Станок плазменной резки: Ваше полное руководство на 2023 год
Вы когда-нибудь задумывались, как машина может разрезать металл, словно горячий нож масло? Добро пожаловать в мир плазменной резки! В этой статье вы узнаете, как работает эта мощная технология, каково ее промышленное применение и какую важную роль играют рабочие газы. Приготовьтесь раскрыть секреты, стоящие за ровными и чистыми срезами!
Плазменная резка - это передовой метод термической обработки, в котором используется высокотемпературная ионизированная газовая (плазменная) дуга для точного разрезания проводящих материалов, в первую очередь металлов. В этом процессе используется интенсивное тепло плазменной дуги, температура которой может достигать 30 000°C (54 000°F), для быстрого расплавления, испарения и ионизации металла вдоль требуемой траектории резки.
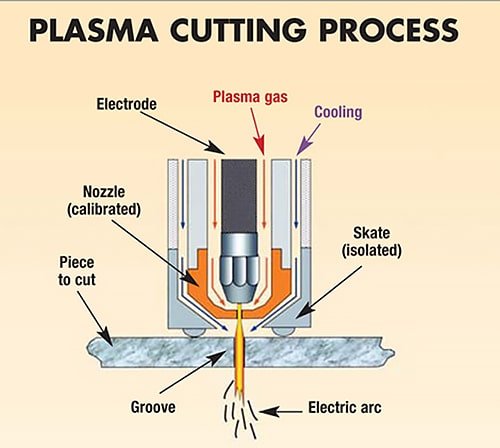
Механизм плазменной резки включает в себя следующие основные этапы:
Инициация: Высокочастотная и высоковольтная искра создает дугу между электродом и заготовкой.
Ионизация газа: Технологический газ (обычно сжатый воздух, азот или кислород) подается через узкое сопло, где он нагревается и ионизируется, образуя плазму.
Режущее действие: Перегретая струя плазмы, разогнанная до скорости, приближающейся к 20 000 м/с, расплавляет и частично испаряет металл вдоль пропила (ширина реза).
Удаление материала: Кинетическая энергия высокоскоростной плазмы выбрасывает расплавленный металл из разреза, создавая чистый и точный разрез.
Станок плазменной резки - это сложная система, использующая эту технологию для высокоточной и эффективной обработки различных металлических материалов. Современные станки плазменной резки с ЧПУ оснащены такими передовыми функциями, как:
Системы перемещения с компьютерным управлением для сложных моделей резки
Регулировка высоты для поддержания оптимального расстояния от резака до рабочего места
Мультигазовые консоли для выбора газа для конкретного материала
Усовершенствованные источники питания для повышения стабильности дуги и качества резки
Промышленное применение
Плазменная резка - это передовой метод термической обработки, использующий интенсивное тепло, генерируемое высокотемпературной плазменной дугой, для расплавления, испарения и удаления металла вдоль траектории резки (пропила). Эта технология использует кинетическую энергию высокоскоростной плазменной струи для изгнания расплавленного материала, создавая точные и эффективные разрезы. Плазменная резка особенно эффективна для цветных металлов, таких как нержавеющая сталь, алюминий, медь, титан и никелевые сплавы, и применяется там, где традиционная кислородная резка сталкивается с ограничениями, обусловленными свойствами материала.
Ключевым преимуществом плазменной резки является ее исключительная скорость, особенно при обработке тонких и средней толщины металлических листов. Для листов из обычной углеродистой стали плазменная резка позволяет достичь скорости резки в 5-6 раз выше, чем при традиционных методах кислородной резки. Этот процесс позволяет получить гладкие, чистые поверхности реза с минимальными термическими искажениями и узкой зоной термического влияния (HAZ), что обеспечивает высокое качество деталей с отличной точностью размеров.
Универсальность и эффективность систем плазменной резки привели к их широкому распространению в различных отраслях промышленности. К ним относятся:
Автомобильное производство: Для быстрого прототипирования и крупносерийного производства кузовных панелей и структурных компонентов.
Железнодорожное и локомотивное производство: Резка толстолистовых материалов для изготовления и ремонта вагонов.
Изготовление сосудов под давлением: Точная резка высокопрочных сплавов для резервуаров и контейнеров.
Производство химического и нефтехимического оборудования: Обработка коррозионно-стойких материалов для реакторов и трубопроводных систем.
Атомная промышленность: Резка специализированных сплавов со строгими требованиями к контролю качества.
Общее и прецизионное машиностроение: Изготовление сложных деталей для промышленного оборудования.
Строительное и землеройное оборудование: Режущие износостойкие стали для ковшей экскаваторов и отвалов бульдозеров.
Изготовление стальных конструкций: Эффективная обработка конструкционной стали для зданий и мостов.
Судостроение и морские платформы: Резка толстых листов и профилей для строительства и ремонта корпусов судов.
Аэрокосмическая промышленность: Прецизионная резка легких сплавов для компонентов самолетов.
Рабочие газы
Развитие технологии плазменной резки привело к революции в характеристиках, качестве и скорости резки плазменной дугой. Центральное место в этом развитии занимает стратегический выбор рабочего газа, который служит основной средой для проведения и передачи тепла в плазменной дуге, отличной от расплавленного металла в самом резе.
Выбор рабочего газа существенно влияет на производительность резки, воздействуя на такие факторы, как качество резки, скорость и совместимость материалов. Распространенные рабочие газы, используемые в плазменно-дуговой резке, включают:
Аргон: Обеспечивает отличную стабильность дуги и часто используется для резки цветных металлов.
Водород: Обладает высокой теплопроводностью, что обеспечивает более высокую скорость резки и чистоту реза, особенно эффективен в смеси с другими газами.
Азот: Широко используется для резки нержавеющей стали и алюминия, обеспечивая хорошее качество кромок и минимальное образование окалины.
Кислород: идеально подходит для резки низкоуглеродистой стали, так как способствует экзотермическим реакциям, повышающим скорость и качество резки.
Воздух: Экономичный вариант, подходящий для резки различных материалов, хотя по сравнению со специализированными газами качество резки может ухудшиться.
Водяной пар: Может вводиться для улучшения охлаждения и уменьшения зоны теплового воздействия (ЗТВ).
Смешанные газы: Индивидуальные смеси, разработанные для конкретных применений, сочетающие преимущества отдельных газов для оптимизации производительности резки определенных материалов или толщины.
Выбор плазменного газа
Газ, поступающий в плазменную дугу, называется ионным потоком.
Его основные функции заключаются в следующем:
A. Он играет определенную роль теплоизоляции и изоляции между столбом дуги и внутренней стенкой отверстия сопла, сжимает дугу и обеспечивает стабильное горение дуги.
в качестве теплового проводника ионизирующей среды и дуги, разрезаемый металл быстро расплавляется.
Выдуйте расплавленный металл из прорези, чтобы получилась узкая и гладкая прорезь.
защита электродов от охлаждения.
Учитывая вышеперечисленные эффекты ионных газов, при выборе газов следует учитывать следующие требования:
Легкое зажигание дуги и стабильная дуга: газ должен иметь низкий потенциал ионизации и плохую теплопроводность, а также не должен оказывать охлаждающего действия на дугу. В этом отношении моноатомный газ лучше, чем диатомный.
Хорошее свойство сжатия дуги: газ должен обладать хорошей теплопроводностью, высокой теплоемкостью и сильным охлаждающим действием на дугу.
Хорошая теплопроводность: Газ должен обладать способностью эффективно передавать тепло заготовке. Двухатомный газ, обладающий более высоким потенциалом ионизации, обычно имеет лучшую теплопроводность, чем одноатомный газ с низким потенциалом ионизации.
Способность генерировать большой импульс: Газ должен обладать большой массой и плотностью.
Доступность, дешевизна и нетоксичность.
Некоторые из перечисленных выше требований противоречат друг другу, поэтому основные требования должны выполняться в зависимости от конкретных условий. В настоящее время газы, обычно используемые в плазме дуговая резка К ним относятся азот, аргон, водород и их газовые смеси, причем наиболее часто используется азот.
Азот недорог и легко доступен, а его использование относительно безопасно. Это двухатомный газ, который эндотермичен, когда разлагается при высокой температуре дуги.
N2->2N-1084000дж/моль
При плазменной резке тип используемого рабочего газа может существенно повлиять на характеристики, качество и скорость резки. К распространенным рабочим газам относятся азот, аргон, водород и смешанные газы. Из них наиболее широко используется азот благодаря его низкой стоимости и доступности, а также способности создавать благоприятные условия для резки толстых материалов.
Азот, являясь двухатомным газом, при воздействии высоких температур в плазменной дуге разлагается на ионы азота, выделяя тепло, поглощенное при разложении. Это позволяет плазменной дуге достигать высоких температур в широком диапазоне длин, что делает ее идеальной для резки материалов с высокой теплопроводностью и плохой жидкотекучестью. Чистота азота, используемого в плазменной резке, должна быть не менее 99,5%, чтобы избежать окисления электрода и выгорания сопла.
Аргон - одноатомный газ с низким потенциалом ионизации и стабильным горением дуги, но его высокая стоимость делает его менее практичным вариантом. Добавление водорода к азоту или аргону может улучшить эффект сжатия дуги, что приведет к более узкой и гладкой поверхности реза.
При воздушно-плазменной резке вместо дорогостоящих газов используется сжатый воздух, что делает ее более экономичным вариантом. Скорость резки при высоком токе намного выше, чем при пламенной резке, а качество резки также очень хорошее. Для листов углеродистой стали толщиной менее 25 мм скорость резки в 3-5 раз выше, а для тонких листов толщиной 5-10 мм - в 6-8 раз. Воздушно-плазменная резка заменила газовая резка во многих областях применения благодаря своей экономичности и хорошему качеству резки.
Как выбрать параметры плазменной резки с ЧПУ
Различные параметры процесса плазменно-дуговой резки напрямую влияют на стабильность процесса резки, качество и эффект резки.
Основные характеристики резки следующие:
1) Режущий ток
Наиболее важным параметром скорости резания и резания является процесс резания.
Воздействие:
При увеличении тока резки увеличивается энергия дуги, повышается режущая способность и скорость резки;
С увеличением тока резания диаметр дуги увеличивается, и она становится толще, что делает разрез шире;
Если ток резки слишком высок, тепловая нагрузка на сопло увеличивается, сопло преждевременно повреждается, а качество резки естественным образом снижается и даже не может нормально резать.
Поэтому, готовясь к плазменной резке, важно выбрать подходящий ток резки и соответствующее сопло для толщины материала.
При выборе источника питания для плазменной резки важно избегать слишком большого или слишком маленького блока питания.
Выбор слишком большого блока питания - расточительство с точки зрения снижения стоимости, поскольку он не использует весь ток.
С другой стороны, выбор источника питания со слишком малым током в целях экономии также не является идеальным, поскольку он не будет соответствовать требуемым характеристикам резки и может нанести вред самому станку с ЧПУ.
2) Скорость резки
Высокая температура и энергия плазменной дуги определяют скорость резки, которая может быть выбрана в оптимальном диапазоне в соответствии с инструкциями к оборудованию или определена опытным путем. Скорость резки может варьироваться в зависимости от толщины материала, его свойств (например, температуры плавления, теплопроводности, поверхностного натяжения после плавления) и желаемого качества.
При сохранении качества резки скорость резания должна быть увеличена настолько, насколько это возможно, чтобы повысить производительность и уменьшить деформацию и зоны термического влияния. Если скорость резания не соответствует требованиям, возникнет обратный эффект, что приведет к увеличению налипания шлака и снижению качества реза.
Ниже перечислены основные проявления:
При умеренном увеличении скорости резки качество среза может быть улучшено, то есть срез становится немного более узким, поверхность среза более гладкой, а деформация уменьшается.
Если скорость резания слишком высока, линейная энергия резания ниже требуемого значения, и струя в разрезе не может мгновенно сдуть расплавленный материал реза, что приводит к большому сопротивлению. Это приводит к образованию шлака на срезе, и качество поверхности среза снижается.
Когда скорость резки слишком низкая, поскольку место резки является анодом плазменной дуги, для поддержания стабильности дуги анодное пятно или анодная область должны найти проводящий ток вблизи шва резки, ближайшего к дуге. В то же время он передает больше тепла радиально к струе, что приводит к расширению разреза. Расплавленный материал с обеих сторон разреза собирается и застывает у нижнего края, что затрудняет его очистку. Кроме того, чрезмерный нагрев и плавление приводят к тому, что верхний край разреза становится закругленным.
На очень низких скоростях широкий рез может даже привести к погасанию дуги. Таким образом, качество резки и скорость неразделимы.
3) Aпостоянное напряжение
Обычно считается, что нормальное выходное напряжение источника питания является напряжением резки для плазменной резки. Плазменный аппарат обычно работает при более высоком напряжении для плазменной дуги, особенно для воздушно-плазменной резки.
При постоянном токе увеличение напряжения повышает энтальпию дуги и способность к резке. Более высокая энтальпия уменьшает диаметр струи и увеличивает скорость потока газа, что приводит к увеличению скорости и качества резки.
Напряжение холостого хода и напряжение столба дуги являются важными факторами при выборе источника питания для плазменной резки. Источник питания должен иметь достаточно высокое напряжение холостого хода, чтобы легко запустить дугу и поддерживать стабильное горение плазменной дуги.
Напряжение холостого хода обычно находится в диапазоне 120-600 В, а напряжение столба дуги обычно составляет половину напряжения холостого хода. Увеличение напряжения столба дуги повышает мощность плазменной дуги, позволяя резать более толстые металлические листы с большей скоростью.
Напряжение столба дуги можно регулировать, изменяя расход газа и увеличивая внутреннюю усадку электрода, но оно не должно превышать 65% от напряжения холостого хода для поддержания стабильности плазменной дуги.
4) Рабочий газ и расход
Рабочий газ в плазменной резке включает в себя как режущий газ, так и вспомогательный газ, а для некоторых видов оборудования также требуется газ для запуска дуги.
Подходящий рабочий газ следует выбирать в зависимости от типа разрезаемого материала, его толщины и метода резки.
Режущий газ должен не только формировать плазменную струю, но и эффективно удалять расплавленный металл и окислы из разреза.
Чрезмерный расход газа может отводить слишком много тепла от дуги, что приводит к сокращению длины струи, снижению режущей способности и нестабильности дуги.
Если расход газа слишком мал, плазменная дуга может потерять свою прямолинейностьчто приводит к более мелким разрезам и увеличению образования шлака.
Важно, чтобы скорость резки и расход газа были хорошо согласованы.
Аппарат плазменной резки обычно регулирует расход газа. Давление газа, используемое для резки материала определенной толщины, следует выбирать на основе данных производителя, но в особых случаях может потребоваться определить его с помощью реальных испытаний на резку.
Наиболее часто используемыми рабочими газами являются аргон, азот, кислород, воздух и H35 (смесь аргона и азота).
Аргон
Аргон маловероятно вступает в реакцию с каким-либо металлом при высоких температурах и создает стабильную плазменную дугу. Используемые сопло и электрод имеют длительный срок службы, но напряжение аргоновой плазменной дуги низкое, с ограниченной энтальпией и способностью к резке. Это приводит к уменьшению толщины реза на 25% по сравнению с воздушная резка.
Кроме того, поверхностное натяжение расплавленного металла выше в среде, защищенной аргоном, примерно на 30% выше, чем в среде азота, что приводит к увеличению количества шлаков. Даже если используется смесь аргона и других газов, существует тенденция к налипанию шлака. Поэтому чистый аргон редко используется для плазменной резки.
Водород
Водород обычно используется в качестве вспомогательного газа в сочетании с другими газами. Например, популярный газ H35 (объем водорода 35%, остальное - аргон) является одним из самых эффективных газов в плазменно-дуговой резке, которая во многом обязана своей мощностью водороду.
Водород значительно повышает напряжение на дуге, что приводит к образованию плазменной струи с высокой энтальпией. В сочетании с аргоном режущая способность плазменной струи значительно повышается.
Аргон и водород обычно используются в качестве газа для резки металлических материалов толщиной более 70 мм. Дополнительное сжатие аргонно-водородной плазменной дуги с помощью водяной струи позволяет повысить эффективность резки.
Азот
Азот является широко используемым рабочим газом. При работе в условиях повышенного напряжения питания азотная плазменная дуга обладает лучшей стабильностью и более высокой энергией струи по сравнению с аргоном.
При резке материалов с высокой вязкостью жидкого металла, таких как нержавеющая сталь и сплавы на основе никеля, количество шлака на нижней кромке реза минимально.
Азот может использоваться как самостоятельно, так и в сочетании с другими газами. Например, азот или воздух часто используется в качестве рабочего газа при автоматической резке.
Эти два газа стали стандартом для высокоскоростной резки углеродистой стали.
В некоторых случаях азот также используется в качестве исходного газа для кислородно-плазменной дуговой резки.
Кислород
Кислород может увеличить скорость резки низкоуглеродистой стали.
Использование кислорода для резки позволяет создавать такие фантазийные режимы, как пламенная резка.
Высокотемпературная и высокоэнергетическая плазменная дуга обеспечивает более высокую скорость резки, однако для продления срока службы электрода в процессе дуги необходимо использовать высокотемпературные электроды, устойчивые к окислению, и защиту от ударов.
Воздух
Воздух содержит около 78% азота по объему, что делает воздушную резку оригинальным методом для резки шлака и азота. В воздухе также содержится около 21% кислорода.
Благодаря наличию кислорода резка низкоуглеродистой стали с помощью воздуха также происходит очень быстро. Кроме того, воздух является наиболее экономичным рабочим газом.
Однако при самостоятельном использовании воздушной резки могут возникнуть такие проблемы, как налипание шлака, окисление среза и повышенное содержание азота.
Кроме того, короткий срок службы электрода и сопла влияет на эффективность работы и увеличивает затраты на резку.
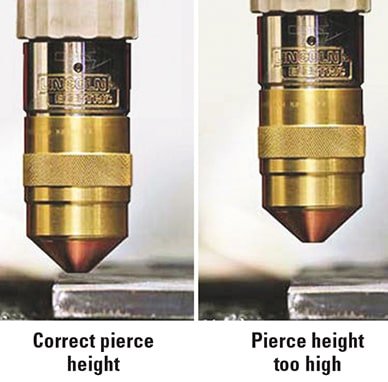
5) Высота сопла
Высота сопла означает расстояние между торцом сопла и поверхностью резания и является компонентом общей длины дуги.
Обычно это расстояние составляет от 4 до 10 мм.
Как и в случае с электродом, для достижения максимальной эффективности плазменно-дуговой резки очень важно поддерживать соответствующую высоту сопла. В противном случае эффективность и качество резки будут снижены или режущая насадка может перегореть.
Поскольку для плазменно-дуговой резки обычно используются источники питания с постоянным током или крутым перепадом внешних характеристик, ток остается относительно неизменным даже при увеличении высоты сопла. Однако это приводит к увеличению длины дуги и соответствующему увеличению напряжения дуги, тем самым повышая мощность дуги. В то же время увеличение длины дуги, подверженной воздействию окружающей среды, приводит к увеличению потерь энергии из столба дуги.
Эти два фактора часто противодействуют друг другу, снижая эффективную энергию резания и режущую способность. На это часто указывает ослабление силы дутья режущей струи, увеличение остаточного шлака в нижней части реза, переплавленный и закругленный верхний край.
Кроме того, диаметр плазменной струи расширяется по мере выхода из сопла, и увеличение высоты сопла приведет к более широкому резу. Поэтому для повышения скорости и качества резки выгодно выбирать наименьшую возможную высоту сопла.
Однако если высота сопла слишком мала, это может привести к появлению двойной дуги.
Благодаря использованию керамического внешнего сопла высота сопла может быть установлена на нулевую отметку, при этом торцевая поверхность сопла непосредственно соприкасается с поверхностью резания, что повышает производительность.
5) Сила дуги
Для осуществления плазменно-дуговой резки под высоким давлением режущие сопла разрабатываются с меньшим диаметром, большей длиной канала и улучшенным охлаждением, что увеличивает ток, проходящий через эффективное сечение сопла, и приводит к увеличению плотности мощности дуги.
Однако это также увеличивает потери мощности дуги. В результате фактическая эффективная энергия для резки оказывается меньше выходной мощности источника питания, а потери обычно составляют от 25% до 50%.
Некоторые методы, такие как плазменно-дуговая резка с водяным сжатием, имеют более высокую скорость потери энергии, что следует учитывать при разработке параметров процесса резки или расчете стоимости резки.
Например, толщина большинства металлических листов, используемых в промышленности, составляет менее 50 мм. Обычная плазменно-дуговая резка в этом диапазоне толщин часто приводит к получению разреза с широким верхом и узким низом, что снижает точность размера разреза и увеличивает объем последующей обработки.
При использовании кислородной и азотной плазменной дуги для резки углеродистой стали, алюминия и нержавеющей стали перпендикулярность торцевой кромки улучшается с увеличением толщины материала в диапазоне от 10 до 25 мм. Однако при толщине пластины менее 1 мм погрешность угла разреза увеличивается с 3 - 4 градусов до 15 - 25 градусов по мере уменьшения толщины пластины.
Считается, что это явление вызвано несбалансированным поступлением тепла от плазменной струи на поверхность реза, то есть выделение энергии плазменной дуги в верхней части реза больше, чем в нижней. Этот энергетический дисбаланс тесно связан с различными параметрами процесса, такими как степень сжатия плазменной дуги, скорость резки и расстояние между соплом и заготовкой.
Увеличение степени сжатия дуги позволяет сделать струю высокотемпературной плазмы более длинной и создать более равномерную высокотемпературную область, а увеличение скорости струи позволяет уменьшить разницу в ширине между верхней и нижней частями разреза.
Однако чрезмерное сжатие обычного сопла часто приводит к образованию двойной дуги, которая не только расходует электрод и сопло, но и снижает качество резки.
Кроме того, слишком высокая скорость резки и слишком большая высота сопла могут привести к увеличению ширины зазора.
6) Усадка электрода
Термин "внутренняя усадка" относится к расстоянию между электродом и торцевой поверхностью режущего сопла. Поддержание надлежащего расстояния обеспечивает хорошее сжатие дуги в режущем сопле, в результате чего образуется плазменная дуга с концентрированной энергией и высокой температурой для эффективной резки.
Если расстояние слишком мало или слишком велико, электрод будет чрезмерно гореть, режущее сопло сгорит, а режущая способность снизится. Типичная внутренняя усадка составляет 8-11 мм.
Выбор электрода и полярности:
Электрод, используемый в плазменно-дуговой резке, должен иметь низкие потери при горении, чтобы обеспечить стабильность процесса резки. Вольфрам, обладающий высокой температурой плавления, все же имеет значительные потери при горении и не может гарантировать стабильность процесса резки.
Добавление небольшого количества элементов с низким потенциалом ионизации, таких как торий, к вольфраму значительно снижает потери при горении торий-вольфрамового электрода. Это происходит потому, что торий-вольфрамовый электрод обладает сильной электронной тепловой эмиссией, в результате чего большая часть энергии на торце электрода уходит в виде электронов, тем самым снижая температуру торца электрода.
Кроме того, торий-вольфрамовый электрод слабо воздействует на кислород, снижая его потери при горении при высокой температуре. Обычно используемый торий-вольфрамовый электрод содержит от 1,5% до 2,5% тория. Однако торий радиоактивен, поэтому в качестве альтернативы широко используются нерадиоактивные церий-вольфрамовые или лантан-вольфрамовые электроды.
В плазменно-дуговой резке обычно используется прямая полярность, при которой торий-вольфрамовый стержень подключается к отрицательному электроду, а заготовка - к положительному. Это улучшает тепловую эмиссию электронов, стабилизирует изоэлектрическое горение дуги и снижает потери при горении электродов.
Метод резки
В дополнение к традиционным методам плазменной резки появились такие усовершенствованные варианты, как плазменная резка с впрыском воды, расширяющие возможности этой универсальной технологии.
Наиболее распространенными методами в промышленности являются стандартная плазменная резка и воздушно-плазменная резка, каждый из которых обладает уникальными преимуществами для конкретных материалов и требований к резке.
Общая резка
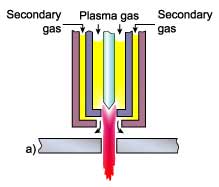
В стандартной плазменной резке используется один поток газа, который служит и рабочим газом, и средой для резки, что исключает необходимость в отдельном защитном газе. Процесс начинается с подачи ионизирующего газа с малым расходом для инициирования дуги. Во время резки подается высокоскоростной поток газа, чтобы вытеснить расплавленный металл из пропила, обеспечивая чистые и точные срезы.
Воздушная резка
В воздушно-плазменной резке в качестве основного ионизирующего и режущего газа используется сжатый воздух, что является экономически эффективным и легкодоступным решением. В этом процессе сжатый воздух быстро нагревается, диссоциирует и ионизируется в плазменной дуге. Образующаяся высокотемпературная плазма содержит реактивные формы кислорода, которые не только режут металл за счет теплового воздействия, но и вызывают экзотермические реакции окисления, значительно повышая скорость резки. Полностью ионизированная воздушная плазма обладает исключительно высокой энтальпией, что приводит к увеличению плотности энергии дуги и скорости резки по сравнению с другими газами.
Этот метод особенно эффективен для резки низкоуглеродистой и нержавеющей стали, обеспечивая баланс между качеством резки, скоростью и эксплуатационными расходами. Однако для материалов, чувствительных к окислению, или когда требуется высокое качество кромки, более подходящими могут оказаться альтернативные газы или гибридные системы.
Режущее оборудование
Режущее оборудование
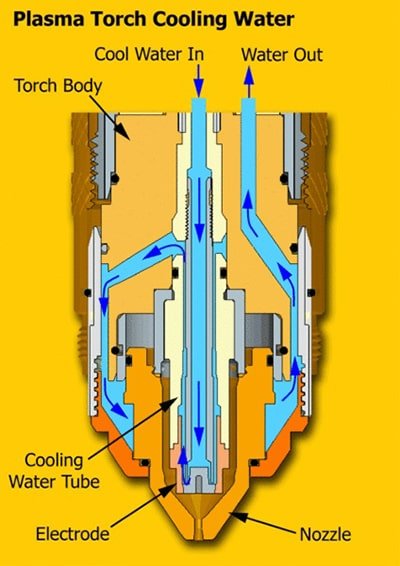
Система плазменной резки состоит в основном из блока подачи газа, блока охлаждения, источника питания и резака. Для резаков с водяным охлаждением требуется дополнительная система циркуляции охлаждения.
(1) Блок подачи газа
Для воздушно-плазменной дуговой резки основным компонентом системы газоснабжения является воздушный компрессор мощностью более 1,5 кВт. Необходимое давление воздуха обычно составляет от 0,3 до 0,6 МПа. При необходимости использования альтернативных газов можно применять баллонные газы, пропущенные через регулятор давления.
(2) Источник питания
Для плазменной резки используется источник питания постоянного тока с крутопадающей или постоянной характеристикой тока. Для обеспечения эффективного зажигания и стабилизации дуги напряжение холостого хода источника питания обычно поддерживается на уровне, примерно вдвое превышающем напряжение дуги. Типичные источники питания для резки работают с напряжением холостого хода в диапазоне 350-400 В.
(3) Резак
Конструкция резака в первую очередь определяется его номинальным током. Конструкции с воздушным охлаждением обычно используются для резаков мощностью менее 60 А, в то время как конструкции с водяным охлаждением предпочтительны для резаков, превышающих 60 А. Электрод резака может быть изготовлен из различных материалов, включая чистый вольфрам, торированный вольфрам, вольфрам с лантаном или медные электроды с гафниевой вставкой. Медные электроды с гафниевой вставкой особенно предпочтительны из-за их долговечности и способности эффективно резать широкий спектр проводящих материалов.
Защита безопасности
Водяной стол должен быть неотъемлемым элементом нижней части установки плазменной резки. Во время работы заготовка должна быть частично погружена в воду, что значительно снижает выделение токсичных паров, а значит, минимизирует риск для здоровья оператора и находящегося рядом персонала.
Прямого визуального воздействия плазменной дуги следует строго избегать из-за ее интенсивного ультрафиолетового и инфракрасного излучения. Операторы должны использовать соответствующие средства индивидуальной защиты (СИЗ), включая сварочные шлемы с автоматическим затемнением и правильным номером оттенка (обычно 8-11 для плазменной резки) и огнестойкие лицевые щитки для предотвращения повреждения глаз и ожогов кожи.
В процессе плазменной резки образуется значительное количество металлических дымов и твердых частиц. Для улавливания и фильтрации этих выбросов в источнике необходимо использовать надлежащие системы вентиляции, такие как местная вытяжная вентиляция (LEV) или столы с нисходящей тягой. Операторы должны использовать респираторы, одобренные NIOSH, с соответствующими фильтрами (минимум P100) для защиты от вдыхания вредных веществ.
При плазменной резке необходима комплексная защитная одежда. Она включает в себя огнестойкий комбинезон, кожаные перчатки до предплечий, ботинки со стальными носками и защитные рукава для защиты от искр, брызг расплавленного металла и возможных ожогов.
Хотя высокочастотные электромагнитные поля, генерируемые при плазменной резке, вызывают опасения относительно возможных долгосрочных последствий для здоровья, в том числе для репродуктивной функции, научный консенсус по этому вопросу остается неубедительным. Тем не менее, соблюдение принципа ALARA (As Low As Reasonably Achievable) является разумным. Рекомендуется использовать надлежащие методы заземления, правильно обслуживать оборудование и свести к минимуму ненужное время воздействия.
Кроме того, для обеспечения безопасных условий труда на операциях плазменной резки необходимо регулярно контролировать состояние здоровья операторов, включая аудиометрическое тестирование из-за высокого уровня шума, и проводить комплексные программы обучения технике безопасности.
Как выбрать машину плазменной резки с ЧПУ
1.Цена
Рассматривая возможность приобретения плазмореза, важно учитывать фактор бюджета. Игнорирование бюджета может привести к выбору продукта, превышающего бюджет, даже если он соответствует желаемым характеристикам.
В настоящее время плазморезы делятся на две категории: отечественные и импортные. Отечественные плазморезы имеют три характеристики: низкую, среднюю и высокую, и в целом приемлемы для большинства пользователей.
Импортные плазморезы значительно дороже, их цена в несколько раз, а то и десятков раз выше отечественных аналогов. Расходные материалы, такие как режущие сопла и электроды, также стоят дороже.
Хотя импортные плазморезы обеспечивают лучшие результаты резки по сравнению с отечественными моделями той же спецификации, их высокая стоимость и постоянные расходы могут сделать их неприемлемыми для многих предприятий.
2.Толщина резки
Независимо от типа используемой плазмы, она имеет свой оптимальный диапазон размеров резки. Общеизвестно, что плазма малой мощности лучше всего подходит для резки тонких листов. Однако если мощность плазмы слишком высока, она не подходит для резки тонких листов.
В настоящее время бытовая плазменная резка 40-60А широко используется для режущая сталь Листы толщиной менее 2 мм, а импортная плазма используется изредка, но в ограниченных количествах из-за ее высокой стоимости. Важно отметить, что для стальных листов толщиной менее 2 мм подходят только высокоскоростные настольные станки плазменной резки, а другие модели, такие как портативные и портальные, не подходят.
Если толщина стального листа составляет более 2 мм, это не ограничивает возможности резки на портативных или портальных станках. Для стальных листов толщиной от 2 до 16 мм можно использовать как портативные, так и козловые станки. Однако для толщины 25 мм и более подходят только портальные станки.
3.Режущие материалы
Среди специалистов, занимающихся обработкой металлов, широко известно, что плазменная резка является предпочтительным методом для резка нержавеющей стали и других легированных материалов. С другой стороны, пластины из углеродистой стали в основном режутся методом газовой резки. Поэтому при работе с нержавеющей сталью необходимо иметь аппарат плазменной резки. Ее невозможно разрезать методом газовой резки.
Преимущества станка плазменной резки с ЧПУ
1.Лучшее качество резки
На качество резки в основном влияют такие факторы, как шлак, зона термического влияния, верхняя галтель и угол реза. Среди них плазменная резка превосходит газовую по показателям шлака и зоны термического влияния, так как на кромке деталей, вырезанных плазмой, нет остаточного шлака, а зона термического влияния значительно меньше.
2.Отбросы
Плазменный процесс предполагает использование высокотемпературного заряженного газа для расплавления металла и сдувания расплавленного материала с поверхности резки. С другой стороны, при пламенной резке для резки используется химическая реакция между кислородом и сталью, в результате которой образуется шлак или отбросы оксида железа.
Благодаря этим различиям в технологии при плазменной резке образуется меньше отложений, а приставшие отложения легче удалить. Эти отложения можно легко удалить без шлифовки или дополнительной обработки, что сокращает время, необходимое для вторичной обработки. Это приводит к повышению производительности, поскольку требуется меньшее количество операций шлифования.
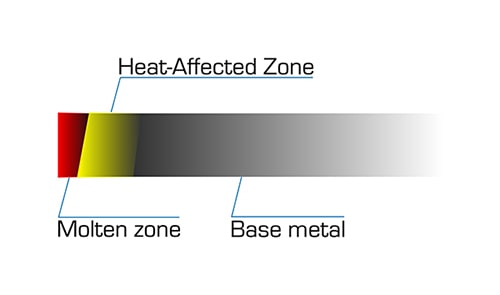
3.Зона термического воздействия
Размер зона термического влияния (HAZ) является критическим фактором при резке металла. Когда металл подвергается воздействию высоких температур, он может изменить свою химическую структуру, в результате чего кромка потемнеет (приобретет цвет отпуска) и деформируется. Если не удалить нагретую кромку, заготовка может оказаться непригодной для вторичной сварки.
Скорость перемещения резака напрямую влияет на размер зоны термического воздействия. Плазменная резка известна своими возможностями быстрой резки, что приводит к уменьшению зоны термического влияния, сокращая время, необходимое для вторичной обработки для удаления нагретой кромки.
Пользователи пламенной резки также могут обратить внимание на цвет огня. В то время как зона термического влияния не видна снаружи, цвет закалки можно увидеть, и он может изменить цвет металла. Как и в случае с зоной термического влияния, быстрая резка плазмой приводит к уменьшению площади цвета огня.
4.Более высокая производительность
С Плазменная резка с ЧПУ и скорость пробивки в 8,5 раз выше, чем при газовой резке, можно добиться значительного повышения производительности, не говоря уже о времени, сэкономленном на предварительном нагреве и вторичной обработке.
5.Более низкая стоимость одной детали
При оценке затрат необходимо различать эксплуатационные затраты и затраты на деталь или на метр. Чтобы определить фактическую стоимость резки детали, важно учитывать различные факторы, такие как эксплуатационные расходы на метр и стоимость одной детали.
Эксплуатационная стоимость одного метра рассчитывается путем деления общей стоимости резки в час на общую длину, которую можно отрезать за один час. Расходы, связанные с резкой, включают в себя расходные материалы, электроэнергию, газ, рабочую силу и расходы на поддержание жизнедеятельности. С другой стороны, стоимость одной детали определяется путем умножения общей длины резки, необходимой для производства детали, на текущую стоимость одного метра.
Поскольку система плазменной резки работает быстрее, она способна изготовить больше деталей за определенное время, что значительно снижает стоимость одной детали. Для ручной резки рекомендуется рассчитать стоимость каждой работы или задания, чтобы точно оценить экономию средств. Стоимость работы можно рассчитать, умножив текущую стоимость часа на общее время, необходимое для выполнения задания.
При пламенной резке необходимо учитывать время на предварительный нагрев и длительное время на вторичную обработку, поскольку они увеличивают общее время, необходимое для выполнения работы.
6.Более высокая рентабельность
Снижение стоимости одной детали при использовании плазменной системы напрямую приводит к повышению рентабельности. Каждая деталь, вырезанная с помощью этого метода, может привести к экономии средств, тем самым увеличивая маржу прибыли. Чем больше деталей можно вырезать в час, тем больше будет общий рост прибыли.
7.Проще в использовании
Для тех, кто использует пламенную резку, требуется время и практика, чтобы освоить настройку химических параметров пламени и поддерживать химический баланс пламени. С другой стороны, серия Powermax компании Hypertherm работает на сжатом воздухе, что исключает необходимость смешивания или регулирования газов.
Если вы используете механическую плазменную систему с ЧПУ или автоматическую газовую консоль, все параметры будут заранее заданы производителем, и ручная настройка газа не потребуется.
Кроме того, ручная плазменная система Powermax оснащена функцией drag-cutting, которая позволяет оператору перемещать резак вдоль металлической поверхности без необходимости выдерживать определенное расстояние, что является важным аспектом при газовой резке.
Кроме того, системы плазменной резки более просты в использовании благодаря простым устройствам управления, что облегчает оператору обучение и резку по шаблонам и лекалам, особенно криволинейным. Простота использования обусловлена отсутствием регулировки подачи газа и возможностью резки волочением.
8.Высокая гибкость
Плазменная система способна резать любой токопроводящий металл, включая нержавеющую сталь, алюминий, медь и латунь, в то время как машина для газовой резки ограничивается резкой низкоуглеродистой стали только за счет химической реакции между кислородом и железом. Плазменная система также универсальна и может использоваться для строгания, разметки и даже резки ржавого, окрашенного или штабелированного металла.
Кроме того, плазменная система способна выполнять резку канавок или стальных сеток, что является сложной задачей для пламенной резки.
9.Повышенная безопасность
Топливо, используемое в газопламенной резке, представляет собой смесь кислорода и газа, при этом наиболее распространенными видами топлива являются ацетилен, пропан, MAPP, пропилен и природный газ. Среди них наиболее широко используется ацетилен, поскольку он дает более высокую температуру пламени и скорость перфорации по сравнению с другими. Однако ацетилен - это нестабильный и легковоспламеняющийся газ, который очень чувствителен к высокому давлению, температуре и даже статическому электричеству. На сайте взрыв ацетилена может нанести ущерб имуществу на десятки тысяч долларов и привести к серьезным травмам находящихся рядом людей.
В отличие от них, некоторые плазменные системы, например серия Powermax компании Hypertherm, работают на сжатом воздухе и не требуют использования горючих газов. Плазменные системы HPR и HSD компании Hypertherm также могут использовать различные газы, включая воздух, кислород и азот, которые более стабильны и не требуют специальной обработки.
Следует отметить, что все виды термической резки производят некоторый запах и шум, но резка воды Машины и системы плазменной резки с ЧПУ позволяют значительно уменьшить запах и шум. И наоборот, пламенная резка не должна выполняться под водой из-за риска взрыва.
Гарантия безопасности при эксплуатации машины плазменной резки
(1) Операторы должны использовать комплексные средства индивидуальной защиты (СИЗ), включая сварочные шлемы с соответствующим уровнем затемнения, термостойкие перчатки, огнестойкую одежду, ботинки со стальными носками и средства защиты органов дыхания с надлежащей фильтрацией паров металла. Прямое воздействие плазменной дуги без надлежащей защиты глаз строго запрещено, а все кожные покровы должны быть защищены от возможного ультрафиолетового излучения и высокотемпературных брызг.
(2) Операторы должны располагаться с наветренной стороны от зоны резки, чтобы свести к минимуму воздействие дыма и твердых частиц. Необходимо использовать надлежащие системы вентиляции, такие как столы с нисходящей тягой или вытяжные системы, для эффективного улавливания и фильтрации выбросов при резке в источнике.
(3) Перед началом работы проверьте целостность электрической системы, включая надлежащее заземление, надежные соединения резака и изоляцию всех токопроводящих компонентов. Если обнаружено чрезмерное напряжение холостого хода, примите дополнительные меры безопасности, например изолируйте рабочие поверхности или установите в цепи питания устройства остаточного тока (УЗО).
(4) Обеспечьте надлежащее экранирование высокочастотного генератора для предотвращения электромагнитных помех. Внедрите автоматические механизмы отключения высокочастотного генератора, которые деактивируются сразу после возникновения дуги, чтобы свести к минимуму длительное воздействие ЭМП.
(5) При использовании торированных вольфрамовых электродов строго придерживайтесь рекомендаций, изложенных в статье JGJ33-2001, раздел 12.7.8, включая надлежащие процедуры обращения, хранения и утилизации для уменьшения потенциальной радиологической опасности.
(6) Весь персонал, участвующий в операциях резки, должен быть надлежащим образом обучен правилам безопасности, включая электробезопасность, защиту от падения, обнаружение опасных газов и методы предотвращения пожара. Для поддержания высокого уровня осведомленности о технике безопасности необходимо регулярно проводить проверки и переподготовку.
(7) Защищайте сварочное и режущее оборудование от воздействия внешних факторов, храня его в атмосферостойких шкафах, когда оно не используется. Обеспечьте наличие легкодоступного и правильно обслуживаемого оборудования для пожаротушения в непосредственной близости от всех операций резки.
(8) При работе на высоте используйте комплексную систему защиты от падения, включающую ремни безопасности, талрепы и надежные точки крепления. Назначьте пожарную охрану с соответствующими средствами пожаротушения и создайте систему барьеров для защиты от искр и расплавленного материала. Назначьте квалифицированного инспектора по технике безопасности, который будет следить за операциями с повышенным риском и обеспечивать соблюдение всех протоколов безопасности.
Ежедневное обслуживание машины плазменной резки
1.Правильная сборка резака
Обеспечьте правильную и тщательную установку резака, чтобы гарантировать правильную посадку всех деталей и надлежащий поток газа и охлаждающего воздуха. Поместите все компоненты на чистый кусок фланели, чтобы предотвратить прилипание к ним грязи.
2.Расходные детали необходимо своевременно заменять, пока они не вышли из строя
Не следует заменять расходные детали после их полного повреждения, поскольку сильно изношенные электроды, сопла и вихревые кольца могут вызвать неконтролируемую плазменную дугу, которая легко может привести к серьезному повреждению резака.
Поэтому при появлении первых признаков снижения качества резки следует незамедлительно проверить расходные детали.
3.Очистите соединительную нить резака
При замене расходных деталей или ежедневном обслуживании и осмотре необходимо следить за чистотой внутренней и внешней резьбы резака. При необходимости соединительные резьбы следует очистить или отремонтировать.
4.Очистите контактную поверхность между электродом и соплом
Во многих резаках контактная поверхность между соплом и электродом представляет собой заряженную контактную поверхность. Если на эти контактные поверхности попадает грязь, резак не может работать должным образом.
5.Проверяйте газ и охлаждающую жидкость каждый день
Ежедневно проверяйте расход и давление газа и охлаждающего воздуха. Если расход недостаточен или имеется утечка, немедленно остановите машину, чтобы устранить неисправность.
6.Избегайте повреждений при столкновении с резаком
Чтобы избежать повреждения резака при столкновении, необходимо правильно запрограммировать его и не допускать выхода системы за рамки. Установка устройства защиты от столкновения может эффективно предотвратить повреждение резака при столкновении.
② Не злоупотребляйте смазкой для уплотнительных колец.
③ Не распыляйте брызгозащитные химикаты, пока защитный кожух находится на резаке.
④ Не используйте ручной резак в качестве молотка.
Меры предосторожности при эксплуатации машины плазменной резки
1.1 Для снижения энергопотребления и увеличения срока службы сопла и электрода при резке более тонких заготовок следует использовать "низкосортную" резку.
1.2 Если переключатель "Выбор толщины резки" установлен в положение "высококачественная", следует использовать бесконтактный тип резки (за исключением особых случаев), и предпочтительнее использовать резак для резки водой.
1.3 При необходимости замены переключателя "Выбор толщины" необходимо сначала выключить выключатель питания устройства, чтобы предотвратить повреждение деталей.
1.4 Во избежание несчастных случаев при установке, разборке или перемещении хоста необходимо сначала отключить питание.
1.5 Перед установкой и снятием принадлежностей и компонентов на главной машине (таких как резак, заземляющий провод, электрод, сопло, распределитель, нажимной колпачок, защитный кожух и т.д.) выключатель питания главной машины должен быть выключен. Не допускайте многократного и быстрого открытия выключателя резака во избежание повреждения системы дугового разряда или связанных с ней компонентов.
1.6 Когда необходимо начать дуговую резку с середины заготовки, нержавеющая сталь толщиной до 20 мм может быть непосредственно пробита и разрезана.
Метод заключается в следующем:
Установите резак на начальную точку шва резки и расположите ось сопла резака под углом около 75° к плоскости заготовки. Затем включите выключатель резака, чтобы начать прожигание дуги.
Одновременно медленно регулируйте угол между осью сопла и поверхностью заготовки, пока прорезаемая заготовка не станет равной 90°.
После прорезания заготовки ее можно нормально разрезать по направлению режущего шва.
Однако если толщина превышает указанную выше, необходимо просверлить небольшое отверстие (диаметр не ограничен) в начальной точке резки, чтобы начать дуговую резку из маленького отверстия. В противном случае можно легко повредить сопло резака.
1.7 Непрерывная скорость работы главной машины составляет 70% (если переключатель "выбор толщины резки" установлен на низкий уровень, непрерывная работа может быть близка к 100%).
Если время непрерывной работы слишком велико, а температура главного двигателя слишком высока, система температурной защиты автоматически отключится, и он должен быть охлажден в течение 20 минут, прежде чем сможет продолжить работу.
1.8 Если давление сжатого воздуха ниже 0,22 МПа, оборудование немедленно переходит в состояние защитного отключения.
В это время необходимо провести капитальный ремонт системы подачи газа. После устранения неисправностей давление может быть восстановлено до 0,45 МПа.
1.9 Если в трехфазном входном источнике питания отсутствует фаза, главный двигатель не будет работать должным образом, и в некоторых моделях загорится красная лампочка "Индикация потери фазы".
Необходимо устранить неисправность до начала нормальной резки.
1.10 Для машин с водяным охлаждением бак для воды должен быть заполнен водопроводной водой, а вилка водяного насоса должна быть подключена к сети.
1.11 Поверните выключатель питания в положение "пуск". Если горит индикатор "недостаточное давление воздуха", отрегулируйте его до 0,45 МПа, как требуется, после чего индикатор должен погаснуть. Направление вращения вентилятора должно совпадать с направлением знака. Направление вращения водяного насоса водоохладителя также должно соответствовать требованиям, в противном случае загорится индикатор "недостаточное давление воды", и следует отрегулировать фазу входной мощности.
1.12 В зависимости от толщины заготовки поверните переключатель "Выбор толщины резки" в соответствующее положение и выберите подходящий резак. Резак имеет различные характеристики, от малых до больших, в зависимости от диапазона использования. Не превышайте номинальный диапазон тока, иначе он будет поврежден. Поместите резак в начальную точку резки заготовки и нажмите на выключатель резака. Если резак не зажигается в течение одного раза, нажмите выключатель резака еще раз. Дуга зажигается успешно, и начинается резка.
1.13 Через каждые четыре-восемь часов работы (интервал зависит от сухости сжатого воздуха) необходимо ослаблять сливной винт "редуктора давления воздушного фильтра" для слива накопившейся воды, чтобы предотвратить попадание излишней воды в машину или резак и вызвать поломку.
1.14 Когда в системе водяного охлаждения нарушается циркуляция, главный двигатель переходит в состояние защитного отключения. В это время необходимо проверить и устранить неисправность в соответствии с методами, описанными в соответствующих главах. После того как давление воды придет в норму, резак с водяным охлаждением можно продолжать использовать.
1.15 При работе в холодных условиях необходимо учитывать, что при температуре окружающей среды ниже точки замерзания не следует использовать метод водяного охлаждения для резки. В противном случае система охлаждения циркулирующей воды не будет работать должным образом, и резак с водяным охлаждением может быть поврежден.
Подготовка к работе
2.1 После подключения оборудования (пожалуйста, обратите особое внимание на провод защитного заземления), тщательно проверьте его и переходите к следующей операции, если все в порядке.
2.2 Замкните выключатель источника питания, чтобы подать питание на хост. Примечание: входной переменный ток составляет около 65A, который не должен быть слишком маленьким; в противном случае хост не сможет работать должным образом. Убедитесь, что вентилятор в главном двигателе соответствует требованиям; в противном случае отрегулируйте фазу входного питания, пока направление рулевого управления не станет согласованным.
2.3 Установите "выключатель питания" хоста в положение "включено". В это время должен загореться индикатор питания. Однако индикатор "отсутствие фазы" не должен гореть; в противном случае в трехфазном источнике питания наблюдается явление потери фазы, которое необходимо проверить и устранить.
Примечание: если корпус главного двигателя не подключен должным образом к проводу защитного заземления, индикатор потери фазы может показывать неверные результаты.
2.4 Подайте воздух в главный двигатель и установите переключатели "тест газа" и "резка" в положение "тест газа". В это время из сопла резака должен выходить сжатый воздух. После трехминутной проверки красная лампочка "недостаточное давление воздуха" не должна гореть.
Убедитесь, что показания манометра на "редукторе воздушного фильтра" не должны быть ниже 0,42 МПа. В противном случае это указывает на то, что давление источника воздуха составляет менее 0,45 МПа или расход воздуха составляет менее 300 л/мин. Также может быть, что трубопровод подачи воздуха слишком мал, и перепад давления воздуха слишком велик.
Если есть вышеуказанные проблемы, проверьте и устраните их. Кроме того, обратите внимание на то, не нарушен ли баланс "редуктора давления воздушного фильтра". Если да, его следует отрегулировать.
Метод корректировки заключается в следующем:
Поверните ручку по часовой стрелке, чтобы увеличить давление, в противном случае оно уменьшится. Установите значение индикации на манометре на 0,42 МПа. Если подача воздуха в норме, индикатор "недостаточное давление воздуха" погаснет. В это время установите переключатель "резка" и "проверка газа" в положение "резка".
3.1 Ручная бесконтактная резка:
3.1.1 Соприкосните ролик резака с заготовкой и отрегулируйте расстояние между соплом и плоскостью заготовки до 3-5 мм (когда главная машина выполняет резку, установите переключатель "Выбор толщины" на высокий уровень).
3.1.2 Включите выключатель резака, чтобы зажечь плазменную дугу. После прорезания заготовки двигайтесь в направлении резки со средней скоростью. Скорость резки: прорезание - это предпосылка, которая должна быть скорее быстрой, чем медленной. Слишком медленная скорость повлияет на качество надреза и даже приведет к разрыву дуги.
3.1.3 После резки выключите выключатель резака, и плазменная дуга погаснет. В это время начнется выброс сжатого воздуха для охлаждения резака. Через несколько секунд распыление автоматически прекратится. Снимите резак и завершите весь процесс резки.
3.2 Ручная контактная резка:
3.2.1 Если переключатель "Выбор толщины" установлен на низкую передачу, он может использоваться при резке тонкого листа одним станком.
3.2.2 Установите сопло резака в начальную точку разрезаемой заготовки, включите выключатель резака, зажгите плазменную дугу, разрежьте заготовку, а затем равномерно перемещайте ее вдоль направления режущего шва.
3.2.3 После резки откройте и закройте выключатель резака. В это время сжатый воздух все еще выбрасывается. Через несколько секунд распыление автоматически прекратится. Уберите резак и завершите весь процесс резки.
3.3 Автоматическая резка:
3.3.1 Автоматическая резка подходит в основном для резки толстых заготовок. Выберите положение переключателя "Выбор толщины".
3.3.2 После снятия ролика резака, резак прочно соединяется с полуавтоматом, а в прилагаемых аксессуарах имеются соединительные элементы.
3.3.3 Подключите питание полуавтоматического отрезного станка, установите направляющую или радиусный стержень в соответствии с формой заготовки (если используется направляющая для линейной резки, то следует выбрать радиусный стержень, если режется круг или круговая дуга).
3.3.4 Если штекер выключателя резака снят, замените штекер выключателя пульта дистанционного управления (входит в комплект принадлежностей).
3.3.5 Отрегулируйте скорость движения в зависимости от толщины заготовки. Переключатели "назад" и "вперед" на полуавтоматическом станке для резки расположены в направлении резки.
3.3.6 Отрегулируйте расстояние между соплом и заготовкой до 3~8 мм и установите центральное положение сопла на начальную полосу шва резки заготовки.
3.3.7 Включите выключатель дистанционного управления. После раскроя заготовки включите выключатель питания полуавтоматического раскройного станка для резки. На начальном этапе резки следует обратить внимание на шов резки в любой момент времени и отрегулировать соответствующую скорость резки. И обратите внимание на то, нормально ли работают обе машины в любое время.
3.3.8 После резки выключите выключатель дистанционного управления и выключатель питания полуавтоматической машины для резки. На этом весь процесс резки завершен.
3.4 Ручная резка круга:
В зависимости от материала и толщины заготовки выберите режим резки на одном станке или параллельном станке и выберите соответствующий метод резки. Затяните поперечину в отверстии для винта на держателе резака.
Если длины одной заготовки недостаточно, ее можно поочередно соединять с заготовками требуемой радиусной длины. После этого расстояние между наконечником и соплом резака можно регулировать в зависимости от длины радиуса заготовки (учитывайте ширину паза).
После завершения регулировки затяните верхний крепежный винт, чтобы предотвратить ослабление, и ослабьте винт с накаткой на сепараторе.
На этом этапе заготовке можно придать круглую форму.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Представьте, что вы удвоили эффективность резки при одновременном снижении затрат - звучит здорово, правда? В этой статье рассматривается оптимизация процессов плазменной резки с ЧПУ для повышения точности и производительности. От выбора правильной отправной точки до...
Задумывались ли вы когда-нибудь о том, насколько вредными могут быть дым и пыль, образующиеся при плазменной резке? Поскольку плазменная резка становится все более распространенной, управление этими загрязняющими веществами имеет решающее значение для соблюдения экологических стандартов.....
Эффективная и экономичная резка металла имеет решающее значение для производства. Но какой метод выбрать: газовую или плазменную резку? В этой статье мы рассмотрим стоимость, эффективность и качество каждого...
Вы когда-нибудь задумывались, как добиться безупречной резки на плазменных станках с ЧПУ? Ключевым моментом является владение параметрами резки. В этой статье мы рассмотрим такие важные аспекты, как ток резки, скорость,...
Как машина может с легкостью разрезать прочный металл? Машины плазменной резки используют силу ионизированного газа при невероятно высоких температурах, чтобы разрезать металлы. В этой статье объясняется...
Вы задумываетесь о приобретении режущего станка из-за необходимости частого обслуживания и ремонта? Или вы участвуете в проекте, для которого требуется высокопроизводительное режущее устройство?...
Техническое обслуживание станка плазменной резки с ЧПУ обеспечивает оптимальную производительность и долговечность. В пыльной среде регулярная чистка, смазка и осмотр имеют решающее значение. В этой статье рассматриваются ежедневные, еженедельные, ежемесячные и ежеквартальные...
Плазменная резка - это метод обработки, при котором тепло высокотемпературной плазменной дуги заставляет металл на срезе заготовки частично расплавиться и испариться, а...
В этой статье рассматривается увлекательный мир термической резки металла, от пламенной до плазменной и лазерной. Узнайте об их уникальных преимуществах, ограничениях и влиянии на современное производство.....