Руководство по эксплуатации пневматического пресса JH21 (PDF)
Вы когда-нибудь задумывались, как массивная машина может точно пробивать и придавать форму металлическим листам? В этой статье блога мы откроем для вас увлекательный мир силового пресса JH21. Вы узнаете о принципах его работы, основных компонентах и важных советах по технике безопасности для обеспечения максимальной эффективности и долговечности. Приготовьтесь раскрыть секреты этого чуда инженерной мысли!
Добро пожаловать в руководство по обслуживанию силового пресса JH21. Это всеобъемлющее руководство призвано помочь вам в правильной установке, эксплуатации и обслуживании силового пресса JH21. В руководстве рассматриваются основные эксплуатационные характеристики и указания по эксплуатации для обеспечения оптимальной производительности и безопасности. Обратите внимание, что приведенные в руководстве рисунки являются справочными, а реальные изделия могут незначительно отличаться.
I. Резюме
Принцип работы и применение
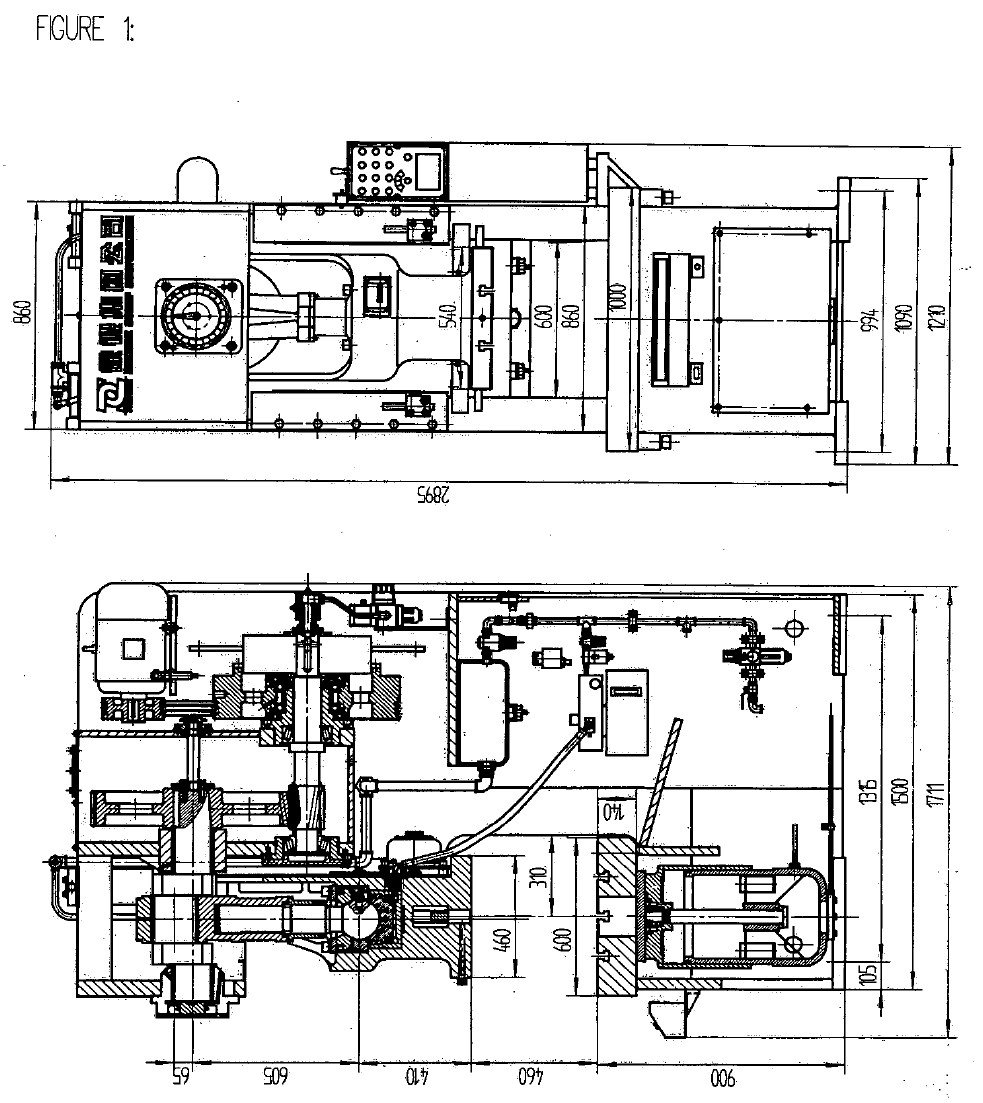
Перфораторный пресс JH21-80 тонн (800 кН) с открытой задней стенкой и фиксированной станиной работает с помощью продольного коленчатого вала и шатунного механизма. Коленчатый вал вращается за счет двухступенчатого снижения скорости от двигателя, который приводит в движение возвратно-поступательное движение ползуна.
Пресс имеет закрытую систему привода и стабильную работу благодаря пневматической муфте и тормозу, позволяющим остановить ползун в любом положении.
Этот универсальный пресс идеально подходит для выполнения различных задач по обработке листового металла, включая резку, пробивку, заготовку, гибку, вытяжку и растяжку, но не подходит для чеканки. Номинальное давление пресса составляет 800 кН, а нормальный ход пресса - 4,5 мм.
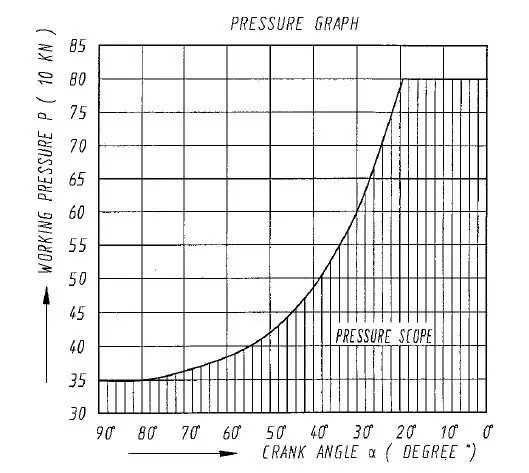
Пользователи должны выбрать соответствующую силу давления на основе кривой давления, следя за тем, чтобы рабочее давление и угол поворота кривошипа не выходили за пределы указанного диапазона во избежание повреждения пресса.
Рабочая среда и условия
Для обеспечения нормальной работы пресса, минимизации частоты технического обслуживания и продления срока службы не следует использовать его в среде с повышенной влажностью, агрессивными газами, жидкостями или взрывоопасными газами. Давление воздуха должно быть не менее 0,6 МПа, а напряжение - 380±38 В с частотой 50±5 Гц.
II. Спецификация
Нет.
Артикул
Значение
Единица
1
Номинальное давление
800
KN
2
Слайд-штрих
130
мм
3
Уменьшение номинального давления
4.5
мм
4
Количество ходов затвора
60
SPM
5
Максимальное пространство между матрицами (регулировка вверх, ход вниз от больстера до нижней части затвора)
330
мм
6
Регулировка пространства между матрицами
80
мм
7
Расстояние между центром слайда и рамой
310
мм
8
Размер больстера (FB x LR)
600×1000
мм
9
Размер поверхности скольжения (FB x LR)
460×540
мм
10
Размер отверстия в штоке
Φ50×80
мм
11
Толщина больстера
140
мм
12
Расстояние между стойками
600
мм
13
Воздушная подушка (специальный заказ) Максимальный ход воздушной подушки
65
мм
Максимальное давление
80
KN
14
Модель главного двигателя
Y132M-4
Мощность
7.5
KW
15
Габаритные размеры
F.B.
1711
мм
Л.Р.
1210
мм
Высота
2895
мм
16
Общий вес
≈6749
кг
III. Подготовка к работе
Чтобы обеспечить надлежащее функционирование вырубного пресса, пользователь должен следовать надлежащим процедурам и учитывать следующие факторы перед началом эксплуатации машины.
Номинальная грузоподъемность
Рабочая нагрузка должна находиться в пределах номинального давления. Для предотвращения повреждений, вызванных неправильной перфорацией или листами неоднородной толщины, предусмотрены механизмы защиты от перегрузки. Крайне важно не использовать пресс со случайной перегрузкой, так как это может привести к повреждению машины. Поэтому перед началом работы необходимо точно рассчитать рабочую нагрузку.
Мощность крутящего момента
Сила удара изменяется в зависимости от положения ползуна. Пользователям следует обратиться к графику давления хода, который иллюстрирует эти изменения. Понимание этой зависимости помогает поддерживать целостность машины и обеспечивать точность операций.
Прилипание
Залипание может произойти, если рабочее давление превышает номинальный крутящий момент. Кроме того, вырубной пресс может заклинить, если нагрузка будет приложена до включения муфты. Это может привести к повреждению муфты. Если заклинивание происходит во время обработки, машину следует немедленно остановить и принять меры по устранению неисправности, чтобы предотвратить повторение.
Эксцентрическая нагрузка
Как правило, эксцентрических нагрузок следует избегать, поскольку они могут привести к непараллельности нижней поверхности ползуна и болстера, что приведет к неравномерному воздействию сил на направляющую ползуна и нарушит точность. Если избежать эксцентрической нагрузки невозможно, то для обеспечения точности и безопасности следует управлять ею в соответствии с допустимым расстоянием, на которое центр нагрузки отклоняется от болстера, как указано в руководстве по эксплуатации станка.
Частота одиночного включения
Чтобы обеспечить оптимальную работу и продлить срок службы муфты и тормоза, важно соблюдать рекомендуемую частоту включения, указанную в основных технических характеристиках вырубного пресса. Превышение рекомендуемой частоты включения может привести к ненормальному износу и потенциальному выходу из строя муфты и тормоза. Для данного пресса рекомендуемая частота включения составляет не более 25 раз в минуту.
IV. Строительство и корректировка основных блоков
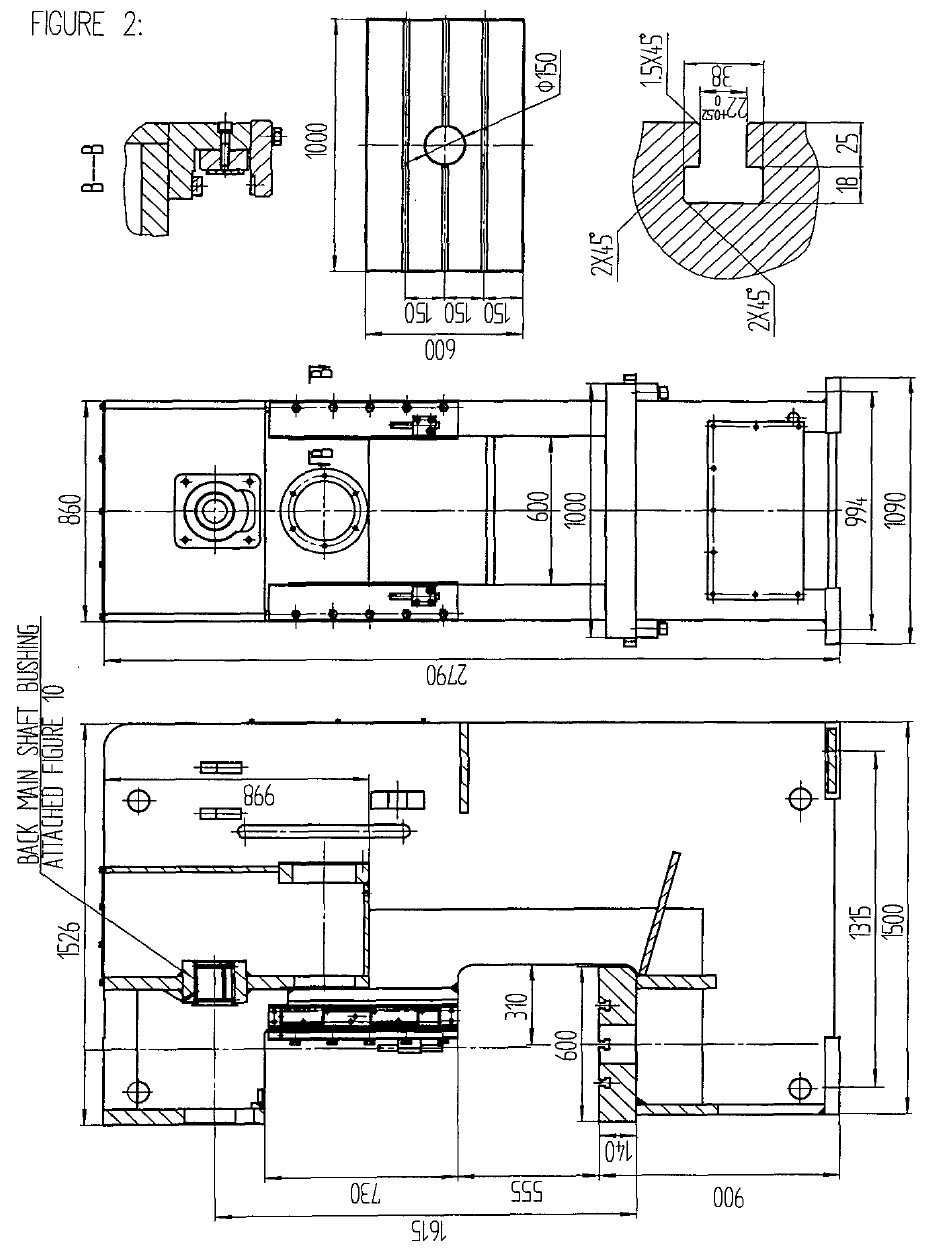
Рама (Рисунок 2)
Рама вырубного пресса изготовлена из высокопрочной стали и сварена. Ползун перемещается вперед-назад в уключинах. Винт на правой стороне рамы используется для регулировки зазора между укосинами и ползуном. Регулировка выбивного стержня приведет к тому, что перфорированные детали будут сдвигаться вниз по мере приближения ползуна к верхней мертвой точке. Однако во избежание несчастных случаев необходимо следить за тем, чтобы стриппер не касался дна паза выбивного стержня ползуна. Болтер рамы - основа для точных измерений. Он должен иметь гладкую и ровную поверхность, чтобы избежать повреждений от инструментов и режущие инструменты.
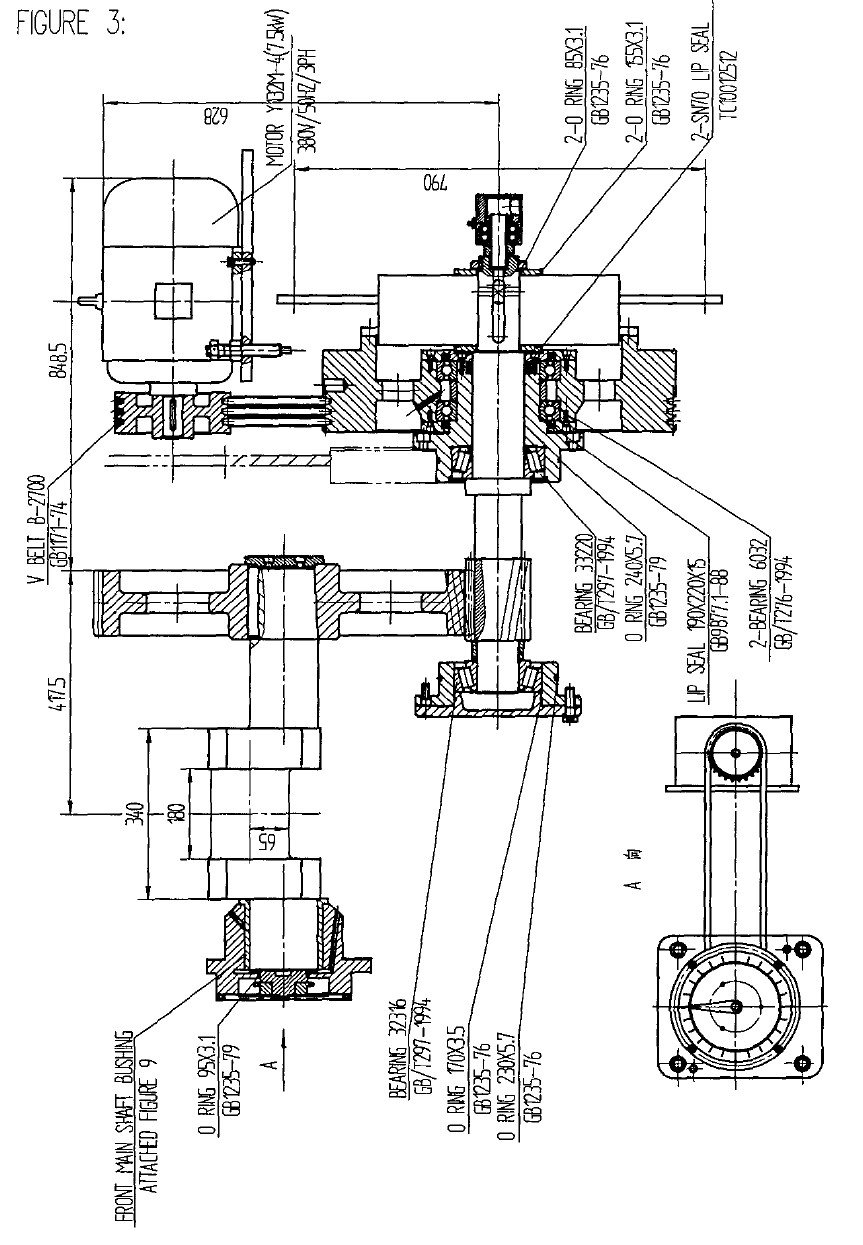
Приводные детали (Рисунок 3)
Главный двигатель приводит в движение маховик через клиновой ремень и накапливает в нем энергию, которая затем передается на зубчатый вал через фрикционную муфту и тормоз. Зубчатый вал приводит в движение большую шестерню в масляной ванне, которая затем приводит в движение коленчатый вал для перемещения заслонки вверх и вниз.
Чтобы отрегулировать клиновой ремень, сначала ослабьте четыре контргайки и равномерно поверните четыре регулировочных винта. Приложите усилие 2 кг к центру клинового ремня, который прогнется на 10 мм, чтобы добиться нужного натяжения. Затем затяните четыре контргайки. После нескольких дней использования новый клиновой ремень стабилизируется, но может потребоваться дополнительная регулировка. Клиновой ремень следует хранить в сухом и прохладном месте, защищенном от света и масла.
При замене клиновых ремней сначала ослабьте регулировочные винты, снимите старые ремни и отсоедините кронштейны сцепления. Важно заменить все ремни на новые. Использование как новых, так и старых ремней сократит срок службы ремней из-за разного натяжения. Старые ремни не следует смешивать с новыми, и важно учитывать, что ремни одного и того же номинального размера могут иметь разницу в длине в несколько сантиметров. Ремни одной группы должны иметь одинаковую длину.
Для автоматической работы пользователь может прикрепить автоподатчик к выходной вал с торца рамы (выходной вал заказывается отдельно и не входит в комплект поставки).
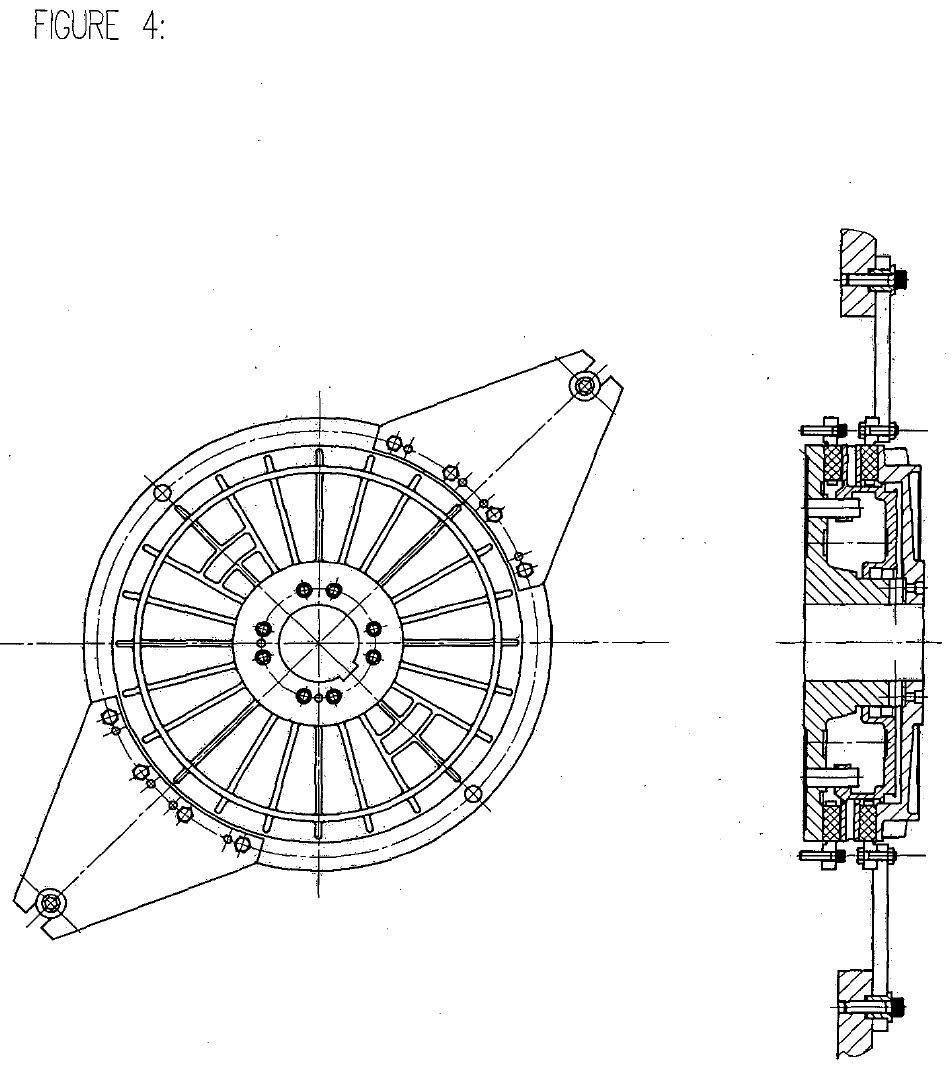
Сцепление и тормоз (Рисунок 4)
Этот вырубной пресс оснащен пневматической фрикционной муфтой и тормозом, которые расположены внутри станины. (Для получения дополнительной информации обратитесь к руководству по сцеплению).
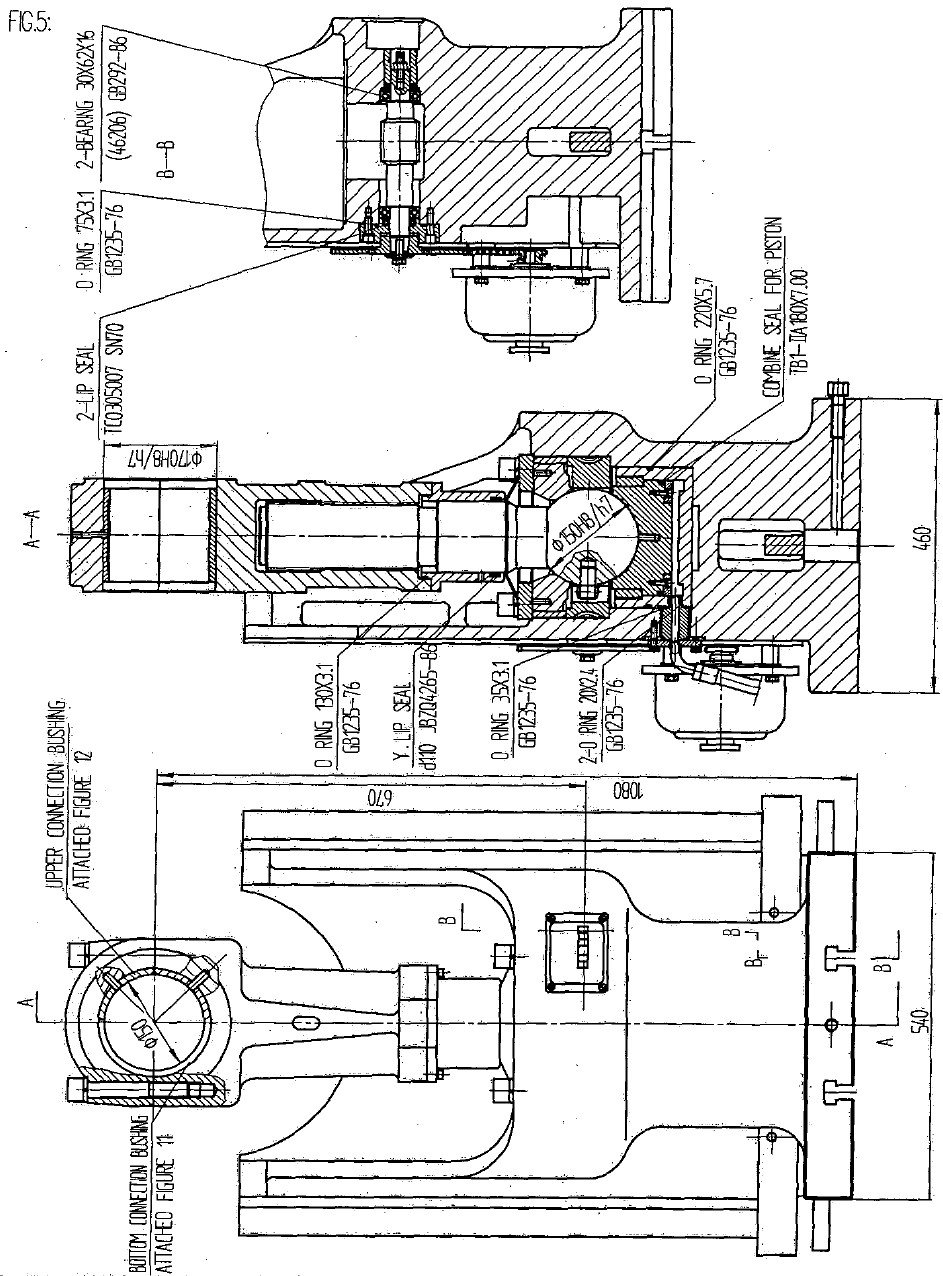
Слайд (Рисунок 5)
Ползун - важнейший компонент пресса, точность которого напрямую влияет на точность работы пресса.
Этот вырубной пресс JH21 оснащен квадратными шестигранными удлиненными захватами, которые обеспечивают высокую точность и стабильность.
Соединительный стержень и винт с шариковой головкой - это компоненты, преобразующие вращательное движение в возвратно-поступательное.
Нижний конец винта с шариковой головкой соприкасается с седлом, в котором находится гидравлический предохранитель от перегрузки.
В случае перегрузки протектор быстро выпустит масло из гидравлической подушки штампа, подаст электрический сигнал и заставит пресс немедленно остановиться, обеспечивая безопасность штампа и пресса.
Как только проблема будет решена и ползун вернется в верхнюю мертвую точку, гидравлическая подушка штампа автоматически восстановит давление, позволяя пуансонному прессу возобновить работу.
Пользователи могут регулировать высоту штампа. Инструкции см. в соответствующем руководстве по эксплуатации электрической части.
В соединительной тяге и крышке имеются прокладки. Со временем зазор между коленчатым валом и втулками может увеличиться.
Для регулировки зазора между коленчатым валом и втулками пользователи могут удалить прокладки. (Нормальный зазор: 0,08-0,13 мм)
4.1 Регулировка зазора между скользящей поверхностью и ребрами
Для обеспечения плавной и надежной работы ползуна расстояние между ним и направляющими должно быть соответствующим. При необходимости выполните следующие действия, чтобы правильно отрегулировать его:
(1) Ослабьте винты на направляющих и установочные винты на правой стороне рамы.
(2) Отрегулируйте левые боковые укосины и затяните винт.
(3) Отрегулируйте правые боковые укосины и определите, нужно ли добавить или убрать прокладки в зависимости от зазора.
После регулировки затяните передние винты и установочные винты с правой стороны.
(4) Зазор между ползуном и направляющими должен составлять 0,03-0,05 мм, а общее допустимое значение зазора между передней и задней контактными поверхностями должно составлять 0,04-0,08 мм.
Как правило, зазор между верхним и нижним торцами больше. Измерения точны, если глубина толщиномера превышает 30 мм.
Примечание: калибр 0,03 мм должен быть внутри, калибр 0,05 мм - нет.
(5) После регулировки проверьте зазор каждой детали и при необходимости отрегулируйте снова.
4.2 Устройство для выбивания слайдов
Усилие выбивания составляет 5% от номинального давления.
4.2.1 Структура оборудования для выбивания слайдов
(1) Он состоит из выбивного стержня, выбивного седла и выбивной планки.
(2) Выбивная планка расположена над центральной линией заслонки, пересекая ее.
(3) Когда ползун поднимается, выбивная планка касается выбивного стержня, выталкивая пробитые детали.
4.2.2 Эксплуатация и регулировка оборудования для выбивания слайдов
(1) Открутите крепежный винт выбивной штанги и установите ее в нужное положение. Обратите внимание, что выбивные стержни с левой и правой стороны должны находиться на одинаковой высоте.
(2) После регулировки затяните крепежные винты.
(3) Соприкосновение поперечной планки и ползуна может вызвать шум при использовании вырубной планки.
4.2.3 Уведомление
При замене матрицы обязательно поднимите выбивной стержень в самое верхнее положение перед регулировкой высоты ползуна, чтобы избежать удара по выбивному стержню во время регулировки высоты матрицы.
Отрегулируйте положение выбивной планки таким образом, чтобы материал проталкивался, когда ползун перемещается близко к верхней мертвой точке.
Однако во избежание несчастных случаев не допускайте, чтобы вырубная планка касалась дна вырубного гнезда.
4.3 Счетчик
Счетчик, установленный в электрическом щитке, используется для учета и отображения суммарного количества ударов.
Счетчик будет записывать счет 1 каждый раз, когда горка будет двигаться вверх и вниз.
Если требуется сброс настроек, нажмите кнопку сброса.
Счетчик можно использовать для расчета объема производства.
4.3.1 Панель счетчика
4.3.2 Метод работы
(1) Поверните переключатель в положение OFF, и счетчик не будет работать.
(2) Поверните переключатель в положение ON, и счетчик начнет работать.
Примечание:
При сбросе счетчика ползун должен быть остановлен в верхней мертвой точке. Если счетчик сбрасывается во время работы пуансонного пресса, это может привести к повреждению счетчика.
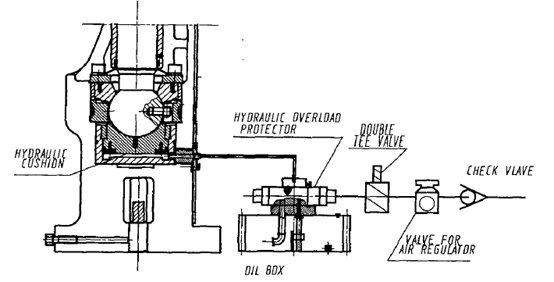
Гидравлическая защита от перегрузки
Гидравлический предохранитель от перегрузки может автоматически определять давление масла в гидроцилиндре ползуна. Если давление недостаточно, он может быстро подать давление для поддержания нормальной работы. В случае перегрузки, вызванной неправильной перфорацией или неравномерной толщиной листа во время процесса, защита может немедленно разгрузиться, чтобы защитить аксессуары и штамп от повреждений. Гидравлический предохранитель от перегрузки состоит из цилиндра, находящегося под давлением, клапана сброса давления и индуктивного выключателя.
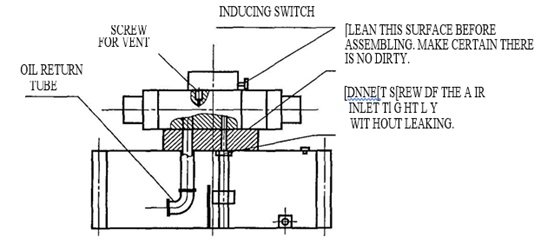
5.1 Подготовка к работе с гидравлической защитой от перегрузок
Проверьте уровень масла и убедитесь, что в воздушном насосе достаточно масла. Если уровень масла низкий, ослабьте винт заливного отверстия и добавьте гидравлическое масло с антиоксидантным травлением (ISO VG-32) или другое гидравлическое масло с аналогичными характеристиками.
Убедитесь, что манометр воздуха в норме.
Если заслонка остановится в верхней мертвой точке, нажмите кнопку сброса, и воздушный насос начнет работать. Примерно через 1 минуту давление масла достигнет заданного значения, и воздушный насос остановится.
Если затвор не останавливается в верхней мертвой точке, выполните следующие действия:
① Установите режим работы на ход "INCH".
② Используйте кнопку управления для перемещения ползуна до упора в верхнюю мертвую точку. (В целях безопасности следите за рабочей высотой штампа, если он уже установлен)
③ Как только заслонка достигнет верхней мертвой точки, нажмите кнопку сброса, и воздушный насос защиты от перегрузки начнет работать. Примерно через 1 минуту давление достигнет заданного значения, и воздушный насос автоматически остановится, а индикатор перегрузки погаснет.
④ Теперь вырубной пресс можно использовать как в одиночном, так и в непрерывном режиме.
⑤ Подготовка к работе завершена.
(6) Устранение воздушной подушки давления масла в гидравлической защите от перегрузки
Если в подушке давления масла есть воздух, функция защиты от гидравлических перегрузок может работать неправильно и вызвать непрерывную работу воздушного насоса.
Для устранения воздуха:
① Остановите заслонку в верхней мертвой точке.
② Для безопасности выключите главный двигатель. Дождитесь полной остановки маховика. Затем с помощью шестигранного ключа ослабьте винт отверстия для слива масла на гидравлическом предохранителе от перегрузки, позволяя маслу вытекать.
③ Если масло вытекает с перебоями или пузырьками, это свидетельствует о наличии воздуха.
Как только масло перестанет вытекать с перебоями или пузырьками, затяните винт сливного отверстия. Проверьте, нет ли утечек газа из соединения между насосом и торцевой плоскостью масляной коробки, и убедитесь, что масляные трубки не протекают.
④ Устранение воздуха завершено.
(7) Сброс гидравлического предохранителя от перегрузки:
Если перфоратор перегружается, загорается индикатор перегрузки.
Работайте с ним в соответствии с шагом (5) процедуры.
5.2 Обслуживание защитного устройства от перегрузки
(1) Регулярно проверяйте наличие утечек газа в трубке, соединяющей предохранительный клапан.
(2) Периодически очищайте масляный фильтр.
(3) Регулярно проверяйте затяжку болтов соединительной части.
(4) Регулярно проверяйте уровень масла в коробке.
(5) Периодически проверяйте работу электромагнитного клапана.
5.3 Распространенные неисправности и поиск неисправностей гидравлического предохранителя от перегрузки
НЕТ.
Состояние отказа
Источник неудач
Решение
1
Пневматический масляный насос не работает
1. Неисправность источника воздуха
1. Ликвидация
2. Утечка воздуха в пневматической трубке
2. Изменить
3. Отказ электромагнитного клапана
3. Поддерживайте, изменяйте и меняйте
2
Пневматический масляный насос работает без перебоев в течение длительного времени
1. Попадание воздуха в систему
1. Вытяжка воздуха
2. Утечка масла в соединительной системе внешней трубки
2. Техническое обслуживание
3. Порт предохранительного защитного клапана заблокирован
3. Разберите, проверьте и очистите
3
Пневматический масляный насос работает, но не может создать давление
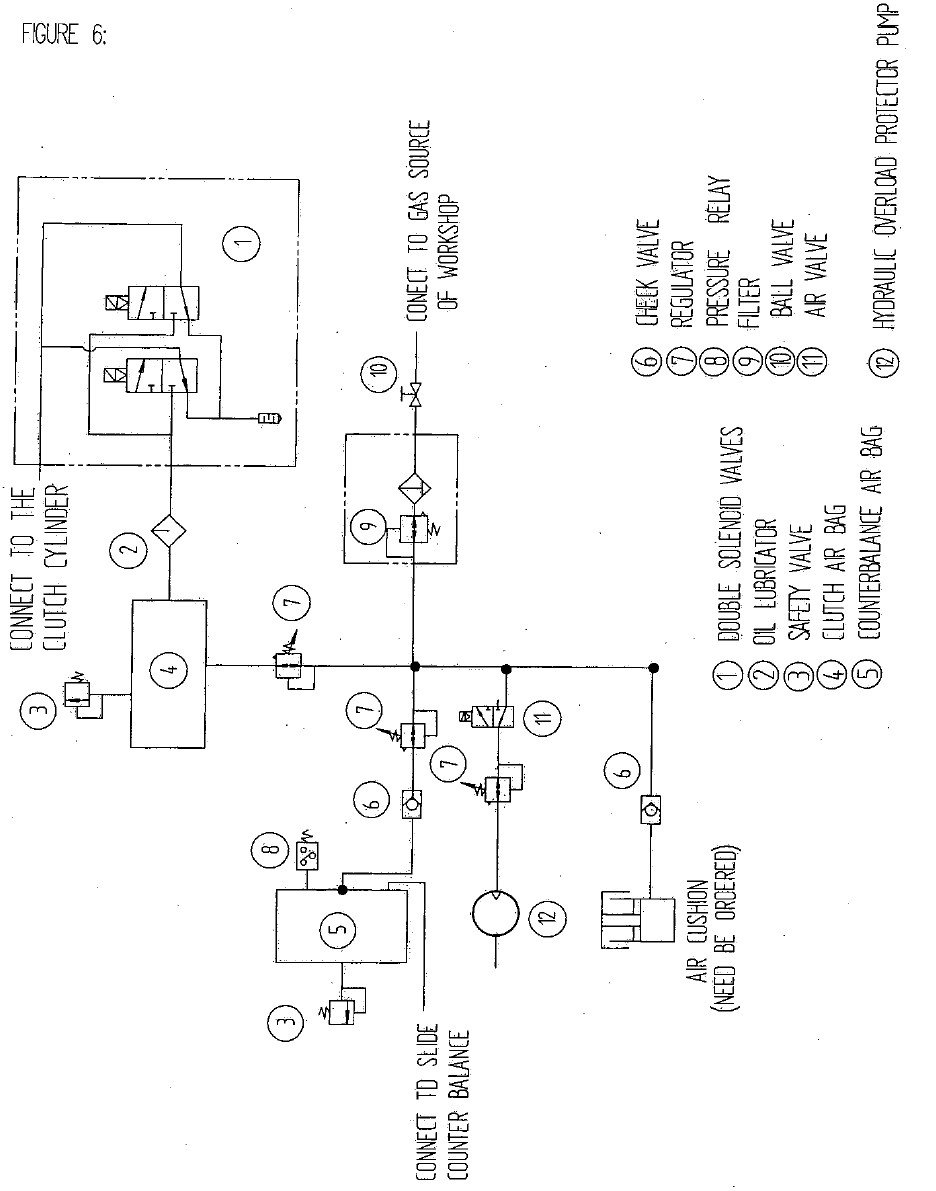
Электромагнитный клапан является основным исполнительным компонентом и обладает функцией самоконтроля. Если один клапан не работает должным образом, другой клапан выпустит воздух, что приведет к отключению муфты и остановке ползуна, обеспечивая безопасность людей и пресса. Давление источника воздуха должно составлять от 0,55 до 0,6 МПа, и важно отрегулировать его в соответствии с указанным значением. В смазочном устройстве должен поддерживаться определенный уровень масла, а из газового фильтра и воздушного резервуара необходимо часто сливать воду и загрязнения.
Потребление воздуха перфоратором и компрессором
Расход воздуха муфты JH21-80: 0,18 м3/мин. Для одного пресса рекомендуется выбирать компрессор производительностью 0,3 м3/мин.
Уведомление:
(1) При добавлении масла в лубрикатор необходимо сбросить давление воздуха в трубопроводе во избежание несчастного случая.
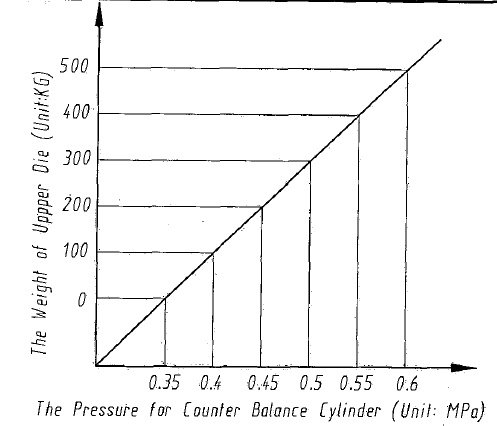
(2) Давление цилиндра противовеса и вес верхнего штампа можно регулировать в соответствии со следующим рисунком. Максимально допустимое рабочее давление цилиндра противовеса составляет 0,8 МПа.
(3) Электрическое реле блокируется с электрической цепью. Если давление слишком низкое, цепь не будет работать. Реле давления было отрегулировано перед отправкой с завода; его не следует регулировать произвольно.
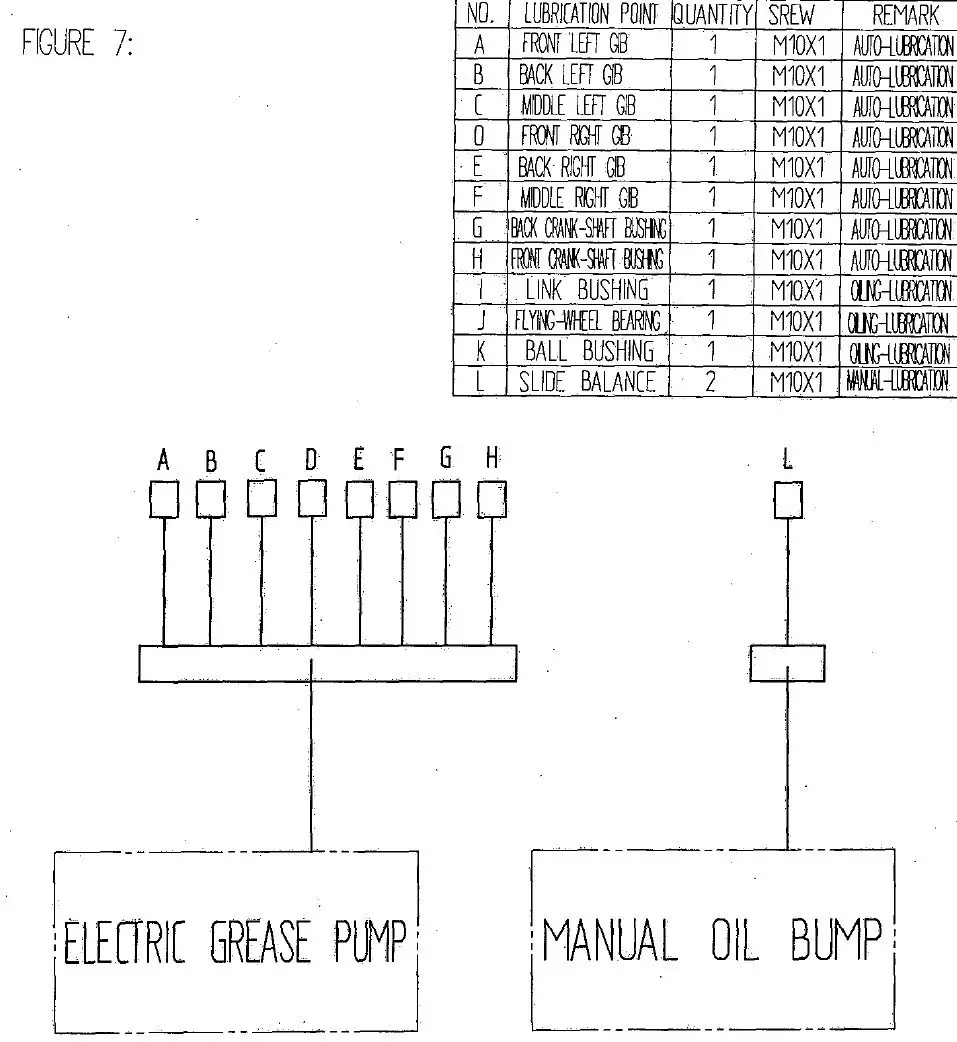
VI. Смазка (Рисунок 7)
Системы смазки
В вырубном прессе используется как автоматическая система смазки периодического действия, так и ручная смазка маслом. Масло распределяется по всем точкам смазки через маслораспределитель. Конкретные компоненты, такие как подшипник качения маховика, вращающийся шарнир и воздушная подушка, смазываются с помощью масляного пистолета.
Важность смазки
Смазка крайне важна для пресса коленчатого вала, так как он:
Уменьшает износ компонентов
Увеличивает срок службы машины
Обеспечивает точность операций
Снижение энергопотребления
Снижает затраты на обслуживание
Все детали, находящиеся в относительном движении, должны быть смазаны, за исключением поверхностей трения фрикционной муфты и тормоза.
Контроль смазки
При работе пресса необходимо следить за смазкой, чтобы избежать засорения масляного тракта и предотвратить перегрев и повреждение главной втулки, шатунного подшипника и скользящего захвата. Температура не должна превышать +70°C и не должна опускаться ниже -35°C. При повышении температуры следует немедленно остановить пуансон-прессовую машину. Кроме того, температура главного двигателя не должна превышать +60°C (измеряется на крышке двигателя).
График технического обслуживания смазки
Масло для карданной передачи:
Замените смазочное масло в корпусе редуктора после первых 3 месяцев (примерно 750 часов) эксплуатации.
В дальнейшем заменяйте масло каждые 6 месяцев (примерно 1500 часов).
Очищайте корпус редуктора каждые 6 месяцев.
Подшипник маховика и подшипник приводного вала:
Эти подшипники закрыты и должны быть заполнены смазкой перед сборкой.
Заправляйте смазку (литиевая смазка 3#) каждые 2 месяца.
Проверяйте смазку каждые 6 месяцев.
При набивке смазки следите за тем, чтобы было заполнено 60-70% пространства между маховиком и подшипником.
Цилиндр противовеса:
Использует как воздушную, так и масляную смазку для ручных пистолетов.
Добавьте 100 мл масла 20# в шариковый винт и седло шара перед тестированием после установки.
Заполните лубрикатор маслом 20# и проверяйте еженедельно.
Смазка во время эксплуатации
Первоначальный запуск:
Включите главный двигатель и подождите 5 минут, пока насос смазки начнет работать, прежде чем приступать к эксплуатации пресса.
Периоды простоя:
Если пресс не работал в течение 24 часов, запустите главный двигатель на 10 минут перед началом производства.
Резервуар для смазочного масла
Ежедневно проверяйте резервуар для смазочного масла и при необходимости доливайте его.
В период первоначальной установки требуется больше масла, поэтому его следует своевременно доливать.
Ручная смазка
При ручной смазке убедитесь, что питание отключено.
Замена масла
При замене масла тщательно очистите внутреннюю поверхность масляного резервуара и трубок.
Таблица смазки
Следуйте указаниям по смазке, указанным на прессе, для обеспечения надлежащего обслуживания и эксплуатации.
НЕТ.
Место смазки
Марка и тип смазочного масла
Режим смазки
1
Втулка шатуна
00# Известковая смазка
Смазка для силовых приводов
2
Передняя коренная втулка
00# Известковая смазка
Смазка для силовых приводов
3
Задняя коренная втулка
00# Известковая смазка
Смазка для силовых приводов
4
Гиб (6 очков)
00# Известковая смазка
Смазка для силовых приводов
5
Соединительная резьба
Трансмиссионное масло CKC150
Ручная смазка масляного пистолета
6
Шариковый винт
Трансмиссионное масло CKC150
Заполнение смазочным маслом
7
Коробка передач
Трансмиссионное масло CKC150
Смазывание погружением
8
Балансир
Смазочное масло HL150
Ручной масляный насос Смазка
9
Ручной масляный насос
Смазочное масло HL150
10
Насос для смазки
00# Известковая смазка
Электрическая смазка
11
Точки смазки воздушной подушки
2# Литиевая смазка
Ручная смазка масляного пистолета
12
Подшипник маховика
2# Литиевая смазка
Ручная смазка масляного пистолета
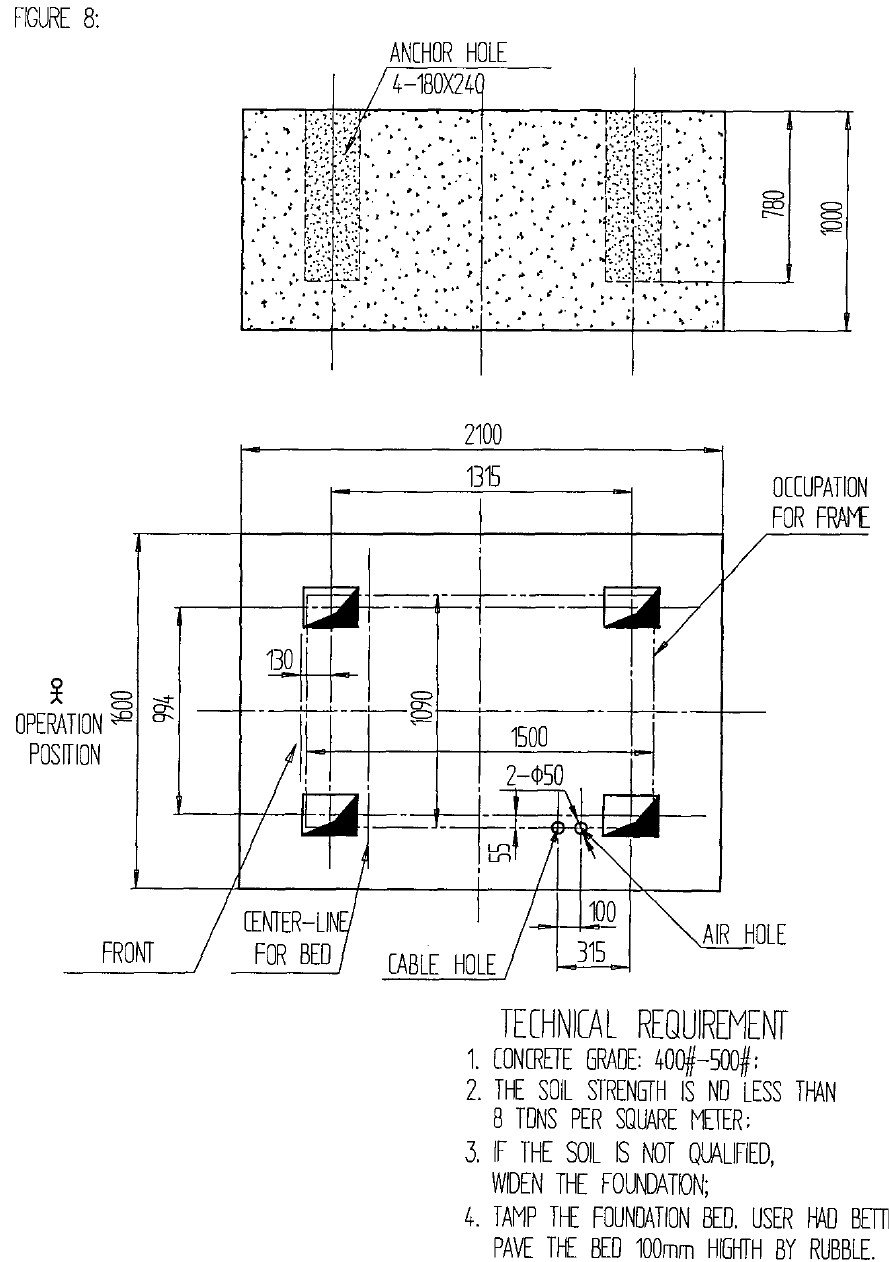
VII. План фундамента (Рисунок 8)
Подготовка к строительству
Выемка грунта:
Раскопайте площадку в соответствии с планом фундамента.
Укрепление грунта:
Если грунт мягкий, необходимо вбить сваи для его укрепления. Убедитесь, что давление на грунт составляет не менее 8 т/м².
Укладка щебня:
Уложите щебень на дно котлована на высоту от 100 до 200 мм, чтобы обеспечить устойчивое основание.
Заливка бетона:
При заливке бетона оставьте в основании отверстия для установки анкерных болтов и других необходимых приспособлений.
Подготовка и укладка бетона
Подготовка бетона:
Приготовьте бетонную смесь в соответствии со спецификациями проекта фундамента.
Твердение бетона:
После заливки бетона дайте ему высохнуть и как следует затвердеть. После застывания удалите все деревянные формы или листы, использовавшиеся в процессе заливки.
Установка пуансонного пресса
Сборка:
Установите пуансон-пресс, собрав пресс, анкерные болты и горизонтальную регулировочную плиту в специально отведенной яме.
Горизонтальная регулировка:
Отрегулируйте пуансон-пресс, чтобы обеспечить его горизонтальное положение.
Засыпка ямы под анкерный болт:
После правильной регулировки перфоратора заполните ямы для анкерных болтов бетоном.
Окончательное отверждение и ремонт:
Дайте бетону высохнуть и затвердеть. После затвердевания выполните все необходимые ремонтные работы, чтобы обеспечить стабильность и надежность фундамента.
Дополнительные соображения
Подготовка опорной плиты:
Для обеспечения устойчивости и безопасности заказчики должны подготовить подножку вокруг вырубного пресса, используя соответствующие материалы.
Ударопрочная защита:
Если необходима противоударная защита, добавьте вокруг фундамента слой мелкого песчаника шириной около 150 мм, чтобы поглотить вибрации и уменьшить воздействие на окружающую конструкцию.
VIII. Установка и тестирование
Понимание структуры прессы
Прежде чем вносить какие-либо изменения в работу пресса, необходимо досконально разобраться в его устройстве. Это обеспечит правильное обращение и настройку, минимизируя риск ошибок и повреждений.
Установка пресса
Подготовка основания:
Подготовьте фундамент в соответствии с планом фундамента.
Если почва мягкая, укрепите ее железной арматурой.
Первоначальное размещение:
Как только пресс будет доставлен на фабрику, поместите его в сухое место на несколько дней.
Перед началом установки проверьте электромотор и трансформатор.
Очистка:
Во время транспортировки пуансон-пресс покрывается маслом, предотвращающим появление ржавчины. Вытрите его перед установкой.
Особое внимание уделите очистке масла с поверхностей захватов и фрикционных поверхностей.
Измерение уровня:
Измерьте уровень пресса с помощью точного нивелира.
Закрепляйте фундаментные болты только тогда, когда уровень соответствует требуемому стандарту (0,3/1000 мм).
Перед измерением уровня убедитесь, что подставка закреплена.
Установка больстера:
Если пользователь решил самостоятельно установить болстер, убедитесь, что место сопряжения болстера с рабочим столом чистое и не содержит мусора, например, бумаги, металлических обрезков, датчиков, шайб и грязи.
Установка двигателя
Осмотр и очистка:
Распакуйте упаковку и проверьте, нет ли поврежденных аксессуаров.
Очистите двигатель, ременный шкив, канавку маховика и кронштейн. Избегайте попадания жидкостей на электродвигатель.
Очищайте клиновой ремень с помощью ткани, а не чистящего раствора.
Монтаж двигателя:
Установите двигатель на место, но не затягивайте винты до конца.
Перед затягиванием винтов поддерживайте вес двигателя с помощью стропы.
Выравнивание:
Совместите контрольные линии канавки шкива ремня и канавки маховика.
Правильно установите двигатель, чтобы избежать повреждения канавки ремня и подшипника двигателя.
После выравнивания затяните винты кронштейна двигателя.
Натяжение ремня:
Переместите двигатель к маховику и убедитесь, что клиновой ремень не имеет чрезмерного натяжения при установке в блок.
Натяжение ремня должно составлять около 10 мм при нажатии большим пальцем.
Горизонтальная регулировка
Укрепление ровности:
Перед измерением убедитесь, что винты затянуты.
Очистите больстер и установите точный уровнемер на передней, средней и задней частях больстера.
Используйте прокладки, чтобы отрегулировать ровность рамы.
Шимсы:
Убедитесь, что прокладки достаточно велики, чтобы равномерно распределить вес по интерфейсу.
Проверьте уровень через месяц и при необходимости отрегулируйте его.
Выполняйте проверки каждые шесть месяцев для поддержания работоспособности пресса.
Установка воздушного трубопровода
Соединение:
Подключите воздушный трубопровод к задней части пресса.
Убедитесь, что требуемое давление воздуха составляет 0,6 МПа.
Расстояние от источника воздуха до пресса должно составлять не более 5 метров.
Диаметр трубопровода должен быть не менее 1 дюйма.
Перед подключением очистите канал от пыли и мусора.
Тестирование
Проверка точности:
После установки проверьте точность в соответствии с сертификатом.
При необходимости отрегулируйте точность из-за тряски и вибраций при транспортировке.
Первичная очистка:
Очистите смазку и грязь, особенно с поверхностей захватов и зон трения.
Порядок работы:
Выберите подходящую операционную процедуру в зависимости от требований к работе.
Подготовьте необходимые инструменты.
Установка штампа:
Используйте дюймовый ход и постепенно перемещайте ползунок в нижнюю мертвую точку.
Убедитесь, что плашки не сталкиваются, и отрегулируйте высоту вручную.
Не начинайте одиночный или непрерывный ход до завершения регулировки.
Регулировка вырубной планки:
Отрегулируйте положение выбивной планки для выталкивания деталей после остановки хода ползуна (около верхней мертвой точки).
Убедитесь, что при перемещении выбивная планка не касается дна паза выбивной планки.
Окончательные корректировки:
Используйте дюймовый штрих и продвигайтесь шаг за шагом.
Выполняйте одиночные и непрерывные удары только в том случае, если ничто не препятствует нормальной работе пресса.
Давление воздуха
Давление воздуха в вырубном прессе должно быть в пределах 0,55-0,60 МПа.
Максимальное давление предохранительного клапана должно составлять 1 МПа.
IX. Подготовка к операции
Подготовка к бегу
Включите главный блок управления:
Переключите воздушный выключатель в главном блоке управления в положение ON.
Убедитесь, что пуансон-пресс работает правильно.
Закрепите главный блок управления:
Закройте дверцу главного блока управления.
Внимание: В целях безопасности запрещается открывать дверь главного блока управления во время работы пресса.
Подготовка к работе
Включить питание:
Включите выключатель на панели управления. Должен загореться индикатор питания (петля AC110V).
Проверка аварийного останова:
Убедитесь, что кнопка "Аварийный стоп" не задействована.
Проверка давления:
Если давление не соответствует норме, индикатор погаснет, и машина перейдет в состояние аварийного останова.
Скорректируйте давление воздуха до соответствующего значения и эксплуатируйте пресс до тех пор, пока не загорится индикатор.
Запуск и остановка главного двигателя
Запуск главного двигателя:
Нажмите кнопку "Пуск":
Главный двигатель запустится, и загорится индикатор главного двигателя.
Примечание: Главный двигатель будет работать только в том случае, если переключатель режимов находится в положении "OFF".
Остановка главного двигателя:
Нажмите кнопку остановки двигателя:
Главный двигатель перестанет работать, и индикатор погаснет.
Сценарии автоматической остановки:
Главный двигатель автоматически останавливается при следующих сценариях:
Перегорание предохранителя шлейфа:
Если перегорел предохранитель шлейфа в главном двигателе.
Защита теплового реле:
Если тепловое реле находится в режиме защиты.
X. Ежедневный осмотр
Первичный осмотр
Очистите больстер: Убедитесь в том, что на подставке нет никаких предметов. Это необходимо для того, чтобы избежать помех во время работы.
Привод маховика: С помощью штанги вручную приведите маховик в движение и проверьте плавность хода.
Технические характеристики кабеля питания: Убедитесь, что характеристики силового кабеля соответствуют требованиям машины, чтобы обеспечить безопасную и эффективную работу.
Проверка после открытия воздушного клапана
Давление воздуха: Давление воздуха в сцеплении должно быть в пределах указанного диапазона 0,55-0,6 МПа. Это обеспечивает правильное функционирование механизма сцепления.
Утечки воздуха: Убедитесь в отсутствии утечек воздуха в системе. Это включает в себя проверку цилиндра сцепления и вращательного шарнира на наличие признаков утечки воздуха.
Проверка после включения питания
Индикаторы питания: Поверните переключатель в положение ON. Индикаторы питания и давления должны загореться, подтверждая, что система работает и находится под давлением.
Выбор режима: Установите переключатель режимов в положение "дюймовый ход". Нажмите и отпустите кнопку управления "двумя руками", чтобы проверить действие электромагнитного клапана. Обеспечьте выпуск воздуха и гибкое движение муфты без каких-либо помех.
Проверка после запуска главного двигателя
Работа главного двигателя: Нажмите кнопку запуска. Главный двигатель должен заработать, а индикатор загорится.
Вращение маховика: Убедитесь, что направление вращения маховика совпадает с направлением, обозначенным на прессе.
Частота вращения маховика: Проверьте скорость запуска и разгона маховика. Звук проскальзывания клинового ремня должен быть нормальным, что свидетельствует о правильном натяжении и выравнивании.
Бегущая проверка
Работа с дюймовым ходом: В режиме дюймового хода убедитесь, что пресс работает плавно, без каких-либо ненормальных шумов или тяжести. Во время этой проверки держите кнопку двуручного управления нажатой.
Одиночный и непрерывный ход:
Однотактный: Пресс не должен работать непрерывно при нажатии кнопки управления. Положение остановки должно находиться в пределах от +5° до -10° от верхней мертвой точки, отклонение не допускается.
Непрерывный удар: Движение должно быть нормальным. Нажмите кнопку аварийной остановки, чтобы убедиться, что сцепление разошлось и кнопка аварийной остановки зафиксировалась. Положение остановки также должно находиться между +5° и -10° от верхней мертвой точки. Нажатие кнопки аварийного останова должно привести к немедленной остановке пуансонного пресса.
Проверка при регулировке заслонки
Переключатель ползунковой регулировки: Поверните переключатель регулировки заслонки в положение ON, чтобы запретить работу во время регулировки.
Регулировка высоты штампа: Отрегулируйте высоту штампа. Когда ползун достигнет верхнего и нижнего пределов, остановите регулировку двигателя.
Индикатор высоты штампа: Проверьте, соответствует ли индикатор высоты штампа фактическому значению, чтобы обеспечить точность регулировки.
XI. Техническое обслуживание и безопасность
Для обеспечения безопасной и эффективной работы вырубного пресса требуется строгое соблюдение процедур технического обслуживания и безопасности. Для поддержания целостности оборудования и безопасности операторов необходимо тщательно соблюдать следующие рекомендации:
Операционные процедуры
Сцепление:
Включайте сцепление только после того, как двигатель запустится и достигнет полной рабочей скорости. Это обеспечивает плавность работы и предотвращает излишнюю нагрузку на механические компоненты.
Заземление оборудования:
Постоянно поддерживайте надлежащее заземление оборудования. Регулярно проверяйте заземляющие соединения, чтобы убедиться в их надежности и правильном функционировании. Это очень важно для предотвращения опасности поражения электрическим током.
Управление питанием:
Всегда выключайте питание, когда оператор покидает пресс. Это предотвращает случайное включение и снижает риск травм или повреждения оборудования.
Управление нагрузкой:
Убедитесь, что рабочая нагрузка на пресс находится в пределах указанного безопасного диапазона. Перегрузка пресса может привести к механической поломке и создать серьезную угрозу безопасности.
Устройства безопасности и меры предосторожности
Сборка предохранительного устройства:
Не эксплуатируйте вырубной пресс, если все предохранительные устройства не установлены должным образом. Предохранительные устройства очень важны для защиты оператора от травм.
Обработка материалов:
Перфорирование нескольких листов одновременно строго запрещено. Это может привести к повреждению пресса и ухудшению качества заготовки.
Осмотр и техническое обслуживание
Нерегулярные операции:
Если ползун свободно падает или ударяет неравномерно и с шумом, немедленно остановите пуансон-пресс. Осмотрите машину, чтобы выявить и устранить все неполадки перед возобновлением работы.
Инспекция воздушных трубопроводов:
Часто проверяйте воздушный трубопровод на наличие утечек. Если утечка обнаружена, устраните ее до начала работы вырубного пресса. Утечки воздуха могут повлиять на работу пневматических компонентов и привести к снижению эффективности работы.
Меры личной безопасности
Размещение тела:
В целях личной безопасности никогда не помещайте никакие части тела в опасную зону штампа. Эта зона очень опасна и может привести к серьезным травмам.
Обслуживание в опасных зонах:
Не работайте и не проводите техническое обслуживание в опасной зоне без применения соответствующих мер безопасности. Это включает в себя обесточивание машины и использование процедур блокировки/тагаута.
Дополнительные функции безопасности
Фотоэлектрический протектор:
Пресс оснащен точками подключения фотоэлектрического защитного устройства, которое является дополнительным элементом безопасности. Установка фотоэлектрического защитного устройства может повысить безопасность, обнаружив присутствие предметов или частей тела в опасной зоне и автоматически остановив пресс.
XII. Неприятности и способы их устранения
Неприятности
Причина
Решение
Подготовка к работе
Перфоратор не работает.
1. Слишком низкое давление воздуха.
1. Проверьте давление в манометре и отрегулируйте давление
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, в чем секрет производства высококачественных штампованных деталей? В этой статье блога мы рассмотрим важнейшую роль, которую играет зазор между пуансоном и штампом в...
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки.....
Представьте, что ваша рука попала в мощные челюсти станка - кошмар для любого оператора вырубного пресса. В этой статье описаны 12 важнейших мер предосторожности при работе с перфоратором...
Почему выбор правильного устройства подачи пуансонов имеет решающее значение для вашего производственного процесса? В этой статье мы рассмотрим три основных типа: пневматические, роликовые и сервоподатчики с ЧПУ. Вы узнаете...
Вы когда-нибудь задумывались, как современное производство достигает такой точности и эффективности? Гидравлический станок для обработки железа - универсальная машина, которая с легкостью режет, пробивает, режет и сгибает металл. В этой статье вы узнаете,...
Представьте себе, как простые металлические листы легко и эффективно превращаются в сложные, точные детали. Это и есть магия вырубного станка. В этой статье мы рассмотрим, как эти машины экономят энергию,...
Вы когда-нибудь задумывались, почему ваш револьверный пуансон с ЧПУ вдруг перестал эффективно работать? Обслуживание и устранение неисправностей этих станков может быть довольно сложной задачей. В этой статье мы погрузимся в...
Вам интересно узнать о револьверных вырубных прессах с ЧПУ? В этой статье мы погрузимся в увлекательный мир этих универсальных машин. Как опытный инженер-механик, я расскажу, как револьверные...
Вы когда-нибудь задумывались, как изготавливаются прецизионные детали? Тонкая заготовка - это технология, меняющая ситуацию, которая позволяет производить высококачественные детали с непревзойденной точностью и скоростью. В этой статье блога мы погрузимся...














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}