Основы гибки на листогибочном прессе: Полное руководство
Вы когда-нибудь задумывались, как простой лист металла превращается в сложный трехмерный объект? Гибка на листогибочном прессе, важнейший процесс в металлообработке, является ключом к этому удивительному превращению. В этой статье мы погрузимся в мир листогибочных станков, изучим принципы, типы и механизмы работы этой важнейшей технологии. Приготовьтесь раскрыть секреты точной гибки металла!
Гибка на листогибочном прессе заключается в упругой деформации металлических листов под давлением верхнего штампа или нижний штамп листогибочной машины, после чего происходит пластическая деформация.
В начале пластической гибки лист свободно изгибается. Под давлением верхнего или нижнего штампа лист постепенно прилегает к внутренней поверхности V-образного паза нижнего штампа, при этом радиус кривизны и изгибающее усилие рука уменьшается.
Это продолжается до тех пор, пока верхний и нижний штампы не войдут в полный контакт в конце хода, образуя V-образную форму, известную как гибка.
В целом, гибка на листогибочном прессе - это технология, которая изменяет форму листа или угол листа путем давления на него.
Гибка - это невероятно распространенная область применения, которая встречается везде, где используется листовой металл, и, можно сказать, затрагивает все аспекты жизни. Задача листогибочного пресса - сгибать плоские листы в разнообразные трехмерные детали, необходимые для практического применения.
Как это достигается? Положите лист металла горизонтально на нижний штамп, установите его с помощью заднего калибра и вдавите металл в нижний штамп. V паз с верхним штампом для достижения нужного угла изгиба, плоский лист превращается в трехмерную заготовку, как показано на рисунке ниже.
Существует множество аспектов гибки, которые заслуживают внимания. Для гнутых изделий важно учитывать точность размеров, радиус изгиба, точность углов, прямолинейность и вмятины.
Прямолинейность гнутых изделий зависит от жесткости рамы машины (конструкция рамы, выбор стали и т. д.), а вмятины можно минимизировать или устранить, увеличив радиус заплечиков нижнего штампа, используя пленку против вмятин или применяя нижний штамп без вмятин.
Для самих листогибочных станков важны точность по осям Y и X, стабильность, меры безопасности (например, защита от защемления рук) и простота управления (Системы ЧПУнеобходимо учитывать наличие оси T, гидравлического зажима для верхнего и нижнего штампов, автоматической смены инструмента и автоматической гибки.
Типы листогибочных прессов
Листогибочные прессы являются важнейшими инструментами, используемыми в производственных процессах для точной и эффективной гибки и формовки металлических листов. В основном существует две категории листогибочных станков: механический пресс тормозов и с гидравлической трансмиссией.
Механические листогибочные прессы: Для создания усилия в этих станках используется механическая система привода, обычно приводимая в движение маховиком. Усилие передается на инструмент через кривошипный механизм или эксцентриковую передачу, в зависимости от конструкции станка. Механические листогибочные станки работают на высоких скоростях и обеспечивают отличную точность, что делает их идеальными для простых, повторяющихся задач по гибке тонких и средней толщины материалов. Однако их недостатком является то, что они, как правило, требуют более частого обслуживания и менее энергоэффективны по сравнению с гидравлический пресс тормоза.
Гидравлический пресс для тормозов: С другой стороны, гидравлическая передача Листогибочные прессы используют гидравлическую энергию для создания изгибающего усилия. Эти машины оснащены гидравлические цилиндрыУсилие, прикладываемое к оснастке, регулируется изменением давления гидравлической жидкости. Гидравлические листогибочные прессы имеют ряд преимуществ по сравнению с механическими аналогами:
Большая универсальность: гидравлические листогибочные прессы могут эффективно обрабатывать более широкий диапазон типов и толщины материалов.
Повышенная точность: Гидравлическая система позволяет лучше контролировать приложение силы, что приводит к более точным операциям гибки.
Низкая стоимость обслуживания: Гидравлические компоненты обычно требуют меньше обслуживания по сравнению с механическими системами.
Хотя и механические, и гидравлические листогибочные прессы имеют свои уникальные преимущества и области применения, гидравлические машины становятся все более популярными благодаря своей универсальности, точности и простоте обслуживания. Независимо от типа, выбор наиболее подходящего листогибочного пресса для любого производственного проекта зависит от таких факторов, как требования к материалам, объем производства и желаемые эксплуатационные характеристики.
Принцип работы листогибочного пресса
В основе работы листогибочного пресса лежит принцип точного контролируемого приложения усилия. Машина состоит из верхнего и нижнего рабочих столов, на которых надежно закреплены соответствующие верхние и нижние штампы. Эти штампы, имеющие определенную геометрию, выступают в качестве формообразующих инструментов. Относительное перемещение между рабочими столами осуществляется с помощью сложной гидравлической системы передачи, обеспечивающей точное управление усилием и перемещением.
Когда верхний штамп опускается, он прикладывает сосредоточенную нагрузку к заготовке, помещенной на нижний штамп. Тщательно продуманные формы обоих штампов согласованно направляют деформацию материала. Такое взаимодействие геометрии штампа и прилагаемой силы позволяет контролировать изгиб металлических пластин для получения требуемых углов и профилей.
Гидравлическая система не только обеспечивает необходимую мощность для гибки, но и предлагает тонкий контроль над процессом гибки. Современные листогибочные прессы часто оснащаются передовыми системами ЧПУ, позволяющими программировать последовательность гибов с повторяющейся точностью. Такое сочетание надежной механической конструкции и точных механизмов управления делает листогибочный пресс незаменимым инструментом в производстве листового металла, способным создавать сложные геометрические формы с высокой точностью и последовательностью.
Принципы сгибания
Гибка - это фундаментальный процесс холодной штамповки, который преобразует листовой металл в определенные формы путем контролируемой деформации. Этот метод, основанный на давлении и обычно выполняемый при температуре окружающей среды, достаточно универсален для работы с металлическими, неметаллическими и композитными материалами.
Для достижения желаемых результатов используются прецизионные гибочные штампы и гидравлические листогибочные прессы. Точность размеров гнутых деталей обеспечивается синергией между верхним и нижним штампами и возможностями гибочного оборудования.
Последовательность формовки разворачивается следующим образом: Лист заданных размеров помещается между штампами. Верхний штамп создает расчетное усилие изгиба, а нижний штамп обеспечивает точки опоры, которые генерируют реактивное усилие. Это взаимодействие создает изгибающий момент, который вызывает контролируемую деформацию листа. Конечный угол изгиба точно определяется глубиной проникновения верхнего штампа в полость нижнего штампа.
Основные функциональные компоненты листогибочного пресса с ЧПУ включают в себя:
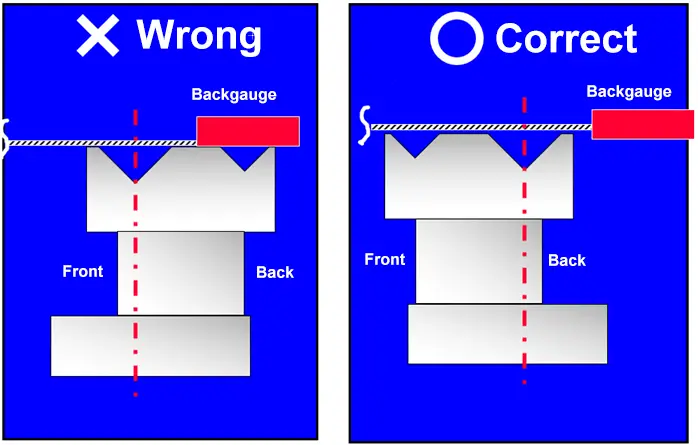
Задний калибр: Контролирует позиционирование гибочной линии с высокой точностью.
Верхний штамп: Прикладывает усилие изгиба и помогает сформировать внешний радиус.
Нижний штамп: Обеспечивает поддержку и помогает сформировать внутренний радиус.
Эти три элемента имеют решающее значение для определения качества и точности готовой заготовки.
Ключевые принципы эффективной гибки на листогибочном прессе:
Оптимизация последовательности: Загибайте внешние углы перед внутренними, чтобы предотвратить интерференцию.
Отдавайте предпочтение сложным геометрическим формам: Формируйте специальные формы без 90° перед стандартными изгибами.
Стратегическое планирование: Убедитесь, что каждый шаг на изгиб не поставит под угрозу последующие операции.
Продуманное позиционирование: Установите соответствующие опорные точки во время начальных поворотов, чтобы облегчить точное позиционирование на последующих этапах.
Придерживаясь этих принципов и используя точность современных листогибочных прессов с ЧПУ, производители могут добиться стабильных и высококачественных изгибов для широкого спектра материалов и геометрии.
Скорость гибки на листогибочном прессе
Во время гибки плунжер листогибочного пресса может двигаться вниз с различной скоростью в зависимости от рабочей фазы, чтобы сгибать правильно и не травмировать оператора.
Существует четыре различных фазы:
ФАЗА 1 - БЫСТРАЯ СКОРОСТЬ, вплоть до листового металла.
Это фиксированная скорость, которая не может контролироваться программой. В верхние камеры цилиндров поступает большой поток масла низкого давления прямо из бака, поэтому плунжер свободно падает, используя свой собственный вес.
ФАЗА 2 - РАБОЧАЯ СКОРОСТЬ, которая может быть установлена в цифровом управлении.
Максимально допустимая рабочая скорость составляет 10 мм/с в соответствии с действующими нормами безопасности. Когда во время скоростного спуска плунжер приближается к месту изменения скорости (примерно 20 мм от металлического листа). Он начинает замедляться; это достигается регулировкой давления масла в нижних камерах цилиндров.
Быстрая скорость переключается на рабочую, и в верхние камеры цилиндров поступает масло под высоким давлением, которое обеспечивает необходимое усилие для деформации листового металла. Давление масла устанавливается с помощью регулирующих устройств в зависимости от рабочих потребностей и максимальной прочности используемых инструментов. Рабочая скорость должна быть установлена таким образом, чтобы оператор мог перемещать металлический лист, не повреждая поверхность.
ФАЗА 3 - НИЗКАЯ СКОРОСТЬ (DWELL)
Когда плунжер достигает нужного положения вдоль оси Y для получения требуемого угла, он ждет несколько секунд. Это время можно задать в системе числового программного управления, и чем оно дольше, тем более податливым становится листовой металл с последующим уменьшением его springback.
ФАЗА 4 - СКОРОСТЬ ВОЗВРАТА
По окончании гибки плунжер листогибочного пресса возвращается вверх под действием давления нижних цилиндров и разгерметизации верхних. Если гнутое изделие большое или тяжелое, скорость возврата должна быть снижена, чтобы оно не упало на оператора, прежде чем он успеет его схватить.
Оператор листогибочного пресса также должен настроить ход ползуна Y. Чтобы сократить время гибки, скорость возврата должна быть минимальной, что позволит легко перемещать и снимать изделие.
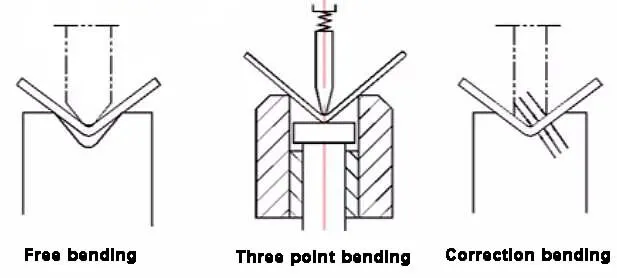
Распространенные методы гибки
В качестве примера можно привести свободный изгиб, трехточечный изгиб и коррекционный изгиб. Различие между этими тремя методами можно увидеть на диаграмме ниже.
Свободный изгиб
Свободная гибка, также известная как воздушная гибка, менее сложна, чем другие методы. Сайт угол изгиба контролируется глубиной вхождения верхнего штампа в V-образный паз нижнего штампа.
Точность гнутых деталей зависит от различных факторов, таких как Y1, Y2, верхняя и нижняя пресс-формы и плиты по оси V.
Однако он широко используется благодаря своей универсальности и широкому диапазону обработки. Он применяется для конструкций с простой структурой, большим объемом или не слишком большой производительностью.
Трехточечный изгиб
Трехточечная гибка, также называемая гибкой в штампе (донная гибка), имеет угол изгиба, который определяется высотой клина в нижнем штампе.
Верхний штамп обеспечивает только достаточное усилие изгиба и устраняет непараллельность между штампами с помощью гидравлической прокладки на плунжере.
Этот метод позволяет изготавливать детали с высокой точностью, что означает малый угол и прямолинейность ошибки. Используется для конструкций со сложной структурой, небольшим объемом и массовой обработкой.
Корректирующий изгиб
Коррекционный изгиб формируется в полости, состоящей из верхней и нижней матриц, что позволяет получить идеальную форму сечения. Однако этот способ требует больших усилий при изгибе и многократного ремонта пресс-формы, а также обладает низкой универсальностью.
Этот метод гибки часто используется при наличии особых требований или специальных форм сечения, которые не могут быть достигнуты свободной гибкой.
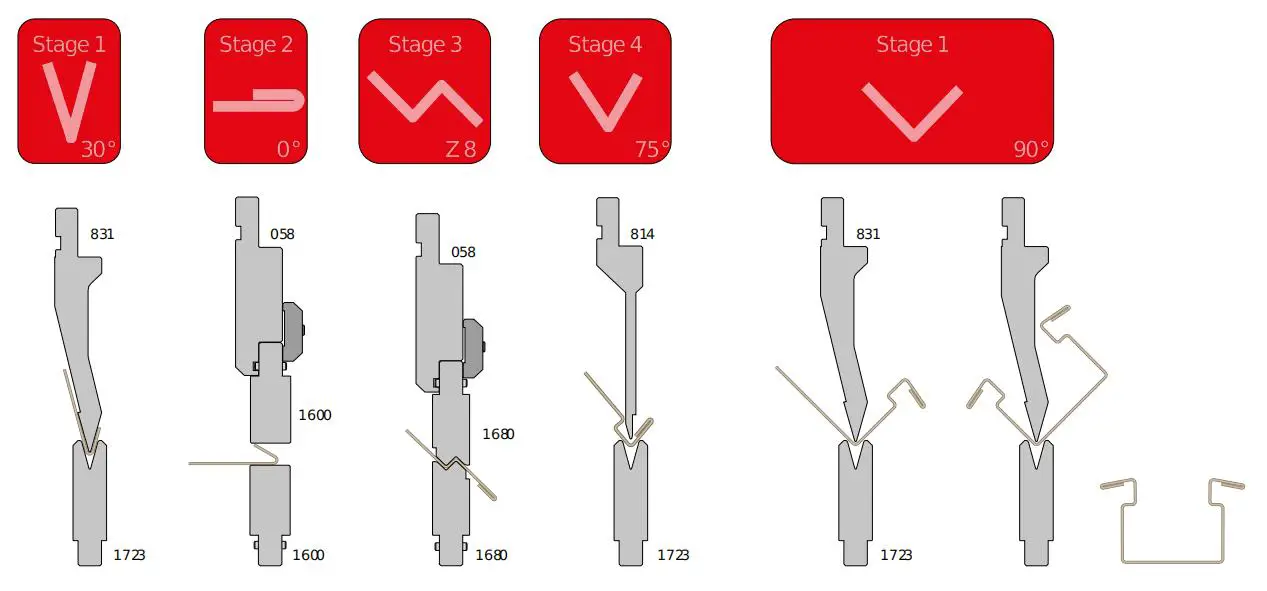
Сценический изгиб
Поэтапная гибка заключается в одновременной установке на листогибочный пресс различных инструментов для ускорения процесса гибки.
Поэтапная гибка необходима, когда профиль должен быть изготовлен с помощью различных наборов инструментов; операторы могут перемещать листовой металл от одного набора инструментов к другому вдоль оси Z листогибочного пресса для выполнения различных изгибов.
Важно, чтобы оператор:
устанавливает наборы пуансонов и матриц с одинаковой рабочей высотой; это означает, что общая рабочая высота всех наборов инструментов (высота пуансона + высота матрицы) должна быть одинаковой.
В некоторых мастерских под плашки подкладывают прокладки, чтобы компенсировать небольшую разницу между двумя станциями. В этом случае существует риск уменьшения скобы зажим поверхности, что снижает устойчивость донного инструмента;
Задает числовое управление листогибочным прессом, указывающее положение каждого сгиба по оси Z, чтобы задние датчики находились в правильном положении для каждого сгиба.
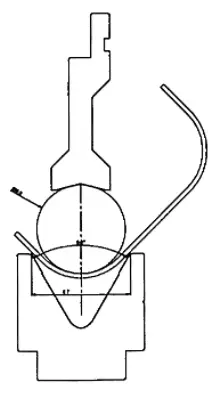
Изгиб большого радиуса
Изгибы большого радиуса можно получить с помощью держателей радиусного инструмента, которые могут удерживать радиусные инструменты разных размеров для получения требуемого радиуса изгиба.
Эти радиусные инструменты очень полезны для малых и средних листогибочных машин, столы которых слишком малы для установки больших штампов, необходимых для получения гибов большого радиуса.
При гибке по большому радиусу листовой металл подается меньше, чем при других видах гибки, поэтому пружинящий откат больше и его трудно рассчитать.
Поэтому необходимо провести испытание на изгиб, чтобы определить точное значение пружинящего отката, которое зависит от материала и его толщины, а также от радиуса, который необходимо получить.
Кроме того, следует учитывать, что пружинящий откат влияет на внутренний радиус изгиба, поэтому используемый радиусный инструмент должен быть меньше требуемого внутреннего радиуса изгиба.
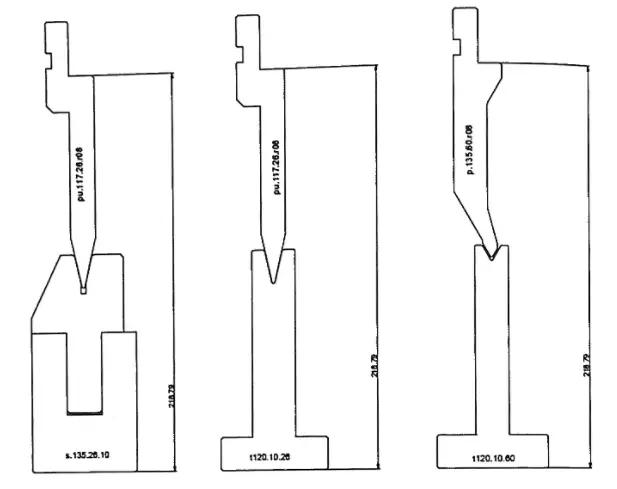
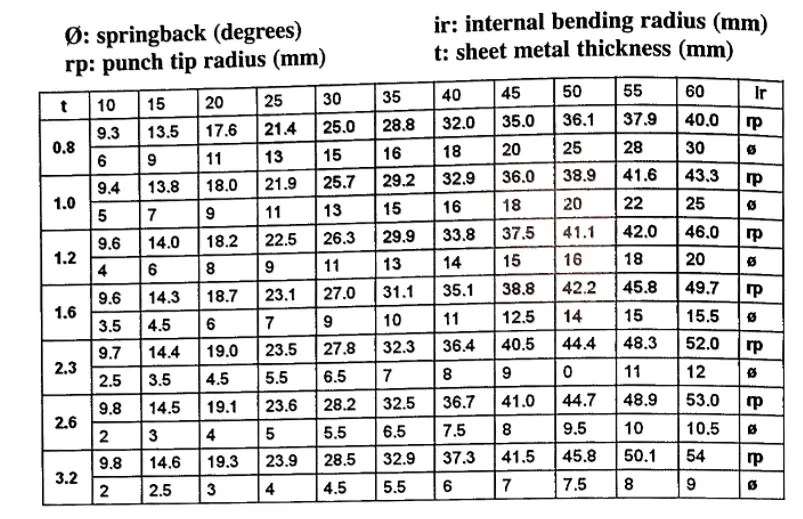
На приведенной ниже диаграмме показана средняя величина упругости и наконечник пуансона, необходимый для получения различных радиусов внутреннего изгиба в зависимости от толщины листового металла:
После определения радиуса еще одна сложность заключается в том, чтобы определить ширину конического штампа, которая позволит добиться правильного изгиба. На самом деле важно найти правильное соотношение между этими двумя величинами.
Следующие формулы дают представление о том, какой кубик лучше использовать:.
если отклонение пружины < 5°, V=2,2(rp+t).
если отклонение пружины >5°, V=2,5(rp+t).
V:ширина матрицы в мм
rp: радиус наконечника пуансона в мм
t: толщина листового металла в мм
При гибке по большому радиусу лист металла может выйти из зоны контакта с радиусным инструментом и создать воздушный пузырь во внутреннем радиусе гиба. Это называется преждевременной гибкой. Поэтому результат получается не очень точным.
Если вам нужен очень точный внутренний радиус, лучше использовать штампы с пластиковыми вставками, которые прижимают металлический лист к радиусному инструменту, предотвращая тем самым преждевременное изгибание.
Если требуется секционный радиусный инструмент, традиционные держатели с винтовыми отверстиями для крепления радиусного инструмента не подходят. В этом случае операторы должны выбирать радиусные инструменты с проходным винтом, который также может устанавливать короткие радиусные сегменты инструмента.
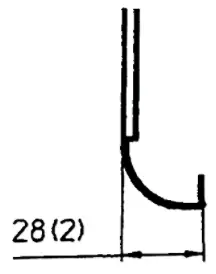
Еще одна проблема, с которой приходится сталкиваться операторам при выполнении изгибов большого радиуса, - это понимание чертежа и определение расстояния между задними датчиками(x-ось) и осью изгиба (y-ось).
Операторы листогибочных машин часто получают этот размер, проводя испытания с отходами листового металла до получения требуемого профиля. Мы рекомендуем проектировщикам указывать на чертежах размер между центром кривой и точкой контакта металлического листа с задними калибрами.
Например, на чертеже справа внешний размер 28 мм бесполезен для оператора листогибочного пресса, которому на самом деле нужен размер от центра кривой до точки контакта листа с задними калибрами (сторона уже согнута), который составляет 25,2 мм.
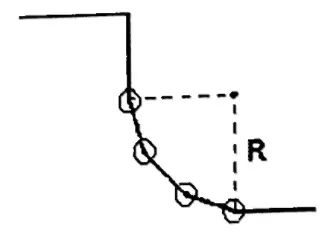
Сгибание шишек
Если требуемый внутренний радиус очень велик и не может быть получен одним ударом, операторам может потребоваться получить его путем формирование неровностей. Формование шишек заключается в гибке несколькими ударами листогибочного пресса для получения изгиба, аналогичного гибке вальцами.
Изгибы большого радиуса, выполненные методом формовки, эстетически выглядят довольно плохо, так как радиус состоит из нескольких коротких прямых сторон, которые хорошо видны.
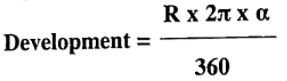
Для использования формовки с напуском необходимо определить ряд факторов. Прежде всего, оператор должен рассчитать необходимое количество ударов листогибочного пресса и затем, чтобы узнать расстояние и угол между каждым изгибом, он должен:
1. Рассчитайте развитие листового металла:
R = необходимый внутренний радиус
α = угол изгиба
2. После того как количество ударов определено, определите расстояние между ними, т. е. размер x каждого изгиба
3. Определив количество ударов, рассчитайте угол каждого изгиба
Если оператор настроит числовое управление листогибочного пресса на эти параметры, он получит требуемые радиус и угол.
В течение этого тип изгибаОператор должен проверить, что металлический лист прижимается к задним измерительным приборам; если это невозможно, он должен начертить линии сгиба непосредственно на листе и сгибать по ним без использования задних измерительных приборов.
Как выбрать ось гибки листогибочного пресса?
Оси Y1 и Y2: Управляет движением плунжера вверх и вниз
Ось V: Управление компенсацией отклонения листогибочного пресса
X, R, Z1, Z2 и ось X': Это оси управления системой заднего позиционирования, отвечающие за контроль положения заднего упора (см. определение каждой оси на рисунке).
Ось T1 и T2: Сервопривод поддержки материала (листогиб). В процессе гибки обрабатываемый лист следует за опорой, а листодержатели обеспечивают поддержку материала.
Для каждого листогибочного станка необходимы следующие оси: Y1, Y2 и V. Пользователи могут выбрать оси заднего упора и сервопривода поддержки материала в зависимости от потребностей обрабатываемых деталей.
Важно отметить, что ось X' не может быть выбрана отдельно и должна использоваться вместе с осями Z1 и Z2, чтобы иметь какое-либо практическое значение.
ось V это ось компенсации прогиба, и существует два метода реализации.
Один из них - управление положением, которое компенсирует упругую деформацию прогиба станка во время гибки путем подачи равного количества обратной деформации в соответствующие точки на основе кривой деформации прогиба рабочего стола во время гибки.
Другой метод - управление давлением, при котором регулируется давление в нескольких цилиндрах компенсации прогиба для создания силы реакции против изгибающей силы в нескольких точках вертикальной плиты верстака для предотвращения деформации прогиба.
По общему мнению, управление положением обеспечивает более высокую точность гибки и используется в листогибочных станках с усилием более 500 Т. Схематическое изображение принципа выпуклости рабочего стола показано на следующем рисунке.
Точность осей Y1, Y2 и V имеет решающее значение для угла и прямолинейности гнутых деталей. Важно отметить, что для тонких листов (<3 мм) точность гнутых деталей напрямую зависит от качества самого листа, например, от величины погрешности толщины, однородности материала и направления текстуры прокатки.
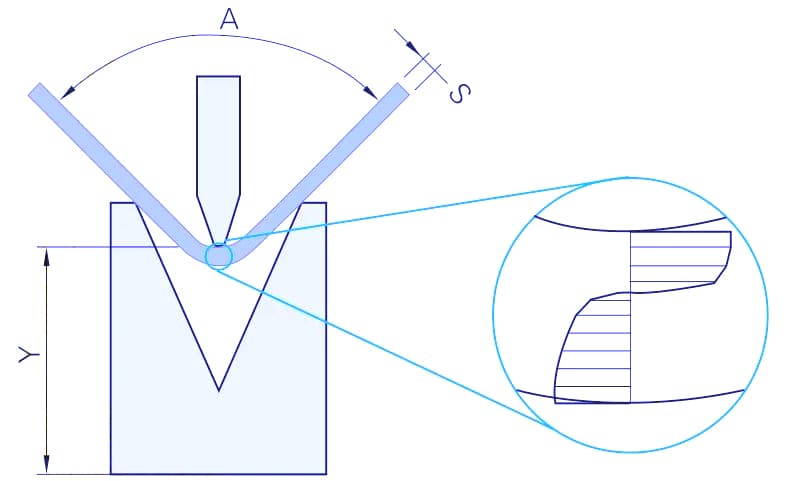
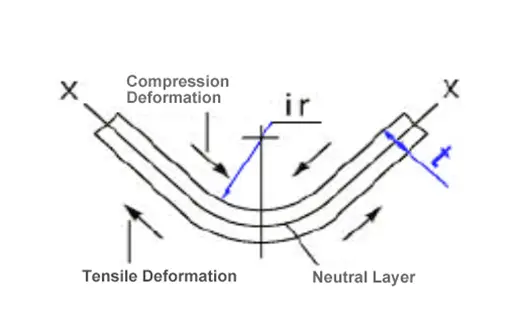
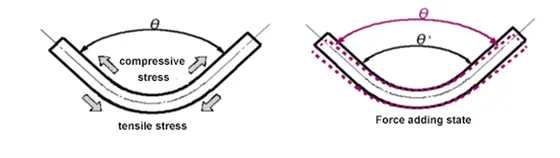
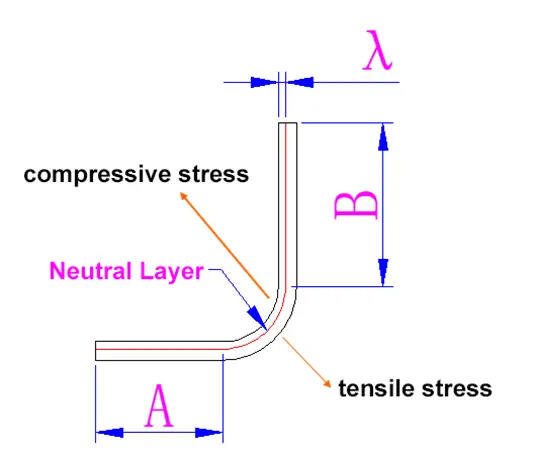
После V-образного изгиба внутренняя поверхность гибочная часть заготовка испытывает деформацию сжатия, а внешняя поверхность - деформацию растяжения.
Наибольшая деформация происходит на поверхности материала, и она уменьшается по мере увеличения толщины пластины.
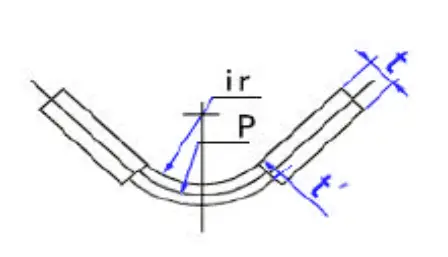
Существует нейтральная линия, называемая линией X-X, которая не сжимается и не растягивается.
Чтобы определить положение нейтрального слоя, примите во внимание следующее:
Если IR (внутренний радиус) заготовки в 5 раз больше толщины пластины, нейтральный слой располагается в центре толщины пластины.
Если ИК заготовки в 5 раз меньше толщины пластины, то положение нейтрального слоя смещается к внутренней части по мере уменьшения ИК, при этом толщина положение сгибания превращается в т.
Связь между радиусом нейтрального слоя (представленного P) и IR может быть описана следующим образом:
R≥5t, P-IR=0.5t
R<5t, P-IR=(0.25-0.4)t
Нейтральный слой не растягивается и не сжимается, поэтому его длина используется в качестве расширенной длины гнутого изделия.
К-фактор и нейтральная ось
Гибка на листогибочном прессе подразумевает использование силы для придания листовому металлу нужной геометрии. Два жизненно важных понятия в гибке на листогибочном прессе - это коэффициент K и нейтральная ось. Понимание этих элементов имеет решающее значение для достижения точных и повторяемых операций гибки.
Коэффициент K это значение, отражающее расположение нейтральной оси в металлическом листе во время процесса гибки. Нейтральная ось не испытывает ни сжатия, ни растяжения при изгибе металлического листа. В диапазоне от 0 до 0,5 коэффициент K варьируется в зависимости от материала и процесса гибки. Обычно значение коэффициента K составляет около 0,33 - это означает, что нейтральная ось находится примерно на одну треть в материале.
Точный коэффициент K необходим для расчета вычетов на изгиб или припусков на изгиб, чтобы конечные размеры гнутой детали точно соответствовали техническим условиям. На коэффициент K влияет несколько факторов, включая тип материала, толщину, направление зерна и сам процесс гибки. Очень важно учитывать эти переменные для достижения точных и стабильных результатов в операциях гибки на листогибочном прессе.
Сайт нейтральная ось это воображаемая линия внутри металлического листа, где волокна материала не испытывают деформации в процессе гибки. Расположенная параллельно оси гиба, она разделяет материал на две зоны - внутреннюю, испытывающую сжатие, и внешнюю, испытывающую растяжение. Понимая, что такое нейтральная ось, операторы могут обеспечить лучший контроль над получаемыми размерами и свойства материала после сгибания.
Таким образом, коэффициент K и нейтральная ось играют важную роль в операциях гибки на листогибочном прессе. Точное определение коэффициента K и понимание нейтральной оси позволяют операторам добиваться точных и последовательных изгибов деталей из листового металла. При применении этих понятий важно учитывать тип материала, толщину, направление зерна и процесс гибки, чтобы обеспечить оптимальные результаты гибки.
Радиусы, уменьшение изгиба и пружинящая спинка
Гибка на листогибочном прессе требует точного знания таких ключевых факторов, как радиус, вычитание изгиба и обратная пружина. Понимание этих понятий поможет добиться точных и последовательных изгибов.
Радиусы относится к различным измерениям радиуса изгиба - важнейшего фактора, определяющего результат изгиба. Сайт радиус изгиба расстояние от центра сгиба до внутренней стороны сгибаемого материала. Сайт радиус внутреннего изгиба это расстояние от внутренней точки изгиба до исходного положения материала. Очень важно определить соответствующие радиусы, чтобы обеспечить плавный изгиб и избежать напряжения или трещин в материале.
Вычет за изгиб это еще одна фундаментальная концепция гибки на листогибочном прессе. Сайт вычет за изгиб означает разницу в длине между прямым и согнутым куском материала. Чтобы рассчитать вычет на изгиб, необходимо учесть внутренний радиус изгиба и толщину материала. Точные расчеты вычитания изгиба необходимы для получения последовательных изгибов с требуемыми углами изгиба.
Springback это естественная тенденция материала возвращаться к своей первоначальной форме после изгиба. Когда листогибочный пресс прикладывает усилие для изгиба материала, упругие свойства материала заставляют его пружинить и уменьшать угол изгиба. Чтобы противодействовать пружинящему возврату, угол изгиба должен быть немного больше, чтобы компенсировать этот эффект. Различные материалы имеют разную степень упругости, поэтому этот фактор необходимо учитывать в процессе гибки.
Понимание и правильное использование этих понятий, таких как радиус, вычитание изгиба и обратная пружина, приведет к успешному выполнению операций гибки на листогибочном прессе, что позволит получить точные и стабильные изгибы.
Причины возникновения пружин при гибке листового металла
Изгиб - это деформация пластины под действием растягивающих и сжимающих напряжений на ее передней и задней поверхности.
После того как материал согнут на нужный угол, он стремится вернуться к исходной форме после снятия давления, что приводит к явлению, известному как пружинящий отгиб.
Этот откат обычно выражается в величине угла, который он вызывает, и зависит от различных факторов, таких как материал, толщина пластины, давление и радиус изгиба.
Точный расчет величины пружинящего отката при изгибе является сложной задачей.
Сила, приложенная при изгибе, и сила противодействия, которую она создает, различны, и после снятия силы давления угол уменьшится за счет восстановительного отскока.
1) При использовании одного и того же пуансона с одинаковой толщиной материала значение упругости для SPCC ниже, чем для AL, а для AL ниже, чем для SUS.
2) При использовании одного и того же пуансона с одним и тем же материалом более тонкая пластина обладает большей упругостью.
3) При использовании одного и того же материала, тот, у которого больше IR, обладает большей упругостью.
4) Чем больше сила нажатия, тем меньше упругость.
Наиболее часто используемые методы гибки
Метод сгибания
V-образная ширина
ИК
Точность угла
Характеристики
Воздушный изгиб
12T-15T
2t~2.5t
>±45'
Можно добиться более широкого диапазона угла изгиба.
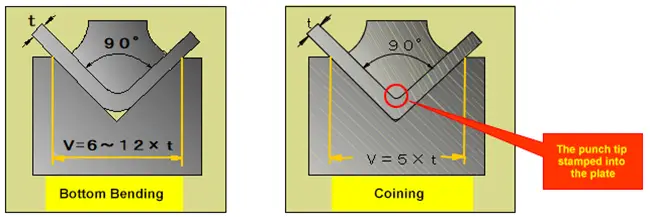
Внизу
6T-12T
1t~2t
±15'-30'
Более высокая точность гибки достигается при меньшем усилии прессования.
Монета
5T(4T-6T)
0t~0.5t
±10'
Он позволяет достичь высокой точности гибки, но усилие гибки очень велико.
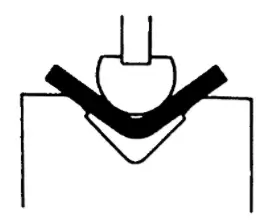
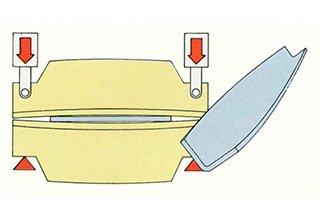
Воздушный изгиб
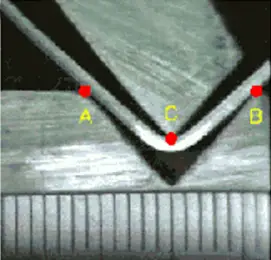
Воздушный изгиб относится к процесс гибки когда только часть материала контактирует с оснасткой.
Как показано на рисунке, во время гибки оснастка касается только точек A, B и C на металле (кончик пуансона и заплечики штампа), а остальной материал остается нетронутым.
В результате фактический угол наклона оснастки становится несущественным. Вместо этого угол изгиба определяется глубиной, на которую пуансон опускается в матрицу; чем глубже опускается пуансон, тем острее угол изгиба.
Это означает, что производители могут добиться широкого диапазона углов изгиба с помощью всего одного комплекта оснастки, поскольку угол изгиба регулируется глубиной хода, а не самой оснасткой.
Однако важно отметить, что при воздушной гибке будет наблюдаться некоторая обратная пружина, поэтому желаемый угол изгиба может быть достигнут путем сгибания металла под немного более острым углом.
Особенности воздушного сгибания:
Широкий угол изгиба с одним комплектом оснастки. Угол не может быть меньше, чем угол наклона пуансона. При использовании пуансона с углом 30° можно получить угол изгиба 180°-30°.
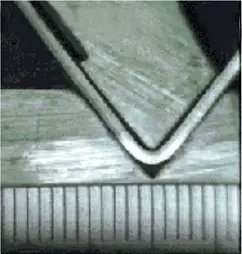
Под "доводкой" понимается метод гибки, при котором пуансон прижимается к дну матрицы, в результате чего материал контактирует как с кончиком пуансона, так и с боковыми стенками V-образного отверстия.
Этот метод позволяет изготавливать детали с высокой точностью гибки при меньшем давлении и широко используется в промышленности.
Ширина V-образного отверстия
Ширина V-открытия штампа приведена в таблице ниже:
T
0.5-2.6
3-8
9-10
≥12
V
6T
8T
10T
12T
ИК заготовки
Внутренний радиус заготовки принято обозначать как IR.
В процессе гибки дна IR составляет примерно 1/6 от V-образного раскрытия штампа (IR = v/6).
Однако IR может отличаться для различных материалов, таких как SUS и Al, которые имеют различные значения IR.
Точность инструмента для гибки днища
На угол после гибки днища влияет обратная пружина, поэтому при выборе гибки днища следует учитывать обратную пружину.
Обычное решение для получения заданного угла - это перегиб.
Материал, форма и толщина с небольшим пружинящим отгибом - инструмент 90°
Материал, форма и толщина с большой пружинящей спинкой - обработка 88°
Материал, форма и толщина с увеличенной пружиной - оснастка 84°
При использовании нижней гибки следует придерживаться принципа использования одинакового угла для пуансонов и штампов.
Монета
Термин "чеканка" происходит от процесса изготовления монет, который известен своей высокой точностью.
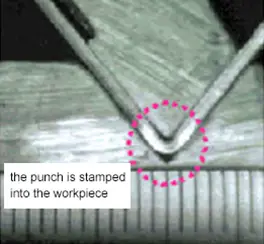
В процессе чеканки достаточный тоннаж листогибочного пресса используется для придания листовому металлу формы под точным углом к пуансону и матрице. Лист металла не только сгибается, но и сжимается между пуансоном и матрицей.
Чеканка не только точна, но и обеспечивает очень малый внутренний радиус (IR) заготовки. Тоннаж, необходимый для чеканки, в 5-8 раз превышает тоннаж, необходимый для гибки днища.
Ширина V-образного отверстия
Ширина V-образного отверстия, требуемая для чеканки, меньше, чем для гибки днища, и обычно в 5 раз больше толщины листа. Это делается для того, чтобы уменьшить ИК заготовки и минимизировать штамповку ИК заготовки наконечником пуансона. Уменьшая размер V-образного отверстия, можно добиться более высокого давления на поверхность.
Предельное давление
Из-за высокого давления, возникающего при изгибе, толщина SPCC не должна превышать 2 мм, а толщина SUS - 1,5 мм. Например, 2 мм Материал SPCC требует давления 1100 КН для сгибания, что превышает допустимое давление 1000 КН для некоторых инструментов. Обратите внимание, что разные оснастки имеют разное допустимое давление, поэтому не все оснастки можно использовать для сгибания 2-миллиметрового материала SPCC.
Проблемы с чеканкой
Из-за большого изгибающего усилия, возникающего при чеканке, необходимо увеличить тоннаж листогибочного пресса, что может привести к серьезному износу оснастки. Таким образом, для чеканки можно использовать только оснастку с высоким допустимым давлением.
Выбор верхнего пуансона
1. Выбор верхнего пуансона определяется формой заготовки.
Проще говоря, в процессе гибки не должно быть столкновений между пуансоном и заготовкой.
Для того чтобы пуансон и заготовка не мешали друг другу, очень важно определить правильную последовательность гибки.
При выборе формы верхнего пуансона можно использовать рисунок 1:1 или иллюстрацию поперечного сечения верхнего пуансона.
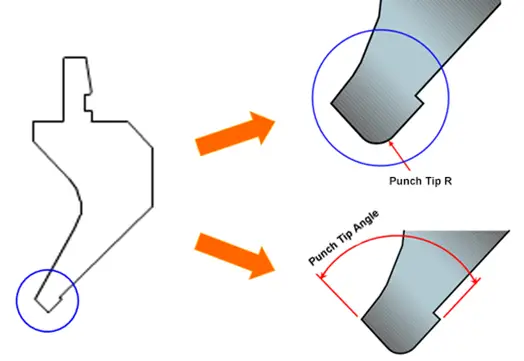
2. Выбор наконечника пуансона R
Внутренний радиус (IR) заготовки определяется V-образным раскрытием нижнего штампа (IR = V/6), а выбор радиуса наконечника пуансона (R) зависит от нескольких факторов.
IR заготовки можно рассчитать по формуле IR = V/6, а радиус наконечника пуансона может быть немного меньше IR. Однако в последние годы для гибки тонколистового металла рекомендуется использовать наконечник пуансона с радиусом 0,6R:
Способность правильно центрировать пуансон и матрицу
Истирание наконечника пуансона
3. Выбор угла наклона наконечника пуансона
Для чеканки используется пуансон с углом 90°.
Однако если при изгибе мягких заготовок обратная пружина минимальна стальная пластина менее 2 мм, можно также использовать пуансон с углом 90°.
Для материалов со значительным упругим отходом (таких как SUS, Al или средний лист) можно выбрать пуансон 88°, затем пуансон 84° и, наконец, пуансон 82° в зависимости от степени упругости материала.
Важно отметить, что угол наклона матрицы должен совпадать с углом наклона наконечника пуансона.
Общие радиусы наконечников пуансонов (R):
0.2R
0.6R
0.8R
1.5R
3.0R
Стандартные углы наклона наконечника пуансона включают: 90°, 88°, 86°, 60°, 45°, 30° и т. д.
Для сгибания на 90° обычно используется угол наклона пуансона 88°.
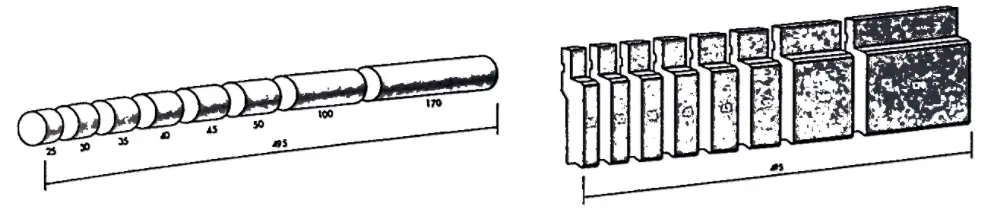
4. Сегментация пуансонов и штампов
Сегментация А-типа: 100 (левый рожок),10,15,20,40,50,200,300,100 (правый рожок) = 835 мм
Сегментация типа В: 100 (левый рупор),10,15,20,40,50,165,300,100 (правый рупор) = 800 мм
Принцип выбора штампа 88° и штампа 90°
Прочность материала на разрыв
Высокая прочность на разрыв - выбирайте штамп 88°
Низкая прочность на разрыв - выбирайте штамп 90°
Величина возврата пружины при изгибе
Большое количество пружин - выбирайте плашку 88°.
Небольшая величина обратного хода пружины - выбирайте штамп 90°
Метод чеканки
Выберите штамп 90°
Выбор ширины V-образного отверстия
Если вы используете монеты, обратитесь к следующей таблице:
T
0.5-2.6
3-8
9-10
≥12
V
6T
8T
10T
12T
Уточните минимальную ширину сгиба (b) изделия и убедитесь, что выбранное V-образное отверстие соответствует этому требованию (b=0,7V).
Примечание:
Чем меньше V-образное отверстие, тем большее давление требуется для сгибания.
Если значение ir не указано на чертежах, используйте стандартное значение R (R=толщина).
Если указано значение ir, выберите V-открытие строго в соответствии с заданным значением ir (ir=V/6).
В зависимости от условий выбранное V-образное отверстие может быть больше или меньше целевой ширины V-образного отверстия.
После определения ширины V-образного отверстия выполните расчет изгибающего усилия.
Подтвердите следующие данные для рассчитанного изгибающего усилия:
Может ли он соответствовать требованиям к тоннажу листогибочного пресса для гибки?
Нужно ли соблюдать допустимый тоннаж оснастки?
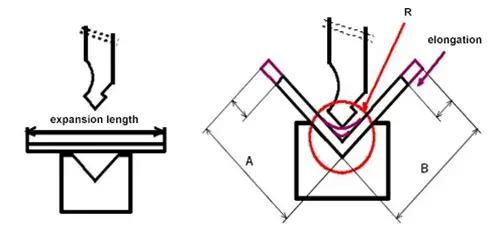
Удлинение материала
В процессе изгиба, благодаря сжатию внутри и растяжению снаружи материала, происходит его частичное удлинение, называемое степенью удлинения.
Формула для определения скорости удлинения: A + B - длина расширения.
Скорость удлинения материала не является постоянной и зависит от различных факторов, в том числе:
Свойства материалов (текстура, толщина пластин)
Свойства оснастки (ширина V-образного отверстия, наконечник пуансона R)
Свойства обработки (угол изгиба)
Скорость удлинения материала теперь рассчитывается с помощью компьютеров, при этом метод каждого производителя защищен как запатентованная технология и поэтому не разглашается.
Однако в процессе обработки могут возникнуть отклонения в расчете скорости удлинения, поэтому наиболее точное измерение должно быть получено в ходе реальных испытаний.
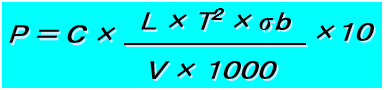
﹡ Приведенная выше формула расчета изгибающей силы получена в результате экспериментов.
Вы также можете проверить эта статья чтобы узнать все 3 способа расчета необходимого изгибающего усилия.
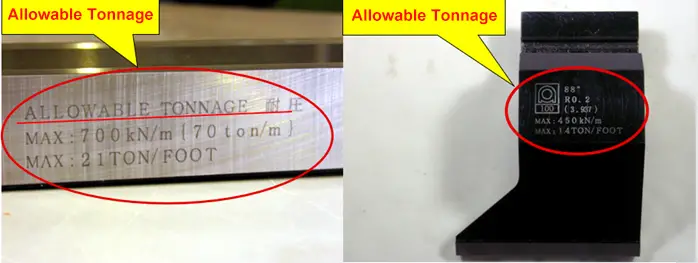
Допустимый тоннаж оснастки
Каждая оснастка имеет соответствующее максимально допустимое значение тоннажа. Если давление, прилагаемое во время обработки, превышает допустимое значение, это может привести к деформации, изгибу или даже поломке оснастки.
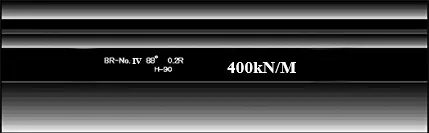
Допустимая нагрузка на оснастку измеряется в килоньютонах на метр и рассчитывается в зависимости от длины изгибаемых деталей.
Например, если длина изделия составляет 200 мм, а маркировка на оснастке - 1000KN/M, то максимальное усилие изгиба рассчитывается следующим образом:
1000KN/M x 0.2M = 200KN/M (20 тонн)
Поэтому максимальное усилие на изгиб не должно превышать 20 тонн.
Расчетный максимально допустимый тоннаж (KN/M) можно определить по формуле: 9,42 x H^2/L x 10.
Например, если H = 15 и L = 30, максимально допустимый тоннаж может быть рассчитан как:
9,42 x (225/30) x 10 = 9,42 x 7,5 x 10 = 706,5 KN/M = 70 TON/M.
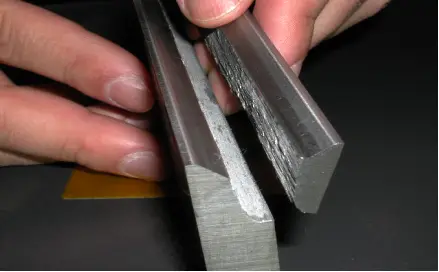
Допустимый тоннаж пуансона уменьшается при следующих условиях
① Открытая прорезь для избегания, перфоратор или другие дополнительные работы
Открытое отверстие и щель на роге
② При нагревании и снижении твердости
Когда для изготовления рога используется отрезной станок со шлифовальным кругом, твердость пуансона снижается из-за нагрева.
③ Есть немного трещин.
Продолжайте использовать даже при наличии мелких трещин
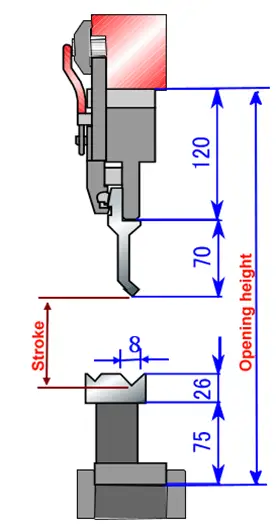
Выбор высоты пуансона
Ход рассчитывается следующим образом:
Инсульт = высота проема - высота промежуточной пластины - высота пуансона - высота основания штампа - (высота штампа - 0,5V+t)
Например:
высота проема: 370 мм
Максимальный ход: 100 мм
Ход (над рис.) = 370-120-70-75-(26-0,5*8+t) = (83-t) мм
Следует обратить внимание на выбор высоты оснастки:
0,5 В< ход < максимальный ход
Теоретический расчет расширения при изгибе(90°)
При изгибе внешний слой подвергается растягивающему напряжению, а внутренний - сжимающему. Существует переходный слой, известный как нейтральный слой, который не подвергается ни растягивающему, ни сжимающему напряжению.
Этот нейтральный слой остается одинаковым по длине до и после изгиба и служит эталоном для расчета длины согнутой детали.
Общие факторы, влияющие на коэффициент изгиба:
толщина
материал
ширина матрицы
наконечник штампа R
наконечник пуансона R
прокатка материала
другие
Свойства материала
1. Влияние толщины пластины на ход
Если толщина пластины увеличивается, ход угла изгиба уменьшается. (Чем толще пластина, тем меньше V/t)
Влияние изменения толщины пластины на изменение хода, SUS<SPCC<AL
2. Влияние изменения коэффициента материала на ход
Чем больше ширина V-образного отверстия и толщина пластины, тем больше влияние коэффициента материала на изменение хода.
(Чем больше угол изгиба, тем больше чувствительность к изменению коэффициента)
Влияние изменения коэффициента материала на изменение хода, в общем случае.
AL < SPCC < SUS постепенно увеличивается.
Причины изменения коэффициента материала следующие:
Не одна и та же катушка < Различия в материалах одного производителя < Разные производители < Обращение с материалом разное, постепенно увеличивается в зависимости от состояния.
Как отрегулировать параллельность сгибаемой заготовки?
Независимо от того, являетесь ли вы оператор листогибочного пресса или руководителю производственного отдела важно понимать значение параллельности при гибке заготовок. Я расскажу вам о 4 шагах по настройке параллельности гибочных заготовок.
1) Верните плунжер листогибочного пресса в исходное положение и уменьшите значение манометра до самого низкого значения, при котором плунжер просто перемещается.
2) Положите на стол два блока одинаковой высоты, в идеале под левый и правый цилиндры.
3) Замените гидравлический листогиб переведите машину в режим "толчковой регулировки", снимите верхнюю и нижнюю пресс-формы и любые другие приспособления, поднимите механический блок в самое верхнее положение и отсоедините муфту на шестерне вала привода механического блока.
4) Осторожно установите плунжер на два блока (нижняя поверхность формы плунжера должна касаться блоков).
Соответствующая стратегия безопасности
Листогибочные прессы - это сложные металлообрабатывающие станки, требующие соблюдения строгих правил безопасности, особенно при производстве разнообразной продукции в различных количествах. Сложность операций повышает вероятность несчастных случаев, что требует комплексного подхода к управлению безопасностью.
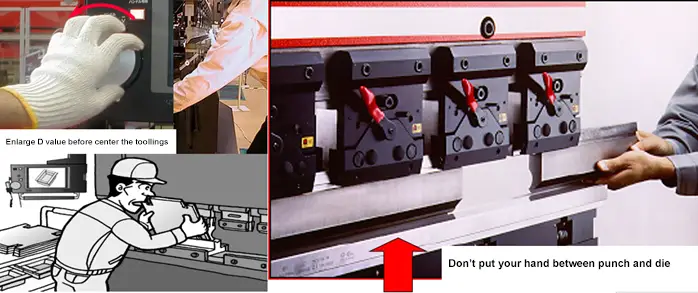
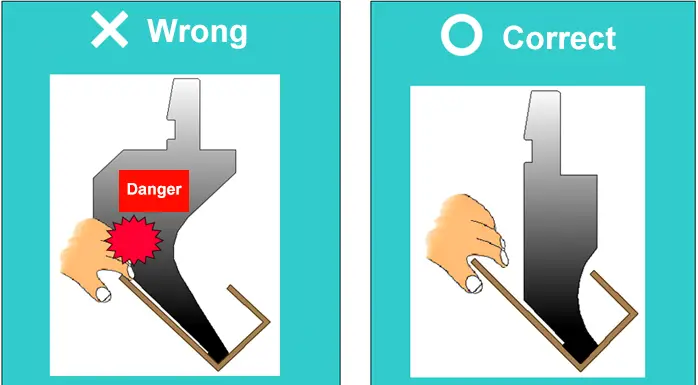
Вопросы безопасности при работе на листогибочном прессе выходят за рамки собственно процесса гибки и включают в себя процедуры установки и смены штампа. К основным опасностям относятся травмы в процессе работы, такие как защемление пальцев между пуансоном и матрицей или защемление заготовки.
Хотя физические средства защиты, такие как световые завесы и защитные ограждения, очень важны, они должны быть частью многоуровневой стратегии безопасности. Ключевые элементы эффективной программы безопасности включают:
Инженерные средства контроля: Внедрите передовые системы безопасности, такие как программируемые световые завесы, чувствительные к давлению коврики и двуручные средства управления.
Административный контроль: Разработайте и внедрите стандартные операционные процедуры (СОП) для каждого типа продукции и оборудования. Внедрите надежную программу блокировки/тагаута для обслуживания и замены штампов.
Обучение и информирование: Регулярно проводите комплексные тренинги, посвященные правильной эксплуатации оборудования, распознаванию опасностей и аварийным процедурам. Поддерживайте культуру безопасности среди операторов.
Оценка рисков: Проведите анализ безопасности труда для каждого нового продукта или процесса, чтобы выявить потенциальные опасности и внедрить соответствующие средства контроля.
Эргономические соображения: Проектируйте рабочие места и системы перемещения материалов так, чтобы уменьшить количество повторяющихся стрессовых травм и неудобных поз.
Средства индивидуальной защиты (СИЗ): Предоставьте и обеспечьте использование соответствующих СИЗ, включая защитные очки, ботинки со стальными носками и перчатки, устойчивые к порезам.
Регулярное техническое обслуживание и осмотр: Составьте график профилактического обслуживания и проводите ежедневные проверки безопасности всех ограждающих устройств и аварийных остановок.
Отчетность о близких происшествиях: Поощряйте сообщения об инцидентах, близких к промахам, чтобы выявить и устранить потенциальные опасности до того, как произойдут несчастные случаи.
Интегрировав эти элементы в комплексную стратегию безопасности, производители могут значительно снизить риск несчастных случаев на листогибочных станках, независимо от объема производства или разновидности продукции. Постоянная оценка и совершенствование мер безопасности имеют решающее значение для поддержания безопасных условий труда в динамичной области обработки металлов давлением.
Безопасная эксплуатация
Подтвердите допустимый тоннаж оснастки
Убедитесь, что центр оснастки совпадает до закрытия пуансона и матрицы
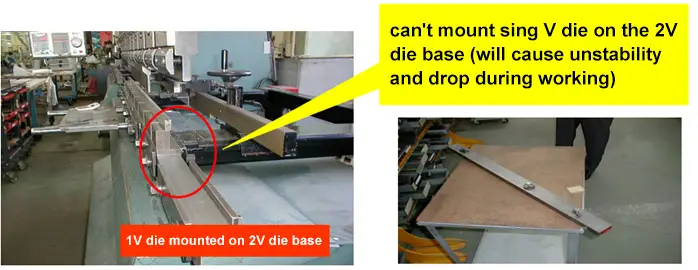
Правильное использование матрицы 2 В
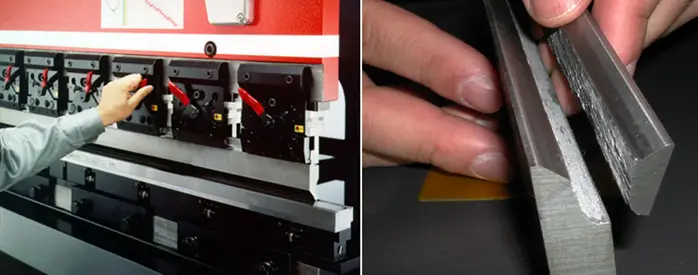
Выберите правильный перфоратор
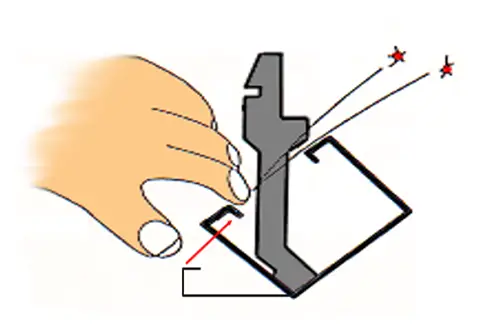
При разборке оснастки старайтесь вставлять пуансон в нижнюю матрицу, чтобы пуансон не упал и не повредил палец.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Внимание всем любителям металлообработки! Вы устали гадать, какой тоннаж выбрать для вашего листогибочного пресса? Не останавливайтесь на достигнутом! В этой статье мы погрузимся в мир прессов...
Операторы листогибочных прессов играют важнейшую роль в формировании окружающего нас мира, но их работа не лишена риска. В этой статье мы рассмотрим основные советы по технике безопасности от промышленных...
Ваш листогибочный инструмент слишком быстро изнашивается? В этой статье рассматриваются основные методы ремонта, позволяющие продлить срок службы инструментов и обеспечить оптимальную производительность листогибочного...
Вы когда-нибудь задумывались о происхождении термина "листогибочный станок"? В этой увлекательной статье блога мы отправимся в увлекательное путешествие по истории, чтобы раскрыть причины возникновения...
Вы когда-нибудь задумывались, как листовой металл мастерски сгибается в замысловатые формы? В этой статье рассматриваются шесть типов процессов гибки на листогибочных прессах: гибка на фальце, обтирка, воздушная гибка, доводка, чеканка и трехточечная гибка. Вы...
В огромном мире производства одно оборудование стоит особняком: листогибочный пресс. Благодаря своей способности сгибать и придавать форму металлу с точностью и силой, он стал незаменимым...
Вы когда-нибудь задумывались, что обеспечивает бесперебойную работу листогибочного станка с ЧПУ? Ответ кроется в гидравлическом масле. Эта незаменимая жидкость обеспечивает оптимальную производительность и долговечность станка. В нашей статье...
Правильный ремонт гидравлического цилиндра листогибочного пресса имеет решающее значение для поддержания производительности и безопасности машины. Гидравлический цилиндр обычно состоит из поршня, гильзы, штока и винта.....
Вы когда-нибудь задумывались, как листогибочный станок добивается таких точных изгибов? В этой статье мы исследуем увлекательный мир осей листогибочного пресса, раскрывая секреты их роли и функций. Узнайте, как...