Оборудование для гибки труб и расчеты: Полное руководство
Вы когда-нибудь удивлялись замысловатым изгибам и поворотам промышленных труб? В этой статье блога мы исследуем увлекательный мир оборудования и расчетов для гибки труб. Наш эксперт, инженер-механик, проведет вас через весь процесс, поделится идеями и примерами, чтобы помочь вам понять этот важнейший аспект промышленного дизайна и производства.
Трубогибы можно разделить на три типа: тянутые, прессовые и сварные.
Вытянутые отводы можно дополнительно разделить на холоднотянутые и горячетянутые. В этой главе в основном представлены конструктивные особенности, возможности и принцип работы широко используемого трубогибочного оборудования, а также расчеты материалов для гибки труб.
I. Общие сведения о гибке труб
Гнутая труба - это трубопроводный фитинг, который изменяет направление трубопровода. Гнутые трубы можно увидеть там, где трубы пересекаются, изгибаются или огибают балки.
Тянутые гнутые трубы обладают отличной расширяемостью, устойчивостью к высокому давлению и низкой прочностью, благодаря чему широко используются в строительстве.
Основные формы гнутых труб включают в себя различные углы отводов, U-образные трубы, отводы назад и вперед (также известные как Z-отводы), а также изогнутые трубы, как показано на рисунке 1-1.
Колено - это трубопроводный фитинг с произвольным угол изгибаИспользуется на изгибах труб. Сайт радиус изгиба R. Когда R больше, изгибаемая часть трубы больше, что делает изгиб более плавным. Когда R меньше, изгибаемая часть трубы меньше, что приводит к более резкому изгибу.
Загиб "назад-вперед" - это трубопроводная арматура с двумя углами изгиба (обычно 135°). Расстояние между осевыми линиями загнутых концов трубы с изгибом "назад-вперед" называется высотой изгиба "назад-вперед" и обозначается буквой h. Обычно такой фитинг используется при соединении внутренних стояков отопления с магистралями и радиаторами, а также при соединении труб, стыки которых не находятся в одной плоскости.
U-образная труба - это полукруглый фитинг. Расстояние d между осевыми линиями двух концов трубы равно удвоенному радиусу изгиба R. U-образные трубы могут заменить два колена 90° и часто используются для соединения двух круглых радиаторов, расположенных вертикально.
Рисунок 1-1 Основные формы гнутых труб
Изогнутая труба имеет три угла изгиба. Средний угол обычно составляет 90°, а боковые углы - 135°. Изогнутые трубы используются для обхода других труб и часто применяются в трубопроводах сантехнического оборудования с подачей горячей и холодной воды.
Размер гнутой трубы определяется диаметром трубы, углом изгиба и радиусом изгиба. Угол изгиба определяется в соответствии с чертежами и реальной ситуацией на строительной площадке, после чего изготавливается шаблон. Согнутая труба изготавливается по шаблону и проверяется, соответствует ли угол изгиба изготовленного трубного фитинга требованиям.
Шаблон может быть изготовлен из круглой стали, диаметр круглой стали выбирается в зависимости от размера диаметра трубы, которую необходимо изготовить, достаточно 10-14 мм. Радиус изгиба гнутой трубы должен определяться в зависимости от диаметра трубы, требований к конструкции и соответствующих норм. Он не должен быть ни слишком большим, ни произвольно выбранным слишком маленьким.
Поскольку при слишком большом радиусе изгиба не только расходуется больше материала, но и увеличивается место, занимаемое изогнутой частью трубы, что может вызвать трудности при сборке трубы; если радиус изгиба выбран слишком малым, стенка трубы с обратной стороны изгиба чрезмерно удлиняется и истончается, снижая ее прочность, а стенка трубы с внутренней стороны изгиба сжимается, образуя морщинистое состояние.
Поэтому обычно предусматривается: радиус изгиба горячегнутых труб должен быть не менее 3,5 раз больше внешнего диаметра трубы; радиус изгиба холодногнутых труб должен быть не менее 4 раз больше внешнего диаметра трубы; радиус изгиба сварных колен должен быть не менее 1,5 раз больше внешнего диаметра трубы; радиус изгиба перфорированных колен должен быть не меньше внешнего диаметра трубы.
При изгибе трубы металл на внутренней стороне изгиба сжимается, и стенка трубы утолщается; металл на обратной стороне изгиба растягивается, и стенка трубы истончается. Чем меньше радиус изгиба, тем сильнее истончается стенка трубы в задней части изгиба и тем больше влияние на прочность задней стенки.
Для того чтобы первоначальные рабочие характеристики трубы после гибки не изменились слишком сильно, обычно предусматривается, что после гибки скорость утонения стенки трубы не должна превышать 15%. Скорость утонения стенки трубы может быть рассчитана по следующей формуле:
A=[1-R/(R+DW/2)]×100%
В формуле:
A - скорость утонения (%) внешней генераторной матрицы трубы после изгиба;
DW внешний диаметр трубы (мм);
R - радиус изгиба гнутой трубы (мм).
При изгибе трубы из-за изменения толщины внутренней и внешней стенок изгибаемого участка трубы форма поперечного сечения изгибаемого участка меняется с круга на эллипс. Изменение формы поперечного сечения изогнутой трубы уменьшает площадь поперечного сечения трубы, тем самым увеличивая сопротивление жидкости, а также снижая способность трубы выдерживать внутреннее давление.
Поэтому для эллиптичности гнутых труб обычно устанавливаются следующие условия: Когда диаметр трубы меньше или равен 150 мм, эллиптичность не должна превышать 10%; когда диаметр трубы меньше или равен 200 мм, эллиптичность не должна превышать 8%.
Эллиптичность трубы может быть рассчитана по следующей формуле:
T=(d1-d2)/d1×100%
Где:
T - овальность (%);
d1 - главная ось при максимальной овальной деформации (мм);
d2 - малая ось при максимальной овальной деформации (мм).
При холодной или горячей гибке на дорне труб с водой, газовых стальных труб и продольно сваренных стальных труб сварной шов трубы должен располагаться в месте, находящемся под углом 45° от осевой линии борта, как показано на рис. 1-2. Это необходимо для предотвращения растрескивания сварного шва трубы во время гибки.
Рисунок 1-2 Положение сварного шва при сгибании стальной трубы, соединенной швом
Как правило, при изгибе трубы не допускается образование морщин. При наличии отдельных неровных участков их высота не должна превышать следующих пределов: при диаметре менее или равном 125 мм - не более 4 мм; при диаметре менее или равном 200 мм - не более 5 мм.
II. Расчет и резка гибочной трубы
Перед выполнением работ по гибке труб необходимо сначала рассчитать длину изгибаемого участка трубы и отметить начальную точку изгиба, чтобы после гибки получить правильный полуфабрикат.
1. Расчет трубы, согнутой на 90°
Трубы, согнутые под углом 90°, наиболее широко используются в трубопроводном строительстве, и их радиус изгиба варьируется из-за различных методов производства. Для труб холодной гибки обычно берется R=(4~6)D; для труб горячей гибки берется R=4D; для штампованных или сварных колен обычно берется R=(1~1.5)D. После определения радиуса изгиба можно рассчитать длину резания изгибаемой части и определить длину нагрева при горячей гибке, как показано на рисунке 1-3.
Как видно из рисунка, после сгибания трубы внешняя дуга и внутренняя дуга согнутого участка не соответствуют реальной длине исходной прямой трубы, а только длина центральной линии согнутой трубы остается неизменной до и после сгибания, и ее развернутая длина равна длине исходного прямого участка трубы. Теперь предположим, что начальная и конечная точки изогнутого участка - a и b.
Когда угол изгиба равен 90°, длина согнутого участка трубы составляет ровно 1/4 окружности, очерченной радиусом r, а длина дуги равна радиусу изгиба, который равен
Длина дуги ab=2πR/4=1,57R
Из уравнения (1-3) следует, что длина трубы, согнутой под углом 90°, в развернутом виде в 1,57 раза больше радиуса изгиба.
Рисунок 1-3 Изгибающийся на 90° кронштейн
При гибке U-образного сгиба, обратного двойного сгиба или квадратного расширителя, если центральное расстояние два соседних отвода 90° вычерчиваются и формируются в соответствии с проектными требованиями или фактическими измерениями, то межосевое расстояние двух отводов будет больше исходного расстояния.
Это результат удлинения, образующегося при нагреве и сгибании металлической трубы. При резке необходимо вычесть погрешность удлинения из центрального расстояния двух изгибов, а затем провести центральную линию и длину нагрева второго изгиба.
Таким образом, после сгибания двух шпангоутов расстояние между центральными линиями будет точно соответствовать требуемому размеру. Погрешность удлинения показана на рисунке 1-4 и может быть рассчитана по следующей формуле:
Где:
△L - длина удлинителя (мм);
R - радиус изгиба (мм);
a - угол второго изгиба (°).
Рисунок 1-4 Схематическая диаграмма U-образной формы Линия изгиба
1 - Первый изгиб
2 - Заданное положение центральной линии второго сгиба
3 - Фактическое положение центральной линии второго изгиба
4 - Второй изгиб
Если взять в качестве примера квадратный расширитель, то метод гибка труб Объясняется расчеты по обрезке и заготовке. На рисунке 1-5а единица измерения квадратного расширителя известна как мм, диаметр трубы - DN150, а радиус изгиба R=4DN=600 мм. Если на рисунке 1-5b отбортовка производится по прямой линии, начиная с левой конечной точки o, то из рисунка видно, что Oa=1500-R=1500-600=900 мм. ab - это изогнутая часть, длина дуги которой равна ab=1,57R=1,57 x 600=942 мм.
От a до d он состоит из двух противоположных поворотов на 90° и прямого участка трубы bc. Из длины прямого участка трубы bc следует вычесть погрешность удлинения △L, тогда bc=2100-2R-△L.
Из уравнения (1-4) следует, что △L=600x(1-0,00875×90)=127,5 мм. So bc=2100-2×600-127.5=772.5mm.
Аналогичным образом можно рассчитать длину заготовки каждой секции трубы. Как показано на рис. 1-5b, работа по обрезке может выполняться плавно. В реальной работе при изготовлении трубных фитингов, состоящих из нескольких изгибов, работа по скрайбированию выполняется несколько раз.
Сначала рассчитайте длину заготовки каждой секции на эскизе и выберите прямую трубу соответствующей длины. Затем начните делать каждый изгиб с одного конца. После того как предыдущий изгиб будет сделан, сделайте надпись на следующем, чтобы устранить погрешность в размерах при гибке трубы.
Рисунок 1-5b Вырезание квадратного расширителя
2. Расчет произвольных изгибов
К произвольным изгибам относятся изгибы с произвольными углами изгиба и произвольными радиусами изгиба. Развернутая длина изогнутой части этого тип изгиба можно рассчитать по следующей формуле:
L=παR/180=0.01745αR
В формуле L - развернутая длина гнутой детали (мм); α - угол изгиба (°); π- - Pi; R - радиус изгиба (мм).
Кроме того, расчет развернутой длины любой гнутой секции трубы также может быть выполнен в соответствии с рисунком 1-6 и таблицей 1-1.
Рисунок 1-6 Произвольный изгиб трубы
Использование таблицы 1-1 объясняется на следующем примере.
Примечание: При использовании значений C и L из таблицы их следует умножить на радиус изгиба R.
Пример: Учитывая, что угол изгиба колена на рис. 1-7 составляет 25°, радиус изгиба R равен 500 мм, а расстояние от установленного участка трубы до угловой точки M составляет 911 мм. Как следует разметить прямую трубу, чтобы изготовить колено?
Решение: Длина прямого участка трубы на конце изгибаемой трубы
b = 911 - CR
Из таблицы 1-1 следует, что при угле изгиба 25° C = 0,2216, L = 0,4363. Таким образом, CR рассчитывается как:
0,2216R = 0,2216 x 500 = 111 мм
Таким образом, b = 911 - 111 = 800 мм.
Фактическая длина согнутой части в развернутом виде
L = 0,4363R = 0,4363 x 500 = 218 мм
Разметка может быть выполнена в соответствии с расчетной длиной прямого участка трубы b и развернутой длиной L гнутой части, как показано на рис. 1-7b.
Как видно из приведенного выше примера, если определены угол изгиба и радиус, таблица 1-1 может быть использована для удобного расчета изгиба труб под любым углом и для любого радиуса изгиба.
При горячей гибке длина нагретого участка трубы обычно должна быть немного больше длины гиба, чтобы обеспечить равномерный нагрев сгибаемой части.
Дополнительная длина обычно определяется следующим образом: для труб с большим углом изгиба может быть добавлена дополнительная длина, вдвое превышающая внешний диаметр трубы; для труб с малым углом изгиба может быть добавлена дополнительная длина 20% от длины изгиба.
3. Расчет других изгибов труб
1. Обратный изгиб под произвольным углом
Обратный изгиб под произвольным углом можно разделить на изгиб с равным радиусом и изгиб с неравным радиусом. На рис. 1-8 показан обратный изгиб с произвольным углом и равным радиусом изгиба. Этот тип изгиба трубы имеет пять переменных данных: радиус изгиба R, угол изгиба, расстояние между изгибами H, длина изгибаемой трубы A и длина прямой трубы L.
В реальной работе три данных (H, R, и) обычно могут быть определены в соответствии с проектом или фактической ситуацией на объекте, и только два данных (L, A) должны быть определены путем расчета.
Рисунок 1-8: Изгиб под произвольным углом вперед-назад с равным радиусом кривизны.
Рисунок 1-9: Возвратно-поступательный изгиб с неравными радиусами
Расчет значений L и A разделен на два сценария:
1) Когда H≠2R
Общая длина изгиба взад-вперед равна L+παR/90.
2) Когда H = 2R
Общая длина после сгибания и разгибания остается: L+παR/90.
Рисунки 1-9 приведены для изгиба вперед-назад с неравным радиусом изгиба. Расчет заготовки может быть выполнен по следующей формуле.
Длина прямого участка трубы между изгибами.
Общая длина расширения гиба трубы
2. Расчет для труб с дугообразным изгибом
Дугообразные гибочные трубы, также известные как полукруглые или охватывающие гибы, обычно имеют углы 45° и 60°, как показано на рис. 1-10. Формула для расчета общей длины материала для дугообразного изгиба под углом 45° выглядит следующим образом:
L=π/2(R+r)+2L
В формуле:
L' -- общая длина согнутой части в развернутом виде (мм);
R - радиус изгиба наконечника (мм);
r - радиус изгиба плеча (мм);
L -- Длина прямого участка трубы переносицы (мм).
Рисунок 1-10 Дугообразная труба
a) Угол равен 45° б) Угол равен 60°
Формула для расчета общей длины материала для трубы с дугой 60° выглядит следующим образом:
L=4πR/3
В формуле:
L - общая развернутая длина согнутой части (мм);
R - радиус изгиба (мм).
3. Изгиб складки
Метод подготовки к гибке в складку отличается от холодной и горячей гибки. Его особенностью является то, что общая длина задней стенки сгиба не изменяется до и после сгибания, в то время как на внутренней стенке сгиба образуются регулярные складки за счет локального нагрева и сгибания.
Поэтому метод его маркировки совершенно иной. Разметочные размеры различных частей складки с углом изгиба 90 градусов можно рассчитать по следующей формуле:
(1) Длина внешней дуги в развернутом виде L (мм)
(2) Ширина неотапливаемой зоны на задней стороне сгиба, L1 (мм)
(3) Расстояние между морщинами a
В формуле,
R - радиус изгиба локтя (мм)
DW - Наружный диаметр трубы (мм)
DN - Номинальный диаметр трубы (мм)
n - количество складок
Размеры различных частей 90° плиссированного колена приведены в таблице 1-2 для труб с номинальным диаметром 100-600 мм и радиусом изгиба R=3DN. Размеры различных частей 90° плиссированного колена при других распространенных радиусах изгиба можно найти в соответствующей литературе.
Далее на примере стальной трубы с номинальным диаметром DNl25 мм и радиусом изгиба R=3DN мы объясним, как использовать размеры, указанные в таблице 1-2, для расчета плиссированного колена.
По известным условиям сначала найдите в таблице 1-2 значения R=375 мм, a=117 мм, L=700 мм, n=7, b=89 мм, m=28 мм, L1=65 мм.
Затем проведите две параллельные прямые AA/ и BB/ вдоль оси трубы так, чтобы AA/=BB/=700 мм, конечные точки A и B этих двух прямых находились на одной окружности, перпендикулярной оси трубы, а расстояние между двумя параллельными прямыми (т.е. длина дуги AB) L1=65 мм.
Разделите две прямые AA/ и BB/ на 6 равных частей (n-1=6), каждая часть равна a=117 мм, получите точки равных частей Al, A2... и B1, B2..., как показано на рисунке 1-11.
Таблица 1-2R: Размеры для маркировки 90° плиссированного колена с R: 3DN (м)
Номинальный диаметр DN
100
125
150
200
250
300
350
400
450
500
600
Наружный диаметр трубы Dw
108
133
159
219
273
325
377
426
480
530
630
Радиус изгиба R
300
375
450
600
750
900
1050
1200
1350
1500
1800
Расстояние между гофрами a
92
117
139
184
199
209
216
247
250
252
277
Длина внешней дуги (округленная до целого числа) L
550
700
830
1100
1395
1670
1945
2220
2500
2770
3320
Количество гофров n
7
7
7
7
0
O
10
10
11
12
13
Максимальная ширина нагреваемой части b
64
89
106
142
150
153
160
184
187
189
207
Минимальная ширина неотапливаемой части м
28
28
32
42
49
56
56
63
63
63
70
Ширина неотапливаемой зоны L1
50
65
80
105
130
160
190
210
240
260
320
Рисунок 1-11 Разметка согнутого колена
Проведите прямую линию OO'/ в центре противоположной стороны трубы, отрежьте b/2=44,5 мм по обе стороны от каждой точки пересечения прямой O-O'/ с AB, A1B1, A2B2 и т. д., чтобы получить точки T1, T2, как показано на рис. 1-11. Соедините точки A и B соответственно с T3 и T4..., площадь этих соединительных линий и есть сгиб локтя.
III. Общее оборудование для гибки труб
Гибка труб подразделяется на холодную и горячую. Холодная гибка - это гибка трубы при комнатной температуре, которая не требует засыпки песком или нагрева сгибаемого участка трубы, что делает ее простой в эксплуатации и экономит трудовые и материальные ресурсы. Он наиболее подходит для гибки колен труб из оцинкованной стали, труб из нержавеющей стали и труб из цветных металлов, таких как медь и свинец.
Для холодной гибки труб необходимо использовать станки. Обычно используется следующее оборудование для холодной гибки: ручные трубогибы, электрические трубогибы и гидравлические трубогибы. С помощью станка для холодной гибки труб обычно можно гнуть колена с номинальным диаметром не более 250 мм. Трубогибы средней частоты часто используются при гибке толстостенных труб большого диаметра.
При использовании оборудования для холодной гибки труб радиус изгиба колена должен быть не менее чем в 4 раза больше номинального диаметра трубы. При использовании трубогиба средней частоты радиус изгиба колена должен быть не менее 1,5 номинального диаметра трубы.
Металлические трубы обладают определенной эластичностью. В процессе холодной гибки, когда внешняя сила, приложенная к трубе, снимается, локоть отпружинивает на определенный угол. Величина угла отгиба зависит от материала трубы, толщины стенки трубы и величины радиуса изгиба.
Для общих холодногнутых труб из углеродистой стали с радиусом изгиба в 4 раза больше номинального диаметра трубы springback составляет примерно 3-5°. Поэтому при регулировании угла изгиба следует учитывать этот угол отката.
1. Ручная гибка труб
Ручные трубогибы делятся на переносные и стационарные. Они могут гнуть трубы номинальным диаметром не более 25 мм и, как правило, должны быть оснащены несколькими комплектами колес, соответствующих общему внешнему диаметру трубы.
Конструкция портативного ручного трубогиба показана на рис. 1-12. Этот трубогиб состоит из таких компонентов, как рукоятка с трубкой гибочный штамп и подвижная перегородка.
Во время работы труба, которую необходимо согнуть, помещается в паз гибочного штампа, один конец закрепляется на подвижной перегородке, а рукоятка нажимается, чтобы согнуть трубу на необходимый угол.
Этот трубогиб отличается легкостью и гибкостью, его можно использовать для гибки в любых условиях, что делает его наиболее подходящим для электрических и приборных трубопроводов.
Рисунок 1-12 Портативный ручной трубогиб
1- Подвижная перегородка
2- Трубогибочная форма
3- Соединительная пластина
4- Эксцентриковая дуговая канавка
5- Рукоятка центробежного рычага
Конструкция стационарного ручного трубогиба показана на рис. 1-13.
Это широко используемый ручной трубогиб, изготовленный своими силами для строительства. Этот трубогиб состоит из неподвижного формовочного колеса 3, подвижного формовочного колеса 2 и толкающей рамы. Края формовочных колес имеют утопленные внутрь полукруглые канавки, диаметр которых соответствует внешнему диаметру сгибаемой трубы.
При гибке трубы выберите подходящий формовочный круг в соответствии с внешним диаметром и радиусом изгибаемой трубы, закрепите формовочный круг на рабочей платформе с помощью штифта, вставьте подвижный формовочный круг на толкающую раму и поместите изгибаемую трубу в паз между неподвижным и подвижным формовочными кругами. Один конец закрепляется в держателе трубы. Затем нажмите на рукоятку, поверните вокруг неподвижного колеса пресс-формы, пока не будет согнут требуемый угол.
Рисунок 1-13 Фиксированный ручной трубогиб
1 - Ручка
2- Активное колесо с шинами
3 Колесо с фиксированной шиной
4- Держатель для труб
2. Электрический трубогибочный станок для отжига
В настоящее время распространены такие модели электрических трубогибов, как WA27-60, WB27-108 и WY27-159. Модель WA27-60 может гнуть трубы с наружным диаметром 25-60 мм; модель WB27-108 - трубы с наружным диаметром 38-108 мм; модель WY27-159 - трубы с наружным диаметром 51-159 мм.
Электрический трубогиб приводится в действие двигателем через передаточное устройство, которое приводит во вращение главный вал и гибочный штамп, закрепленный на главном валу, для гибки трубы.
При гибке трубы сначала поместите сгибаемую трубу вдоль направляющего штампа между гибочным и зажимным штампами, отрегулируйте направляющий штамп так, чтобы труба находилась в общем положении касательной гибочного и зажимного штампов, и совместите место сгиба с местом резки.
Затем используйте U-образный трубный зажим, чтобы зажать конец трубки на гибочном штампе, затем запустите двигатель, чтобы начать сгибать трубку, так что гибочный штамп и зажимной штамп вращаются вместе с трубкой вокруг гибочного штампа. После достижения требуемого угла изгиба остановите машину, снимите U-образный трубный зажим, отпустите зажимной штамп и извлеките согнутую трубку.
При использовании электрического трубогиба гибочный штамп, направляющий штамп и зажимной штамп должны соответствовать внешнему диаметру гнутой трубы, чтобы избежать несоответствия качества гнутой трубы требованиям после гибки.
Если внешний диаметр сгибаемой трубы превышает 60 мм, внутрь трубы необходимо поместить гибочную оправку. Внешний диаметр оправки на 1-1,5 мм меньше внутреннего диаметра трубы и располагается немного впереди места изгиба трубы; пересечение конической части оправки и цилиндрической части должно располагаться на поверхности изгиба трубы. Как показано на рисунке 1-15.
Если оправка выступает слишком далеко вперед, она треснет при изгибе; если оправка выступает слишком далеко назад, согнутая труба будет иметь слишком большую округлость. Правильное положение оправки может быть получено с помощью метода испытаний. При использовании оправки для гибки трубы перед гибкой необходимо вычистить весь мусор из полости трубы и, если позволяют условия, нанести небольшое количество машинного масла на внутреннюю стенку трубы для уменьшения трения между оправкой и стенкой трубы.
Рисунок 1-15 Размещение гибочной оправки
1 - Тяга
2 - Оправка
3 - Начало поверхности изгиба трубы
3. Гидравлический трубогибочный станок отжиг труб
Гидравлический трубогибочный станок в основном состоит из верхнего штампа и опоры трубы. Функция верхнего штампа такая же, как у гибочного штампа электрического трубогибочного станка. Функция и форма опоры трубы такие же, как у зажимной формы на электрическом трубогибочном станке. На рисунке 1-16 показан внешний вид гидравлического трубогибочного станка.
При использовании этого трубогиба для гидравлических отжигСначала переместите верхнюю матрицу назад за опору трубы, затем поместите трубу в дуговой паз между верхней матрицей и опорой трубы и совместите центр изгиба трубы со средней точкой верхней матрицы. Затем запустите станок и согните трубу на требуемый угол. После гибки поверните станок в обратном направлении, чтобы вернуть верхнюю матрицу в исходное положение, удалите отожженный изгиб и проверьте угол. Если угол недостаточен, можно продолжить гибку.
Рисунок 1-16 Гидравлический трубогиб
1- Верхняя плашка
2- Трубная опора
3- Гидравлический цилиндр
Трубогибы этого типа имеют простые, легкие и мощные штампы, способные гнуть трубы большого диаметра. Однако при гибке труб большого диаметра поперечное сечение согнутой трубы часто сильно деформируется. Поэтому он обычно используется для гибки труб с внешним диаметром не более 44,5 мм.
При использовании данного типа трубогиба для отжига труб угол изгиба не должен превышать 90° каждый раз. Во время работы также необходимо отрегулировать расстояние между двумя опорами для труб, чтобы верхний штамп мог пройти через них. Если оно слишком мало, верхний штамп будет давить на опору трубы, повреждая трубогиб; если оно слишком велико, участок трубы между опорами трубы будет изгибаться и деформироваться во время гибки, что повлияет на качество гибки трубы.
4. Среднечастотный трубогиб
Среднечастотный трубогиб использует электрическую энергию средней частоты, чтобы вызвать локальный кольцевой нагрев трубы, в то время как механически тянет трубу для вращения, распыляя воду для охлаждения, что делает работу по гибке трубы непрерывно скоординированной.
С помощью этого трубогиба можно согнуть колено 325×10 мм, радиус изгиба в 1,5 раза превышает номинальный диаметр трубы, что почти в 10 раз эффективнее, чем нагрев и отжиг трубы с помощью коксового угля.
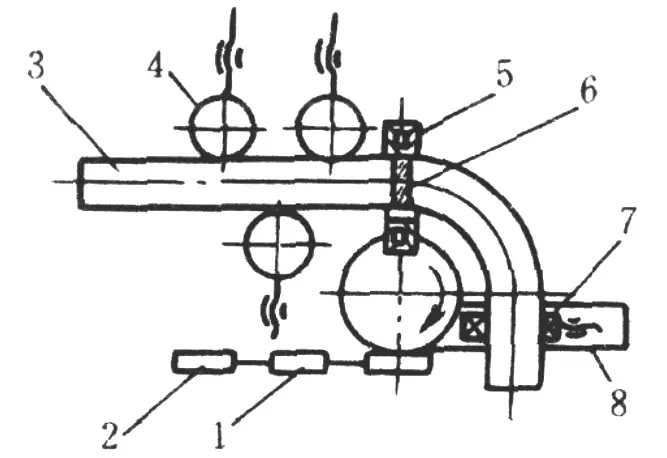
По сравнению с обычным оборудованием для холодной гибки труб, этот трубогиб обладает такими преимуществами, как меньшая занимаемая площадь, низкая стоимость, отсутствие необходимости в дорогостоящих пресс-формах и удобная регулировка радиуса гиба. Его структура показана на рисунке 1-17.
При гибке трубы сначала удалите наплывы ржавчины и грязи на поверхности сгибаемой трубы, установите патрон для труб, соответствующий техническим характеристикам сгибаемой трубы, на вращающийся рычаг, отрегулируйте центральную линию патрона на требуемый радиус изгиба, а затем закрепите его;
Затем отрегулируйте положение опорного ролика таким образом, чтобы расстояние от центральной линии согнутой трубы до центра вала вращающегося рычага было равно радиусу изгиба.
Отрегулируйте высоту опорного ролика и кронштейна так, чтобы центральная линия согнутой трубы и центр патрона находились в одной плоскости и были параллельны плоскости вращающегося рычага; вставьте стальную трубу в нагревательное кольцо и зажмите ее в патроне;
Отрегулируйте нагревательное кольцо так, чтобы его внутренняя сторона совпадала с зазором между наружной поверхностью стальной трубы. Запустите среднечастотный блок для нагрева. Когда труба нагреется до 950-1000°C (оранжево-желтый цвет), немедленно запустите двигатель для гибки; в то же время откройте клапан охлаждающей воды, чтобы распылить воду для охлаждения местных деталей.
Во время гибки трубы, если температура трубы слишком высока, скорость вращающегося рычага может быть соответствующим образом увеличена; в противном случае скорость вращающегося рычага замедляется, чтобы поддерживать температуру в зоне нагрева стальной трубы на одном уровне.
Когда труба согнута на требуемый угол, прекратите нагрев и одновременно остановите двигатель (но не останавливайте его в середине гибки трубы), и продолжайте заливать воду для охлаждения, пока согнутая труба не остынет до комнатной температуры, извлеките согнутую трубу и проверьте, соответствуют ли угол гибки и качество требованиям.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Задумывались ли вы когда-нибудь о силах, действующих при изгибе трубы? В этой статье мы исследуем увлекательный мир механики гибки труб. Наш эксперт, инженер-механик, расскажет...
Гибка труб необходима во многих отраслях промышленности, но дефекты могут поставить под угрозу безопасность и качество. Представьте себе, что можно найти способы предотвратить эти проблемы еще до их возникновения. Это руководство посвящено распространенным...
Вы когда-нибудь задумывались, как обеспечить точность при гибке труб? В этой статье представлена полная таблица минимальных радиусов изгиба для различных спецификаций труб, в которой особое внимание уделено углеродистой, низколегированной и...
Вы когда-нибудь задумывались о том, как точно изгибать волноводы? В этой статье мы рассмотрим передовые методы изгиба волноводов, необходимые для повышения производительности радарных систем. Вы узнаете...
Вы когда-нибудь задумывались, почему одни алюминиевые пластины гнутся без усилий, а другие трескаются? Ключ кроется в типе и состоянии алюминия. В этой статье рассматриваются различные марки алюминия, такие как 3003...
Вы когда-нибудь задумывались, почему некоторые трубы морщатся или рвутся при изгибе? В этой статье рассматриваются основные причины этих проблем, при этом особое внимание уделяется таким факторам, как радиус изгиба, свойства материала и...
Точная гибка труб требует понимания конкретных рекомендаций и параметров. Как обеспечить плавный и точный изгиб каждый раз? В этой статье рассматриваются важнейшие аспекты гибки труб, включая станок...
Как точность листогибочного пресса влияет на качество гибки металла? В этой статье рассматривается критическая связь между точностью изготовления листогибочных прессов и получаемыми...
Вы когда-нибудь задумывались, почему ваш листогибочный пресс не спускается синхронно? В этой статье рассматриваются распространенные причины рассинхронизации в гидравлических листогибочных прессах, такие как внутренняя утечка в поршне...