Процедура прокатки пластин: Пошаговое руководство по эксплуатации
Вы когда-нибудь задумывались, как опытные операторы сгибают стальные листы в идеальные цилиндры? В этой увлекательной статье блога мы расскажем вам об искусстве и науке прокатки стальных листов. Наш эксперт, инженер-механик, проведет вас через весь сложный процесс, поделится советами и увлекательными идеями. Приготовьтесь открыть для себя секреты создания безупречных цилиндрических форм с помощью современного оборудования и проверенных временем технологий.
Для выполнения операции прокатки на вальцегибочном станке (также известном как листогибочный или прокатный станок) необходимо, чтобы оператор хорошо знал устройство и принцип работы станка.
В процессе прокатки обычно участвуют два оператора: один управляет станком и контролирует весь процесс, а другой помогает в обработке материала и направляет его. Оба оператора должны работать слаженно, чтобы добиться точного и эффективного процесса прокатки заготовки.
Проверка оборудования
Перед использованием прокатная машинаПоэтому очень важно провести тщательный осмотр:
Запустите машину и убедитесь, что давление в гидравлической системе находится в пределах нормального рабочего диапазона.
Проверьте, плавно ли открывается и закрывается боковая опора (иногда ее называют "перевернутой стороной" или "опускающимся концом").
Убедитесь, что все ролики, особенно нижний, вращаются свободно и правильно. Это подтверждает, что система привода работает правильно.
Ввод в эксплуатацию пластинчатых валков
Проведите визуальный осмотр и выполните необходимые регулировки, чтобы верхний и нижний ролики были параллельны друг другу. Это очень важно для достижения равномерного изгиба по всей длине заготовки.
Отрегулируйте центральное расстояние между роликами в зависимости от толщины материала и желаемого радиуса изгиба. Для правильной настройки обратитесь к техническим характеристикам машины и таблицам прокатки.
Материальные соображения
При прокатке стального листа убедитесь, что его параметры соответствуют возможностям станка:
Предел текучести материала
Минимально допустимый диаметр прокатки
Ширина и толщина пластины
Мощность машины (сила и крутящий момент)
Качество поверхности стального листа должно соответствовать следующим критериям:
Гладкая поверхность без заметных дефектов вдоль режущих кромок
Ровные и чистые, без окалины и глубоких царапин, которые могут повлиять на качество прокатки
Подготовка материалов
Перед тем как приступить к прокатке, выполните следующие действия по подготовке материала:
Для среднеуглеродистых сталей (например, стали 45# или AISI 1045) может потребоваться отжиг всего листа для улучшения формуемости и снижения риска растрескивания при гибке.
Низкоуглеродистые стали обычно не требуют термической обработки перед прокаткой, поскольку они, как правило, более пластичны и легче поддаются формовке.
Для правильной подготовки конкретных марок стали всегда обращайтесь к спецификациям материалов и инженерным инструкциям.
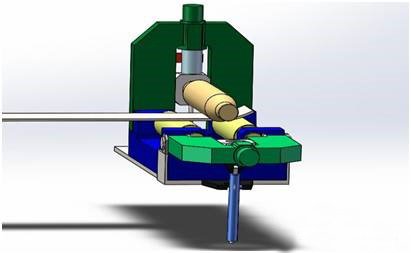
Процесс предварительной гибки для рулоногибочной машины
Выравнивание
Размещение пластины: Поместите лист на гибочный станок.
Визуальное выравнивание: Выровняйте верхнюю кромку ролика параллельно режущей кромке пластины, используя визуальные методы.
Маржа ошибок: Убедитесь, что любая ошибка выравнивания находится в пределах ±0,5 мм.
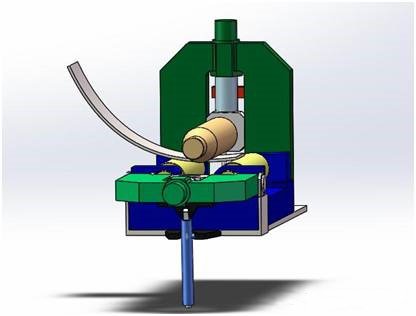
Круговая прокатка
Начальное давление:
Приложите непрерывное давление в 15 мм по внешней окружности верхнего валика к поверхности пластины.
Управляйте вращением нижнего валика с помощью толчкового регулятора.
Остановите вращение нижнего ролика, когда длина дуги пластины достигнет 600-800 мм.
Последующее применение давления:
Прижмите верхний валик на 10 мм.
Вращайте нижний ролик и остановите его, когда конец пластины станет касательным к нижнему ролику.
Повторение для получения желаемой длины дуги:
Повторите процесс нажатия на верхний ролик и вращения нижнего ролика.
Продолжайте, пока длина дуги предварительно согнутого листа не совпадет с длиной дуги образца.
Обеспечение плавного перехода
Плавный переход: Убедитесь, что предварительно изогнутая круговая дуга плавно переходит в прямую кромку.
Избегайте мертвых изгибов: Избегайте любых явлений мертвого изгиба, чтобы избежать трудностей с исправлением округлости при последующей обработке.
Предварительная гибка другого конца
Повторный процесс: Примените тот же метод предварительного сгибания к другому концу пластины.
Круговая прокатка
Процедура прокатки перед гибкой
Первоначальная настройка
Приложите начальное давление:
Прежде чем начать непрерывное вращение нижнего валика, приложите непрерывное давление в 15 мм к верхнему валику. Это давление должно быть основано на контактной поверхности пластины.
С помощью толчковой функции слегка поверните нижний ролик, чтобы убедиться, что все ролики работают правильно.
Меры предосторожности:
Во избежание несчастных случаев не используйте шестеренку для постоянного запуска нижнего ролика во время этой процедуры.
Операторы должны быть бдительны при запуске прокатной машины. Помощник оператора должен подавать своевременные и точные команды, особенно в тех местах, где у основного оператора есть слепые зоны.
Свернуть круг
Нажатие на верхний ролик:
Чтобы сформировать круг, несколько раз нажмите на верхний ролик.
Когда расстояние между двумя концами пластины достигнет 800 мм, уменьшите давление прижима верхнего ролика с шагом 3-5 мм, пока два конца не будут сближены.
Смещение контрольной плиты:
В процессе прокатки следите за смещением листа. Если визуальное смещение превышает 10 мм, остановите процесс прокатки, чтобы исправить ошибку.
Корректировка смещения пластины
Корректирующие действия:
Поднимите верхний ролик на 30 мм.
Перемещайте пластину в противоположном направлении, пока материал стального цилиндра не будет полностью освобожден.
Нажмите на нижний ролик, чтобы прижать верхний ролик в исходное положение, и продолжите прокатку круга.
Выравнивание кромок и точечная сварка
Выравнивание края цилиндра:
Как правило, после прокатки края цилиндра не будут идеально выровнены.
Решение для выравнивания:
Поднимите верхний ролик на 5 мм.
Подложите стальной коврик толщиной 3 мм под смещенную позицию, которая соприкасается с нижним роликом.
С помощью толчкового регулятора переместите прокладку в положение между пластиной и нижним валиком.
Нажмите на верхний ролик на 3-5 мм, чтобы сдвинуть пластину в направлении выравнивания.
Управляя нижним роликом, точно выровняйте круглую поверхность, используя для измерений образец или линейку.
Точечная сварка:
Убедившись в правильности выравнивания, выполните точечную сварку в соответствующих местах.
Обеспечьте отсутствие дефектов, прочность и эффективность точечных сварных швов.
Круглый прокат без предварительной гибки
Процесс круглой прокатки без предварительной гибки принципиально схож с процессом прокатки с предварительной гибкой, но имеет несколько ключевых отличий, которые необходимо тщательно контролировать для получения высококачественных результатов.
Основные соображения
Отсутствие предварительной гибки:
В этом процессе лист прокатывается напрямую, без предварительной гибки. Это требует точного контроля, чтобы избежать любых нежелательных деформаций или несоответствий в конечном продукте.
Избегание мертвого изгиба:
На протяжении всего процесса прокатки очень важно не допустить возникновения мертвого изгиба, который означает непреднамеренный и чрезмерный изгиб листа. Этого можно достичь, поддерживая постоянное давление и выравнивание во время прокатки.
Выравнивание кромок перед точечной сваркой:
Перед точечной сваркой необходимо убедиться, что две прямые кромки пластины либо идеально прямые, либо слегка загнуты внутрь (вогнуты с отклонением не более 10 мм). Это выравнивание имеет решающее значение, когда два конца пластины соединяются вместе, образуя полный круг. Правильное выравнивание кромок помогает получить бесшовное и прочное сварное соединение.
Этапы процесса
Первоначальная настройка:
Правильно расположите плиту на прокатном станке, обеспечив ее выравнивание, чтобы избежать первоначального перекоса, который может привести к дефектам.
Эксплуатация прокатных станков:
Начните процесс прокатки, равномерно надавливая на лист. Внимательно следите за процессом, чтобы убедиться, что лист гнется равномерно, без признаков мертвого изгиба.
Осмотр краев:
После прокатки проверьте края листа. Убедитесь, что они прямые или имеют небольшую вогнутость внутрь (≤ 10 мм). Этот шаг имеет решающее значение для обеспечения правильной посадки при соединении концов.
Подготовка к точечной сварке:
Тщательно выровняйте два конца пластины. Края должны плавно соприкасаться, чтобы обеспечить прочный и равномерный сварной шов. Любое несоответствие на этом этапе может привести к появлению слабых мест в сварном шве и потенциальным структурным проблемам в конечном изделии.
Точечная сварка:
Выполните точечную сварку, чтобы соединить два конца пластины. Убедитесь, что сварной шов получился последовательным и прочным, обеспечивая надежную основу для любых последующих процессов сварки или отделки.
Рекомендации по сварке различных видов стали
Мягкая сталь (например, Q235A)
При сварке низкоуглеродистой стали, например Q235A, рекомендуется использовать сварочный аппарат с защитным газом CO2. Этот тип сварочного аппарата обеспечивает стабильную дугу и хорошее проплавление, что идеально подходит для низкоуглеродистой стали. Вот основные шаги и соображения:
Подготовка зоны сварки:
Убедитесь, что место сварки хорошо обработано и чисто. Любые загрязнения, такие как ржавчина, масло или краска, должны быть удалены, чтобы избежать дефектов в сварном шве.
Канавка должна быть соответствующего размера, чтобы обеспечить надлежащее проникновение и сплавление металла шва.
Технические характеристики сварного соединения:
Толщина поверхности сварного шва должна быть менее 3 мм. Это помогает добиться прочного и равномерного сварного шва.
Остаточная высота сварного шва должна быть равномерной. Если высота превышает 3 мм, ее следует уменьшить путем шлифовки или зачистки, пока она не будет соответствовать стандарту.
Сварной шов должен быть однородным и не иметь поверхностных дефектов, таких как трещины, пористость или подрезы.
Среднеуглеродистая сталь (например, 45#)
Для среднеуглеродистой стали, такой как 45#, необходимы дополнительные меры для обеспечения целостности и работоспособности сварного шва:
Послесварочная обработка:
После сварки материал следует закруглить и отжечь. Отжиг помогает снять внутренние напряжения и повысить вязкость и пластичность сварного соединения.
Процесс отжига включает в себя нагрев сваренной детали до определенной температуры, выдержку при этой температуре в течение определенного времени, а затем медленное охлаждение.
Процедура сварки:
Процедура прокатки и сварки среднеуглеродистой стали аналогична процедуре сварки низкоуглеродистой стали. Однако из-за более высокого содержания углерода среднеуглеродистая сталь более склонна к образованию трещин и требует тщательного контроля параметров сварки.
Специальные материалы
При работе со специальными материалами очень важно соблюдать особый процесс сварки, соответствующий свойствам материала. К специальным материалам можно отнести высокопрочные стали, нержавеющие стали или цветные металлы, каждый из которых требует уникальных технологий сварки:
Процедуры для конкретного материала:
Обратитесь к руководству по сварке материала, чтобы определить подходящий метод сварки, присадочный материал, а также пред- и послесварочную обработку.
Специальные материалы часто требуют контролируемой скорости нагрева и охлаждения для предотвращения таких проблем, как термические искажения или остаточные напряжения.
Контроль качества:
Проведите тщательную проверку сварных швов, чтобы убедиться в их соответствии требуемым стандартам. Для обнаружения внутренних дефектов могут потребоваться неразрушающие методы контроля, такие как ультразвуковой или радиографический контроль.
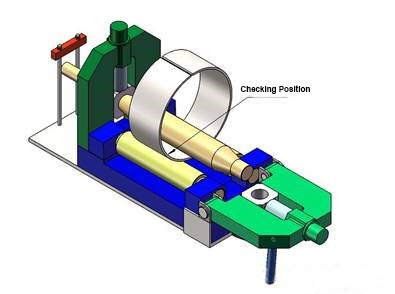
Коррекция округлости в валковых гибочных машинах
Первоначальная настройка
Позиционирование цилиндра:
Поместите готовый сварочный цилиндр на листогибочные валки.
Убедитесь, что центр цилиндра выровнен и параллелен центральной линии валков пластины.
Расположите цилиндр по центру прокатного станка, чтобы обеспечить равномерное распределение гидравлического давления.
Предварительная гибка и первичная прокатка
Прокатка плоских деталей:
Перед выполнением коррекции округлости прокатите плоские детали отдельно друг от друга вперед-назад.
Расстояние между прессами должно составлять 3-5 мм каждый раз, пока округлость не будет соответствовать образцу, используя метод визуального контроля.
Прикатывание сварочного соединения:
Расположите сварочный шов цилиндра внизу.
Отрегулируйте верхний ролик вниз, чтобы он соприкасался с цилиндром.
Медленно опустите верхний валик и прокатите его вперед-назад с первоначальным меньшим давлением, обычно не превышающим 15 мм.
Для последующих рулонов цилиндр не должен превышать 10 мм на рулон.
(Расстояние прессования цилиндра для одного цикла прокатки = диаметр * толщина листа / 10000).
Максимальное давление и качение
Регулировка максимального давления:
Максимальное нижнее расстояние верхнего ролика для коррекции окружности (См. максимальное давление цилиндра = диаметр * толщина листа / 3000) может быть отрегулировано по мере необходимости, но не должно превышать 20% от контрольного значения.
Равномерное распределение напряжений:
Когда нижнее расстояние достигнет оптимального состояния, прокатайте еще пять кругов, чтобы обеспечить равномерное распределение напряжения.
Измерьте округлость внутренней окружности в точке, расположенной ниже горизонтального диаметра.
Окончательные корректировки и измерения
Окончательная прокатка и измерение:
Опустите на место после прокатки около пяти кругов, чтобы обеспечить равномерное распределение нагрузки.
Измерьте окружность диаметра цилиндра, опустив уровень (по часовой стрелке 7-8 или 4-5 для часового указателя).
Подъем верхнего ролика:
Если после измерения круглость цилиндра соответствует норме, медленно поднимите верхний ролик, увеличивая расстояние не более чем на 5 мм за оборот, обычно 2-3 мм.
После 3-4 оборотов верхний ролик больше не должен соприкасаться с цилиндром.
Проверка округлости:
Измерьте округлость с помощью рулетки. Как правило, допустимо отклонение от круглости менее 10 мм.
Для соответствия спецификациям чертежа может потребоваться дополнительная ручная коррекция окружностей.
Искусственная коррекция округлости
Метод нагрева пламенем:
Как правило, для коррекции округлости используется метод пламенного нагрева.
Отметьте максимальный и минимальный размеры и положение дуги с помощью образца или рулетки. Убедитесь, что отметки точны и хорошо видны.
Отопление для коррекции:
Нагрейте пламенем неквалифицированную круговую дугу и размерные позиции.
Для толстых пластин используйте большое электрическое пламя для нагрева.
Нагрейте до температуры около 600-700℃ для низкоуглеродистой стали Q235, используя точечный или линейный нагрев для создания разницы температур в направлении толщины стального листа. Это вызывает локальную деформацию для достижения желаемой коррекции округлости.
Измерения после нагрева:
После охлаждения измерьте нагретое положение с помощью образца и рулетки.
Если измерение не соответствует заданным допускам, используйте метод коррекции искусственным циркулем для приведения в соответствие с требованиями чертежа.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как массивные стальные конструкции превращаются в идеальные цилиндры и конусы? Эта статья посвящена увлекательному миру листопрокатных станков - важнейших инструментов в таких отраслях, как...
Вы когда-нибудь задумывались о том, как массивный стальной лист сгибается в нужную форму? В этой статье мы исследуем увлекательную механику, лежащую в основе листопрокатных станков, раскрывая силы и расчеты...
Вы когда-нибудь задумывались о том, кто является ведущими игроками на рынке листопрокатных станков? В этой статье представлены ведущие производители отрасли, подробно описаны их инновации, ассортимент продукции и глобальный охват. От известных...
Вы когда-нибудь задумывались, как массивные металлические конструкции, такие как ветряные турбины и корабли, приобретают точные формы? Эта статья открывает увлекательный мир листопрокатных станков, демонстрируя их...
Представьте себе, как плоские металлические листы превращаются в точные цилиндры или замысловатые формы с помощью всего одного станка. Добро пожаловать в мир листогибочных машин! Этот мощный инструмент, незаменимый в...
Вы когда-нибудь задумывались, как четырехвалковая листогибочная машина добивается таких точных изгибов? В этой статье рассматривается расчет смещения положения боковых валков под руководством опытного инженера-механика.....
Вы когда-нибудь задумывались, как массивные стальные листы превращаются в идеально изогнутые формы? В этой увлекательной статье блога мы погрузимся в захватывающий мир 3-валковых гибочных машин. Откройте для себя...
Представьте, что вы пытаетесь согнуть толстый стальной лист в идеальный цилиндр - сколько сил вам потребуется? В этой статье рассматриваются критические расчеты для определения нагрузки и мощности...
Вы когда-нибудь задумывались, как эти массивные стальные конструкции формируются в идеальные кривые? Секрет этого - гибка валков. В этой статье мы погрузимся в увлекательный мир...