвечает за движение левого (Z1) и правого (Z2) стопорных пальцев, позволяя им перемещаться влево и вправо вдоль балки бекгауза.
BACK GAUGES - это прецизионные устройства позиционирования, необходимые для точной укладки листового металла в листогибочном прессе. Эти контрольные точки с числовым программным управлением направляют оператора при позиционировании заготовки относительно штампа. Листовой металл аккуратно укладывается на нижний штамп, а затем точно выравнивается по задним датчикам, обеспечивая одинаковое расположение изгибов на нескольких деталях.
Современные листогибочные прессы с ЧПУ оснащены сложными системами заднего калибра с возможностью многоосевого позиционирования. Как правило, они оснащены моторизованными шарико-винтовыми передачами в сочетании с энкодерами высокого разрешения, позволяющими осуществлять точные, повторяемые перемещения размером до 0,001 дюйма (0,0254 мм). Движение этих датчиков регулируется контроллером ЧПУ станка, следуя запрограммированной последовательности изгиба, введенной оператором.
Большинство систем задних калибров имеют поворотную или выдвижную конструкцию. Эта функция позволяет датчикам поворачиваться вверх или выдвигаться при необходимости, предотвращая возможные столкновения с листовым металлом в процессе гибки. При формовке заготовки она может приподнять или задеть нижнюю часть неподвижного калибра, что может нарушить точность или повредить деталь.
Усовершенствованные конфигурации задних калибров, такие как многопальцевые или сегментированные конструкции, обеспечивают повышенную стабильность и универсальность. Эти системы можно индивидуально настраивать под сложные профили деталей, обеспечивая постоянную поддержку и привязку для широкого диапазона геометрий. Некоторые модели высокого класса даже включают в себя алгоритмы адаптивного позиционирования, которые автоматически подстраиваются под деформацию детали во время гибки, поддерживая оптимальный контакт на протяжении всего процесса.
Интеграция сервоприводов и замкнутой обратной связи в современные системы калибровки задней части листогибочного пресса с ЧПУ обеспечивает быстрые и синхронизированные движения. Обычно это достигается за счет комбинации прецизионных шарико-винтовых пар, зубчатых ремней и высокопроизводительных серводвигателей. Контроллер ЧПУ непрерывно отслеживает и регулирует положение заднего калибра, компенсируя механический люфт или тепловое расширение, что позволяет поддерживать исключительную точность даже при крупносерийном производстве.
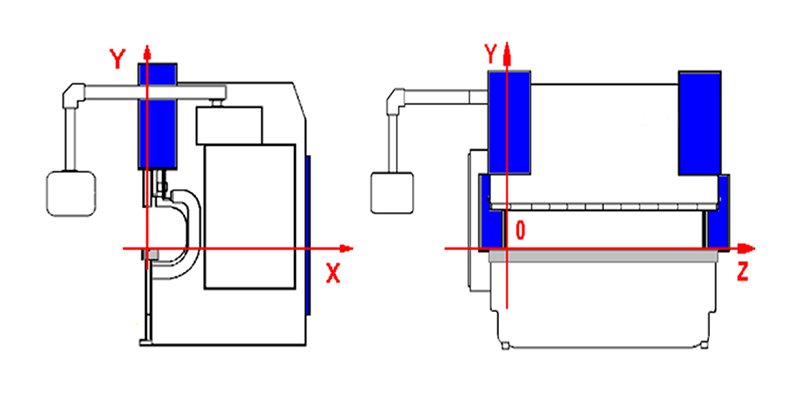
Оси листогибочного пресса:
Основными осями листогибочного пресса являются X, Y, Z и R. Эти оси могут управляться оператором как численно, так и вручную, в зависимости от конфигурации и возможностей конкретного листогибочного пресса.
Направленные условные обозначения осей X, Y и Z показаны положительными стрелками на сопроводительном рисунке.
Ось Y: Эта ось регулирует вертикальное перемещение верхней балки (плунжера). Когда плунжер опускается или поднимается, это напрямую влияет на угол изгиба. В процессе гибки оператору крайне важно обеспечить соосность осей Y1 и Y2 (левого и правого цилиндров плунжера). Даже небольшая несоосность в 0,05 мм на длине станка 3 м может привести к угловому расхождению в 1° между двумя концами заготовки.
Чтобы устранить проблемы с центровкой, операторы должны выполнить процедуру обнуления станка с помощью специальной функции ЧПУ перед началом операций гибки. Если проблемы с выравниванием сохраняются, необходимо провести тщательную проверку состояния поверхности плунжера и системы направляющих, при необходимости выполнив регулировку оси Y.
Ось X: Эта ось определяет глубину изгиба, определяемую как расстояние между задними датчиками и центром штампа. Поперечина, поддерживающая задние датчики, перемещается вдоль оси X, двигаясь к оси Y или от нее, чтобы достичь желаемой глубины изгиба.
Ось Z: Вдоль этой оси задние датчики перемещаются в поперечном направлении на своей монтажной поперечине. Их положение задается в зависимости от длины листа и предполагаемого места гибки (по центру или со смещением на листогибочном прессе). Современные листогибочные прессы обычно имеют от 2 до 4 задних датчиков. Операторы должны помнить об ограничениях перемещения по оси Z, включая максимальный ход стола и минимальное расстояние между калибрами.
Ось R: Эта ось облегчает вертикальную регулировку поперечины заднего калибра, обеспечивая надлежащий контакт между листовым металлом и задним калибром при различной высоте штампа.
Полная классификация осей листогибочных прессов:
Y1, Y2: левый и правый цилиндры плунжера, соответственно
W: Выпуклый компенсационный цилиндр нижней балки (система компенсации прогиба)
Примечание: Позиционирование рампы может быть запрограммировано как по абсолютным значениям координат, так и по угловым измерениям, в зависимости от конкретных требований приложения и возможностей станка.
Расположение каждой оси управления листогибочного пресса представлено в таблице ниже:
Ось
Нулевое положение
Фактическое значение
Y1 плунжер влево(Вверх или вниз)
Рабочая поверхность
Расстояние от поверхности стола до верхнего штампа
Y2 плунжер вправо(Вверх или вниз)
Рабочая поверхность
Расстояние от поверхности стола до верхнего штампа
Расстояние от крайней левой стороны машины до центра левой головки заднего калибра
Z2 обратная колея справа(Право налево)
Правая сторона машины
Расстояние от крайней правой стороны станка до центра левой головки задней шкалы
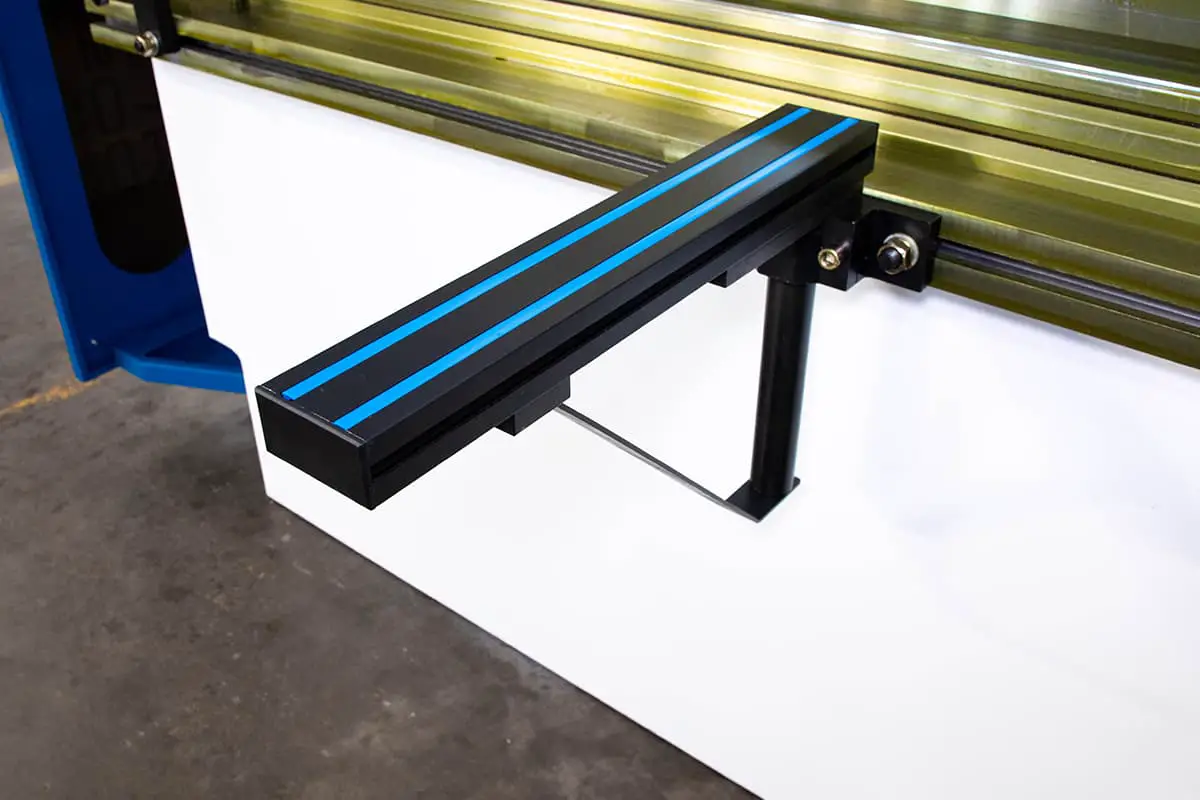
Передняя опора листогибочного пресса
Передние опорные рычаги листогибочного пресса являются неотъемлемыми компонентами, прикрепленными к Т-образному пазу или линейной направляющей, расположенной на передней поверхности машины. Эти рычаги оснащены регулируемым вручную когтем заднего положения, что повышает универсальность и точность обработки листового металла.
ПЕРЕДНИЕ ПОДДЕРЖКИ ЛИСТА - это дополнительное, но неоценимое оборудование, предназначенное для обеспечения надежной поддержки листа во время процесса торможения пресса. Их основная задача состоит в том, чтобы поддерживать положение листа во время гибки и предотвращать падение материала во время обратного хода верхней балки. Такая двойная функциональность значительно повышает безопасность и эффективность работы.
Хотя эти опорные рычаги особенно незаменимы при обработке толстолистового или крупноформатного металла, их применение распространяется на различные операции гибки. Производители предлагают разнообразные типы опорных рычагов, каждый из которых соответствует конкретным требованиям к гибке и характеристикам материала. Такое разнообразие позволяет операторам выбрать наиболее подходящую систему поддержки, оптимизируя рабочий процесс, снижая физическую нагрузку и повышая общую точность гибки.
Некоторые передовые системы фронтальной поддержки могут включать в себя такие функции, как:
Пневматическая или гидравлическая регулировка высоты для быстрого позиционирования
Шариковые передаточные механизмы для легкого перемещения листов
Программируемое позиционирование, интегрированное с системой ЧПУ листогибочного пресса
Датчики для определения наличия и положения листа
Используя соответствующие опорные кронштейны для передних листов, производители могут значительно улучшить работу листогибочных прессов, добиваясь более высокой точности, производительности и безопасности труда в широком спектре гибочных операций.
Переключатель педали тормоза
Педальный переключатель листогибочного пресса играет решающую роль в управлении вертикальным перемещением верхней балки или плунжера, который удерживает верхний пуансон. Этот прецизионный механизм управления позволяет операторам точно позиционировать и прикладывать усилие в процессе гибки. Педаль обычно имеет двухступенчатый режим работы:
Легкое нажатие на педаль запускает медленное, контролируемое опускание плунжера для точного выравнивания.
Полное нажатие на педаль активирует основной ход гибки с запрограммированной скоростью.
Эта двухступенчатая функция повышает безопасность и точность гибки. Педальный переключатель также управляет втягиванием плунжера после завершения гибки, возвращая листогибочный пресс в открытое положение.
В качестве важной функции безопасности на педальном переключателе на видном месте расположена кнопка аварийной остановки. Эта большая, легкодоступная кнопка позволяет немедленно остановить станок в случае возникновения потенциальных опасностей или проблем в работе. Регулярное тестирование и техническое обслуживание педального переключателя и аварийной остановки необходимо для обеспечения оптимальной производительности и безопасности на рабочем месте в условиях производства листового металла.
Зажимы для пуансонов листогибочных прессов
Зажимы листогибочного пресса - важнейшие компоненты системы оснастки, включающие стандартные зажимы и быстросменные зажимные устройства, предназначенные для быстрой замены верхних пуансонов. Эти зажимные системы играют решающую роль в оптимизации процесса наладки и повышении общей производительности. Стандартные зажимы обеспечивают прочную и надежную фиксацию инструмента, гарантируя точное выравнивание и стабильность во время гибочных операций. В то же время быстросменные или быстрозажимные инструменты представляют собой значительное достижение в технологии листогибочных прессов, значительно упрощая процесс смены пуансонов.
Применение быстрозажимных инструментов дает множество преимуществ в современном производстве листового металла:
Сокращение времени на переналадку: Операторы могут быстро переключаться между различными профилями пуансонов без длительных простоев, что позволяет более эффективно планировать производство.
Повышенная гибкость: Быстрая смена инструмента позволяет производителям эффективнее справляться с разнообразными гибочными операциями и небольшими партиями.
Повышенная безопасность: Упрощенный зажимной механизм снижает риск травмирования оператора при смене инструмента и сводит к минимуму возможность неправильной установки инструмента.
Повышенная точность: Многие системы быстрой смены оснащены функциями самовыравнивания, что обеспечивает постоянное позиционирование инструмента и точность изгиба при многократных настройках.
Экономическая эффективность: Благодаря сокращению непроизводительного времени и трудозатрат, связанных с длительной сменой инструмента, системы быстрого зажима способствуют повышению общей эффективности производства.
Удобство и экономия времени, предлагаемые этими передовыми зажимными решениями, напрямую связаны с увеличением загрузки оборудования, сокращением времени выполнения заказа и улучшением реакции на запросы клиентов в конкурентной отрасли штамповки листового металла.
Во время операций листогибочного пресса оператор вручную позиционирует и манипулирует листовым металлом, что требует непосредственной близости к действующему листогибочному прессу. Такая близость создает серьезные проблемы с безопасностью, которые необходимо решать, чтобы соответствовать строгим нормам промышленной безопасности.
Для обеспечения безопасности оператора при сохранении эффективности производства современные листогибочные прессы оснащаются передовыми системами безопасности. Эти системы предназначены для защиты оператора без чрезмерного вмешательства в производственный процесс, обеспечивая баланс между безопасностью и производительностью.
Как правило, листогибочные прессы имеют комплексную защиту: кожухи или панели, защищающие заднюю и боковые части. Однако передняя зона, требующая постоянного доступа оператора, представляет наибольший риск для безопасности. Для этой критической зоны используются два основных метода защиты: стационарные фотоэлектрические ограждения и лазерные системы защиты.
Стационарные фотоэлектрические защитные устройства состоят из двух датчиков, установленных по краям рабочей зоны и создающих защитное поле, охватывающее всю переднюю зону на расстоянии до 400 мм от станка. Во время быстрого опускания верхней балки, если эти датчики обнаруживают объект толще сгибаемого материала (например, руку оператора), они мгновенно связываются с системой управления листогибочного пресса и инициируют аварийную остановку.
Альтернативные системы лазерной защиты направлены на защиту непосредственной близости от наконечника пуансона. Эта система состоит из двух регулируемых фотоэлектрических устройств - передатчика и приемника, - установленных на обоих концах верхней балки листогибочного пресса. Эти устройства проецируют лазерный луч, который движется в тандеме с верхней балкой, обеспечивая динамическую защиту зоны непосредственно под пуансоном.
Для повышения безопасности листогибочные прессы часто оснащаются стальными ограждениями для создания физического барьера. В тех случаях, когда требуется максимальный уровень защиты, можно использовать комбинацию защитных устройств в виде светового занавеса и лазерных систем защиты. Такой многоуровневый подход обеспечивает избыточные меры безопасности, что еще больше снижает риск травмирования оператора.
Выбор и внедрение этих систем безопасности должны основываться на тщательной оценке рисков с учетом таких факторов, как конкретные операции гибки, требования к транспортировке материалов и общая планировка цеха. Регулярное обслуживание и проверка этих защитных устройств имеют решающее значение для обеспечения их постоянной эффективности в защите операторов и поддержания продуктивной работы листогибочного пресса.
Я знаю, что для того, чтобы станок считался безопасным для использования, должна быть достигнута определенная степень безопасности. Учитывая это, я бы рекомендовал оснастить листогибочный станок, по крайней мере, устройством световой завесы для обеспечения безопасности.
Манометры листогибочного пресса - важнейшие инструменты для обеспечения точности и аккуратности при гибке листового металла. К наиболее часто используемым измерительным приборам листогибочного пресса относятся угломеры, угловые линейки и верньерные штангенциркули. Каждый из этих инструментов играет важную роль в измерении и проверке углов изгиба, толщины материала и общих размеров детали.
Угломеры, как правило, цифровые или аналоговые, обеспечивают быстрое и точное измерение угла изгиба. Они часто бывают магнитными, что позволяет легко прикреплять их к заготовке или поверхности штампа. Цифровые угломеры обеспечивают повышенную точность и часто могут передавать данные непосредственно в системы контроля качества.
Угловые линейки, также известные как транспортиры, - это простые, но эффективные инструменты для измерения углов изгиба. Они бывают разных размеров и из разных материалов, а некоторые из них оснащены регулируемыми рычагами для большей универсальности. Хотя они не так точны, как цифровые измерительные приборы, их удобно использовать для быстрой проверки и грубых измерений.
Верньерные штангенциркули, хотя и не являются специфическими для листогибочных машин, незаменимы для измерения толщины материала, длины фланцев и других критических размеров. Современные цифровые штангенциркули обладают высокой точностью и могут с легкостью измерять как внутренние, так и внешние размеры.
В дополнение к этим традиционным инструментам современные листогибочные прессы могут включать встроенные системы измерения углов или лазерные измерительные технологии для проверки углов в реальном времени в процессе гибки. Эти интегрированные системы могут значительно повысить производительность и уменьшить необходимость в ручных измерениях.
Правильный выбор и регулярная калибровка манометров листогибочного пресса имеют решающее значение для поддержания стандартов качества производства и обеспечения стабильного выпуска деталей в процессах изготовления листового металла.
Электрическая система листогибочного пресса
Электрическая система управления современного листогибочного станка состоит из трех основных компонентов: электрического шкафа управления, консоли системы числового программного управления (ЧПУ) и станции оператора.
Листогибочный пресс обычно работает от трехфазного источника питания переменного тока со стандартными характеристиками 50 Гц и 380 В (настраивается в соответствии с региональными требованиями). Этот первичный источник питания выполняет несколько функций:
Прямое управление главным двигателем
Питание сервосистемы заднего датчика
Подача электроэнергии для освещения машин
Входящее переменное напряжение проходит через внутренний системный трансформатор, который затем выдает соответствующие напряжения для различных подсистем.
После преобразования энергия выпрямляется в две отдельные цепи постоянного тока 24 В:
Один предназначен для питания контроллера ЧПУ
Другой для подачи питания на контур управления
Такая двухконтурная конфигурация питания постоянного тока обеспечивает стабильную, изолированную подачу питания на критически важные системы управления, повышая надежность работы и снижая уровень электромагнитных помех между компонентами.
Конструкция электрической системы обеспечивает точный контроль над операциями гибки, беспрепятственную интеграцию с системами автоматизации и поддерживает такие передовые функции, как контроль усилия в режиме реального времени и адаптивные алгоритмы гибки. Эта сложная электрическая архитектура является основой для достижения высокой точности, повторяемости и эффективности, требуемых в современных процессах изготовления листового металла.
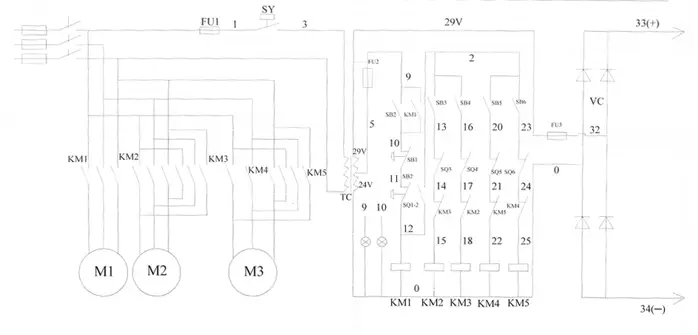
Электрическая схема
Разные производители могут иметь различные варианты электрических схем листогибочных прессов. При покупке поставщик должен предоставить электрическую схему, а также гидравлическую схему и руководства по установке и эксплуатации. Если они не прилагаются к станку при получении, рекомендуется немедленно связаться с поставщиком.
Обратите внимание, что представленная ниже схема подключения листогибочного пресса является справочной и разработана нами.
Гидравлическая система листогибочного пресса
Разработка электрогидравлической пропорциональной технологии
Во время Второй мировой войны скорость реактивных истребителей постоянно увеличивалась, что требовало более совершенных систем управления с повышенными требованиями к быстродействию, динамической точности и динамической скорости.
В 1940 году на самолетах появилась первая электрогидравлическая сервосистема. В 1960-х годах были разработаны различные типы электрогидравлических сервоклапанов, что привело к созданию более совершенной электрогидравлической сервотехнологии.
Однако к концу 1960-х годов спрос на электрогидравлические сервотехнологии в гражданском строительстве вырос, но традиционный электрогидравлический сервоклапан предъявлял жесткие требования к текучей среде и потреблял много энергии, что делало его производство и обслуживание дорогим.
Принцип работы гидравлической системы листогибочного пресса
В 1970-х годах для разработки надежного электрогидравлического сервоуправление Технология, отвечающая реальным потребностям машиностроения, электрогидравлическая технология пропорционального управления быстро продвигалась вперед. В то же время, промышленные сервоуправление Технология также развивалась.
Электрогидравлическая пропорциональная технология - это комплексный подход, объединяющий гидравлические передача энергии с гибкостью и точностью электронного управления. С развитием технологии числового программного управления и появлением надежных пропорциональных гидравлических компонентов в последние годы широко внедряется технология электрогидравлического пропорционального управления, типичным применением которой является синхронное управление листогибочными машинами.
Основная теория гидравлической передачи заключается в следующем Принцип Паскаля.
Двигатель, масляный насос и клапан соединены с топливным баком. Чтобы обеспечить достаточное наполнение масляного бака маслом во время быстрого движения плунжера, используется конструкция заправочного клапана. Это не только повышает скорость движения плунжера, но и экономит электроэнергию.
Гидравлическое управление листогибочными прессами с ЧПУ требует высокой степени автоматизации и стандартизации производственного процесса. Поэтому в конструкцию листогибочного пресса должна быть интегрирована гидравлическая система.
Рама листогибочного пресса служит основой для установки гидравлических компонентов, а масляный бак интегрирован в штамповочную раму.
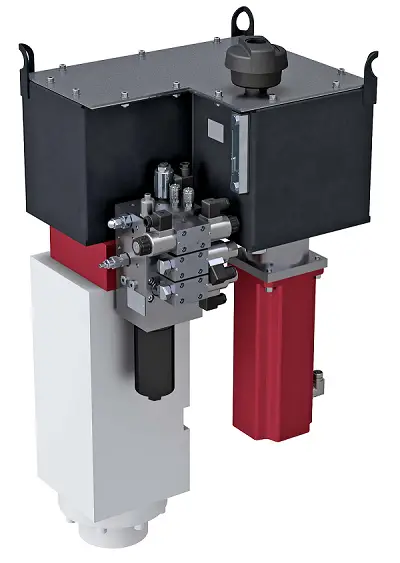
Три стиля блоков управления
Листогибочный пресс оснащен тремя блоками управления. Два из них, с клапаном заполнения средней плиты, установлены непосредственно в гидроцилиндре, что устраняет необходимость прокладки трубопроводов между главным блоком управления и гидроцилиндром.
Узел обратного давления, спроектированный таким образом, чтобы исключить протечки в соответствии с требованиями заказчика, состоит из реверсивного седельного клапана и двух перепускных клапанов.
Основные компоненты, установленные в главном узле, включают пропорциональный перепускной клапан, запорный клапан максимального давления и систему контроля реверсивного клапана, расположенного на месте управляющего клапана.
Центральный блок управления
Центральный блок управления объединяет три блока управления в один, и в основном используется в специализированных структурах для управления. Блок управления и соединение между ними гидравлические цилиндры должны располагаться симметрично.
В нем используются маслозаправочные клапаны серии SFA, которые выполнены во фланцевой конструкции и устанавливаются непосредственно в гидроцилиндр, соединенный с баком через всасывающую трубу.
Распределитель датчиков и интерфейсов осей: Все электромагнитные клапаны сосредоточены в одном блоке управления, а электрические соединения клапанов также сосредоточены в одном кабеле для упрощения подключения. Для этого на центральном блоке управления установлен распределитель интерфейсов.
Гидравлический масляный цилиндр
ГИДРАВЛИЧЕСКИЕ ЦИЛИНДРЫ (in гидравлический пресс тормоза) в которых поршень, приводимый в движение жидкостью (масло) под давлением насоса перемещает верхнюю балку (или, реже, скамью), создавая необходимое усилие для изгиба. Обычно имеется два цилиндра, которые перемещаются по осям Y1 и Y2, и они должны быть абсолютно параллельны, чтобы избежать разницы углов вдоль профиля.
Гидравлическая система требует, чтобы гидравлическое масло было чистым. Очистка масляного бака имеет решающее значение.
При замене гидравлического масла необходимо снять крышку масляного бака. Очистите дно бака с помощью полотенца (не используйте хлопчатобумажную пряжу), а затем промойте его бензином с чистящим углем.
Поскольку рука не достает до конца бака, для очистки углов можно намотать полотенце на бамбук или палку. Пробку или тормозной клапан следует ослабить, чтобы дать возможность слить грязное масло.
Вытрите насухо бока и дно бака чистым полотенцем. При необходимости используйте шарик для теста, чтобы собрать грязь в сварочных швах или труднодоступных местах, а затем наденьте крышку обратно.
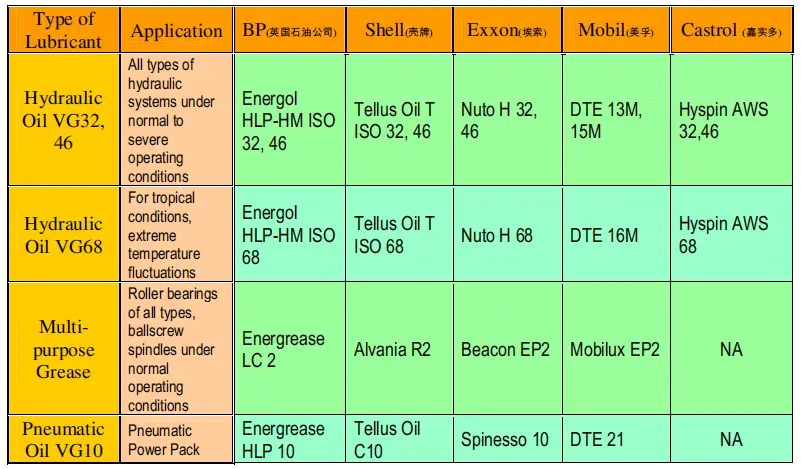
Рекомендуемое гидравлическое масло для листогибочного пресса
Значение маркировки гидравлического масла представляет собой среднее значение вязкости при температуре 40°C. Если рабочее давление и температура в гидравлической системе выше, а рабочие скорости ниже, следует использовать гидравлическое масло с более высокой маркировкой.
Рекомендуется использовать противоизносное гидравлическое масло ISO VG46# (со средней вязкостью 46 мм2/с при 40°C). Если машина длительное время работает при температуре ниже 5°C, можно использовать гидравлическое масло ISO VG32#.
Не рекомендуется использовать машину при очень низких температурах (ниже -5°C). Если это все же произошло, следует дать машине некоторое время поработать на холостом ходу. При необходимости в контур можно установить масляный обогреватель.
При нормальных условиях работы температура масла не должна превышать 70°C. В особых условиях масляный радиатор могут быть установлены по мере необходимости.
Залейте масло
Используемое гидравлическое масло должно быть чистым. Чтобы залить масло, открутите гайку воздушного фильтра и залейте масло через фильтр. Если используется заправочное оборудование с фильтром, можно открыть крышку масляного бака и залить масло напрямую.
Следите за показаниями масляного манометра и залейте масло до уровня 80-90%, когда плунжер остановится в верхней мертвой точке.
Для обеспечения надлежащего функционирования машину следует сначала запустить вхолостую, а затем на максимальном ходу, чтобы устранить пузырьки воздуха в гидравлическом контуре.
Емкость масляного бака
Таблица емкости бака для масла тормозного пресса NC
Модель
Емкость масляного бака (L)
30t/1600
65
30t/2000
65
40t/2500
130
63t/2500
140
63t/3200
150
80t/2500
130
80t/3200
165
100t/2500
230
100t/3200
230
100t/4000
250
125t/3200
220
125t/4000
250
160t/2500
260
160t/3200
260
160t/4000
285
160t/5000
290
160t/6000
300
200T/3200
470
200T/4000
550
200T/5000
550
200T/6000
550
250T/3200
470
250T/4000
540
250T/5000
550
250T/6000
560
300T/3200
540
300T/4000
540
300T/5000
550
300T/6000
560
400T/4000
540
400T/5000
550
400T/6000
550
500T/4000
560
500T/5000
560
500T/6000
620
500T/7000
620
600T/4000
650
600T/5000
650
600T/6000
650
600T/7000
650
График емкости масляного бака тормозного пресса с ЧПУ
Модель
Резервуар SS (L)
MS Tank (L)
40T/1300
140
150
63T/1300
140
150
63T/2500
140
260
80T/2500
140
260
100T/3200
140
260
100T/4000
140
260
125T/3200
140
260
125T/4000
140
260
160T/3200
280
370
160T/4000
280
370
220T/3200
280
420
220T/4000
280
420
Уплотнительное кольцо
Сальниковое кольцо - важнейший компонент гидравлических листогибочных машин, играющий важную роль в поддержании целостности системы и эффективности работы. Эти прецизионные уплотнения предназначены для предотвращения утечки масла из гидравлических цилиндров и других отсеков, находящихся под давлением, обеспечивая стабильную работу и долговечность оборудования.
В листогибочных прессах уплотнительные кольца обычно изготавливаются из высокоэффективных эластомеров или политетрафторэтилена (PTFE), которые выбираются за их отличную устойчивость к гидравлическим жидкостям, экстремальным температурам и высокому давлению. В конструкцию этих уплотнений часто входит металлическая арматура для поддержания стабильности конструкции при динамических нагрузках, возникающих при изгибе.
Правильный выбор и установка уплотнительных колец имеют решающее значение для:
Предотвращение загрязнения гидравлической системы
Поддержание точного контроля давления для точной гибки
Сокращение частоты технического обслуживания и связанного с ним времени простоя
Повышение общей безопасности и надежности оборудования
По мере развития технологии листогибочных машин производители разрабатывают все более сложные конструкции уплотнений, чтобы соответствовать требованиям более высоких давлений, более быстрого времени цикла и более сложных операций гибки в современном производстве листового металла.
Гониометры
Магнитные угломеры - это универсальные устройства для измерения углов, которые можно надежно закрепить на листогибочных столах или непосредственно на гибочных инструментах. Эти прецизионные приборы оснащены мощными магнитами, что позволяет быстро и стабильно позиционировать их без дополнительных приспособлений. Обеспечивая угловые измерения в режиме реального времени, угломеры позволяют операторам добиваться точных и стабильных изгибов при изготовлении листового металла.
Основная функция угломера при работе листогибочного пресса - обеспечить точное позиционирование заготовки под заданным углом до и во время процесса гибки. Эта возможность особенно важна для сложных деталей с множеством изгибов или при необходимости соблюдения жестких допусков. Операторы могут использовать угломер для:
Проверьте исходное положение листового металла перед гибкой
Контроль изменения угла изгиба в процессе формовки
Выполните окончательную проверку качества готовых отводов
Современные цифровые угломеры часто оснащаются ЖК-дисплеями для удобства считывания информации и могут быть интегрированы с системами управления листогибочными прессами для автоматической проверки и регулировки углов. Такая интеграция повышает общую точность гибки, сокращает время настройки и минимизирует отходы материала из-за неправильных углов.
При выборе угломера для листогибочного пресса следует учитывать такие факторы, как диапазон измерений, разрешение и сила магнитного поля, чтобы обеспечить совместимость с конкретными задачами гибки и рабочей средой.
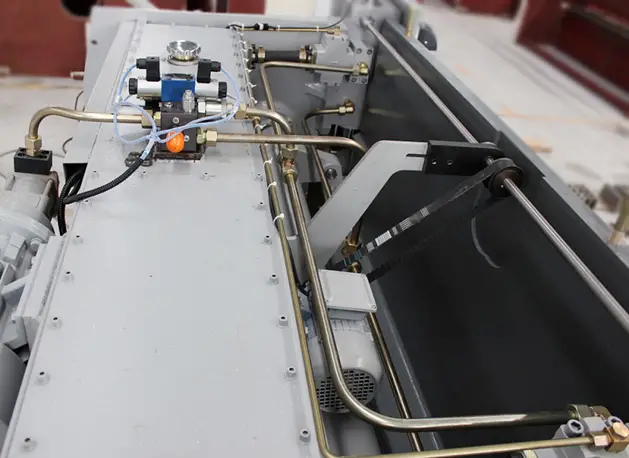
Вспомогательный механизм
Вспомогательный механизм оснащен различными функциональными компонентами, которые могут быть выбраны в зависимости от потребностей пользователя, включая механизм компенсации рабочего стола, механизм backgauge, быстросъемное устройство для зажима матрицы, держатель материала, система контроля температуры масла, которая может охлаждать или нагревать масло, устройство фотоэлектрической защиты, централизованная система смазки и др.
Вес листогибочный станок значительно варьируется, как правило, от 5 тонн до более 300 тонн, в основном в зависимости от размера и грузоподъемности машины. Такое соотношение веса важно как для логистического планирования, так и для эксплуатационных соображений. Например, стандартный 80-тонный листогибочный станок с длиной гиба 2000 мм может весить около 6 тонн, а высокопроизводительный 2000-тонный листогибочный станок с длиной гиба 12000 мм может превышать 300 тонн.
На вес листогибочного пресса влияет несколько факторов:
Мощность изгибающего усилия: Для машин большей грузоподъемности требуются более прочные рамы и компоненты, что значительно увеличивает общий вес.
Длина гиба: Для более длинных станков требуются удлиненные рамы и более крупные компоненты, что увеличивает общую массу.
Конструкция рамы: С-образные рамы обычно легче, чем О-образные, при той же грузоподъемности.
Дополнительные функции: Системы ЧПУ, усовершенствованная оснастка и автоматизированные системы перемещения материалов способствуют увеличению веса.
Понимание веса листогибочного пресса имеет решающее значение для:
Планирование транспортировки и установки
Расчеты нагрузки на перекрытия и требования к фундаменту
Выбор подходящего подъемного оборудования для перемещения машины
Оценка планировки завода и дизайна рабочего пространства
При выборе листогибочного пресса важно соотнести требуемую производительность и длину гиба с практическими соображениями, такими как прочность заводской поверхности, доступность и потенциальные потребности в будущем переезде.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Внимание всем любителям металлообработки! Вы устали гадать, какой тоннаж выбрать для вашего листогибочного пресса? Не останавливайтесь на достигнутом! В этой статье мы погрузимся в мир прессов...
Операторы листогибочных прессов играют важнейшую роль в формировании окружающего нас мира, но их работа не лишена риска. В этой статье мы рассмотрим основные советы по технике безопасности от промышленных...
Ваш листогибочный инструмент слишком быстро изнашивается? В этой статье рассматриваются основные методы ремонта, позволяющие продлить срок службы инструментов и обеспечить оптимальную производительность листогибочного...
Вы когда-нибудь задумывались о происхождении термина "листогибочный станок"? В этой увлекательной статье блога мы отправимся в увлекательное путешествие по истории, чтобы раскрыть причины возникновения...
Вы когда-нибудь задумывались, как листовой металл мастерски сгибается в замысловатые формы? В этой статье рассматриваются шесть типов процессов гибки на листогибочных прессах: гибка на фальце, обтирка, воздушная гибка, доводка, чеканка и трехточечная гибка. Вы...
В огромном мире производства одно оборудование стоит особняком: листогибочный пресс. Благодаря своей способности сгибать и придавать форму металлу с точностью и силой, он стал незаменимым...
Вы когда-нибудь задумывались, что обеспечивает бесперебойную работу листогибочного станка с ЧПУ? Ответ кроется в гидравлическом масле. Эта незаменимая жидкость обеспечивает оптимальную производительность и долговечность станка. В нашей статье...
Правильный ремонт гидравлического цилиндра листогибочного пресса имеет решающее значение для поддержания производительности и безопасности машины. Гидравлический цилиндр обычно состоит из поршня, гильзы, штока и винта.....
Вы когда-нибудь задумывались, как листогибочный станок добивается таких точных изгибов? В этой статье мы исследуем увлекательный мир осей листогибочного пресса, раскрывая секреты их роли и функций. Узнайте, как...