Листогибочный пресс - это широко используемое гибочное оборудование, которое достигло гидравлической эффективности. Являясь важнейшим оборудованием для обработки листового металла, он незаменим и играет решающую роль в определении качества продукции, эффективности обработки и точности.
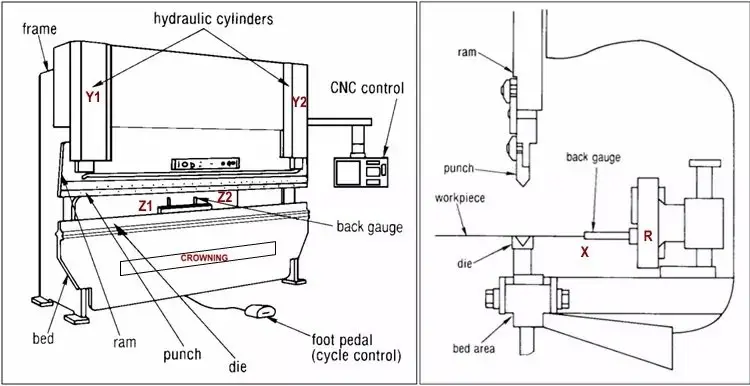
Как правило, листогибочный пресс представляет собой прессовую машину с верхним поршнем, состоящую из нескольких компонентов, включая раму, скользящий блок, гидравлическую систему, стойку с передней загрузкой, задний калибр, пресс-форму и электрическую систему, как показано на рис. 1.
- Левый вертикальный
- Левый масляный цилиндр
- Масляный бак
- Правый гидравлический цилиндр
- Рам
- Рабочий стол
Гидравлическая система листогибочного пресса работает за счет создания вертикального давления вниз с помощью двух параллельно работающих гидроцилиндров. Это давление приводит в движение штамп на гибочной балке, позволяя завершить процесс гибки.
Гидравлическая система управления, являющаяся "мозгом" листогибочного пресса, отвечает за управление синхронной работой процесса гибки и позиционирование гидроцилиндров при полной загрузке листогибочного пресса.
В этой статье мы рассмотрим работу прессы. тормозная гидравлическая система.
Гидравлическая система
Для каждого изгибающего движения типичный процесс изгиба верхней изгибающей балки включает в себя:
(1) Запуск масляного насоса
Двигатель вращается в направлении, указанном стрелкой насоса, то есть по часовой стрелке, приводя в движение аксиально-поршневой насос. Затем масло поступает по трубопроводу в клапанную тарелку и электромагнитный переливной клапан, после чего возвращается в резервуар. Когда клапан № 19 закрыт, масло в нижней полости цилиндра № 20 удерживается в фиксированном положении.
(2) Движение вниз
Быстрое нисходящее движение листогибочного пресса происходит под действием гибочной балки, собственного веса вспомогательного оборудования и давления масла. Во время этого процесса гидравлический цилиндр не имеет штоковой полости через наполнительный клапан, и любое противодавление, создаваемое штоковой полостью, приводит к быстрому возврату масляной жидкости.
Быстрое движение вперед начинается из верхней мертвой точки, и после короткого периода замедления таран замедляется на определенном расстоянии от гибочный лист. Скорость спуска плунжера регулируется клапаном № 18, а быстрое падение инициируется работой электромагнитов № 9 YV1, № 24 YV6, № 13 YV4 и № 17 YV5.
Масло из нижней камеры цилиндра № 20 поступает в бак через клапаны 19, 18 и 17, а масло из верхней камеры того же цилиндра впрыскивается через клапан 21. Когда плунжер достигает конечного выключателя, начинают работать электромагниты № 9 YV1, № 8 YV2, № 11 YV3, № 13 YV4 и № 24 YV6, что приводит к переходу плунжера на рабочую скорость.
Если плунжер рассинхронизирован, клапан № 15 автоматически исправит это. Положение скользящего блока ограничивается механическим блоком внутри цилиндра.
(3) Сгибание
Фаза изгиба начинается с нарастания давления в небарьерной полости.
Скорость гибки ограничивается количеством масла, подаваемого масляным насосом. С другой стороны, она может регулироваться клапаном направления пропорционального клапана.
В то же время клапан направления контролирует синхронную работу гибочной балки и положение нижней мертвой точки.
Сайт изгибающее усилие ограничивается пропорциональным предохранительным клапаном для ограничения давления насоса.
Соответствующие значения скорости, синхронизации, позиционирования и давления поступают от ЧПУ.
Педальный переключатель или кнопка контролирует время работы электромагнита, который включает в себя No.9 YV1, № 8 YV2, № 11 YV3, № 13 YV4 и №24 YV6, что позволяет реализовать расстояние между зубьями при падении подвижного блока.
Скорость опускания заслонки регулируется клапаном 16.
Таран контролирует №11 YV3 и №24 YV6.
Длительность времени работы одного и того же электромагнита позволяет реализовать расстояние перемещения плунжера.
(4) Сброс давления
Снятие напряжения в безбалочной полости начинается после достижения дна мертвой точки или после короткого времени выдержки, что дает материалу достаточно времени для формирования и повышает точность размеров деталей. Удержание давления и снятие давления осуществляются пропорциональным распределителем, который управляется устройством числового программного управления.
В целях повышения эффективности обработки время, необходимое для сброса давления, должно быть сведено к минимуму. Однако, чтобы избежать влияния разгрузки на всю систему, необходимо максимально увеличить время разгрузки. Другими словами, кривая сброса давления должна быть как можно более плавной, избегая резких перепадов.
Оптимизация всего процесса достигается за счет использования пропорционально-распределительного клапана.
(5) Возврат главного цилиндра
Поток насоса и гидроцилиндр создают область давления в полости штанги, что определяет максимальную скорость возврата, которая обычно близка к самой быстрой скорости. Процесс возврата требует синхронной работы, начиная со снижения давления в полости штанги и заканчивая верхней мертвой точкой.
В момент возврата необходимо сбросить давление электромагнита № 8 YV2 на 2 секунды, после чего начинают работать электромагниты № 11 YV3 и № 24 YV6, и скользящий блок начинает возвращаться с постоянной скоростью.
(6) Регулировка давления в листогибочном прессе
Клапаны № 6 и № 11, перепускной клапан высокого давления и электромагнитный перепускной клапан, соответственно, в основном отвечают за поддержание номинальной мощности листогибочного пресса. В то же время клапан № 14 регулирует возвратное усилие станка, чтобы предотвратить повреждения, вызванные перегрузкой.
Давление в гидравлической системе можно контролировать с помощью манометра № 7. Давление азота в аккумуляторе № 10 в основном контролирует давление, необходимое для работы клапанов № 19 и № 21.
Принцип работы гидравлической передачи листогибочного пресса
Каждый ход листогибочного станка делится на три рабочих режима, а именно:
- Быстрое перемещение
- Работа
- Возврат
Есть три особые точки, которые определяют начальное и конечное положение каждого рабочего состояния, а именно:
- Верхняя мертвая точка
- Точка переключения скорости
- Нижняя мертвая точка
Соответственно, плунжер движется с тремя скоростями, а именно:
- Скорость без нагрузки
- Скорость работы
- Скорость возврата
В цикле работы листогибочного станка от верхней мертвой точки до точки переключения скорости плунжер быстро движется вниз со скоростью холостого хода.
От точки переключения скорости до нижней мертвой точки плунжер движется вниз с рабочей скоростью, и на этом этапе завершается гибка заготовки.
От нижней мертвой точки до верхней мертвой точки плунжер движется вверх с возвратной скоростью, завершая один цикл работы машины.
Три скорости и положение трех особых точек можно регулировать с помощью системы числового программного управления.
Для электрогидравлического синхронного листогибочного станка с ЧПУ существует определенная точка, известная как зажим точка, которая соответствует верхней поверхности листа на нижнем штампе. Заготовка будет сгибаться от этой точки, которая автоматически рассчитывается системой числового программного управления.
Сайт гидравлическая передача В качестве рабочей среды используется гидравлическое масло, качество которого напрямую влияет на производительность и срок службы машины. В частности, электрогидравлический синхронный Листогибочный пресс с ЧПУ Станок оснащен пропорциональным сервоклапаном, что делает требования к гидравлическому маслу более жесткими по сравнению с другими гибочными станками.
Пользователям рекомендуется фильтровать гидравлическое масло не реже одного раза в год.
1. Синхронный принцип работы синхронного торсионного вала листогибочный станок
Технология управления принудительной синхронизацией торсионного вала используется в работе плунжера гибочного станка.
Синхронный вал расположен на левой и правой панелях корпуса рамы и соединен с плунжером через шатун.
Во время работы, если один конец плунжера движется быстрее, плунжер приводит в движение поворотный рычаг синхронного вала, чтобы скрутить его через шатун. Жесткость синхронного вала создает обратную силу, которая снижает скорость плунжера, обеспечивая синхронную работу плунжеров (Y1, Y2) и их параллельное положение по отношению к рабочему столу.
Точное позиционирование плунжера достигается благодаря технологии управления жестким позиционированием встроенного механического блока. В левом и правом масляных цилиндрах установлены механические упоры, которые останавливают движение штока поршня вниз после его контакта с фиксирующей поверхностью механического упора, контролируя конечное положение хода масляного цилиндра.
Механические упоры левого и правого масляных цилиндров регулируются синхронно через шатун, чтобы контролировать относительное параллельное состояние плунжеров (Y1, Y2) относительно рабочего стола.
2. Синхронный принцип работы электрогидравлического синхронного ЧПУ листогибочный станок
В листогибочном станке используются два масляных цилиндра, которые приводят в движение плунжер вверх и вниз, завершая процесс гибки. Синхронизация двух цилиндров и точное позиционирование нижней мертвой точки имеют решающее значение.
Электрогидравлический сервоприводный листогибочный станок с ЧПУ точно контролирует синхронизацию двух масляных цилиндров и точное позиционирование нижней мертвой точки через Система ЧПУ. Это обеспечивает плавное движение плунжера и точное позиционирование в нижней мертвой точке.
Положение плунжера определяется в режиме реального времени решетчатыми линейками, установленными по обеим сторонам станка, и передается в систему ЧПУ. Система числового программного управления сравнивает данные обратной связи с двух решетчатых линеек и настраивает пропорциональный сервоклапан в группах синхронных клапанов, регулируя размер открытия клапана и всасывание масла в масляный цилиндр, чтобы поддерживать работу плунжера в пределах допустимой погрешности. Таким образом, плунжеры (Y1, Y2) работают синхронно и поддерживают параллельное состояние с рабочим столом.
Система числового программного управления также сравнивает данные обратной связи с линейки решетки с нижней мертвой точкой, установленной системой, чтобы подтвердить, что нижняя мертвая точка была достигнута.
В листогибочном станке используется электрогидравлическая система с полным замкнутым циклом. сервоуправление Технология синхронного управления, при этом сигнал о положении плунжера передается в систему числового программного управления через решетчатые линейки с обеих сторон. Система числового программного управления контролирует величину открытия синхронного клапана и регулирует подачу масла в масляный цилиндр, обеспечивая синхронную работу плунжеров (Y1, Y2) и поддержание параллельного состояния рабочего стола.
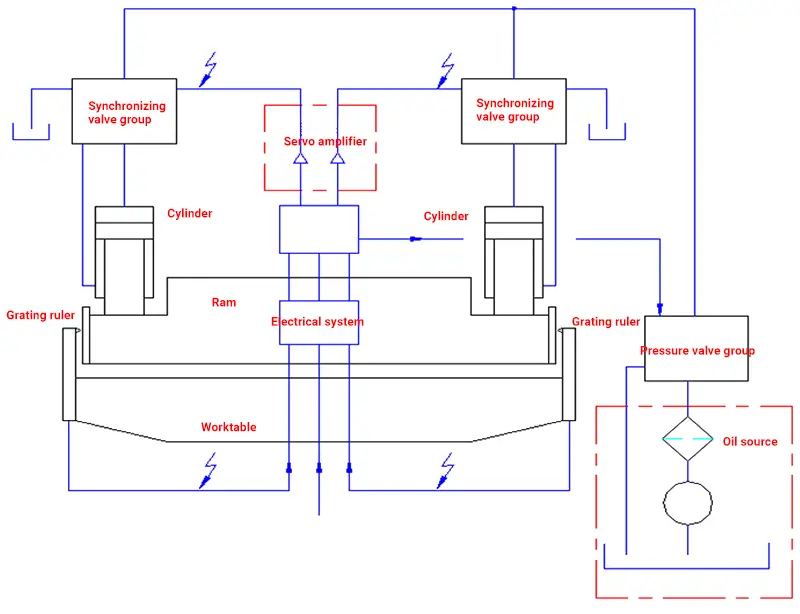
Синхронная схема электрогидравлического синхронного ЧПУ гидравлический пресс тормозная машина
При возникновении ошибки позиционирования с обеих сторон ползуна система числового программного управления посылает корректирующие команды на два синхронных клапана для поддержания параллельного состояния ползуна с рабочим столом.
На схеме изображены компоненты синхронной системы листогибочного станка, которая в основном состоит из гидравлического управления маслом и электрической передачи сигнала.
Масло под давлением контролируется двумя синхронными группами клапанов и поступает в два масляных цилиндра для синхронного перемещения плунжера. Позиция движения плунжера определяется в режиме реального времени решетчатыми линейками с обеих сторон и передается в систему ЧПУ.
Система ЧПУ анализирует и вычисляет данные, управляя двумя синхронными группами клапанов через сервоусилитель. Сигнал обратной связи о положении золотника пропорционального сервоклапана также принимается и анализируется, образуя динамический замкнутый контур управления.
Во время движения плунжера система числового программного управления задает параметры в соответствии с программой, используя линейку решетки и сигнал обратной связи от положения золотника пропорционального сервоклапана для динамического управления группой синхронных клапанов и достижения синхронной работы и точного позиционирования нижней мертвой точки.
Поэтому синхронная система управления электрогидравлическим синхронным листогибочным станком с ЧПУ состоит в основном из системы ЧПУ, решетчатой линейки и пропорционального клапана.
Как показано выше, принцип гибки электрогидравлического синхронного листогибочного станка аналогичен принципу гибки обычного листогибочного станка, который управляет угол изгиба путем регулировки глубины вдавливания листа в нижнюю горловину штампа через верхний пуансон или путем вдавливания заготовки под тем же углом, что и штамп.
Единственным отличием является режим управления плунжером, который управляется системой числового программного управления через электрогидравлический пропорциональный клапан и обратную связь с решетчатой линейкой. Таким образом, формируется полностью замкнутый цифровой режим управления глубиной гибки.
Разница между двумя видами синхронного режима работы листогибочного станка
Стандартный листогибочный станок опирается на моментную трубку, обеспечивающую синхронное движение плунжера, в то время как синхронизация электрогидравлического листогибочного станка достигается за счет баланса в гидравлическом масляном контуре.
Стоит отметить, что листогибочный пресс с торсионным валом работает с открытым контуром управления, в то время как электрогидравлический листогибочный пресс использует замкнутый контур управления.
Электрогидравлический синхронный листогибочный пресс машина обладает следующими очевидными преимуществами
Полностью замкнутая система управления электрогидравлического листогибочного станка обеспечивает непрерывный контроль и управление ходом цилиндра. Как только цилиндр начинает наклоняться, система оперативно выдает команды, основанные на показаниях весов, расположенных по обе стороны цилиндра, которые затем побуждают пропорциональные клапаны выполнить регулировку, чтобы цилиндры были синхронизированы.
В электрогидравлическом листогибочном станке один цилиндр может работать с полной нагрузкой, а другой - с нулевым давлением в состоянии без нагрузки.
Кроме того, электрогидравлическая система синхронизации позволяет наклонять плунжер под разными углами, что дает возможность сгибать заготовки под разными углами, что невозможно на традиционных листогибочных станках.
Давление в электрогидравлической синхронной системе автоматически регулируется в каждом рабочем режиме пропорциональным клапаном давления на основе параметров системы.
Эта система также может плавно переходить с быстрой скорости на медленную, уменьшать гидравлические удары и повышать стабильность системы.
Точное управление положением цилиндра в электрогидравлическом листогибочном станке позволяет сгибать один и тот же штамп под разными углами, что делает его очень гибким станком.
Кроме того, автоматическое управление всем процессом снижает количество ошибок, вызванных человеческим фактором, а каждое рабочее состояние может быть отрегулировано и скорректировано с помощью параметров ЧПУ.
В заключение следует отметить, что электрогидравлический листогибочный станок повышает эффективность производства, увеличивает точность деталей и превращает станок в инструмент, работающий на оператора.