Поиск и устранение неисправностей листогибочного станка (74 кода ошибок): Проблемы и решения при гибке
Приходилось ли вам сталкиваться с проблемами гибки на листогибочном прессе? Как опытный инженер-механик, я видел свою долю проблем, которые могут возникнуть в процессе гибки. В этой статье блога мы рассмотрим наиболее распространенные проблемы гибки на листогибочном прессе и найдем практические решения, которые помогут вам устранить неполадки и оптимизировать операции гибки. Независимо от того, являетесь ли вы опытным оператором или новичком в этой области, эта статья предоставит ценные сведения для повышения производительности вашего листогибочного пресса.
Весь персонал, обслуживающий любую часть листогибочного пресса, должен соблюдать правила техники безопасности:
Следите за тем, чтобы во время обслуживания листогибочного пресса весь персонал не находился в зоне штампа (рабочей точки).
Выполняйте процедуры блокировки оборудования на заводе, чтобы предотвратить работу листогибочного пресса во время обслуживания или устранения неисправностей.
Разместите предупреждающие знаки об обслуживании оборудования.
Использовать надлежащие средства индивидуальной защиты в соответствии с нормативными требованиями.
Сервисным специалистам могут потребоваться основные диагностические инструменты, такие как электрический мультиметр для оценки проблем с электрическим управлением и манометр для оценки проблем с гидравликой.
Персонал, использующий ручное управление гидравлическими распределителями, должен действовать с особой осторожностью во избежание травм или повреждения штампов, концевых выключателей или гидравлических цилиндров в результате превышения хода.
1. Приводной двигатель гидравлического насоса не запускается
Причина
Решение
Выключатель электропитания магазина выключен.
Включите выключатель разъединителя.
Отключите выключатели электропитания в магазине.
Включите выключатель разъединителя.
Неплотное соединение проводов в проводке цепи управления.
Проверьте целостность электропроводки управления с помощью мультиметра и схемы управления. Отремонтируйте при необходимости.
Перегорел предохранитель цепи управления FU1.
Проверьте возможную причину. Устраните причину и замените предохранитель.
Проверьте целостность электропроводки управления с помощью мультиметра и схемы управления. Отремонтируйте при необходимости.
Главный выключатель тормоза выключен.
2. Приводной двигатель гидравлического насоса работает, но плунжер пресса не работаетцикл
Причина
Решение
Управление плунжером отключено.(Светится индикатор RAM ACTIVE.).
Настройка управления не соответствует используемому режиму. ( Индикатор руки или ноги мигает.)
Переключите режим управления на нужную настройку.
Операционный интерфейс систем ЧПУ несовместим с существующим электрическим управлением.
Выберите режим калибровки, работы или стороннего управления.
Рама (ось Y) не калибрована.
Не выбраны режимы калибровки, работы и стороннего управления.
Backgauge (X-axis) не калиброван.
Откалибруйте обратный манометр.
Неправильная конфигурация параметров системы ETS.
Обратитесь к дилеру/производителю системы ЧПУ.
Обратитесь в сервисную службу завода-изготовителя для получения информации о процедуре переустановки конфигурации системы.
Гидравлический перепускной клапан застрял в открытом положении.
Неправильное вращение двигателя.
Неплотное соединение/обрыв провода в кабеле панели управления оператора или неисправные блоки электрических контактов.
Проверьте целостность электрической цепи от педального переключателя до соленоидов DOWN. Отремонтируйте в соответствии с требованиями.
Проверьте последовательность фаз при подключении основного напряжения питания к разъединителю. Убедитесь, что последовательность: 1-2-3(красный-черный-белый)。
Попробуйте запустить цикл пресс плунжерный вниз с помощью ручного управления гидравлическим клапаном. Если движения плунжера не происходит, снимите картридж перепускного клапана и проверьте уплотнительные кольца и скользящие золотники на наличие дефектов и препятствий.
Гидравлический перепускной клапан застрял в положении ОТКРЫТО.
Неплотное соединение/обрыв провода в кабеле панели управления оператора или неисправные электрические контактные колодки.
3. Пресс плунжер будет спускаться только в медленном режиме
Причина
Решение
Неправильно установлено положение переключения скорости.
Оптимальная настройка для изменения скорости - при контакте пуансона с формируемой деталью.
Неисправен соленоид DOWN клапана большого объема.
Проверьте целостность электрической цепи на соленоиде и в нем. Отремонтируйте соответствующим образом.
4. Рама колеблется / останавливается в точке переключения скорости или при контакте деталейточка
Причина
Решение
Клапан сброса высокого давления не поддерживает заданную настройку давления сброса.
Плунжер пресса свободно падает быстрее, чем система может подавать масло в гидравлические цилиндры.
Клапан сброса высокого давления не поддерживает заданную настройку давления сброса.
Снимите блок картриджа сброса высокого давления с блока коллектора и проверьте уплотнительные кольца на наличие повреждений. Проверьте центральный выдвижной золотник, чтобы убедиться в работоспособности клапана. Очистите растворителем и сжатым воздухом, чтобы удалить все посторонние частицы. Снова установите и проверьте клапан.
5. Нажатие кнопки ram не приведет к возврату в программу вверх по лимиту
Причина
Решение
Режим управления установлен на JOG.
Проверьте целостность электропроводки от панели управления оператора до соленоидов подъема. Отремонтируйте в соответствии с требованиями.
Ослабленное соединение/перебитый провод в кабеле панели управления оператора или неисправный блок электрических контактов.
Проверьте целостность электропроводки от панели управления оператора до соленоидов подъема. Отремонтируйте в соответствии с требованиями.
Выключатель ограничения хода плунжера застрял или поврежден в активированном положении.
Проверьте механическую функциональность концевого выключателя и целостность электрической цепи. Отремонтируйте при необходимости.
6. Плунжер пресса не останавливается в месте изгиба
Причина
Решение
Неисправность гидрораспределителя.
Вручную активируйте перепускные клапаны, чтобы проверить механическую функциональность управляющего клапана. Убедитесь в отсутствии препятствий на золотнике управления или центрирующих пружинах золотника клапана.
7. Рама останавливается и/или дает задний ход до достижения полной грузоподъемности илизавершение изгиба
Причина
Решение
Неправильная настройка точки изгиба программы.
Проверьте дисплей тоннажа и настройте его на более высокий тоннаж.
Чрезмерная нагрузка от центра вызывает срабатывание концевого выключателя безопасности при кручении.
Переместите формируемую деталь ближе к центру на станине пресса.
Проверьте точку изгиба программы, чтобы убедиться, что плунжер пресса достиг записанного положения.
Переместите формируемую деталь ближе к центру на станине пресса.
Контроль тоннажа установлен слишком низко, чтобы завершить изгиб.
Неправильная настройка положения переключения медленной скорости.
8. Индикатор тоннажа пресса показывает полный тоннаж, но пресс не работаетчтобы завершить изгиб
Причина
Решение
Часть свойства материала несовместимы с конфигурацией листогибочного пресса и штампа.
Свойства материала детали несовместимы с конфигурацией листогибочного пресса и штампа.
9. Backgauge не переходит к следующему шагу длины фланца
Причина
Решение
Убедитесь, что этапы программы backgauge отражают требования к работе.
Проверьте или измените программный размер шага задней колеи.
Размер позиции заднего калибра на шаг не запрограммирован.
Размер позиции заднего калибра на шаг не запрограммирован.
Кнопка STOP заблокирована в положении OFF.
Переведите кнопку STOP манометра в положение ON (1/4 оборота по часовой стрелке)。
10. Гидравлическая система перегревается
Причина
Решение
Проверьте подачу и давление насоса в сервисном центре. Если такой центр недоступен, можно снять картридж высокого давления "P2" и осмотреть его на предмет механических повреждений и износа. При необходимости замените картридж или насос в сборе.
Проверьте подачу и давление насоса в сервисном центре. Если такой возможности нет, можно снять картридж высокого давления "P2" и осмотреть его на предмет механических повреждений и износа. При необходимости замените картридж или насос в сборе.
Убедитесь, что точка переключения скорости листогибочного пресса находится над формуемым материалом, а индикатор тоннажа регистрируется в пределах номинального тоннажа
Оператор постоянно пытается сформировать детали, превышающие возможности листогибочного пресса.
Клапан сброса высокого давления гидравлической системы сбрасывает давление преждевременно.
Изношен или разрушен соединительный элемент между электродвигателем и гидравлическим насосом.
Снимите блок картриджа сброса высокого давления с блока коллектора и осмотрите уплотнительные кольца на предмет повреждений. Нажмите на центральный выдвижной золотник, чтобы убедиться в работоспособности клапана. Очистите растворителем и сжатым воздухом, чтобы удалить посторонние частицы. Установите клапан на место и проверьте его работу.
Картридж насоса высокого давления неисправен или изношен, что приводит к потере потока и давления.
Снимите блок картриджа сброса высокого давления с блока коллектора и осмотрите уплотнительные кольца на предмет повреждений. Нажмите на центральный выдвижной золотник, чтобы убедиться в работоспособности клапана. Очистите растворителем и сжатым воздухом, чтобы удалить посторонние частицы. Установите клапан на место и проверьте его работу.
Осмотрите и замените при необходимости.
11. Гидравлический насос шумит
Причина
Решение
Низкий уровень гидравлической жидкости.
Проверьте уровень жидкости, когда плунжер пресса находится в верхнем положении. При необходимости добавьте жидкость, пока она не будет видна на индикаторе.
Всасывающий сетчатый фильтр на входе насоса закупорен или засорен.
Проверьте состояние жидкости. При необходимости замените гидравлический сетчатый фильтр, жидкость и гидравлический фильтр.
Входной гидравлический трубопровод или соединения ослаблены, что приводит к засасыванию насосом воздуха.
Проверьте уплотнение вала на предмет износа или повреждения. При необходимости замените.
Проверьте соединения трубопроводов, уплотнительное кольцо на насосе и впускном фланце и затяните болты впускного фланца.
Проверьте уплотнение вала на предмет износа или повреждения. При необходимости замените.
12. Режимы работы не переключаются на следующую настройку
Причина
Решение
Селекторный переключатель EDIT установлен в положение LOCK.
Проверьте написанную операционную процедуру и измените режим работы на соответствие требованиям.
13. Измерительные приборы с ЧПУ не работают / неисправны
Причина
Решение
Неправильный интерфейс измерительных приборов с ЧПУ
Проверьте документацию по интерфейсу и установку. Обратитесь в сервисную службу завода-изготовителя для уточнения требований к интерфейсу листогибочного пресса.
14. Главный двигатель листогибочного пресса не запускается
Причины:
Пусковая цепь главного двигателя может выйти из строя по разным причинам, в том числе из-за отсутствия кнопки аварийного останова, ослабления кабельных соединений или отсутствия питания 24 В.
Кроме того, компоненты, связанные с системой запуска главного двигателя, такие как тепловые реле, автоматические выключатели и контакторы переменного тока, могут выйти из строя или повредиться, что приведет к отказу цепи запуска.
Проблемы с питанием;
Решения:
Проверьте, не размыкается ли цепь аварийной остановки запуска главного двигателя, не ослаблена ли проводка, нет ли питания 24 В;
Чтобы определить причину отказа пусковой цепи главного двигателя, необходимо проверить компоненты пусковой цепи на наличие защиты от перегрузки. Если она присутствует, необходимо проанализировать причины перегрузки и проверить, не повреждены ли компоненты.
Проверьте, в норме ли трехфазное питание;
15. Плунжер листогибочного пресса не может быть быстро опущен
Причины:
Слишком плотная настройка направляющей плунжера;
Ось заднего калибра не установлена;
Плунжер не находится в положении верхней мертвой точки;
Сигналы футсвитча не поступают в модуль;
Неисправность пропорционального сервоклапана;
Решения:
Проверьте, подходит ли направляющая для плунжера;
Для устранения неисправности необходимо проверить, есть ли курсор для фактического положения оси X на контроллере, или проверить, совпадает ли значение программирования backgauge и фактическое значение в ручном интерфейсе.
На контроллере состояние оси Y должно быть установлено на "1". Если установлено значение "6", необходимо проверить фактические координаты оси Y. Значение должно быть меньше, чем разница между осью Y и ее положением возврата.
В соответствии с электрическими схемами проверьте, в норме ли входные сигналы педального переключателя;
Проверьте, в норме ли обратная связь пропорционального сервоклапана;
16. Плунжер листогибочного пресса не сгибается или скорость сгибания очень низкая
Причины:
Овен не находится в точке преобразования скорости;
Набор параметров изгиба по оси Y не очень хорош;
Давление недостаточно, например, при программировании, настройке параметров станка, гидравлики;
Решения:
Проверьте, переключается ли состояние оси Y с "2" на "3", фактическое значение оси Y должно быть больше значения точки пересчета скорости, если нет, то необходимо настроить параметры части ускоренной перемотки;
Перенастройте часть параметров изгиба оси Y;
Для дальнейшей диагностики необходимо проверить, не нарушена ли операция программирования, не заданы ли неверные настройки параметров или не возникли ли проблемы с гидравликой. Для этого можно использовать манометр и мультиметр, чтобы определить основное давление и сигнал пропорционального клапана давления. Затем проверьте, не заклинило ли клапан пропорционального давления и главный клапан, осмотрите фильтр и масло, и, наконец, проверьте насос и его муфту.
Невозможно вернуться без нагрузки, возможно, проблема с параметрами или отказ гидравлики;
Невозможно вернуться во время гибки, угол заготовки не соответствует заданному значению;
Невозможно вернуться во время гибки, угол заготовки превысил установленное значение;
Решения:
Чтобы решить проблемы с осью Y, важно отладить параметры оси Y и параметры изгиба, исходя из реальных условий. Если коэффициент усиления слишком мал, плунжер может изгибаться неправильно или вообще не изгибаться, а если он слишком велик, плунжер может трястись. Параметры должны быть отрегулированы таким образом, чтобы плунжер не трясся или имел немного больший коэффициент усиления.
Кроме того, в ходе диагностики может потребоваться отрегулировать настройки смещения для левого и правого клапана. Если ось Y слишком мала, она может не достичь своего положения, а если слишком велика, она может не разгрузиться. В случае отказа гидравлики необходимо проверить основное давление и убедиться, что клапан PV S5 установлен в положение питания.
Возможно, значение параметра усиления по оси Y слишком мало, и его можно увеличить. В противном случае давление может быть недостаточным, и необходимо проанализировать причину недостаточного давления. Это может быть связано с программированием или гидравлическими факторами.
К программным факторам относятся выбор пресс-формы, толщина листа, материал, длина заготовки, метод гибки и т. д. С другой стороны, гидравлические факторы включают утечку гидравлического насоса, загрязнение или повреждение пропорционального клапана давления, засорение фильтра или загрязненное масло.
В основном это программирование и эксплуатация, проверка программы и заготовки;
18. Перемещение плунжера не очень хорошо
Причины:
Плотность прилегания поручня не соответствует требованиям;
Ослаблена контргайка рамы;
Необходимо отрегулировать параметры станка;
Необходимо отрегулировать коэффициент усиления и нулевые точки усилителя пропорционального сервоклапана;
Давление в клапане обратного давления может быть неправильным или разбалансированным между двумя сторонами. Если противодавление слишком мало, плунжер может медленно опускаться и трястись во время работы. Дисбаланс противодавления между двумя сторонами может привести к скручиванию плунжера во время работы.
Решения:
Повторно отрегулируйте зазор в направляющих;
Если контргайка и винт слишком ослаблены, их необходимо заменить;
Если имеется эталонная кривая, следует отрегулировать ее в соответствии с эталонной кривой;
Только клапаны BOSCH, REXROTH можно регулировать, но нужно быть осторожным;
С помощью манометров отрегулируйте давление в клапане обратного давления и добейтесь согласованности двух сторон;
19. Главный двигатель автоматически останавливается, тепловое реле, защита автоматического выключателя
Причины:
Пропорциональный клапан давления, главный клапан был заклинен, машина находилась в состоянии добавления давления;
Пробка фильтра заблокирована, движение масла происходит неравномерно, давление насоса высокое;
Слишком долгое использование нефти привело к загрязнению окружающей среды;
Плохое качество масла;
Автоматические выключатели, проблемы с тепловой последовательностью, не достигают номинального тока;
Неисправность выхода давления контролируется системой, и посылается неправильный сигнал, так что пропорциональный клапан давления работал все время;
Решения:
Очистка клапана пропорционального давления, главного клапана;
Замените фильтр и проверьте степень загрязнения масла;
Слишком долгое использование нефти привело к загрязнению окружающей среды;
Низкое качество масла;
Резиновая кожа на горловине масляного бака стареет;
Решения:
Своевременно заменяйте масло;
Замените рекомендованное масло;
Замените маслостойкую резиновую пленку;
21. Падение цилиндра листогибочного пресса
Причины:
Клапан обратного давления, подъемный клапан загрязнен или поврежден;
Противодавление небольшое;
Глиняное напряжение, износ;
Повреждена внутренняя стенка цилиндра;
Если плунжер остановился в любом положении и медленно опускается, если за 5 минут опустился менее чем на 0,50 мм, то это нормально, это явление в основном вызвано характеристиками гидравлического масла;
Решения:
Очистите клапан обратного давления, поднимите клапан, при повреждении замените;
Заново отрегулируйте давление на клапане обратного давления в соответствии со стандартом;
Замените кольцо Glyd и проверьте причины деформации и износа кольца Gglyd;
Как правило, из-за загрязнения маслом, замените цилиндр, уплотнительное кольцо;
Выбор нижний штамп в режиме программирования является неразумным;
Набор импедансов пресс-формы не соответствует действительности;
Метод программирования сгибания выбран неверно;
Изменяются постоянные параметры станка, такие как параметры материала, выбор единицы измерения;
Решения:
Следует выбрать оснастка для листогибочных прессов в соответствии с соотношением между толщиной пластины и шириной V щели нижнего штампа;
Правильный набор импеданса пресс-формы;
Проверьте программу;
Проверьте постоянные параметры станка;
27. При программировании изгиба большой круговой дуги система рассчитывается как медленная или мертвая
Причины:
Запрограммированное значение величины X превышает максимальное значение оси X в параметре;
Решения:
Проверьте программу;
28. Слишком высокая температура гидравлического масла листогибочного пресса
Причины:
Неисправность гидравлики, например, засорение фильтра, загрязнение масла, износ и т.д;
Многочасовая работа под высоким давлением;
Решения:
Проверьте фильтр, масло, при необходимости замените;
Проверьте, чем вызвана длительная работа под высоким давлением: реальными потребностями или другими причинами;
29. Углы изготовленной заготовки не точны
Причины:
Если ошибка очень велика, это может быть ошибка программирования, ослабление соединения плунжера, поломка решетчатой линейки;
Если ошибка небольшая, можно скорректировать параметры в контроллере, после внесения поправок он сможет работать стабильно, тогда это нормально;
Нестабильный угол, часто меняющийся, может быть вызван ослаблением плунжера, поломкой решетчатой линейки, металлических материалов;
Решения:
Для устранения неисправности важно просмотреть процедуры работы и проверить, соответствуют ли форма, материал, толщина, длина заготовки и режим гибки, указанные в процедурах, реальной работе. Кроме того, необходимо проверить надежность соединения плунжера и прочность соединения решетки.
Небольшие ошибки во время работы могут быть вызваны различными факторами, такими как разница между запрограммированной толщиной материала и фактически используемой толщиной, однородность материала, износ пресс-формы и причины, связанные с работой оператора.
Чтобы определить причину проблемы, необходимо проверить точность повторного позиционирования оси Y. Кроме того, проверьте, в порядке ли соединение плунжера и решетки. Если они в норме, проблема может быть вызвана материалом пластины.
30. Размер изготовленной заготовки не является точным
Причины:
Частые изменения величины нестабильности могут быть вызваны такими факторами, как источник питания листогибочного станка, сервопривод, энкодер серводвигателя и связанные с ним кабели, системы, механическое соединение винта и зубчатый ремень (колесо).
Стабильные отклонения в размерах чаще всего вызваны параллелизмом и прямолинейность балки бекгауза, а также параллельность и вертикальность заднего ограничителя.
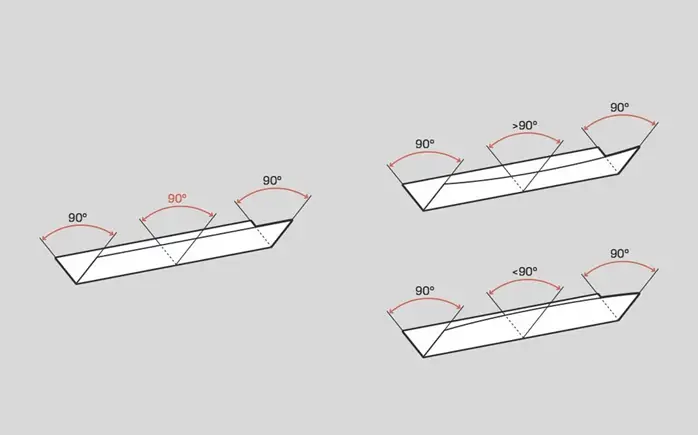
При позиционировании с помощью сгибаемой кромки, если угол сгиба превышает 90 градусов, это может привести к небольшому расстоянию позиционирования.
Решения:
Важно проверить точность повторного позиционирования оси бекгауза, которая, как правило, не должна превышать 0,02 мм. При значительном отклонении необходимо определить возможные факторы и устранить их. Если проблема связана с сервоприводом, энкодером серводвигателя или контроллером, лучше всего обратиться за помощью в производитель листогибочных прессов.
Чтобы решить эту проблему, необходимо сначала проверить параллельность и прямолинейность балки, а затем проверить параллельность и вертикальность задней пробки.
При позиционировании с помощью сгибаемого края рекомендуется следить за тем, чтобы угол сгиба не превышал 90 градусов.
31. Заготовка деформируется в месте сгиба после сгибания
Причины:
Причина деформации кроется, прежде всего, в высокой скорости гибки, в результате чего рука не успевает за деформацией заготовки.
Решения:
Чтобы решить эту проблему, необходимо снизить скорость гибки и обеспечить движение рук в тандеме с заготовкой.
32. Угол изгиба длинной заготовки не соответствует
Причины:
Проблема может быть вызвана несоответствием толщины материала, когда один конец толстый, а другой тонкий.
Проблема может быть вызвана неравномерной высотой пуансона, когда один конец выше другого.
Проблема может быть вызвана неровным средним блоком.
Решения:
Пожалуйста, оставьте отзыв на Лазерная резка отдела и обеспечить надлежащее внимание к выбору материалов. Кроме того, замените пуансон листогибочного пресса и при необходимости отрегулируйте средний блок.
33. Иногда заготовка деформируется во время Z-изгиб
Причины:
В процессе гибки задний конец заготовки поднимается по кривой и соприкасается с задним пальцем, вызывая его застревание. В результате заготовка деформируется после процесса гибки.
Решения:
Применяйте функцию вытягивания заднего стопора.
34. Край квадратного отверстия в центре листовой металл находится очень близко к линии сгиба, поэтому заготовка не может быть согнута полностью.
Причины:
Расстояние от края заготовки до линия сгиба меньше половины размера V-образного отверстия в штампе, что делает его невозможным для сгибания.
Решения:
Отшлифуйте материал до линии сгиба.
Сначала надавите на линию сгиба, а затем согните ее.
35. На заготовке имеется отверстие, расположенное очень близко к линии сгиба. При прямом изгибе отверстие будет деформировано.
Решения:
Сначала надавите на линию, а затем согните.
Вырежьте одну линию в положение сгибания с помощью лазерного резака, чтобы избежать вытягивания материала.
Если производство предполагает небольшие партии и требует качественной отделки, рекомендуется использовать станок лазерной резки для проделывания отверстий и гибки. Наконец, завершите весь процесс расширения.
36. Небольшой размер сгиба затрудняет позиционирование, и пуансон легко нажимается тыльной стороной пальца.
Причины:
Размер изгиба находится в пределах расстояния от центральной линии V-образного отверстия в штампе до края заготовки, что затрудняет позиционирование, если штамп установлен в нормальной ориентации. При установке в обратном направлении пуансон будет давить на задний палец.
Решения:
Чтобы избежать перфорации, установите штамп в обратном порядке и поместите прокладку перед задней пробкой, чтобы она отступила.
Если размеры другого конца точны, можно выполнить позиционирование в этом месте. Важно помнить о необходимости установки матрицы в обратном положении.
37. Отбортовка не прямая, размер нестабилен
Причины:
Линии прессования и предварительная гибка не были учтены в процессе проектирования.
Усилие прижима недостаточно.
Угловой износ выпуклых и вогнутых штампов несимметричен или изгибающее усилие неравномерно.
Высота слишком мала.
Решения:
Дизайн линия печати или процесс предварительной гибки.
Увеличьте усилие прессования
Обеспечьте равномерный зазор между выпуклыми и вогнутыми плашками и выполните полировку под круглым углом.
Высота не должна быть меньше минимального предельного размера.
38. Истирание внешней поверхности заготовки после гибки
При изгибе с упругим давлением и позиционировании с помощью отверстий наружная часть колена может растягиваться из-за трения между вогнутой поверхностью штампа и наружной поверхностью деталей, что приводит к деформации позиционирующих отверстий.
Решения:
Применяйте фигурную гибку
Увеличьте давление выталкивающей пластины
Чтобы предотвратить скольжение деталей во время гибки, добавьте на выталкивающую пластину несколько твердых участков или зерен, чтобы увеличить силу трения.
41. Изогнутая поверхность стала тоньше
Причины:
Угол закругления вогнутого штампа слишком мал
Зазор между выпуклыми и вогнутыми штампами слишком мал
Решения:
Увеличьте радиус вогнутого штампа
Корректировка зазора между выпуклыми и вогнутыми штампами
42. Торцевая поверхность заготовки выпуклая или неровная
Причины:
При изгибе внешняя поверхность материала растягивается в круговом направлении, вызывая деформацию сжатия, а внутренняя поверхность сжимается в круговом направлении, вызывая деформацию удлинения. Это приводит к выпуклости изгибаемой торцевой поверхности вдоль направления изгиба.
Решения:
Пуансон должен находиться под достаточным давлением на заключительном этапе штамповки
Добавьте процедуру калибровки или улучшите изгиб штамповка структура
Изменить методы техники или добавить процесс позиционирования техники
46. Изогнутая линия не параллельна центру двух отверстий
Причины:
Если высота изгиба меньше минимальной предельной высоты изгиба, изгибаемая часть расширяется.
Решения:
Увеличьте высоту сгибаемых деталей
Улучшение техники сгибания
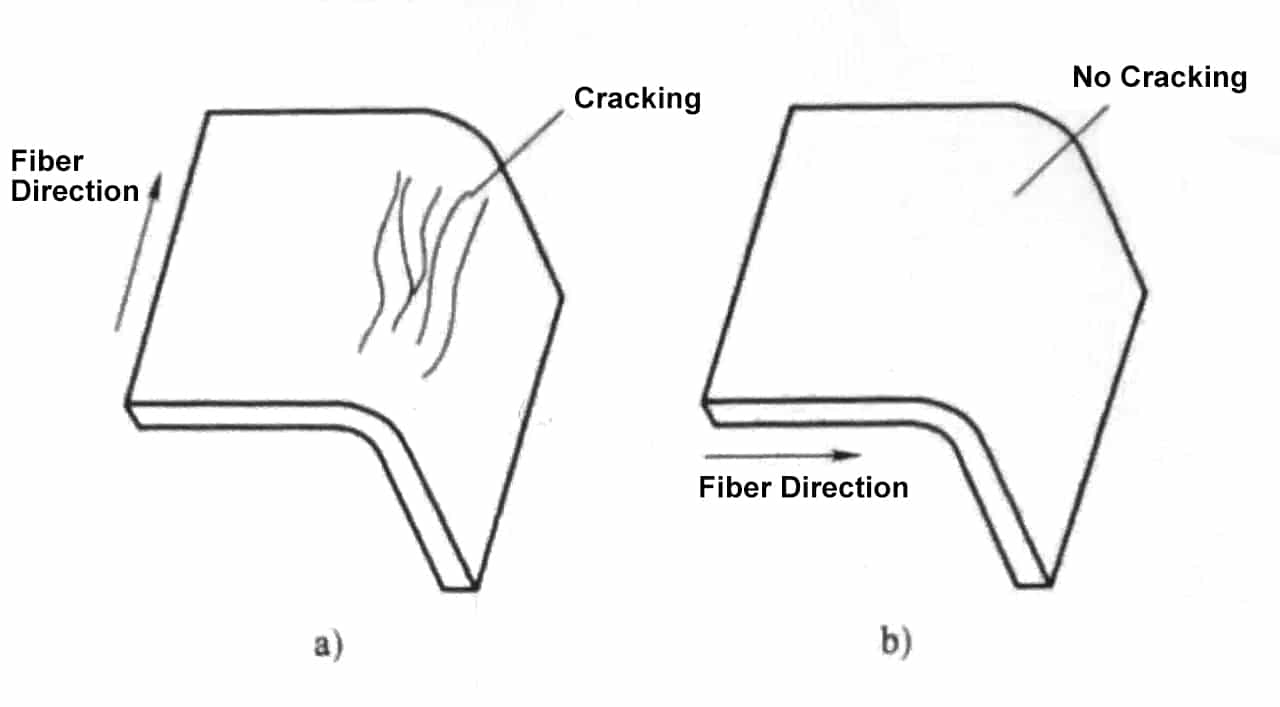
47. Согнутая часть имеет прогиб в направлении ширины
Причины:
Кручение и прогиб возникают из-за несоответствия глубины вытяжки и усадки в направлении ширины детали.
Решения:
Увеличение давления при изгибе
Добавить процедуру калибровки
Убедитесь, что направление зерна материала и направление изгиба составляют определенный угол
48. Детали с вырезом отгибаются вниз
Причины:
Вырез открывает две прямые кромки слева и справа, вызывая прогиб в нижней части детали.
Решения:
Улучшение структуры компонентов
Количество технологических припуск на изгиб увеличивается в месте разреза, чтобы сделать разрез соединенным, а затем отрезается после сгибания
49. Заготовка, деформированная после изгиба
Причины:
Деформация в основном связана со скоростью гибочного станка, а рука не успевала за скоростью станка.
Решения:
Уменьшите скорость гибочного станка, ручная заготовка имеет ту же скорость, что и работа станка.
50. Для более длинной заготовки на двух концах будет большой угол и малый угол
Причины:
Толщина материала неравномерна, один конец толстый, другой тонкий.
Износ формы неравномерный, разная высота на обоих концах.
Средний блок не сбалансирован, не находится на одном уровне.
Решения:
Обратная связь с лазером или NCT, пусть он обратит внимание на выбор материала.
Замена штампа для пуансона
Отрегулируйте средний блок.
51. При гибке Z-образной формы на гибочном станке с ЧПУ некоторые части будут деформированы
Причины:
В основном это связано с тем, что заготовка, изгибаясь при движении вверх, ударилась о задний ограничитель и была сдавлена, что привело к деформации.
Решения:
Оттяните задний калибр.
52. Размер сгиба небольшой, плохое позиционирование, пресс-форма легко давит на задний калибр
Причины:
Нижний штамп не может быть расположен на расстоянии от центральной линии V до края штампа.
Решения:
Установите пресс-форму другим способом. Добавьте одну прокладку (не более 3 т) перед задним датчиком, чтобы задний датчик мог обойти верхнюю форму.
Если размер другого конца ≧ 3, можно также сделать другой конец и установить нижнюю форму другим способом.
53. Слишком большой зазор между плунжером и направляющей, издающий ненормальный звук.
Причины:
Этот тип неисправности связан с длительным использованием рельсов, увеличением зазора в результате износа.
Решения:
Необходимо проверить степень износа направляющей пластины, определить необходимость замены направляющей пластины в зависимости от степени износа, заново отрегулировать зазор в соответствии с требованиями.
54. Отказ трансмиссии заднего манометра.
Причины:
Трансмиссия с задним ходом выходит из строя из-за того, что приводной вал отсоединяется от ремня привода ГРМ или ремень проскальзывает.
Решения:
Для устранения этой неисправности необходимо заново собрать цепь и ремень ГРМ, а затем проверить электрическую часть.
55. Слишком большое параллельное смещение между направляющей поперечной балки заднего калибра и центральной линией пресс-формы.
Решения:
При такой неудаче необходимо освободить ось "X". синхронный ременьОтрегулируйте параллельность в соответствии с допуском, установите синхронный ремень на место.
56. Ослабление соединения цилиндра и плунжера, в результате чего угол изгиба становится неточным или машина не может найти точку отсчета.
Решения:
При этом типе неисправности требуется повторная проверка затяжки плунжера и соединительной гайки цилиндра.
Проверьте, включена ли электромагнитная катушка пропорционального перепускного клапана. Соответствует ли напряжение электромагнитной катушки требованиям. По вышеуказанным причинам, пожалуйста, проверьте соответствующие электрические части.
Проверьте, не застрял ли клапан картриджа, не заклинило ли основной золотник, а также не засорилось ли влажное отверстие. Если причина в этом, снимите предохранительный клапан и прочистите его.
модуляция фаз трехфазного питания, приводящая к реверсу двигателя.
58. Скорость вращения барабана из быстрой превращается в медленную, пауза слишком длинная.
Решения:
Проверьте, не слишком ли низка поверхность масла в баке, не залита ли заливная горловина. При быстром движении вперед камера цилиндра заполняется жидкостью и воздухом, что приводит к недостаточному наполнению. По вышеуказанным причинам масло из бака можно добавлять в заправочный бак на 5 мм выше заливной горловины до тех пор, пока оно не будет полностью залито.
Проверьте, не слишком ли велика скорость перемотки вперед, что приводит к недостаточному заполнению. По описанным выше причинам скорость перемотки можно уменьшить, изменив параметры системы.
Проверьте, полностью ли открыт заправочный клапан, если это произошло из-за загрязнения масла, то золотник клапана не гибкий и застревает, что приводит к недостаточному заполнению маслом. Необходимо очистить заправочный клапан и переустановить его, сделать золотник гибким.
Проверьте, правильно ли работает реверсивный клапан, управляющий масляным контуром. Если да, то это приводит к тому, что заправочный клапан не закрыт, поэтому верхняя камера и заправочное отверстие бака, соединенные между собой, не могут создать давление. Причина неправильной работы клапана заключается в том, что на него не подается напряжение или он заклинило.
Проверьте, не заклинило ли заправочный клапан, если да, прочистите заправочный клапан, установите его на место, чтобы золотник был гибким.
60. Скорость возврата плунжера слишком низкая.
Причины:
Такая неисправность, как высокое обратное давление, возникает в основном из-за того, что заправочный клапан не открыт. Это явление прямо противоположно логике вышеупомянутой неисправности 3.
Решения:
Это можно сделать, обратившись к решению неисправности 3.
61. После запуска насоса гибочного станка с ЧПУ отключите выключатели низкого напряжения.
Решения:
При таких сбоях необходимо выполнить следующие проверки:
Проверьте отсутствие питания.
Проверьте, не засорился ли фильтр высокого давления, в результате чего ток двигателя насоса слишком велик.
Проверьте, не установлен ли низковольтный выключатель на слишком малую величину.
62. После запуска системы ЧПУ листогибочные прессыПри возвращении точка отсчета не может быть найдена.
Решения:
Детали соединения считывающей головки с решетчатой линейкой могут ослабнуть, в результате чего считывающая головка не совмещается с контрольной точкой на решетчатой линейке во время обратного хода. В этом случае цилиндр превысил свой ход, и насос работает с перегрузкой. Чтобы решить эту проблему, нажмите красную кнопку "Стоп" на устройстве Система ЧПУ чтобы остановить точку отсчета. Снова подсоедините разъем, чтобы закрепить линейку решетки, переключитесь в ручной режим и вручную опустите плунжер, пока он не совместится с нижней матрицей. Затем вернитесь к точке отсчета и устраните проблему.
Если оператор не выключил должным образом листогибочный станок после последней операции и не остановил плунжер в верхней мертвой точке перед выключением питания Листогибочный пресс с ЧПУПри следующем запуске плунжер может оказаться в положении перекрытия верхней и нижней пресс-формы. Это приведет к тому, что система не сможет найти контрольную точку во время операции определения контрольной точки.
Чтобы решить эту проблему, переключите систему в ручной режим и вручную установите плунжер в положение перекрытия верхней и нижней пресс-формы. Затем переключитесь в полуавтоматический или автоматический режим и повторно установите контрольную точку.
63. На гибочном станке с ЧПУ DNC60 или DNC600 система ЧПУ не отображается, мигает серо-белый индикатор клавиш программирования.
Причины:
Эта неисправность обычно возникает из-за того, что оператор контроллера не очищает своевременно и тщательно неиспользуемые программы продукта в процессе программирования продукта и вместо этого напрямую изменяет программу предыдущего продукта.
Многократное повторение такого поведения может привести к тому, что буферная память системы будет заполнена программами, что приведет к неправильной работе системной программы.
Решения:
Чтобы устранить проблему, сначала отключите питание главного двигателя. Затем одновременно нажмите кнопки "+ +" и "- -" на клавиатуре. Наконец, снова включите питание, чтобы вернуть систему в исходное состояние.
Затем очистите проект, введя "1" для указания элемента, который необходимо очистить. После ввода пароля "817" нажмите клавишу ввода для подтверждения. На экране появится сообщение о том, что операция выполнена. На этом все необходимые действия по очистке проекта завершены.
64. "Счет не точен" линейки решетки гибочного станка с ЧПУ вызывает ошибку угла гибки.
Причины:
Эта неисправность возникает в основном из-за суммарного увеличения погрешностей точности позиционирования по осям "Y1" и "Y2", что приводит к увеличению угловой погрешности заготовки после гибки. Это увеличение угловой погрешности складывается из предыдущих ошибок и в основном вызвано потерей импульсов сигнала обратной связи линейки решетки.
Решения:
Чтобы решить эту проблему, снимите решетчатую линейку и тщательно очистите ее. Примите меры по снижению уровня пыли и вибраций. Перепроектируйте и заново установите решетчатую линейку, чтобы обеспечить приемлемый уровень установки. Если решетчатая линейка повреждена, ее следует вернуть производителю для ремонта или замены.
65. После программирования изделия для оси "X" и оси "R" заднего датчика включается сигнализация безопасного расстояния.
Причины:
Этот тип неисправности возникает в основном из-за того, что настройки безопасного расстояния между верхней и нижней пресс-формами, а также предельные положения для осей X и R противоречат запрограммированным положениям. Для обеспечения безопасности система подает сигнал тревоги и предотвращает работу, если эти настройки неверны.
Решения:
Чтобы решить проблему, перепрограммируйте изделие или измените параметры изделия или настройки пресс-формы так, чтобы они соответствовали требованиям. Это снимет сигнал тревоги и позволит работать.
66. Ось X и ось R задней шкалы, возникла ошибка в приводном двигателе
Решения:
Чтобы устранить этот тип неисправности, сначала откройте электрический блок Гибка с ЧПУ машина. Проверьте код тревоги на дисплее водителя и определите причину тревоги, обратившись к руководству пользователя и коду тревоги.
Два распространенных сигнала тревоги:
Сигнал тревоги 16, указывающий на перегрузку приводного двигателя. Проверьте гибкость, сопротивление и механические ограничения приводов осей X и Y. При необходимости устраните все механические проблемы.
Сигнал тревоги 22, указывающий на неисправность сигнала обратной связи энкодера. Это может быть вызвано плохим контактом на "стыке", непайкой или разъединением, а также помехами сигнала. Проверьте каждую проблему по очереди.
67. Расположение Y1, Y2 на дисплее компьютера не соответствует фактическому расположению.
Причины:
Этот тип отказа в основном связан с тем, что изменения в исходной точке отсчета гибочного станка с ЧПУ не точны.
Решения:
Для повторной инициализации опорной точки.
68. Позиционирование контроллера по осям X и R не соответствует фактическому позиционированию.
Причины:
Этот тип неисправности вызван изменением положения оси X и оси R при выключенном питании станка. Компьютер сохраняет в памяти положение до выключения, что приводит к расхождению между фактическим и зарегистрированным положением оси X и оси R.
Решения:
Необходимо повторно инициализировать положение оси X и оси R.
69. Отклонение положения оси Y1 и оси Y2 превышает допустимое расстояние отклонения синхронизации, плунжер не может перемещаться вверх и вниз.
Причины:
Этот тип отказа возникает, когда плунжер не установлен между верхней и нижней пресс-формой в момент отключения, что приводит к падению пуансона. В результате фактические положения осей Y1 и Y2 превышают свои пределы.
Чтобы решить проблему, отрегулируйте фактические положения осей Y1 и Y2. Контроллер должен отобразить текущее значение положения. После выполнения регулировки листогибочный пресс может работать в нормальном режиме.
Решения:
Чтобы решить эту проблему, увеличьте данные в контроллере Пресс с ЧПУ тормозную машину на 5 мм от первоначального значения. Затем переключитесь в ручной режим и вручную опустите плунжер. Система автоматически скорректирует положение и вернется к нормальной работе.
70. Неравные углы на каждом конце сформированной части
Причина
Решение
Разница в толщине металла.
Сместите параллель плунжера, чтобы компенсировать все отклонения.
Проверьте толщину материала на обоих концах детали. Сместите плунжер параллельно, чтобы компенсировать разницу в толщине материала.
Сместите плунжер параллельно, чтобы компенсировать разницу в оснастке.
71. Несоответствие формованных деталей
Причина
Решение
Плунжер пресса, станина и инструменты покрыты антикоррозийным покрытием.
Снимите набор штампов, очистите все детали растворителем, снова соберите и отрегулируйте.
Инструментальная оснастка не ложится ровно на крышку станины пресса
Проверьте зазор с помощью щупов. Выровняйте станину пресса и оснастку или выполните механическую правку, если это необходимо.
Инструментарий изношен.
Проверьте зазор с помощью щупов. Выровняйте станину пресса и оснастку, или, при необходимости, выпрямите механически.
72. Каждая сформированная деталь имеет одинаковый угол наклона от края до края,но есть несоответствие от части к части
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Внимание всем любителям металлообработки! Вы устали гадать, какой тоннаж выбрать для вашего листогибочного пресса? Не останавливайтесь на достигнутом! В этой статье мы погрузимся в мир прессов...
Операторы листогибочных прессов играют важнейшую роль в формировании окружающего нас мира, но их работа не лишена риска. В этой статье мы рассмотрим основные советы по технике безопасности от промышленных...
Ваш листогибочный инструмент слишком быстро изнашивается? В этой статье рассматриваются основные методы ремонта, позволяющие продлить срок службы инструментов и обеспечить оптимальную производительность листогибочного...
Вы когда-нибудь задумывались о происхождении термина "листогибочный станок"? В этой увлекательной статье блога мы отправимся в увлекательное путешествие по истории, чтобы раскрыть причины возникновения...
Вы когда-нибудь задумывались, как листовой металл мастерски сгибается в замысловатые формы? В этой статье рассматриваются шесть типов процессов гибки на листогибочных прессах: гибка на фальце, обтирка, воздушная гибка, доводка, чеканка и трехточечная гибка. Вы...
В огромном мире производства одно оборудование стоит особняком: листогибочный пресс. Благодаря своей способности сгибать и придавать форму металлу с точностью и силой, он стал незаменимым...
Вы когда-нибудь задумывались, что обеспечивает бесперебойную работу листогибочного станка с ЧПУ? Ответ кроется в гидравлическом масле. Эта незаменимая жидкость обеспечивает оптимальную производительность и долговечность станка. В нашей статье...
Правильный ремонт гидравлического цилиндра листогибочного пресса имеет решающее значение для поддержания производительности и безопасности машины. Гидравлический цилиндр обычно состоит из поршня, гильзы, штока и винта.....
Вы когда-нибудь задумывались, как листогибочный станок добивается таких точных изгибов? В этой статье мы исследуем увлекательный мир осей листогибочного пресса, раскрывая секреты их роли и функций. Узнайте, как...