
Калькулятор и формула силы удара (онлайн и бесплатно)
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки.....
I. Характеристики лазерной наплавки 1. Технические особенности Наиболее важной особенностью лазерной наплавки является концентрированное тепло, быстрый нагрев, быстрое охлаждение и небольшая зона термического влияния. Она обладает беспрецедентными характеристиками для сплавления различных материалов. Этот специальный процесс нагрева и охлаждения приводит к тому, что структура в зоне наплавки отличается [...].
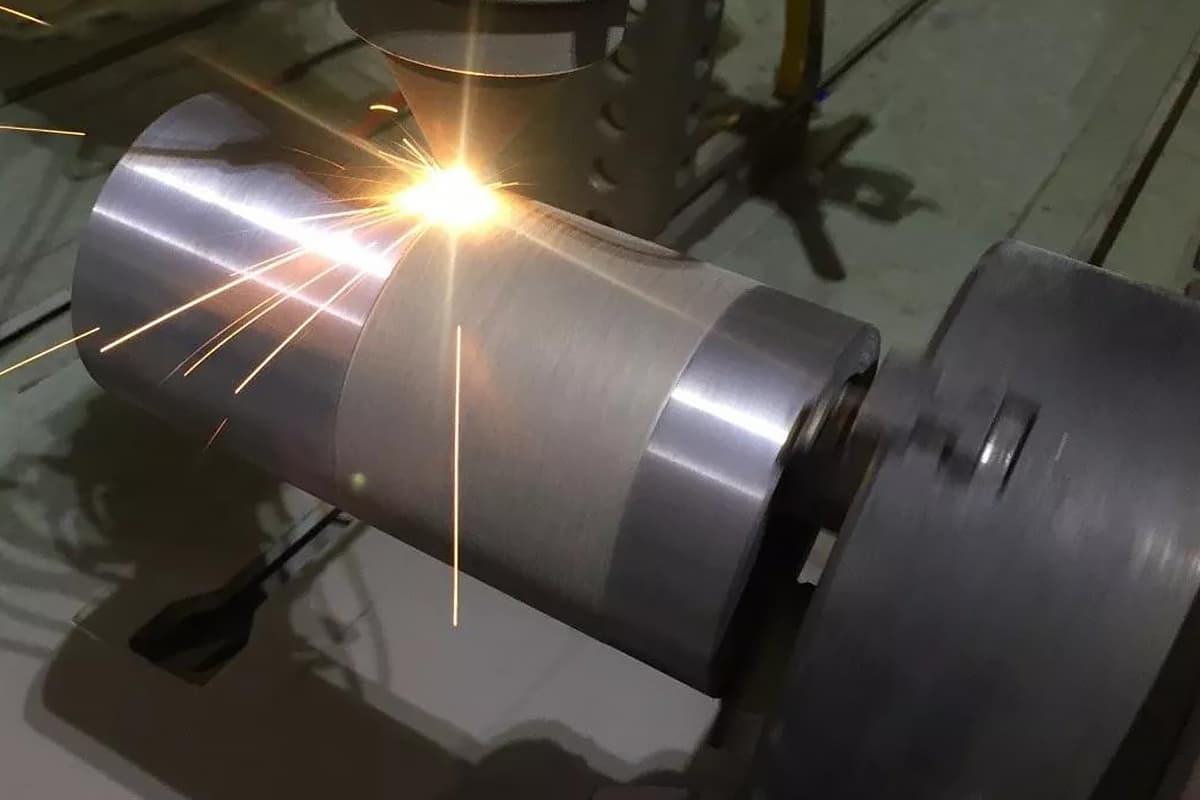
Наиболее важной особенностью лазерной наплавки является концентрированное тепло, быстрый нагрев, быстрое охлаждение и малая зона термического влияния. Она обладает беспрецедентными характеристиками для плавления различных материалов.
Этот специальный процесс нагрева и охлаждения приводит к образованию структуры в литой зоне, которая отличается от других методов наплавки (таких как сварка распылением, наплавка, обычная сварка и т.д.), и даже может создавать аморфные структуры, особенно в случае импульсных лазеров.
Это так называемая причина лазерной наплавки без отжиг и деформации. Но я считаю, что это только с точки зрения макросъемки всей заготовки. Когда вы проводите микроскопический анализ плакирующего слоя и зона термического влиянияВы увидите другую сцену.
В настоящее время существует два типа машин, используемых в лазерная облицовка в Китае: CO2-лазеры и YAG-лазеры. Первый имеет непрерывный выход с мощностью наплавки обычно выше 3 кВт, в то время как YAG-лазер имеет импульсный выход, обычно около 600 Вт.
Что касается оборудования, то его сложно досконально изучить обычным пользователям, и оно в значительной степени зависит от услуг производителя. Закупочная цена дорогая, стоимость обслуживания и цена запчастей высока.
Кроме того, стабильность и долговечность оборудования в целом отстают от зарубежных аналогов.
Поэтому станки для лазерной наплавки обычно используются в специальных областях, и их трудно сделать экономически эффективными в общепромышленных областях производства и обслуживания.
(1) Предварительная обработка
Для лазерной наплавки, как правило, необходимо только начисто отполировать заготовку, удалить масло и ржавчину, снять усталостный слой и т.д., что относительно просто.
(2) Подача порошка
CO2-лазеры имеют большую мощность и обычно используют аргон для подачи порошка; YAG-лазеры имеют меньшую мощность и обычно используют метод естественного падения порошка.
Эти два метода в основном формируют расплавленный бассейн в горизонтальном положении во время наплавки. Если наклон немного больше, порошок не может быть доставлен нормально, что ограничивает использование лазеров, особенно YAG-лазеров.
(3) С точки зрения состояния формирования расплавленного бассейна
Благодаря высокой точности управления лазером, постоянной выходной мощности и отсутствию контакта с дугой, размер и глубина расплавленного бассейна остаются неизменными.
(4) Быстрый нагрев и охлаждение
Это влияет на равномерность формирования металлической фазы и также вредит удалению шлака. Это также является важной причиной образования пор и неравномерной твердости в лазерной наплавке, особенно в случае YAG-лазеров, что является более серьезной причиной.
(5) Выбор материала
Из-за разной способности различных материалов поглощать лазеры с разной длиной волны выбор материалов для лазерной наплавки сильно ограничен. Лазеры лучше подходят для некоторых материалов, таких как самоплавящиеся сплавы на основе никеля, а наплавка карбидов и оксидов более сложна.
Плазменный луч, используемый в микролучевой плазменной наплавочной машине, представляет собой ионизационную дугу, которая более концентрирована, чем дуговая сварочная машина, поэтому скорость ее нагрева выше.
Для получения более концентрированного пучка плазмы обычно используется диафрагма с высоким коэффициентом сжатия и малый ток, что позволяет контролировать температуру основания и предотвращать обратную деформацию пламени.
Конечно, это не сравнить со скоростью нагрева YAG-лазера. По мере того как плазменная дуга Работает непрерывно, станок охлаждается относительно медленно, образуя переходную зону, которая глубже, чем при лазерной наплавке. Это приводит к лучшему снятию напряжения для наплавочных материалов.
На базе сварочных аппаратов постоянного тока разработано оборудование для микролучевой плазменной наплавки.
Источник питания, пистолет-распылитель, порошковый питатель и осциллятор имеют низкий технический порог, просты в производстве, надежны, просты в обслуживании и использовании, потребляют меньше электроэнергии, имеют низкую стоимость использования, хорошую универсальность, низкие производственные затраты, хорошую адаптивность, легко масштабируются для производства, что дает значительные преимущества.
Он отличается низкими требованиями к окружающей среде и широкими возможностями адаптации материалов.
С развитием электрических технологий уровень технология сварки в нашей стране имеет достаточную поддержку. Кроме того, оборудование имеет небольшие размеры и вес, а сварочный пистолет можно держать рукой, что делает его более гибким и удобным в использовании. Стоимость вспомогательной оснастки также невысока.
(1) Предварительная обработка проста
Требуется только удаление ржавчины, обезжиривание и снятие усталостного слоя.
(2) Подача порошка
Для подачи порошка используется газ аргон. Требования к точности подачи невысоки, допускается определенный наклон. Это позволяет использовать ручное управление, что подходит для металлоремонта.
(3) Микролучевая плазма обладает хорошей стабильностью
Стабильность микролучевой плазмы хорошая, а образование расплавленного бассейна легко контролировать. Материал наполнителя и корпус машины полностью сплавляются, а зона перехода является хорошей.
(4) Скорость нагрева и охлаждения ниже лазерной
Расплавленное состояние сохраняется в течение длительного времени, что способствует равномерному формированию металлургических структур. Отработанный шлак лучше. Порошок нагревается в процессе напыления и защищается газом аргоном и ионизированным воздухом.
Поэтому однородность накладного слоя лучше, а дефектов, таких как поры и включения, меньше.
(5) Выбор материала
Метод плазменного нагрева имеет меньше ограничений на выбор материала, предлагая более широкий выбор, а также облегчает наложение карбидов и оксидов.
Мы должны понять, что независимо от используемой терминологии (сварка, наплавка, термическое напыление, наложение и т.д.), все это - литье на металлическую подложку под нагревом.
Поэтому в процессе нагрева, литья и охлаждения неизбежно возникают напряжения.
За исключением очень специфических материалов, наиболее значительное влияние обычно оказывает усадочное напряжение. Различные методы сварки Варьируются методы нагрева, скорость, наполнители и некоторые другие условия.
Поэтому минимизация влияния этого напряжения на подложку и литой слой является важным аспектом, который мы рассматриваем при поиске качество сварки.
Я считаю, что усадочные напряжения неизбежны. Поэтому ключ к решению проблемы сварочных напряжений - это снятие напряжений. Другими словами, где снимается это усадочное напряжение и как оно распределяется от подложки до зоны литья - это проблема, которую мы должны и можем решить.
Основные причины - небольшая площадь отливки, малая площадь перехода и минимальная усадка.
Поэтому сила усадки, возникающая в процессе усадки материала, недостаточна для деформации всего корпуса машины.
Именно по этой причине лазерная накладка не деформируется (поэтому при слишком малом размере корпуса машины деформация все равно может произойти), и это также является преимуществом лазерная сварка (наложение).
Куда же девается это сварочное напряжение? В основном оно попадает в зону литья и переходную зону. Поэтому возникают две проблемы:
Во-первых, область литья подвержена образованию трещин. Поэтому для лазерной наплавки требуется высокая пластичность материала, например порошка на основе никеля.
Во-вторых, переходная зона имеет большое напряжение. Из-за быстрого нагрева и охлаждения в лазере процесс сваркиРазмер переходной зоны слишком мал, что приводит к концентрации напряжений в этой области, что влияет на эффект сцепления при лазерной сварке (наплавке).
Особенно в тех случаях, когда существует значительная разница в механических свойствах между основным материалом и сварочный материално тенденция становится более серьезной, и может произойти даже расслоение. Это требует особого внимания к материалу и толщине переходного слоя при лазерной наплавке.
Есть три основные причины:
Во-первых, плазма как источник тепла для наплавки (наложения шва) более концентрирована, чем дуговая сварка под флюсом, сварка в газовой среде, и т.д.
Стабильность плазменной дуги лучше, нет расхода электродов, тепло на выходе равномерное, и им легко управлять.
Это обеспечивает равномерное распределение тепла в зоне разливки, полное и равномерное сплавление материала, достаточное количество отработанного шлака и равномерное распределение усадочных напряжений.
Во-вторых, благодаря высокой точности управления плазменным оборудованием, удобно контролировать зону литья и переходную зону, равномерность хорошая, а распределение напряжения легче контролировать в разумных пределах.
В-третьих, при использовании аргоновой защиты не требуются различные добавки, а также отсутствуют такие проблемы, как выделение водорода и окисление.
Поэтому плазменная наплавка (наложение сварного шва) больше подходит для литья с большой площадью, толщиной, высококачественной твердой поверхностью (например, высокомарганцевые, высокохромистые керамические материалы и т.д.), пригодной для изготовления износостойких плит, клапанов, валков и т.д.
Что касается лазерной и плазменной наплавки, многие специалисты опубликовали множество статей, большинство из которых подчеркивают преимущества лазеров, что также является целью, которую преследуют все.
Однако большинство из них оценивается методом металлографического анализа с микроскопической точки зрения.
У всего есть две стороны, и у лазерной наплавки тоже есть свои недостатки.
Процесс имеет множество ограничений, а в реальном производстве требуются более высокие навыки работы, что создает трудности для многих клиентов.
Я считаю, что это в основном связано с коротким временем плавления плакирующего слоя, вызванного быстрым нагревом и охлаждением, что приводит к большой разнице между внешним и внутренним краями пятна, неравномерному формированию организации, неравномерному распределению напряжений, недостаточному количеству отработанного шлака, что приводит к неравномерной твердости, легкому образованию пор и проблемам включения шлака, трудно получить идеальный плакирующий слой большой площади, особенно для YAG-лазера.
Поэтому лазерная наплавка должна быть особенно тщательной, начиная с выбора материала и заканчивая эксплуатацией.
По сравнению с лазером, плазменная наплавка выделяет больше тепла, а деформация подложки больше, чем при лазерной.
Но его плавление достаточно, распределение твердости равномерно, отработанный шлак тщательно, диапазон выбора материала широк, прост в эксплуатации, и легко получить относительно неповрежденный общий плакирующий слой, низкая стоимость, хорошие преимущества, поэтому он имеет очевидные преимущества в большой площади, толстой плакировке.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











