Устранение неполадок при спуске листогибочного пресса: Причины и решения
Вы когда-нибудь задумывались, почему ваш листогибочный пресс не спускается синхронно? В этой статье рассматриваются распространенные причины рассинхронизации в гидравлических листогибочных станках, такие как внутренняя утечка в цилиндре поршня и проблемы в масляном трубопроводе. В ней также предлагаются практические решения, обеспечивающие бесперебойную и эффективную работу вашего станка. Узнайте, как устранить неполадки и решить эти проблемы, чтобы поддерживать качество и производительность процессов металлообработки.
Гидравлический листогибочный пресс WC67Y-250/4000 предназначен для гибки металлических листов с высокой производительностью труда и точностью гибки. Он отличается стабильностью, надежностью и простотой управления, с возможностью перемещения на дюйм или непрерывно.
Этот гидравлический листогибочный пресс поддерживает постоянное давление на протяжении всего рабочего хода, обеспечивая равномерное распределение усилия. Пользователи могут легко оснастить его различными пресс-формами для достижения требуемого гибка листового металла форма.
Однако важно отметить, что скорость возвратно-поступательного движения этого листогибочного пресса в несколько раз выше, чем скорость гибки, что позволяет повысить эффективность производства. Однако очень важно убедиться в том, что цилиндр листогибочный пресс не падает слишком быстро, что может привести к рассинхронизации и потенциально повлиять на качество конечного продукта.
2. Анализ причин десинхронии
1) Анализ цилиндра с поршнем:
Основная причина проблемы - внутренняя утечка в цилиндре поршня. Зазор между поршнем и масляным цилиндром слишком велик, что приводит к утечке. Однако утечка в левом и правом цилиндрах неравномерна, что приводит к разной скорости движения двух цилиндров.
2) Анализ входного нефтепровода:
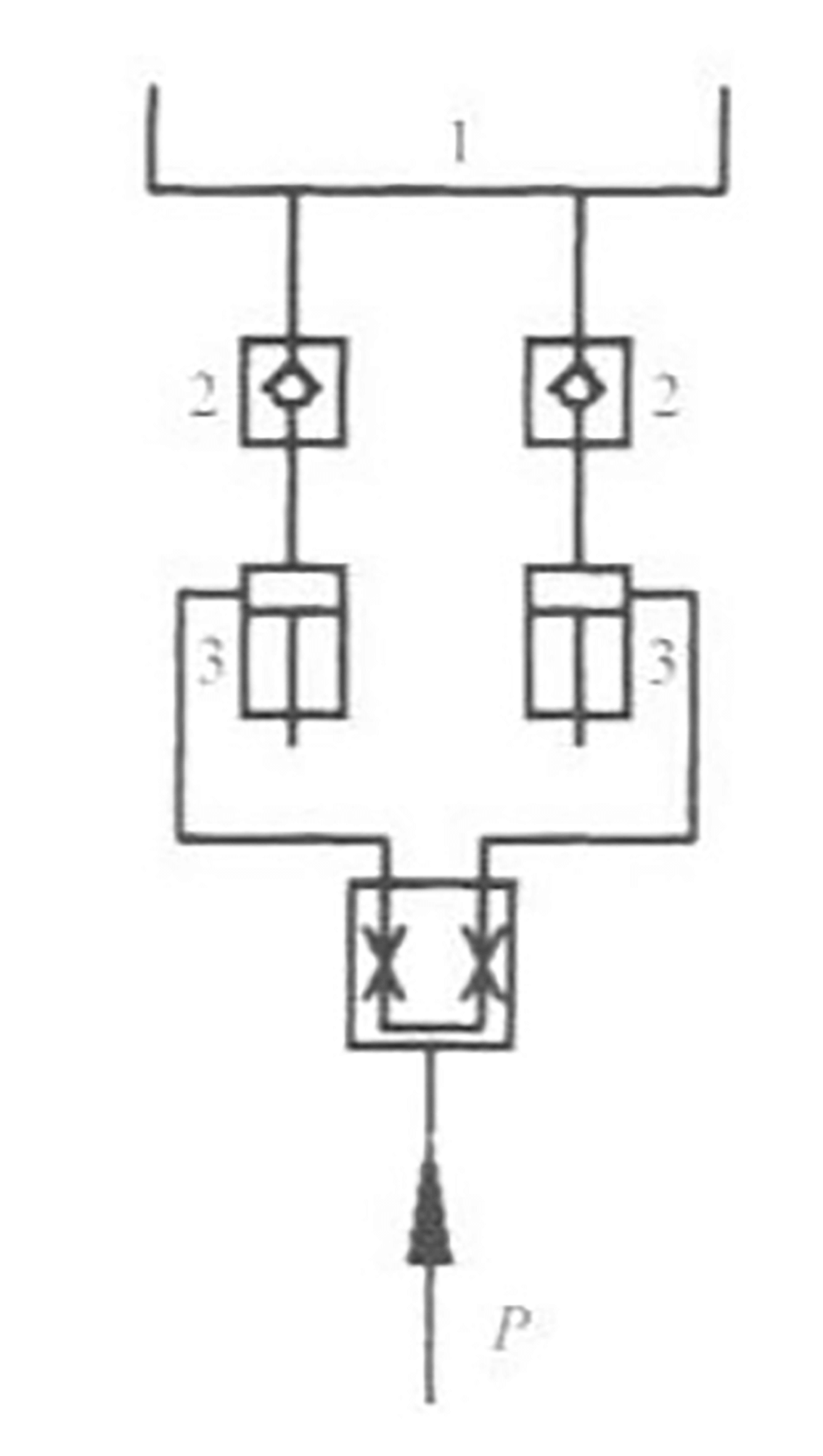
Рисунок 1 иллюстрирует процесс листогибочный пресс быстро опускается. Масляный насос подает масло в масляный цилиндр через синхронный клапан, а верхний масляный бак 1 подает масло в масляный цилиндр через односторонний клапан 2 за счет естественного перепада высот. Эти два типа масла подают масло в верхнюю камеру масляного цилиндра, что приводит к быстрому опусканию масляного цилиндра.
Из-за приблизительного потока в контуре клапана после клапана синхронизации учитывается только поток из бака через обратный клапан 2 в масляный цилиндр 3.
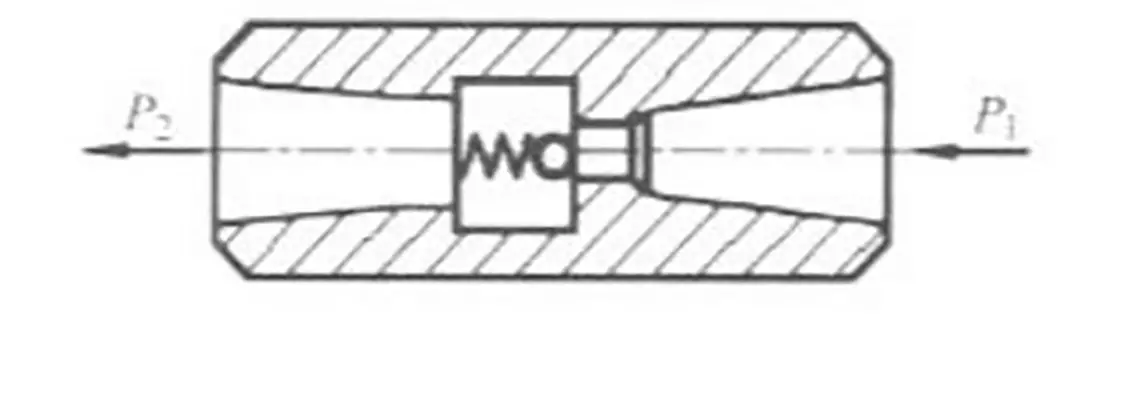
На рисунке 2 показана конструкция обратного клапана 2.
P1 обозначает давление на входе, а P2 представляет собой давление на выходе.
Учитывая давление на входе для обоих обратных клапанов, P1 можно считать атмосферным давлением, что делает их равными.
Учитывая, что P1 постоянна, расход Q через обратный клапан увеличивается с увеличением разности давлений (P-P2).
Рис. 2 Конструкция обратного клапана
Из вышесказанного следует, что два гидравлические цилиндры не будут полностью синхронизированы при запуске. В результате давление в верхней камере двух цилиндров, обозначаемое как P, не будет одинаковым. Эта разница давлений между передней и задней частями двух обратных клапанов также не будет одинаковой.
Следовательно, поток масла из цилиндра через односторонний клапан в оба цилиндра будет неравномерным. Такой дисбаланс потока приведет к несинхронному движению двух цилиндров.
3) Анализ из трубопровода возврата масла:
При быстром спуске листогибочного пресса демпфирование движения в контуре возвратного масла может быть неодинаковым, что приводит к разнице в противодавлении в нижней камере поршня. Следовательно, скорость обратного потока в двух цилиндрах может быть неодинаковой, в результате чего скорость быстрого спуска двух цилиндров может быть неодинаковой и, следовательно, не синхронизированной.
3. Решение
(1) Для обеспечения одинаковой утечки в обоих гидроцилиндрах важно соблюдать точность подбора левых и правых поршней, цилиндров и других деталей (включая точность размеров и точность положения, например, соосность), округлость, и т.д.). Кроме того, гидравлические контуры двух гидроцилиндров должны быть спроектированы как можно более одинаково.
(2) Для обеспечения равного потока через два обратных клапана впускного масляного трубопровода необходимо стремиться к тому, чтобы центр тяжести подвижной рамы находился в геометрическом центре двух цилиндров. Кроме того, механическое демпфирование между поршнем и штоком, а также между штоком и торцевой крышкой должно быть как можно более близким, чтобы обеспечить одинаковое механическое демпфирование двух поршневых цилиндров при их быстром падении.
(3) Для трубопровода возврата масла необходимо обеспечить одинаковый поток возврата масла из двух цилиндров, сделав сопротивление трубопровода возврата масла одинаковым. Для этого необходимо обеспечить диаметр трубы, длину трубы, гибка труб Число и угол изгиба трубы в основном одинаковы.
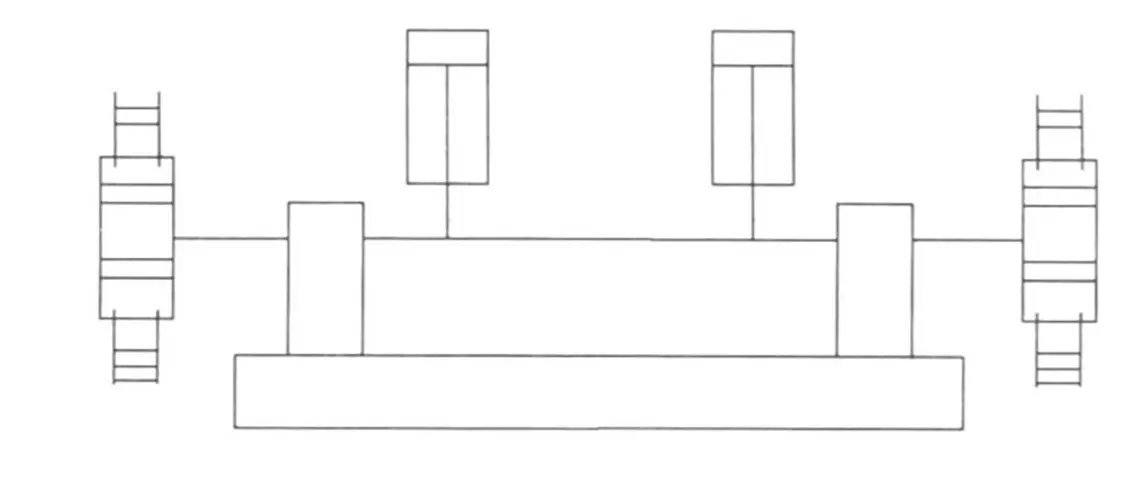
(4) В листогибочном прессе используется механический реечный привод для синхронизации усилий. Устройство показано на рисунке 3: рейка установлена с обеих сторон соединительной рамы и входит в зацепление с шестерней на стойке. Стойка служит в качестве направляющего устройства, а коррекция ошибок осуществляется за счет зацепления шестерен. При условии обеспечения точности изготовления стойки и шестерни два рабочих цилиндра листогибочного пресса могут достичь очень высокого уровня синхронной точности.
Рис. 3 Схема привода зубчатой рейки с принудительной синхронизацией
4. Эффект
Благодаря сотрудничеству пользователей, дизайнеров и производителей весь процесс производства, сборки и ввода в эксплуатацию был значительно улучшен. Как показывает текущее использование, конструкция проста и компактна, а работа стабильна и сопровождается минимальным шумом. В результате обеспечивается качество гнутых стальных листов, а эффективность гибки соответствует требуемым стандартам.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Приходилось ли вам сталкиваться с проблемами гибки на листогибочном прессе? Как опытный инженер-механик, я видел свою долю проблем, которые могут возникнуть в процессе гибки. В...
Операторы листогибочных прессов играют важнейшую роль в формировании окружающего нас мира, но их работа не лишена риска. В этой статье мы рассмотрим основные советы по технике безопасности от промышленных...
Вы когда-нибудь задумывались, как листогибочный станок добивается таких точных изгибов? В этой статье мы исследуем увлекательный мир осей листогибочного пресса, раскрывая секреты их роли и функций. Узнайте, как...
Вы когда-нибудь задумывались, как плоский лист металла превращается в сложную форму? Листогибочные прессы - это невоспетые герои производственного мира, которые сгибают и формируют металл...
Вы когда-нибудь задумывались, как работает гидравлическая система листогибочного пресса? В этой статье мы погрузимся в тонкости этого важного компонента. Наш эксперт, инженер-механик, расскажет...
Внимание всем механикам и энтузиастам машиностроения! Вы когда-нибудь задумывались о тонкостях эксплуатации листогибочного станка? В этой статье мы окунемся в мир...
Выбор между электрическим и гидравлическим листогибочным прессом может существенно повлиять на эффективность вашего бизнеса и затраты. Электрические листогибочные прессы обеспечивают превосходную экономию энергии, экологические преимущества и более высокую скорость работы, в то время как...
Ваш гидравлический листогибочный пресс доставляет больше головной боли, чем должен? Обеспечение бесперебойной работы этих сложных машин жизненно важно, чтобы избежать дорогостоящих простоев и ремонтов. В этой статье рассматриваются основные вопросы технического обслуживания...
Как станок достигает высокой точности и эффективности при гибке металла? Откройте для себя секреты электрогидравлического сервопривода листогибочного станка. Эта статья посвящена сложной механике, процедурам настройки,...