Окончательное руководство по трубогибу (обновлено в 2024 году)
Вы когда-нибудь задумывались, как с точностью создаются сложные формы труб? В этом руководстве раскрываются секреты трубогибов, исследуются их типы, механизмы и области применения. Благодаря советам опытных инженеров-механиков вы узнаете об инновациях, совершающих революцию в промышленности, и научитесь выбирать трубогиб, соответствующий вашим потребностям.
Трубогиб - это специализированное оборудование, предназначенное для точной гибки трубных материалов и подразделяющееся, в первую очередь, на станки с компьютерным числовым программным управлением (ЧПУ) и гидравлические системы. Эти универсальные машины играют важнейшую роль в различных отраслях промышленности, включая энергетику, транспортную инфраструктуру, структурное проектирование, морское строительство и множество других сфер, требующих изогнутых или профилированных трубопроводов.
В отличие от листогибочных машин, предназначенных для формовки плоских листов металла, трубогибы специально оптимизированы для манипулирования цилиндрическими стальными трубами и трубками. Спектр их применения охватывает такие важные отрасли, как строительство электростанций, железных и автомобильных дорог, производство котлов, строительство мостов, судостроительные верфи, архитектурные металлоконструкции и изготовление мебели на заказ. Кроме того, они незаменимы при прокладке сложных трубопроводов и в строительстве, где необходима точная прокладка труб.
В секторе трубогибочного оборудования трубогибы считаются краеугольным камнем благодаря своим многогранным возможностям. Современные трубогибы оснащены такими передовыми функциями, как программируемая последовательность изгибов, многоосевое управление для сложных геометрических форм и интегрированные измерительные системы для повышения точности. Их хорошо продуманная конструкция обычно включает прочные рамы, выдерживающие большие усилия гибки, прецизионные оправки для сохранения целостности трубы во время формовки, а также сложные гидравлические или сервоэлектрические системы привода для точного управления.
Удобный интерфейс и эргономичная конструкция современных трубогибов способствуют эффективной работе, обеспечивая быструю настройку и сокращение времени цикла. Такое сочетание универсальности, точности и простоты использования делает трубогибы неоценимым активом в процессах изготовления металла, позволяя производителям удовлетворять все более жесткие требования к точности изгиба, повторяемости и качеству обработки поверхности.
Что такое трубогибочный станок?
Трубогибочный станок, также известный как трубогиб, - это специализированное оборудование, предназначенное для точной формовки труб и трубок в различные формы, углы и изгибы. Эти машины способны работать с широким спектром материалов, включая углеродистую сталь, нержавеющую сталь, алюминиевые сплавы, медь и даже экзотические сплавы, диаметр которых обычно варьируется от 1/4 дюйма до 20 дюймов и более.
Трубогибы можно разделить на два основных типа:
Трубогибы с ЧПУ (компьютерное числовое управление): Эти современные станки обеспечивают высокую точность, повторяемость и автоматизацию. Они используют сервомоторы с компьютерным управлением для выполнения сложных последовательных операций гибки и идеально подходят для крупносерийного производства или сложных схем гибки.
Гидравлические трубогибы: Эти машины используют гидравлическое давление для создания усилия гибки. Они известны своей высокой мощностью и способностью гнуть толстостенные трубы. Гидравлические трубогибы могут быть ручными, полуавтоматическими или полностью автоматическими.
Современные трубогибочные станки часто оснащаются такими функциями, как гибка на оправке (для предотвращения разрушения трубы), гибка с усилением (для изгибов с малым радиусом) и многоступенчатая оснастка для быстрой переналадки труб разных размеров.
Универсальность и эффективность трубогибов делают их незаменимыми во многих отраслях промышленности, включая:
Электростанции и нефтехимические заводы
Аэрокосмическая и автомобильная промышленность
Системы отопления, вентиляции и кондиционирования воздуха и сантехника
Судостроение и морские сооружения
Строительство мостов и архитектурных сооружений
Проектирование и производство мебели
Изготовление на заказ и создание прототипов
Основные преимущества современных трубогибочных станков включают:
Многоосевое управление для сложных геометрий изгибов
Высокая повторяемость и стабильность производства
Сокращение отходов материалов по сравнению с традиционными методами производства
Возможность сгибать трубы с минимальными деформациями или сплющиванием
Интеграция с системами CAD/CAM для оптимизации рабочего процесса
Улучшенные функции безопасности для защиты операторов
Типы трубогибов
Трубогибы - это сложные машины, предназначенные для придания трубам различных конфигураций, включая двутавровые балки, швеллеры, уголки и проволоку. Эти универсальные инструменты могут создавать широкий спектр форм, таких как бухты, U-образные трубы, полутрубы и спиральные бухты. Основные категории трубогибов включают гидравлические электрические гибочные машины, горизонтальные гидравлические трубогибы и многофункциональные прокатные трубогибы.
Электрические трубогибы используют в качестве источника энергии электродвигатель, а усилие гибки передается через редуктор и цепной механизм. В отличие от них, гидравлические трубогибы используют гидравлическое давление для выполнения ряда точных движений: приведения в действие зажимного механизма, втягивания гибочной матрицы, выполнения изгиба трубы и управления вспомогательными движениями дорна вперед и назад.
Гидравлические трубогибы широко используются для плоской намотки труб и обладают рядом преимуществ, среди которых многофункциональность, эргономичный дизайн, простота в эксплуатации, мобильность и быстрота настройки. Эти машины находят применение в различных отраслях промышленности, включая электроэнергетическую инфраструктуру, строительство автомобильных и железных дорог, производство котлов, мостостроение, судостроение, производство мебели и архитектурного декора.
Трубогибы с ЧПУ (компьютерным числовым программным управлением) представляют собой значительный технологический прогресс по сравнению с традиционными гидравлическими системами. В этих станках вместо гидравлической энергии используются серводвигатели, что позволяет точно контролировать множество осей движения: подачу и втягивание материала, вращение плоскости гиба, компенсацию изгиба и пружины, вспомогательные движения и позиционирование гибочной головки. Ключевыми отличиями трубогибов с ЧПУ являются возможность непрерывного производства, высокая точность обработки и способность создавать сложные трехмерные формы труб.
Трубогибы с числовым программным управлением отлично справляются с операциями гибки в холодном состоянии, позволяя за один установ производить изгибы с одним или двумя радиусами. Их универсальность делает их незаменимыми в таких отраслях, как автомобилестроение и производство систем отопления, вентиляции и кондиционирования воздуха, где они используются для изготовления широкого спектра трубных фитингов и проволочных форм.
Методы гибки труб можно разделить на две категории:
Холодная гибка: Этот метод включает в себя гидравлические трубогибы, электрические трубогибы и трехвалковые гибочные станки. Холодная гибка предпочтительна для сохранения свойств материала и достижения жестких допусков.
Горячая гибка: Основным примером этого метода является среднечастотный трубогиб. Горячая гибка используется для материалов или геометрий, которые сложно сформировать при комнатной температуре, позволяя получить более экстремальные деформации с уменьшенным пружинящим эффектом.
Каждый тип трубогибов обладает уникальными возможностями и выбирается в зависимости от таких факторов, как свойства материала, требуемая сложность изгиба, объем производства и отраслевые стандарты.
Принцип работы трубогибочного станка
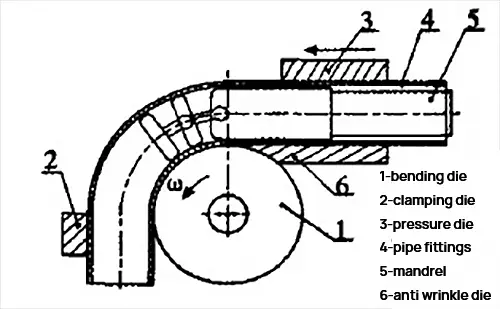
По способу гибки трубы можно разделить на листогибочные, роликовые, листогибочный пресс, и гибка по кругу. Из них гибка по окружности относительно легко поддается автоматизации, поэтому в настоящее время гибочные станки в основном предназначены для этого метода. Принцип процесса гибки показан на схеме.
Процесс гибки осуществляется с помощью гибочный штамп, зажимной штамп и прижимной штамп. Гибочный штамп установлен на шпинделе, в то время как зажим Штамп фиксирует трубные фитинги, предотвращая их осевое перемещение. Прижимной штамп состоит из направляющего и последующего штампов. Во время процесса гибки направляющий штамп оказывает соответствующее давление на штамп для предотвращения морщин на трубные фитинги, а последующий штамп перемещается вместе с трубными фитингами. Оправка также используется для заполнения внутренней полости заготовки и предотвращения образования морщин, сплющивания, утончения и других дефектов в процессе гибки.
Шпиндель вращается, и труба формируется, наматываясь на гибочный штамп. Процесс также включает подачу заготовки, подготовку места для следующего изгиба и т.д. Сайт радиус изгиба определяется радиусом гибочного штампа, и различные радиусы гибки могут быть достигнуты простой заменой гибочного штампа на штамп другого радиуса.
Структура и принцип работы автоматического трубогиба и электрогидравлического трубогиба:
Гидравлическая система трубогиба состоит из электрического масляного насоса, масляных труб высокого давления, быстроразъемных соединений, рабочего цилиндра и плунжера. Локтевая часть станка включает в себя верхнюю цветочную пластину, нижнюю цветочную пластину, головку штампа и ролик. Электрический масляный насос вырабатывает масло под высоким давлением, которое направляется в рабочий цилиндр по масляным трубам высокого давления. Масло под высоким давлением приводит в движение плунжер в рабочем цилиндре, создавая тягу, в результате чего происходит изгиб локтевой части.
Особенности трубогиба
Трубогиб включает в себя передовую технологию ЧПУ и удобный интерфейс с сенсорным экраном, обеспечивающий точное числовое управление и интуитивно понятную настройку программы с помощью диалоговой системы управления. Его прочная конструкция обеспечивает высокую жесткость и стабильность размеров в процессе гибки.
Объем памяти станка позволяет хранить 16 различных программ гибки, каждая из которых способна обеспечить до 16 уникальных углов гибки. Такая универсальность позволяет выполнять сложные многогибочные операции без перепрограммирования. Встроенная функция медленного позиционирования в сочетании с высокоточной системой контроля углов обеспечивает исключительную повторяемость с допуском ±0,1°, гарантируя стабильное качество на всех этапах производства.
Для повышения эффективности работы и минимизации времени простоя трубогиб оснащен системой обнаружения и отображения ошибок в режиме реального времени. О любых отклонениях или неисправностях немедленно сообщается с помощью экранных сообщений, что позволяет операторам быстро выявлять и устранять проблемы, поддерживая тем самым оптимальную производительность.
Дополнением к аппаратным возможностям станка является опциональный пакет программного обеспечения CAD/CAM. Этот мощный инструмент переводит сложную геометрию труб в машиночитаемые координаты, упрощая переход от проектирования к производству. Программное обеспечение может быть установлено на стандартные настольные компьютеры, обеспечивая гибкость при автономном программировании, оптимизации последовательности изгибов и расчете компенсации пружинного отката.
Преимущества и недостатки трубогибочного станка
Трубогиб работает по гидравлическому принципу, используя масло под высоким давлением от электрического насоса для создания необходимого усилия для гибки. Масло под давлением поступает по трубопроводам высокого давления в рабочий цилиндр, где оно приводит в движение плунжер, создавая усилие, необходимое для деформации трубы.
Основные преимущества современных трубогибов включают:
Передовые системы управления: Сенсорные интерфейсы и модули числового управления с интуитивно понятным диалоговым управлением, позволяющие легко задавать программы и осуществлять точный контроль.
Прочная конструкция: Конструкция станины спроектирована для обеспечения стабильности, минимизации деформации под нагрузкой и обеспечения постоянной точности изгиба.
Улучшенные функции безопасности: Оснащен многофункциональным мобильным ножным переключателем, обеспечивающим автоматический запуск, паузу и аварийную остановку, что значительно повышает безопасность оператора.
Эксплуатационная гибкость: Обеспечивает возможность ручного, полуавтоматического и полностью автоматического выполнения циклов для удовлетворения различных производственных требований.
Эргономичный дизайн: Головка машины и локоть оптимизированы для удобства и доступности оператора, что позволяет максимально эффективно использовать рабочее пространство.
Терморегуляция: Включает в себя высокопроизводительную систему циркуляции охлаждающей жидкости, поддерживающую стабильную рабочую температуру для стабильной работы и продления срока службы компонентов.
Быстрая смена оснастки: Предназначена для быстрой замены пресс-формы, что обеспечивает гибкость производства и минимизирует время простоя при переходе от одной спецификации труб к другой.
Мониторинг в режиме реального времени: Дисплей мобильного контроллера обеспечивает постоянную обратную связь с текущими параметрами обработки локтя, что позволяет оперативно вносить корректировки и контролировать качество.
Универсальное применение: В основном используется для прецизионной гибки труб в таких отраслях, как дорожное строительство, автомобилестроение, судостроение и системы отопления, вентиляции и кондиционирования воздуха.
Эксплуатационное превосходство: Характеризуется высокой стабильностью, удобными процедурами эксплуатации и обслуживания, низким уровнем шума, улучшенной безопасностью и соблюдением экологических норм.
Несмотря на многочисленные преимущества, потенциальные ограничения могут включать в себя первоначальные капиталовложения, требования к площади для больших моделей и необходимость специального обучения для оптимального использования. Однако эти факторы часто перевешиваются значительным повышением производительности, качества и универсальности, которые обеспечивают современные трубогибочные станки.
Части и функции трубогибочного станка
Трубогибочный станок - важнейший инструмент в различных отраслях промышленности, однако многие не знакомы с его сложными компонентами. Давайте рассмотрим основные элементы, из которых состоит это универсальное оборудование:
Полностью автоматическая кровать:
Станина служит основой станка и представляет собой прочную раму, изготовленную из сварного швеллера. Верхняя и нижняя опорные плиты шпинделя установлены на раме из высокопрочной листовой стали толщиной, как правило, 15 мм, что обеспечивает стабильность и точность работы.
Компонент гидравлической системы:
Гидравлическая система может быть оснащена как промышленными аксессуарами, так и высокопроизводительными авиационными гидравлическими компонентами, в зависимости от требуемой точности и области применения. Эта система обеспечивает необходимое усилие для операций гибки и гарантирует плавные, контролируемые движения.
Компонент трансмиссии:
Этот узел состоит из нескольких важнейших элементов:
Масляный цилиндр: Обеспечивает гидравлическую мощность для операций гибки
Реечный и зубчатый механизм: Преобразует линейное движение во вращательное
Трансмиссионный вал: Передает энергию и движение по всей машине
Эти компоненты работают слаженно, выполняя точные изгибные движения.
Компонент плесени:
Пресс-форма, или штамп, является важнейшим инструментом для формовки трубы. Обычно она изготавливается из высококачественных материалов, таких как подшипниковая или легированная сталь, и выбирается в зависимости от диаметра поверхности трубы и требуемых характеристик изгиба. Пресс-форма подвергается термической обработке для достижения твердости HRC48~52, что обеспечивает долговечность и сохранение стабильности размеров при высоких нагрузках.
Зажимной компонент:
Гидравлический зажимной механизм состоит из:
Скользящая пластина: Обеспечивает гладкую поверхность для перемещения трубы
Коромысло: Облегчает зажимное движение
Гидравлический цилиндр: Приводит в действие зажимное устройство
Расширение и сжатие гидравлического цилиндра приводит в действие коромысло, обеспечивая надежную и точную фиксацию трубы в процессе гибки.
Электрические компоненты:
Эти компоненты контролируют и автоматизируют процесс гибки, включая двигатели, датчики, программируемые логические контроллеры (ПЛК) и системы пользовательского интерфейса. Они позволяют точно контролировать параметры гибки, обеспечивая постоянство и эффективность производства.
Технология трубогибов
Трубогиб, специализированный станок для формирования изогнутых профилей из трубных материалов, имеет общие принципы работы с листогибочным оборудованием, но оптимизирован для цилиндрических заготовок.
Когда труба подвергается чистому изгибу под действием внешнего момента M, в ее поперечном сечении возникает сложное распределение напряжений. Внешняя стенка за нейтральной осью испытывает растягивающее напряжение σ1, что приводит к истончению стенки, а внутренняя стенка испытывает сжимающее напряжение σ2, что приводит к утолщению стенки. Этот градиент напряжений имеет решающее значение для понимания поведения трубы при изгибе.
Совместное действие этих противоположных сил (F1 и F2) приводит к деформации поперечного сечения трубы от круглого до приблизительно эллиптического. Эта овализация является ключевым моментом при изгибе труб. Если деформация превышает предел упругости материала, это может привести к структурным дефектам: растягивающее напряжение может вызвать трещины на внешней стенке, а сжимающее напряжение - смятие или изгиб на внутренней стенке.
Степень деформации трубы в основном определяется двумя безразмерными параметрами:
Относительный радиус изгиба (R/D): отношение радиуса изгиба к диаметру трубы.
Относительная толщина стенки (T/D): отношение толщины стенки к диаметру трубы
По мере уменьшения этих соотношений степень деформации увеличивается. Как правило, меньшие значения R/D приводят к более плотным изгибам, но при этом повышается концентрация напряжений и риск возникновения дефектов.
Для обеспечения структурной целостности и качества гнутых трубных фитингов очень важно контролировать деформацию в допустимых пределах, определенных отраслевыми стандартами (например, ASME B31.3 для технологических трубопроводов). На способность трубы к изгибу влияет множество факторов:
Свойства материала: предел текучести, пластичность и характеристики упрочнения при работе
Метод гибки: холодная гибка, горячая гибка или индукционная гибка
Параметры гибки: угол изгиба, радиус изгиба и скорость подачи
Технические характеристики труб: диаметр, толщина стенки и марка материала
Требования к конечному применению: номинальное давление, усталостная прочность и геометрические допуски
В современных операциях гибки труб часто используются оправки, сбрасывающие штампы или штампы под давлением для сохранения целостности поперечного сечения и минимизации утонения стенок. Кроме того, системы компьютерного числового управления (ЧПУ) позволяют точно контролировать параметры гибки, обеспечивая повторяемость и оптимизируя процесс для различных материалов и геометрии труб.
Предел формовки трубогиба
Пределы формовки трубных фитингов должны быть тщательно продуманы для обеспечения целостности конструкции и функциональности. Эти пределы включают в себя несколько критических факторов:
Предел деформации при растяжении: Максимальное удлинение в зоне боковой растягивающей деформации нейтрального слоя не должно превышать допустимого значения пластичности материала. Это ограничение предотвращает разрыв или растрескивание материала трубы в процессе гибки. Допустимое удлинение обычно определяется кривой "напряжение-деформация" материала и коэффициентами безопасности, характерными для конкретного применения.
Устойчивость к деформации сжатия: Во внутренней зоне деформации сжатия нейтрального слоя тонкостенная структура, подверженная касательным сжимающим напряжениям, должна оставаться ниже порога нестабильности. Это предотвращает смятие или смятие стенки трубы. Критическое напряжение смятия зависит от таких факторов, как отношение диаметра трубы к ее толщине, свойства материала и радиус изгиба.
Перекрестный контроль овальности: Если для фитинга требуется определенная степень эллиптичности, необходимо точно контролировать предел формовки для получения желаемого искажения поперечного сечения. Обычно это определяется коэффициентом овальности, который представляет собой отношение разницы между максимальным и минимальным диаметрами к номинальному диаметру. Допустимый диапазон овальности часто диктуется промышленными стандартами или конкретными требованиями к применению.
Сохранение толщины стенок: Для трубных фитингов, предназначенных для работы под внутренним давлением, необходимо тщательно контролировать предел формовки, чтобы не допустить чрезмерного утонения стенки. Минимальная толщина стенки после гибки должна соответствовать нормам для сосудов под давлением или стандартам для трубопроводов, относящимся к конкретной области применения. Это часто предполагает контроль радиуса изгиба и использование оправок или других внутренних опор в процессе гибки.
Компенсация пружин: Хотя это и не является прямым ограничением на формовку, в процессе гибки необходимо учитывать упругое восстановление материала (springback). Для достижения конечного желаемого угла изгиба используются методы завышения или занижения, учитывающие модуль упругости и предел текучести материала.
Нейтральный сдвиг оси: Смещение нейтральной оси к внутреннему радиусу изгиба влияет на распределение толщины стенки и должно учитываться при определении пределов формовки. Это смещение более выражено в изгибах с малым радиусом и может повлиять на общую структурную целостность фитинга.
Запчасти для трубогибов
Коромысло обеспечивает точный контроль радиуса изгиба трубы с соблюдением заданных допусков. Он работает в паре с зажимным седлом, которое смягчает упругий отскок стальной трубы в процессе гибки, повышая точность размеров.
Гидравлическая система состоит из двух ступеней давления: высокого давления для интенсивных операций и низкого давления для вспомогательных функций. Эта раздвоенная система эффективно питает направляющий ролик, седло зажима коромысла, гидроцилиндр, толкатель, каретку тележки и рихтовочный ролик, оптимизируя использование энергии и точность управления.
Устройство направляющих роликов включает в себя два комплекта направляющих роликов, прочную раму и прецизионную систему передачи зажима. Механизмы открытия и закрытия направляющих роликов с гидравлическим приводом синхронизируются с коромыслом для поддержания горизонтального положения стальной трубы на протяжении всего процесса гибки, обеспечивая постоянную кривизну.
Приводное устройство служит основным источником энергии для толкающего механизма, используя электрические или гидравлические системы в зависимости от требуемого усилия и характеристик управления.
Выпрямляющий ролик использует многоосевую систему регулировки для противодействия вертикальной деформации при гибке. Работая в паре с плавающим приспособлением против эллипса, он поддерживает круглое сечение трубы в пределах заданных допусков, предотвращая овализацию и обеспечивая целостность конструкции.
Толкающее устройство - интегрированная система, состоящая из каретки, станины, трансмиссионного вала и тяговой цепи, - продвигает стальную трубу с контролируемой скоростью. Это согласованное движение в сочетании с коромыслом и направляющим роликом обеспечивает точную, непрерывную гибку, сводя к минимуму напряжение и деформацию материала.
Меры предосторожности при работе с трубогибом
(1) Перед началом работы тщательно изучите руководство по эксплуатации электронасоса.
(2) Начните с надежного ввинчивания рабочего цилиндра во внутреннюю резьбу квадратного блока. Убедитесь, что задняя часть цилиндра правильно установлена на опорном колесе для обеспечения устойчивости во время работы.
(3) Выберите соответствующую матричную головку в зависимости от диаметра трубы. Установите ее в плунжер, совместив два ролика с соответствующими пазами, обращенными к головке матрицы. Вставьте оправку соответствующего размера в указанное отверстие и накройте ее верхней оправкой. Осторожно вставьте трубу в паз. Подключите трубу высокого давления, втянув активный конец быстроразъемной муфты и присоединив его к разъему рабочего цилиндра. Перед началом процесса гибки убедитесь, что винты фиксации масла на электрическом масляном насосе полностью затянуты.
По завершении операции гибки постепенно ослабьте винт сброса масла, чтобы плунжер автоматически вернулся в исходное положение.
Важные замечания:
(1) Для безопасной и эффективной работы строго соблюдайте руководство по эксплуатации электронасоса.
(2) Никогда не пытайтесь отсоединить быстроразъемный соединитель, когда система находится под нагрузкой, так как это может привести к внезапному сбросу давления и потенциальной травме.
(3) В качестве рабочей среды в станке используется гидравлическое масло. Регулярная и тщательная очистка и обслуживание масла и компонентов трубогиба имеют решающее значение. Это предотвратит засорение, утечки и загрязнение, которые могут существенно повлиять на производительность и долговечность станка.
Этот универсальный автоматический трубогиб идеально подходит для монтажа и обслуживания труб в различных промышленных и коммерческих условиях, включая:
Производственные мощности
Склады и распределительные центры
Верфи и морские сооружения
Строительные площадки и здания
Железнодорожная инфраструктура
Автомобильное производство и ремонтные мастерские
Дополнительная функциональность: Компонент для гибки труб (гидравлический цилиндр) может быть отсоединен и перепрофилирован в отдельный гидравлический станок для домкратирования труб, что обеспечивает повышенную универсальность при выполнении специальных задач.
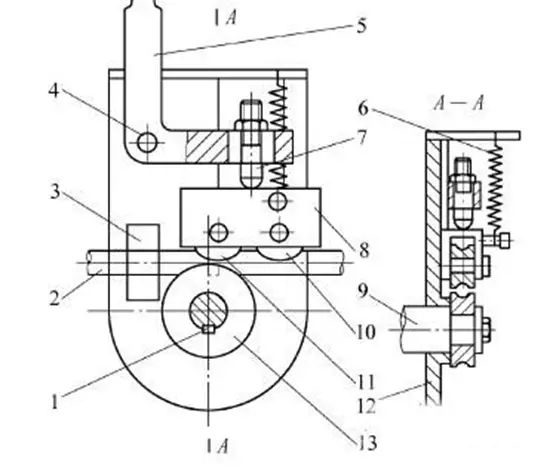
Конструкция трубогиба
Ключ
Стальная труба
Зажим для стальной трубы
Ось штыря
Ручка
Весна
Регулировочные винты
Сиденье на роликах
Шпиндель
Направляющий шкив
Колесо прокатного пресса
Проигрыватель
Модуль для гибки труб
(1) ГИБОЧНЫЙ ШТАМП
Установка:
снимите фиксирующую гайку гибочного штампа против часовой стрелки.
установите гибочный штамп, а затем зафиксируйте гайку крепления гибочного штампа.
(2) ЗАЖИМНОЙ ШТАМП
Установка:
потяните зажимную плашку для фиксации центрирующего вала.
установите зажимную матрицу, затем вставьте фиксированную оправку.
Регулировка:
A. Зафиксируйте и отпустите зажимное седло, затем переведите панель управления в ручной режим. Нажмите кнопку зажима до конца пути зажима. (В этот момент между зажимными плашками колес должен оставаться зазор, который можно отрегулировать с помощью регулировочного винта зажимного седла).
B. Отрегулируйте винт регулировки зажимного седла так, чтобы зажимная матрица и гибочная матрица были полностью герметичны.
C. Нажмите кнопку назад, чтобы выдвинуть зажимную матрицу, затем отрегулируйте зажимной винт, повернув его примерно на 1/2 - 1/4 окружности по часовой стрелке.
D. Наконец, зафиксируйте неподвижную гайку на зажимном седле.
(3) Напорный диэлектрик
Установка:
A. Выверните винт крепления прижимной плашки, затем вставьте прижимную плашку.
B, зафиксируйте винты направляющей формы.
Регулировка:
A. Зафиксируйте и отпустите зажимное седло, затем переведите панель управления в ручной режим. Нажмите кнопку зажима до конца пути зажима. (В этот момент между зажимными плашками колес должен оставаться зазор, который можно отрегулировать с помощью регулировочного винта зажимного седла).
B. Отрегулируйте винт регулировки зажимного седла так, чтобы зажимная матрица и гибочная матрица были полностью герметичны.
C. Нажмите кнопку назад, чтобы выдвинуть зажимную матрицу, затем отрегулируйте зажимной винт, повернув его примерно на 1/2 - 1/4 окружности по часовой стрелке.
D. Наконец, зафиксируйте неподвижную гайку на зажимном седле.
(4) Оправка
Установка:
A. Вставьте оправку в стержень по часовой стрелке.
B. Затем закрепите винты оправки.
(Обратите внимание, что оправка должна быть направлена в сторону сгиба)
Работа трубогиба
Станок должен быть надлежащим образом заземлен с помощью гибкого медного шнура с минимальной площадью поперечного сечения 4 мм². Напряжение питания должно оставаться в пределах указанного диапазона. Не проверяйте цепь управления с помощью мегомметра (тестера изоляции), так как это может привести к повреждению чувствительных электронных компонентов.
При подключении или отключении электрических разъемов всегда беритесь за корпус разъема, а не тяните за провода или кабели, чтобы предотвратить разрушение паяного соединения или обрыв провода.
Защитите концевые выключатели, энкодеры и другие прецизионные компоненты от ударов твердыми предметами, чтобы сохранить их точность и функциональность.
Защитите дисплей от острых предметов, чтобы предотвратить повреждение экрана и обеспечить четкую видимость важной информации.
Устанавливайте шкаф управления электрооборудованием в хорошо проветриваемом месте, вдали от пыльной или агрессивной среды, которая может повредить электронные компоненты.
Воздержитесь от внесения изменений в терминалы ввода/вывода ПК, чтобы сохранить целостность системы и предотвратить возможные сбои или угрозу безопасности.
При изменении источника питания станка уточните технические характеристики двигателя, чтобы обеспечить совместимость и оптимальную производительность.
Поддерживайте чистоту станка, уделяя особое внимание зажимному блоку и скользящему блоку. Регулярно осматривайте и удаляйте любой мусор или посторонние предметы, которые могут нарушить точность или вызвать износ.
Регулярно смазывайте цепь и все скользящие части, используя соответствующие смазочные материалы, чтобы минимизировать трение и продлить срок службы деталей.
Для обеспечения безопасности оператора всегда отключайте электропитание перед выполнением любых операций по очистке или техническому обслуживанию.
Подготовка: Перед началом работы выполните следующие проверки:
Убедитесь, что уровень масла находится на указанной отметке
Убедитесь, что все точки смазки были должным образом обслужены
Проверьте правильность направления вращения двигателя
Послушайте, нет ли необычных звуков от масляного насоса.
После ввода в эксплуатацию проверьте гидравлическую систему на наличие утечек Примечание: Для сохранения точности угловой энкодер не должен содержать смазки во время работы.
Регулировка давления: Используйте электромагнитный предохранительный клапан для настройки давления в системе на требуемое рабочее давление, обычно не превышающее 12,5 МПа. Это обеспечивает оптимальное усилие изгиба при защите компонентов системы.
Регулировка пресс-формы: Правильное выравнивание имеет решающее значение для точной гибки:
Отцентрируйте пресс-форму с помощью зажимного блока, используя регулировочные болты для точной настройки
Выровняйте блок усиления по матрице, отрегулировав положение блока усиления
Отцентрируйте головку сердечника на матрице, ослабив болт сердечника, выполнив необходимые регулировки, а затем снова надежно затянув.
Такая точная центровка минимизирует износ, обеспечивает стабильное качество изгиба и продлевает срок службы инструмента.
Меры предосторожности при работе с трубогибом
При работе трубогибочного станка убедитесь, что зона охвата вращающейся руки свободна от всего персонала. Строго запретите кому-либо находиться вблизи вращающегося рычага и трубных фитингов во время работы станка, чтобы предотвратить возможные травмы.
В гидравлической системе трубогиба используется стандартное гидравлическое масло YA-N32 (ISO VG 32). Выполняйте ежегодную замену масла и одновременную очистку фильтра для поддержания оптимальной производительности и долговечности системы.
Регулировку трубогиба или фильеры должен выполнять только уполномоченный и обученный персонал. Для обеспечения безопасности регулировки должны выполняться минимум двумя операторами, при этом один из них должен находиться у шкафа управления для контроля операций и оказания немедленной помощи в случае необходимости.
Перед выполнением любых регулировок или при работе станка без заготовки снимите оправку, чтобы избежать возможных повреждений или смещения.
Поддерживайте давление в гидравлической системе ниже максимального порога в 14 МПа (2030 фунтов на квадратный дюйм), чтобы предотвратить повреждение системы и обеспечить безопасную работу.
При ручной регулировке скорости вращения цилиндра поворачивайте рычаг на 90 градусов. Синхронизируйте скорость регулировки с линейной скоростью кромки поворотного колена. Никогда не превышайте эту скорость в ручном режиме, так как это может привести к потере контроля и возможному повреждению оборудования.
Регулярно проверяйте натяжение цепи, чтобы обеспечить постоянную эластичность в течение долгого времени. Правильное обслуживание цепи имеет решающее значение для точных операций гибки и продления срока службы станка.
В режиме автоматической гибки керна, прежде чем втягивать бывший гибочный рычаг, убедитесь, что головка керна правильно расположена в трубе и что вал керна не заблокирован. Невыполнение этого требования может привести к изгибу или поломке головки или стержня сердечника.
После каждого использования отключайте питание и проводите тщательную очистку и смазку машины. Такая практика помогает поддерживать оптимальную производительность, продлевает срок службы оборудования и обеспечивает готовность к последующим операциям.
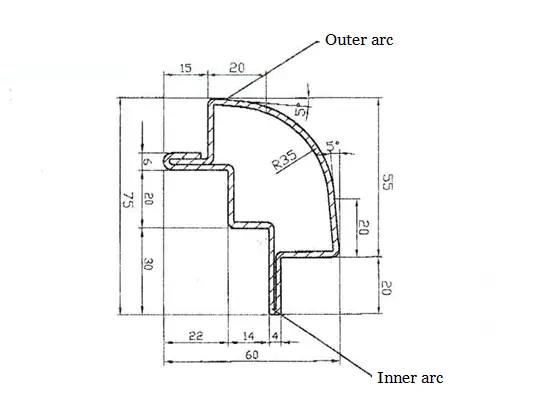
Регуляризация типа трубы с изгибом
Проектируйте выхлопные трубы так, чтобы свести к минимуму сложные геометрические формы, уделяя особое внимание стандартизированным изгибам и эффективным производственным процессам. Избегайте больших круговых дуг, произвольных кривых и составных изгибов, превышающих 180°.
Большие круговые дуги повышают сложность производства и ограничивают возможности трубогибов. Для их изготовления часто требуется специализированное оборудование или многоэтапные процессы, что снижает общую эффективность производства и увеличивает затраты.
Произвольные кривые и составные изгибы препятствуют усилиям по механизации и автоматизации. Такие нестандартные формы часто требуют ручного изготовления, что препятствует внедрению передовых технологий производства, таких как гибка с ЧПУ или роботизированная сварка. Использование ручного труда не только увеличивает время производства, но и подвергает операторов эргономическим рискам, связанным с повторяющимися движениями и поднятием тяжестей.
Изгибы, превышающие 180°, представляют значительные трудности в процессе гибки труб. Большинство стандартных трубогибов не могут эффективно формировать или выдавать такие экстремальные углы из-за механических ограничений. Такие изгибы часто требуют сегментного изготовления или специальной оснастки, что приводит к усложнению производства, потенциальным проблемам с качеством в местах соединения и увеличению производственных затрат.
Оптимизация конструкции выхлопной трубы для обеспечения технологичности:
Используйте стандартные радиусы и углы изгиба, совместимые с обычным трубогибочным оборудованием.
Реализуйте принципы модульного проектирования, разбивая сложные геометрические фигуры на более простые, повторяющиеся сегменты.
Рассмотрите возможность использования дорновой гибки для получения более узких радиусов при сохранении целостности и формы поперечного сечения трубы.
Прямые участки между изгибами облегчают настройку и улучшают характеристики потока.
Используйте программное обеспечение 3D CAD и FEA для моделирования и оптимизации конструкций изгибов с точки зрения производительности и технологичности.
Скорость гибки трубогибочного станка
Скорость гибки в процессах формовки труб существенно влияет на качество конечного продукта. Оптимизация этого параметра имеет решающее значение для достижения желаемых результатов и предотвращения распространенных дефектов. Влияние скорости гибки на качество формовки можно обобщить следующим образом:
Чрезмерная скорость:
Повышает риск образования плоских пятен (сплющивания) на изогнутых участках воздуховодов
Может нарушить округлость трубы, что может привести к несоблюдению установленных допусков
В крайних случаях может привести к образованию шнурка (неровности поверхности) и разрушению материала
Недостаточная скорость:
Способствует образованию морщин на внутреннем радиусе изгиба под действием сжимающих напряжений
Может вызвать проскальзывание между трубой и нажимной матрицей, что влияет на точность изгиба.
Для труб большого диаметра может привести к образованию раковин (локальных углублений) на внешних сторонах изгиба
Для определения оптимальной скорости гибки рекомендуется установить конечную скорость гибки на уровне 20-40% от максимальной мощности станка. Этот диапазон обеспечивает баланс между производительностью и качеством, позволяя:
Адекватный поток материала во время деформации
Минимизация эффекта пружинного отката
Снижение риска возникновения дефектов, связанных с экстремальными скоростями.
На выбор конкретной скорости в этом диапазоне влияют следующие факторы:
Свойства материала (предел текучести, скорость закалки)
Диаметр трубы и толщина стенки
Радиус изгиба
Условия смазки
Конструкция и состояние инструмента
Важно отметить, что эти рекомендации могут несколько отличаться в зависимости от конкретного трубогибочного станка, материала и области применения. Проведение испытаний и точная настройка параметров процесса для каждой конкретной установки необходимы для достижения оптимальных результатов при гибке труб.
Стандартизация радиуса гибки трубогиба
Выбор оптимального радиуса гиба имеет решающее значение в трубогибочных операциях, уравновешивая принципы "одна труба - один штамп" и "несколько труб - один штамп" для достижения максимальной эффективности и универсальности.
В тех случаях, когда труба требует всего нескольких положений или углов гибки, обычно используется один радиус гиба. Такой подход, известный как "одна труба - один штамп", обусловлен механическими ограничениями трубогибочных станков, которые не могут изменять модуль гиба в середине процесса. Этот метод обеспечивает точность при изготовлении труб определенной конфигурации, но может ограничивать гибкость.
Напротив, подход "несколько труб - один штамп" обеспечивает большую универсальность и экономическую эффективность. Эта стратегия предполагает стандартизацию радиуса гиба для труб одинакового диаметра, независимо от их конечной формы. Благодаря использованию одних и тех же гибочных модулей для различных конфигураций труб этот метод позволяет значительно сократить количество необходимой оснастки. Такая стандартизация не только упрощает производство, но и минимизирует время наладки и затраты на оснастку.
Выбор между этими подходами зависит от таких факторов, как объем производства, разнообразие конструкций труб и имеющиеся ресурсы. При крупносерийном производстве стандартизированных деталей метод "несколько труб - один штамп" часто оказывается более эффективным. Однако для специализированных или малосерийных применений может оказаться более подходящим подход "одна труба - один штамп".
Важно отметить, что при реализации стратегии "несколько труб - один штамп" необходимо тщательно учитывать свойства материала, толщину стенки и требования к качеству изгиба, чтобы гарантировать, что один радиус может адекватно обслуживать несколько конструкций труб без ущерба для структурной целостности или производительности.
Оправка для гибки труб и ее расположение
В процессе гибки труб оправка служит важнейшим внутренним опорным механизмом для поддержания структурной целостности внутренней стенки трубы на радиусе гиба, эффективно предотвращая деформацию и овализацию. Без применения оправки обеспечение постоянного качества и точности размеров при гибке труб становится значительно сложнее, особенно для тонкостенных труб или труб, требующих малых радиусов изгиба.
Оправки выпускаются в различных конфигурациях, каждая из которых предназначена для удовлетворения конкретных требований к гибке:
1. Цилиндрические оправки: Подходят для простых изгибов толстостенных труб
2. Универсальные оправки:
Одношариковая головка
Двойная шаровая головка
Трехшариковая головка
Четырехшариковая головка
3. Ориентационные оправки:
Одношариковая головка
Многошариковая головка
Эти конструкции обеспечивают гибкость при работе с трубами различных диаметров, толщины стенок и сложности изгибов.
Точное позиционирование оправки в трубе в процессе формовки играет решающую роль в достижении оптимальных результатов гибки. Теоретически точка касания оправки должна совпадать с точкой касания матрицы для гибки труб. Однако обширные эмпирические исследования показали, что продвижение оправки на 1-2 мм за пределы этой теоретической точки обеспечивает более высокое качество и стабильность гибки.
Такое небольшое смещение оправки вперед дает несколько преимуществ:
Усиленная поддержка в критической зоне изгиба
Снижение риска появления морщин на внутреннем радиусе
Улучшенная стабильность поперечного сечения на всем протяжении изгиба
Важно отметить, что чрезмерное продвижение оправки может привести к нежелательным последствиям, таким как образование выступа "гусиная голова" на внешней стенке изогнутого участка. Это явление возникает из-за чрезмерного сжатия материала на внешнем радиусе, что подчеркивает важность точного позиционирования оправки.
Для достижения оптимальных результатов при определении идеального положения оправки необходимо учитывать такие факторы, как свойства материала трубы, соотношение диаметра и толщины стенки, радиус изгиба и угол изгиба. Современное программное обеспечение для моделирования гибки и итерационные испытания позволяют еще больше усовершенствовать процесс для конкретных применений.
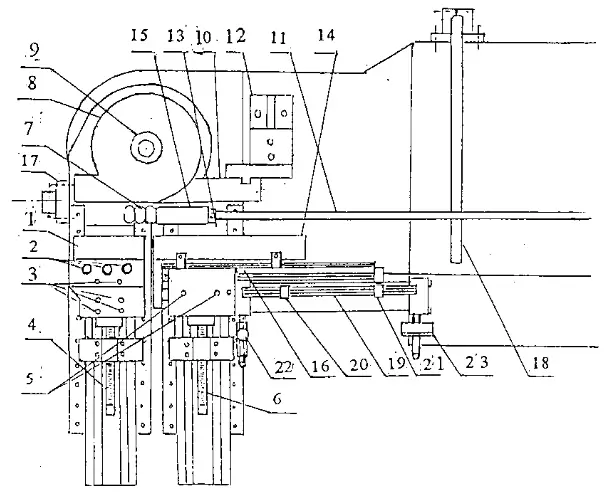
Как установить пресс-форму автоматического трубогиба с ЧПУ?
Вспомогательный клапан для регулирования скорости нажатия
установочный винт гильзы пресс-формы
гибочный штамп
стержень оправки
направляющая пресс-форма
сиденье с ограничителем
вспомогательный толкающий передний ограничитель
вспомогательный манометр
регулировочный винт гильзы пресс-формы
Фиксатор и крышка для гнутых форм
Сиденье с пластиной против морщин
оправка
удерживающая планка
вспомогательное ограничение обратного хода
Заблокируйте гибочный штамп и колпачок (9) по часовой стрелке, ослабьте и снимите его. После замены требуемой гибочной головки заблокируйте гибочную головку и колпачок.
Установка главной зажимной матрицы
Чтобы заменить требуемую зажимную матрицу, сначала снимите штифтовой вал (2) основной зажимной матрицы, замените его требуемой зажимной матрицей и вставьте штифтовой вал. Затем ослабьте крепежный болт (3) основания зажимного штампа, включите главный зажим с помощью экрана ручного режима, поверните регулировочный винт зажимного штампа (4) и переместите его вперед, пока зажимной штамп не будет зажат на гибочном штампе. Затем нажмите на главный зажим, чтобы освободить зажим, и поверните регулировочный винт зажимной матрицы вперед на 1/3 или 1/2 оборота. Наконец, заблокируйте крепежные винты основания зажимного штампа.
Установка направляющей зажимной плашки
Чтобы установить направляющую матрицу, следуйте тому же методу, что и выше, но отрегулируйте усилие зажима так, чтобы оно было немного слабее, чем у основной зажимной матрицы.
Если во время гибки труба сморщилась, переместите регулировочный винт гильзы пресс-формы вперед примерно на 1/4 оборота, а затем попробуйте согнуть трубу снова, пока не исчезнут морщины.
Во время испытания на гибку необходимо следить за тем, чтобы скорость продвижения вспомогательного толкателя была синхронизирована со скоростью гибки.
Установка и регулировка штока оправки и седла цилиндра оправки
Для установки бусины оправки (7) вкрутите стержень оправки (11) в стержень оправки (15) и соедините оправку с поперечным шарниром цилиндра оправки.
Общий метод регулировки заключается в том, чтобы передний конец стержня оправки выходил за центральную точку касания гибочного штампа на 2-5 мм (в зависимости от диаметра гибочного штампа; чем больше диаметр, тем больше расстояние за точкой касания, а чем меньше диаметр, тем наоборот).
Седло цилиндра оправки должно быть установлено на направляющей цилиндра оправки, а направляющая цилиндра оправки должна быть оснащена шкалой.
Указатель указывает на радиус гибочного штампа, поэтому при замене гибочного штампа необходимо соответствующим образом отрегулировать посадочное место цилиндра оправки.
Установка устройства для борьбы с морщинами
Морщиностойкая пластина (10) закрепляется на морщиностойком седле (12), при этом дугообразное седло морщиностойкой пластины располагается близко к гибочному штампу (8). Передний конец должен быть как можно ближе к центру колесной матрицы, а задний конец морщиностойкой пластины должен быть параллелен направляющей матрице с разницей в 1-2 градуса, чтобы уменьшить трение между морщиностойкой пластиной и заготовкой.
Обращение и установка трубогиба
Обработка:
Весь станок можно поднять, продев стальную проволоку через дно станка.
В месте контакта стального каната со станком следует положить хлопчатобумажную пряжу или ткань, чтобы не повредить поверхность корпуса станка.
Во время работы с устройством движущиеся части должны быть закреплены, чтобы предотвратить их перемещение и столкновение.
Установка:
Станок должен быть установлен непосредственно, а уровень оборудования может быть отрегулирован с помощью регулировки демпфирующего блока на подножке станка.
Положение масляный радиатор относительно станка следует определять в зависимости от фактического рабочего положения.
Подготовка к вводу в эксплуатацию:
Перед началом работы оператор должен внимательно прочитать инструкцию и ознакомиться с мерами предосторожности, рабочими характеристиками и эксплуатационными параметрами станка.
Подключите кабель между блоком управления и хостом.
Добавьте гидравлическое масло в масляный бак до центральной линии указателя уровня масла.
Добавьте механическое масло № 20 в револьверный корпус и коробку передач до центральной линии указателя уровня масла.
Впрысните смазку в скользящий блок линейной направляющей и различные масляные чашки.
Проверьте, нет ли посторонних предметов на дорожках движущихся частей и вокруг них.
После подключения питания нажмите кнопку запуска гидравлического мотора (мотор) и быстро нажмите кнопку аварийного останова (fstop), и посмотрите, соответствует ли направление движения мотора метке направления. Если нет, отрегулируйте проводку питания и повторите попытку.
Проверьте давление в гидравлической системе (после запуска гидромотора нажмите на сердечник электромагнитного переливного клапана с помощью соответствующих инструментов), при этом указанное значение на манометре должно быть менее 14 МПа (обычно регулируется при выходе с завода).
Применение трубогибочного станка
Применение в производстве электрогенераторного оборудования:
Мировой спрос на оборудование для производства электроэнергии значительно увеличился в связи с сокращением запасов ресурсов и ростом цен на энергоносители. В этом секторе трубогибы с ЧПУ играют важнейшую роль, представляя собой значительные инвестиции в производственный процесс. Эти станки необходимы для создания сложных трубопроводных систем на электростанциях, включая парогенераторы, турбины и теплообменники. Их точность и эффективность имеют решающее значение для производства труб высокого давления и сложных систем охлаждения, обеспечивая оптимальную производительность и безопасность объектов энергетики.
Применение в производстве пресс-форм:
Трубогибы с ЧПУ являются неотъемлемой частью различных этапов производства пресс-форм, включая формовочные формы, горячие формы, холодные формы и пластиковые формы. Их универсальность выходит за рамки традиционного производства пресс-форм и находит широкое применение в автомобильной, железнодорожной, машиностроительной и мебельной промышленности. Эти отрасли в значительной степени полагаются на технологию гибки труб для создания точных компонентов и каркасов нестандартной формы. Способность трубогибов с ЧПУ производить последовательные, высококачественные изгибы с минимальными отходами материала сделала их незаменимыми в современном промышленном производстве пресс-форм.
Применение в аэрокосмической промышленности:
В аэрокосмической промышленности трубогибы играют важнейшую роль в формировании конструктивных элементов самолетов. Исторически сложилось так, что эти детали изготавливались преимущественно из алюминиевых сплавов и часто имели большой объем. Однако растущее использование титановых сплавов и композитных материалов в аэрокосмической отрасли привело к более жестким требованиям к трубогибочным станкам с ЧПУ. Современные трубогибы для аэрокосмической отрасли должны работать с этими передовыми материалами с предельной точностью, соблюдая жесткие допуски и минимизируя напряжение материала. Они используются при создании топливопроводов, гидравлических систем и структурных опор, где целостность каждого изгиба имеет решающее значение для безопасности и производительности самолета. Эволюция технологии гибки труб в этой области продолжает расширять границы возможностей обработки материалов, позволяя производить более легкие, прочные и эффективные компоненты самолетов.
Что такое Цена трубогибочного станка?
Конфигурация гидравлического трубогиба является решающим фактором в определении его цены. На рынке промышленного оборудования справедлива поговорка "вы получаете то, за что платите": каждая цена отражает определенные возможности и уровень качества.
Пользователи, которым требуется высокая точность и эффективность гибки на гидравлических трубогибах, отдают предпочтение качеству, которое в первую очередь определяется внутренними компонентами и конструкцией машины. Ключевые факторы, влияющие на качество и цену, включают:
Сложность системы управления (например, ЧПУ против ручного)
Мощность и точность гидравлической системы
Качество и универсальность инструментов
Жесткость и долговечность рамы машины
Мощность двигателя и энергоэффективность
Функции безопасности и соответствие промышленным стандартам
Для многих заказчиков балансировка между затратами и требованиями к качеству представляет собой серьезную проблему. Это требует глубокого понимания специфики применения, объемов производства и долгосрочных расчетов окупаемости инвестиций.
В настоящее время на рынке представлен широкий ассортимент трубогибов, цена которых обычно составляет от 3 000 до 100 000 юаней (примерно от $460 до $15 400 долларов США). Конкретные расценки зависят от нескольких факторов:
Толщина стенки материала Мощность
Максимальный радиус изгиба
Диапазон диаметров труб
Точность угла изгиба
Скорость производства
Уровень автоматизации
Дополнительные функции (например, многоступенчатая оснастка, автоматическая смазка)
При оценке вариантов трубогибов необходимо учитывать не только начальную цену покупки, но и такие факторы, как:
Операционная эффективность и потенциальное повышение производительности
Требования к техническому обслуживанию и сопутствующие расходы
Универсальность для работы с трубами различных материалов и размеров
Потребление энергии и воздействие на окружающую среду
Наличие запасных частей и технической поддержки
Как использовать трубогибочный станок?
Регулировка станка:
Чтобы добиться желаемой геометрической формы гнутой трубы, выберите пресс-форму, исходя из внешнего диаметра, толщины стенки и радиуса изгиба трубы, а затем настройте соответствующие детали.
Угол изгиба:
Введите требуемый угол на экране управления в соответствии с потребностями пользователя (см. инструкцию к электроприбору).
Регулировка зажимного и усиливающего механизма подвижной плиты:
Для зажима и форсирования труб в этом станке используется механизм увеличения усилия шатуна.
Чтобы обеспечить самоблокировку зажимного механизма, сначала ослабьте винтовые стержни механизма зажима трубы и механизма бустера. Затем, в ручном режиме, оба механизма находятся в зажимном положении, и, наконец, затяните винтовые стержни.
Скорость вращения скользящего блока регулируется односторонним дроссельным клапаном для синхронизации с главным валом.
Отрегулируйте вращающуюся часть стержня траверсного винта в зависимости от выбранной трубы и пресс-формы, чтобы центральная линия гильзы совпадала с центром колена пресс-формы.
Регулировка задней бабки:
Сначала отрегулируйте заднюю бабку так, чтобы центр стержня совпадал с центром колена матрицы, а затем отрегулируйте винтовой стержень на поршневом штоке задней бабки так, чтобы головка стержня выдвинулась в соответствующее положение.
Холостой ход станка:
В ручном режиме нажмите кнопку действия, чтобы привести в движение соответствующий масляный цилиндр, и проследите, нормально ли происходит действие, без ползания, пульсации и утечки масла.
В режиме "дюйм" перемещайте тележку по направляющей, вращайте поворотную втулку и наблюдайте за ее гибкостью и точностью.
Приведите в движение зажимной цилиндр цанги, чтобы проследить за движением его скользящей втулки и надежностью зажима.
Выберите несколько разных ракурсов, чтобы проследить за координацией и согласованностью действий каждого механизма в автоматическом режиме. Убедившись, что все элементы в норме, можно приступать к эксплуатации оборудования.
Советы по использованию трубогибочного станка
При эксплуатации трубогибочного станка необходимо соблюдать следующие правила:
Предэксплуатационный осмотр:
Проверьте точки смазки на предмет достаточного уровня масла
Проверка надежности защитных устройств
Убедитесь, что все движущиеся механизмы надежно и правильно затянуты
Перед началом процесса гибки проведите окончательное подтверждение квалифицированным оператором
Проверка гидравлической системы:
Запустите гидравлический насос и убедитесь, что давление в системе находится в заданном диапазоне
Чрезмерное давление может повредить гидравлические компоненты и привести к потере энергии
Недостаточное давление ухудшает качество и точность гибки
Установка заготовки:
Отрегулируйте позиционирующие упоры, чтобы добиться требуемого расположения и угла изгиба
Точное позиционирование трубы на заданную длину для сгибания
Выравнивание штампа:
Отрегулируйте вертикальные направляющие, чтобы обеспечить правильное выравнивание цилиндра прессования.
Убедитесь, что зажимная головка надежно захватывает трубу без проскальзывания или деформации
Проверка зажима:
Убедитесь, что цилиндр для прессования может прочно удерживать трубу на протяжении всего цикла гибки.
Операция сгибания:
Вставьте заготовку в гибочный штамп
Совместите передний край трубы с позиционирующим упором
Активируйте ножной переключатель, чтобы начать последовательность сгибания
Послеоперационные процедуры:
После завершения работ по изгибу отсоедините источник питания.
Выполните тщательную очистку машины и штампов
Нанесите соответствующую смазку на все указанные точки
Протоколы чрезвычайных ситуаций:
В случае возникновения аварийной ситуации во время работы немедленно нажмите кнопку аварийной остановки
Переключите управление в ручной режим с помощью селекторного переключателя
Осторожно перезагрузите машину вручную
Незамедлительно сообщайте о любых неисправностях и отказах для своевременного ремонта и технического обслуживания
Обслуживание трубогибочного станка
Восемь методов обслуживания трубогибов:
Метод 1:
При работе с трубогибом необходимо строго соблюдать правила эксплуатации (основные положения).
Необходимо регулярно проводить техническое обслуживание оборудования. Обслуживающий персонал должен быть квалифицированным благодаря образованию и обучению.
Метод 2:
Трубогиб необходимо содержать в чистоте, а неокрашенные части покрывать антикоррозийной смазкой.
Проверьте, в норме ли давление в каждой системе давления масла.
Метод 3:
Перед каждым запуском трубогиба необходимо регулярно добавлять смазочное масло в фиксированные точки и в количестве, соответствующем требованиям таблицы смазки.
Масло должно быть чистым и не содержать отложений.
Масляная труба и трубопровод гибочного рычага не должны касаться земли.
Метод 4:
Регулярно проверяйте и ремонтируйте выключатель, предохранитель и рукоятку, чтобы обеспечить их надежную работу.
Регулярно проверяйте, чтобы гидравлическое масло в масляном баке достигало уровня не ниже 80% указателя уровня масла.
Метод 5:
Сайт смазочное масло в подшипнике двигателя должны регулярно заменяться и заполняться, а работа двигателя должна регулярно проверяться.
Температура указателя уровня масла не должна превышать 60℃.
Метод 6:
Регулярно проверяйте, не повреждены ли клиновой ремень, рукоятка, ручка и ключ. Если они значительно изношены, их следует незамедлительно заменить.
Регулярно добавляйте консистентную смазку в место зацепления между передаточным механизмом и стойкой.
Метод 7:
Строго запрещается допускать к работе с оборудованием не назначенный персонал. Как правило, люди должны покинуть машину и остановиться.
Скользящие или вращающиеся детали необходимо регулярно смазывать.
Метод 8:
Смазывайте и очищайте трубогиб за 10 минут до работы каждый день.
При температуре ниже 5℃ обратите внимание на водоем и не допускайте его замерзания.
Не ставьте магнитные предметы рядом с серводвигателем и не стучите по ним.
При очистке ЖК-дисплея сначала отключите питание и не очищайте его жидким моющим средством или сжиженным паром.
Не размещайте аппарат в местах, где возможны протечки дождя или повышенная влажность.
Устранение неисправностей трубогибочного станка
Если в масляном цилиндре обнаружена утечка масла, подтвердите необходимость замены уплотнительного кольца.
Если давление в машине недостаточно, проверьте, достаточен ли уровень масла в масляном баке и не слишком ли высока температура масла.
Если датчик приближения не срабатывает, на экране отображается соответствующая причина неисправности. Используйте отображаемую информацию о неисправности для поиска проблемы при техническом обслуживании и устранении неполадок.
В случае неточного угла, пожалуйста, проверьте, перемещается ли цилиндр когтя вперед и находится ли он на месте, или проверьте, не слишком ли велик соответствующий коготь.
Если во время работы сервопривод не вращается или сервопривод не подается, проверьте, нет ли кода неисправности в сервопривод. Наиболее распространенной неисправностью является кратковременное понижение напряжения. При возникновении вышеописанных ситуаций сначала отключите основной источник питания и включите его снова через 30 секунд. Если проблему устранить не удается, сообщите об этом в компанию. Не разбирайте и не ремонтируйте прибор без разрешения, так как вы будете нести ответственность за последствия.
Если угол изгиба неправильный, проверьте, не ослаблен ли крепежный винт муфты энкодера и не имеет ли конец медленного изгиба угол ввода.
Если давление масла не реагирует, проверьте, не неисправен ли соответствующий электромагнитный клапан.
Лучшие поставщики/производители Трубогибочный станок
Лучшие поставщики/производители Трубогибочный станок
Для получения исчерпывающей информации о ведущих игроках отрасли мы рекомендуем ознакомиться с нашим подробным руководством по "Топ-16 производителей трубогибочных станков." На этом ресурсе представлена подробная информация о каждом производителе, включая его специализацию, технологические инновации и позиционирование на рынке.
При выборе поставщика трубогибочного оборудования учитывайте такие факторы, как:
Возможности станка (радиус изгиба, диапазон толщины стенок, совместимость материалов)
Точность и повторяемость
Функции автоматизации и интеграция с Индустрией 4.0
Послепродажная поддержка и наличие запасных частей
Возможности настройки под конкретные задачи
Энергоэффективность и экологические соображения
Общая стоимость владения, включая расходы на обслуживание и эксплуатацию
Оценив эти критерии с учетом ваших конкретных производственных требований, вы сможете принять обоснованное решение о выборе лучшего поставщика трубогибочных станков для ваших нужд. Помните, что оптимальный выбор может зависеть от вашей отрасли, объема производства и сложности операций гибки.
Как выбрать подходящий трубогибочный станок?
Выбор подходящего трубогибочного станка имеет решающее значение для эффективного и точного производственного процесса. Примите во внимание следующие факторы, чтобы принять обоснованное решение:
Определите диапазон диаметров труб: Оцените свои реальные производственные потребности, чтобы определить диапазон диаметров труб, с которыми вам предстоит работать. Это очень важный первый шаг, так как каждый трубогибочный станок имеет определенные ограничения по производительности гибки.
Оцените параметры изгиба для самого большого фитинга: Проанализируйте следующие характеристики наиболее требовательного трубопроводного фитинга в рамках вашего производства: a) Состав материала (например, углеродистая сталь, нержавеющая сталь, алюминиевые сплавы) b) Профиль поперечного сечения (круглый, квадратный, прямоугольный, угловой) c) Внешний диаметр d) Толщина стенок e) Радиус изгиба (радиус центральной линии) f) Угол изгиба и количество изгибов на деталь
Учитывайте дополнительные факторы: a) Требования к объему производства и времени цикла b) Доступная площадь и площадь оборудования c) Источник энергии и энергоэффективность d) Сложность системы управления (ручная, полуавтоматическая или с ЧПУ) e) Совместимость инструментов и время переналадки f) Характеристики точности и повторяемости станка
Проанализируйте методы гибки: Различные методы гибки подходят для разных областей применения: a) Ротационная гибка: Идеально подходит для точных изгибов с малым радиусом b) Гибка вальцами: Подходит для труб большого диаметра и мягких изгибов в) Гибка на сжатие: Экономически эффективен для простых изгибов малых диаметров d) Оправка для гибки: Обеспечивает внутреннюю поддержку тонкостенных труб
Оцените характеристики машины: Ищите функции, которые повышают производительность и качество: a) Многоступенчатая оснастка для быстрого изменения диаметра b) Механизмы усиления и помощи для сложных материалов c) Автоматические системы смазки d) Комплексные меры контроля качества (например, компенсация обратного хода пружины)
Проконсультируйтесь с производителями: Предоставьте составленные параметры и требования авторитетным производителям трубогибочных машин. Их опыт поможет подобрать наиболее подходящую модель, учитывая такие факторы, как: a) Производительность и ограничения машины b) Варианты оснастки и гибкость c) Возможности программного обеспечения для сложных последовательностей изгибов г) Послепродажная поддержка и обучение
Учитывайте будущие потребности: Удовлетворяя текущие требования, учитывайте потенциальные будущие потребности производства, чтобы убедиться, что выбранная машина обеспечивает возможность роста и адаптации.
Тщательно проанализировав эти аспекты, вы сможете выбрать трубогибочный станок, который не только удовлетворит ваши текущие производственные потребности, но и обеспечит долгосрочную ценность и эффективность ваших производственных процессов.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как металлические трубы получают точные изгибы и формы? Эта статья рассказывает о ведущих производителях трубогибочных станков, демонстрируя их инновационные технологии...
Эта статья в блоге исследует увлекательный мир методов гибки труб. Как опытный инженер-механик, я поделюсь своими соображениями о различных методах, используемых для придания трубам формы для различных применений.....
Вы когда-нибудь восхищались изящными изгибами перил из нержавеющей стали или плавными линиями металлических скульптур? За этими прекрасными дизайнами скрывается искусство и наука...