12 Типы и применение оснастки для листогибочных прессов
Вы когда-нибудь задумывались, как простой лист металла превращается в сложные формы? Эта статья в блоге погружает в увлекательный мир листогибочных машин и гибочных штампов. Откройте для себя типы верхних пуансонов и их уникальное применение, а также узнайте, как они обеспечивают точные изгибы. Приготовьтесь раскрыть секреты гибки металла!
Гибка - это важный процесс формовки листового металла, в котором используется листогибочная машина и специализированная оснастка для создания точных угловых деформаций в металлических листах. Этот процесс включает в себя приложение контролируемой силы для пластической деформации материала вдоль линейной оси.
Оснастка листогибочного пресса состоит из двух основных компонентов: верхнего инструмента (пуансона) и нижнего инструмента (матрицы). Пуансон, также называемый верхним штампом или фальцевальным ножом, является активным компонентом, который прикладывает усилие изгиба. Нижний штамп, поддерживающий заготовку, имеет V-образную или канальную форму, которая позволяет материалу течь во время гибки.
Выбор подходящей оснастки имеет решающее значение для достижения требуемого угла изгиба, радиуса и общего качества детали. На выбор конфигурации пуансонов и штампов влияют такие факторы, как свойства материала, толщина и сложность изгиба. Современные листогибочные прессы часто используют сменные системы оснастки, что позволяет быстро менять настройки и повышает гибкость производства.
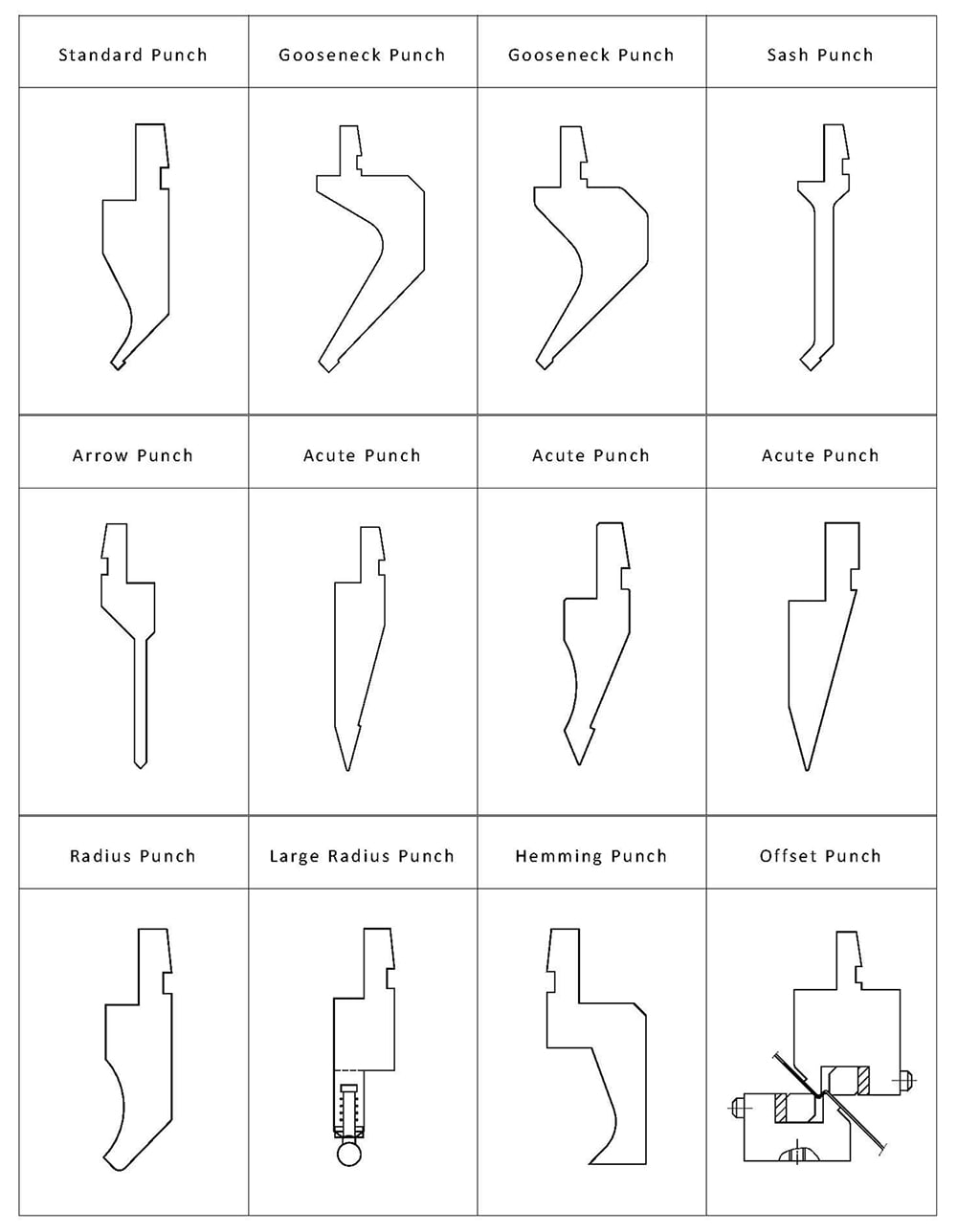
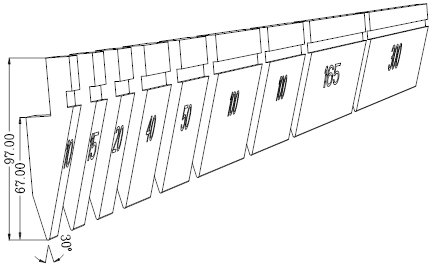
Конкретная классификация верхних и нижних штампов показана на рисунке 1.
1. Классификация и типы верхнего пуансона листогибочного пресса: (рис. 1)
Рис.1
2. Верхний пуансон листогибочного пресса подразделяется на два типа: интегральный и сегментный
Встроенный верхний перфоратор: 835 мм и 415 мм
Сегментированный верхний пуансон: сегментация a и сегментация b
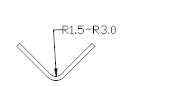
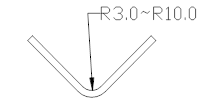
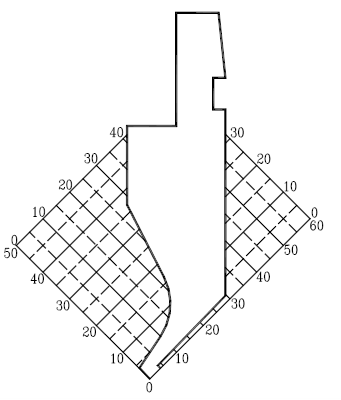
1. Этот пуансон большого радиуса в основном используется для сгибания внутреннего угла дуги R, а радиус угла дуги составляет R3~R10.
2. Радиусный пуансон подбирается к соответствующему V паз
Комбинация график:
3.4. Специальный пунш
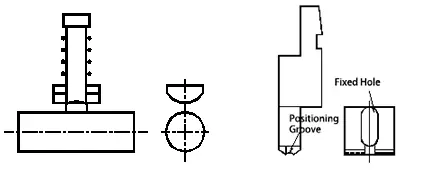
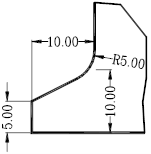
01) Дырокол для подшивки
Устойчивость к давлению Значение (полная длина)
100TON/M
Материал
42CrMo
Термообработка
HRC47±2
Устойчивость к давлению Значение(разделено)
Радиус наконечника
График (1:1)
Характеристики обработки:
1. На рисунке показана форма изделия после сгибания и сплющивания. Все подобные формы могут быть согнуты. Следует использовать верхнюю и нижнюю формы под углом 30°.
2. Может также использоваться для прессования, клепки, придания формы и т.д.
Разделенный график:
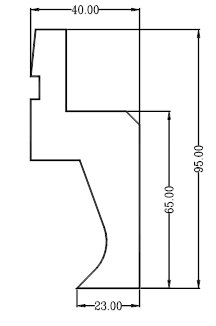
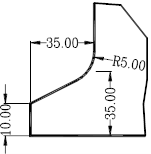
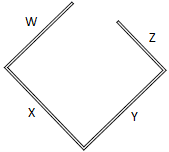
02) Пуансон со смещением
Устойчивость к давлению Значение (полная длина)
/
Материал
42CrMo
Термообработка
HRC47±2
Устойчивость к давлению Значение(разделено)
/
Радиус наконечника
/
График (1:1)
Характеристики обработки:
1. Используется для Z-образной гибки, которую невозможно сложить обычным способом листогибочный пресс умирает.
H=1~10 мм
2. Форма изделия с изгибом, как показано на верхнем правом рисунке, обычно называется Z-образный изгиб или смещение.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Как точно согнуть деталь из листового металла без проб и ошибок? Ключ к этому дает коэффициент Y. В этой статье рассказывается о коэффициенте Y - важнейшей константе, используемой для расчета...
Вы когда-нибудь задумывались, почему сталь иногда трескается при гибке? В этой статье мы исследуем увлекательный мир технологии гибки стали, раскрывая причины таких распространенных дефектов, как угловые и центральные...
Вы когда-нибудь задумывались о том, как точно рассчитать усилие на изгиб, необходимое для изготовления листового металла? В этой интересной статье блога мы рассмотрим тонкости расчета усилия изгиба, чертежи...
Вы когда-нибудь задумывались, как различные материалы влияют на гибку листового металла? В этой интересной статье опытный инженер-механик делится своими знаниями о влиянии типов материалов, толщины и...
В этой статье блога мы исследуем увлекательный мир воздушного изгиба и диаграммы сил, которые делают его возможным. Присоединяйтесь к нам, поскольку мы погружаемся в науку, лежащую в основе этого...
Вы когда-нибудь сталкивались с проблемой расчета правильного припуска на изгиб для своих проектов из листового металла? В этой статье блога мы погрузимся в мир припусков на изгиб и рассмотрим, как...
Внимание всем изготовителям и дизайнерам листового металла! Вы пытаетесь определить оптимальный радиус изгиба для своих проектов? Не останавливайтесь на достигнутом! В этой статье блога мы рассмотрим...
Внимание всем любителям металлообработки! Вы устали гадать, какой тоннаж выбрать для вашего листогибочного пресса? Не останавливайтесь на достигнутом! В этой статье мы погрузимся в мир прессов...



 Рог
Рог


 Рог
Рог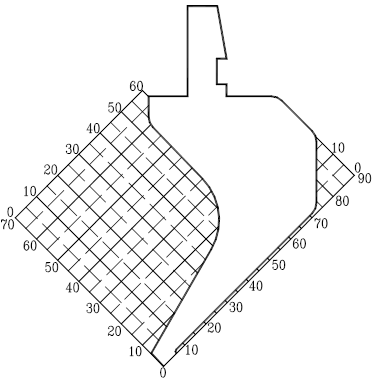


 Рог
Рог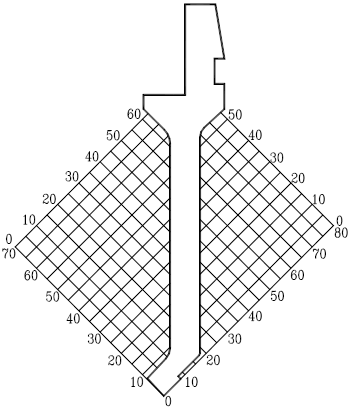

 Рог
Рог



 Рог
Рог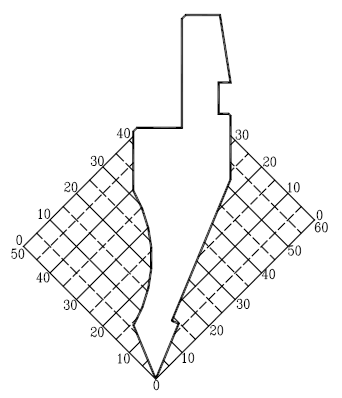



 Рог
Рог


 Рог
Рог