Руководство по эксплуатации станка Lockformer Pittsburgh: Пошаговое руководство
Вы когда-нибудь задумывались о том, как с высокой точностью изготавливаются промышленные вентиляционные каналы? В этом посте мы расскажем о Питтсбургском станке Lockformer - чуде в производстве воздуховодов. Вы узнаете о его основных функциях, технических параметрах и практическом применении. Присоединяйтесь к нам, чтобы раскрыть секреты этой важнейшей машины в мире промышленного машиностроения!
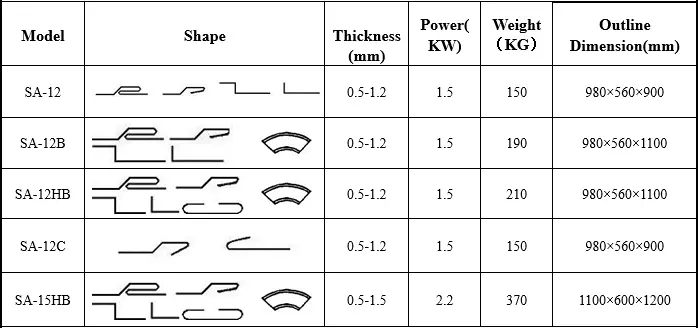
Сайт Питтсбургский локформер Станок специально разработан для производства различных квадратных или прямоугольных вентиляционных каналов. Наш Питтсбургский запорный станок SA12-SA15HB. Формирование стальная пластина Толщина 0,5-1,5 мм (отдельно перечислены на стр. 2 изображения машины).
Обладая небольшими размерами, малым весом, легкостью перемещения, простотой эксплуатации и надежностью, машина с замкоформирующим устройством из Питтсбурга особенно подходит для изготовления на месте вытяжных каналов в промышленных и горнодобывающих предприятиях, гостиницах, торговых центрах.
Примеры использования
Рис.1
Структура питтсбургской запорной машины
Состоит из следующих трех частей:
A. Рабочий стол
B. Передача и формирование
C. Головка локтя
Рис.2
1) Для одинарной плоской горловины затяните второй верхний болт на правом выпускном отверстии и ослабьте правый болт ангела.
Вопросы требуют внимания:
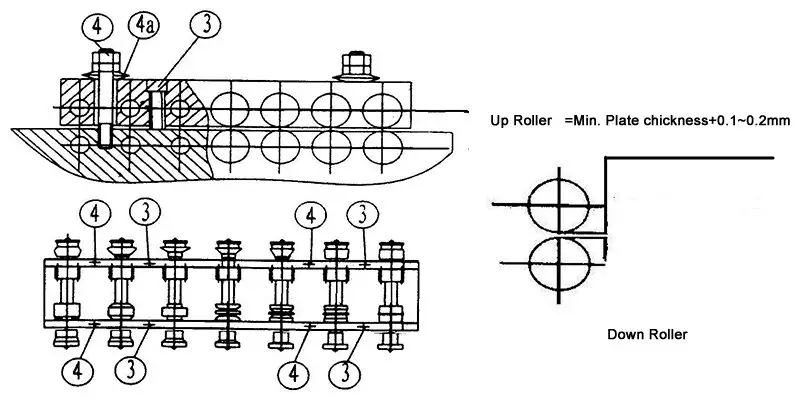
① Для машины SA-12-SA-15HB Pittsburgh locking machine, толщина боковой пластины, двухвинтовой болт④, тарельчатая пружина(4a) регулируются. Четыре болта ③、④ фиксируются.
A. Рабочий стол
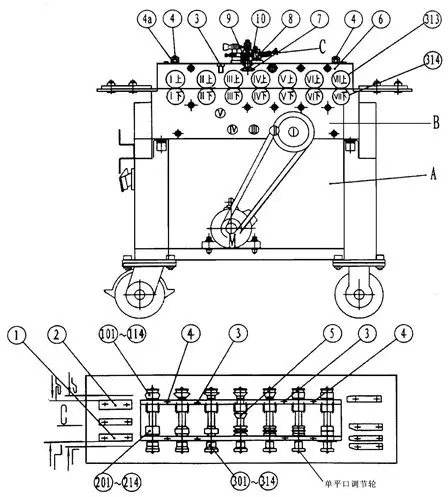
Магистраль представляет собой сварную конструкцию, изготовленную из угловой стали и тонкого стального листа, с фиксированной панелью рабочего стола на верхней панели, панель оснащена горизонтальными вводными позиционирующими пластинами ①、② и четырьмя фиксированными выводными позиционирующими пластинами, см. рис. 2.
(Рисунок 3)Передающая система
B. Транспортировка и формовка
Вся приводная часть представляет собой открытую коробку передач.
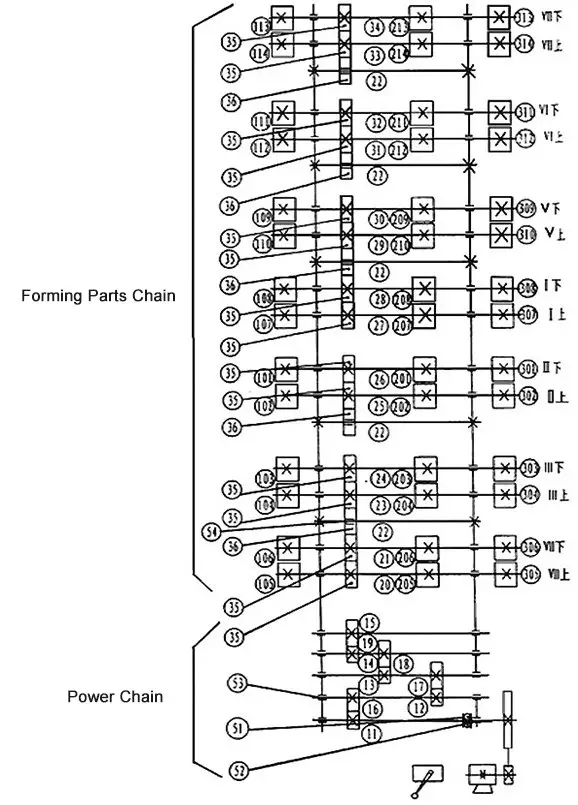
Проходит через зубчатые валы11, 12, 13, 14 и шестерни 16, 17, 18, 19 к секции формования, шестерня 19 отдельно приводит в движение Ⅲ понижающую шестерню 35 и Ⅳ понижающую шестерню 35, затем через многочисленные мостовые шестерни приводит в движение всю систему движения.
Питтсбургские замочные машины обычно оснащены 6-7 парами формующих валов, каждый парный вал оснащен приводной шестерней 35 и левой и правой двумя колоннами или левой, центральной и правой тремя колоннами прокатных барабанов.
(Рис. 3) представляет собой полную схему трансмиссии, однако не все машины оснащены всеми компонентами, указанными на рисунке, например, машины SA-12,SA-15,SA-12H,SA15 не имеют прокатного барабана 201-214.
C. Головка локтя
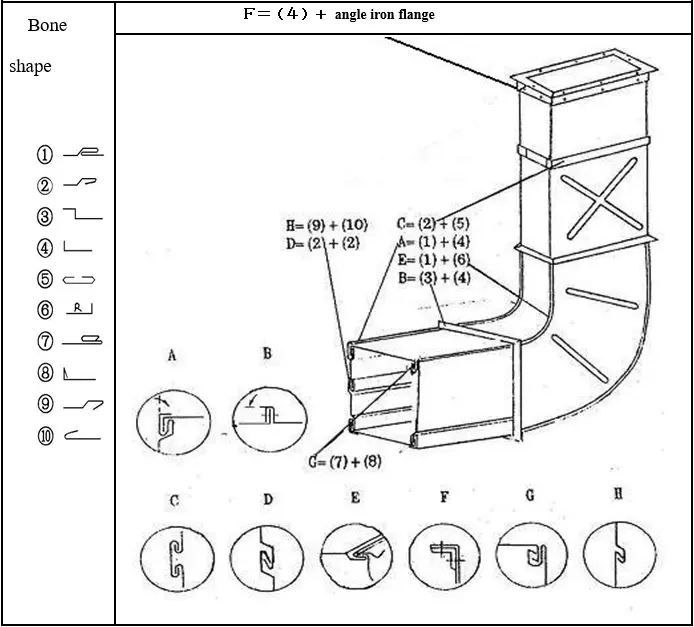
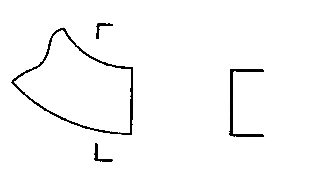
Принцип строения: (один рис.2 верх), через коническую передачу (5),(7) приводная шестерня (10) и прокатный барабан (8) и(9), заготовка будет помещена в зазор барабана и формирует веерообразную заготовку в определенную высоту кости прямого угла, как показано на рис.1: E=(1)+(6)
Рис.4
Локтевая головка - это специальная деталь, установленная на верхней части Питтсбургского замкового станка (как показано на рис. 2: C), в основном используется для косточки прямого угла, то есть сгибания веерообразной пластины на определенную высоту кромки прямого угла (см. рис. 4).
Соедините этот вид прямого угла и ""Фигурная пластина с фланцевым краем для изготовления углового соединителя труб.
Каждый режим работы Питтсбургского замкового механизма будет оснащен локтевым компонентом в соответствии с требованиями пользователя, например, замена SA12C на SA12BC.
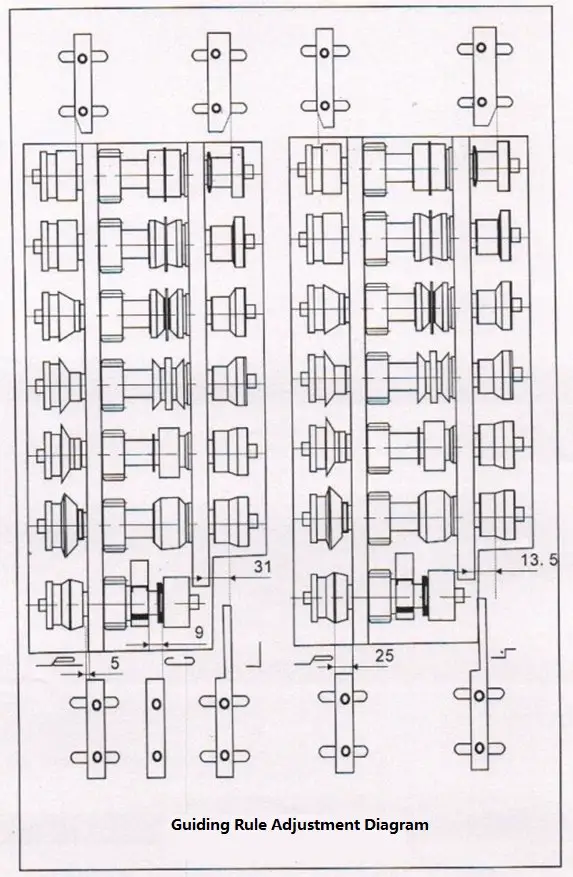
Настройка и использование
Машина для создания замков в Питтсбурге может использоваться для соединения или сгибания, но не может прокатывать, поэтому при использовании машины необходим некоторый зазор между верхним и нижним роликом, и этот зазор составляет около минимальной толщины листа плюс 0,1-0,2 ( 3 ).
Зазор должен быть отрегулирован перед поставкой, пользователи не должны произвольно вращать ограничительный винт (3), крепежную гайку (4) и тарельчатую пружину (4a) (как показано на рис. 2 и 5).
Рис.5
В случае изменения зазора из-за ослабления винта (3), гайки (4) или по другим причинам, сначала ослабьте гайку (4) и установите пару прокладок той же толщины, что и между крайними левыми четырьмя группами роликов, затем отрегулируйте ограничительный винт (3) так, чтобы четыре зазора были в основном параллельны, снова закрепите гайку (4),[=Мин. толщина листа+0,1-0,2 мм], если толщина минимальна, поставьте распорку и оставьте небольшой зазор.
Ролик 300 с прямым углом, ручная регулировка ролика и тарельчатая пружина, удерживают тонкий лист "" в форме 90°.
② Корректировка формы костей:
Ослабьте винты (1) и (2) на направляющей пластине и перемещайте направляющую пластину в горизонтальном направлении, чтобы расширить или сузить отверстие. формовочные детали. Широкая пластина , узкая тарелка , широкая тарелка узкая пластина .
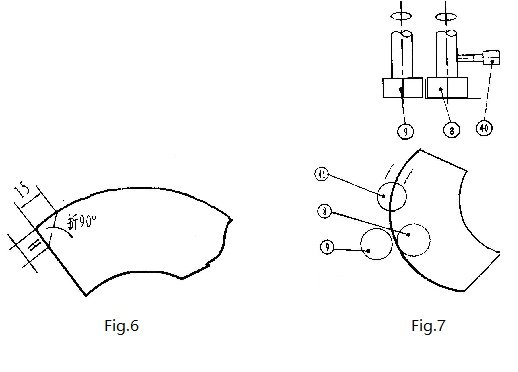
③ Использование и регулировка луча (рис. 7)
Сначала согните головку заготовки на 90°, длина 15 мм, высота H (SA15-HB H=10 мм, остальные 8 мм) (как показано на рис. 6).
Затем вставьте конец B среди (8) и (9) в узком направлении (как на рис. 7), затем закрепите винт (40), запустите машину, сильно вдавите пластину вместе с направляющим ротором в прокатный ролик.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь пытались добиться точных изгибов листового металла? В этой статье рассказывается о ручном гибочном станке - универсальном инструменте, необходимом для гибки стали и цветных металлов. Прочитав,...
Вы когда-нибудь задумывались о том, как изготавливаются воздуховоды в вашем доме или офисе? В этой увлекательной статье блога мы расскажем вам об интригующем процессе...
Вы когда-нибудь задумывались, как воздуховоды изготавливаются с точностью и эффективностью? Вам поможет станок для формирования фланцев TDF. В этой статье мы расскажем вам о его работе, подчеркнем...
Принятие решения о выборе подходящего станка для производства воздуховодов в Питтсбурге может оказаться сложной задачей, особенно для новичков. Это руководство упростит процесс, разложив по полочкам такие ключевые моменты, как напряжение,...
Почему в системах отопления, вентиляции и кондиционирования воздуха круглые воздуховоды чаще всего предпочтительнее прямоугольных? Несмотря на традиционное использование прямоугольных воздуховодов, современная техника показывает, что круглые воздуховоды обладают значительными преимуществами. Они...
Представьте, что ваша система кондиционирования вышла из строя в палящий летний день из-за неправильной установки воздуховодов. В этой статье предлагается пошаговое руководство по созданию и установке воздуховодов для кондиционеров большого объема,...
Вы когда-нибудь задумывались о скрытой сети, которая обеспечивает комфорт в вашем доме? В этой увлекательной статье мы погрузимся в мир воздуховодов, изучим их типы, применение и...
Вы когда-нибудь задумывались, почему воздух в вашем доме кажется душным или даже нездоровым? В этой статье рассматривается важнейшая роль вентиляционных систем в поддержании качества воздуха в помещении. Вы...
Хотите освоить машину для зачистки локтей? Это руководство покажет вам, как работать с ним эффективно и безопасно. Вы узнаете об устройстве машины, пошаговом процессе формирования и...














{kind=link}
{kind=link}