Руководство по эксплуатации листогибочного пресса (учебный PDF)
Внимание всем механикам и энтузиастам машиностроения! Вы когда-нибудь задумывались о тонкостях эксплуатации листогибочного станка? В этой статье блога мы погрузимся в мир листогибочных станков, изучим их функции, соображения безопасности и советы по обслуживанию. Опираясь на опыт опытных профессионалов в этой области, мы предоставим вам ценные сведения, которые помогут вам лучше понять и освоить эти мощные машины. Приготовьтесь к тому, чтобы повысить свой уровень владения листогибочным станком!
Введение в руководство по эксплуатации листогибочного пресса
Мы настоятельно рекомендуем всем пользователям и операторам внимательно прочитать данное руководство по эксплуатации листогибочного станка перед его использованием. Данное руководство предназначено для специализированного и квалифицированного персонала и содержит схемы и всю необходимую документацию для подъема, перемещения и установки станка, а также инструкции по безопасной эксплуатации и техническому обслуживанию.
Доступные системы управления
Вы можете прокрутить страницу вниз, чтобы загрузить PDF-версию руководства по эксплуатации для следующих систем управления листогибочным прессом:
Эстун: E21, E200P, E200+
CybTouch: 8, 12
Esa: S630
Делем: DA41, DA52S, DA53T, DA58T, DA66T, DA69T
Важная информация
Обратите внимание, что вся информация, содержащаяся в данном руководстве, является точной на момент печати. Однако наша компания оставляет за собой право изменять и улучшать технические характеристики без предварительного уведомления.
Установка и обслуживание
Чтобы обеспечить надлежащую производительность, важно установить листогибочный пресс в соответствии с инструкциями и проводить регулярные проверки и техническое обслуживание. Любое неправильное или безответственное использование может привести к непоправимому повреждению машины и поставить под угрозу безопасность оператора.
Отказ от ответственности
Мы не несем ответственности за любые ненадлежащие услуги, модификации или подключения, выполненные неуполномоченным персоналом.
Следуя указаниям и рекомендациям, изложенным в данном руководстве, вы сможете обеспечить безопасную и эффективную работу листогибочного станка.
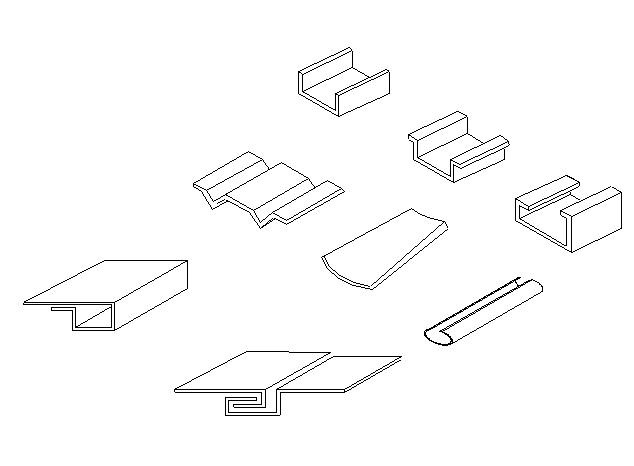
Листогибочный пресс предназначен для высокоэффективной и точной гибки металлических листов. Размер V-образной канавки на нижних штампах обычно в 8 раз превышает толщину листа, и его следует соответствующим образом регулировать для листов различной толщины. Различные типы верхних и нижних штампов могут использоваться для гибки различных заготовок, как показано на рис. 1.
Рисунок 1
1.2 Структурная целостность и особенности безопасности
Листогибочный пресс изготовлен из листовой стали, обеспечивающей достаточную прочность и жесткость. Система гидравлического привода станка предотвращает серьезные аварии при перегрузках, которые могут возникнуть из-за изменения толщины листа или неправильного выбора нижней полости штампа. Кроме того, этот станок отличается стабильной работой, простотой управления и надежной безопасностью.
Для обеспечения высокой точности соединение с верхним штампом оснащено компенсационным устройством. Это устройство компенсирует прогиб рабочего стола и ползуна во время гибки. Кроме того, механический блок оснащен масляным цилиндром для обеспечения точной фиксации, когда ползун достигает нижней мертвой точки, что позволяет поддерживать стабильность при массовом производстве.
1.3 Гидравлическое и электрическое управление
Листогибочный пресс оснащен как гидравлической, так и электрической системами управления, что позволяет свободно регулировать ход ползуна. Эта особенность делает его удобным для пробного использования и настройки с дюймовым критерием работы.
1.4 Технологические достижения и производительность
Этот листогибочный пресс технологически совершенен и отличается надежной работой, что делает его одним из идеальных устройств для формообразования. Он широко используется в таких отраслях, как авиационная, автомобильная, судостроительная и машиностроительная, благодаря высокой эффективности производства.
1.5 Условия эксплуатации
Температура: Диапазон рабочих температур для листогибочного пресса составляет 5~38℃.
Влажность окружающей среды: Относительная влажность должна быть в пределах 20~80% RH.
Вибрация и помехи: Машину следует держать вдали от сильных вибраций и электромагнитных помех.
Условия окружающей среды: В рабочей среде не должно быть вредных и агрессивных газов, а также пыли.
Установка листогибочного пресса
Подъемник
При подъеме листогибочного пресса для транспортировки или размещения необходимо использовать кран с достаточной грузоподъемностью, чтобы предотвратить риск падения пресса. Для обеспечения безопасного подъема следуйте этим рекомендациям:
Используйте два стальных канатных стропа и оковки: Используйте соответствующие подъемные отверстия, расположенные в верхней части машины.
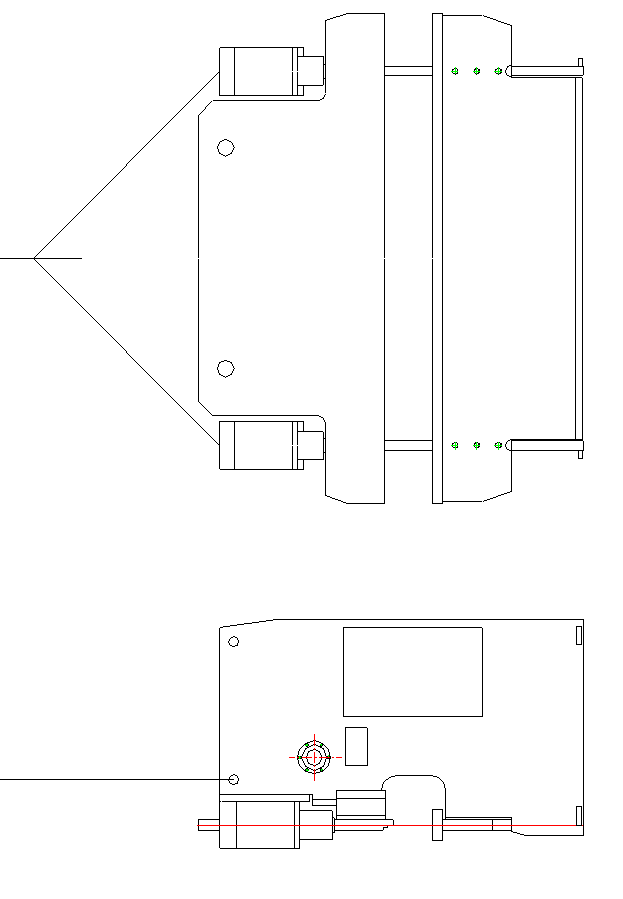
Достаточное количество стального каната: Убедитесь, что стальной канат имеет достаточный размер, чтобы выдержать вес листогибочного пресса. Длина каната должна быть достаточной, так как его грузоподъемность уменьшается при увеличении угла между канатами (см. рис. 2).
Рис.2
Транспорт
При транспортировке листогибочного пресса учитывайте следующее:
Распределение веса: Большая часть веса листогибочного пресса сосредоточена в передней части. При перемещении или транспортировке убедитесь, что верхний плунжер полностью опущен.
Погрузка на грузовик: Расположите заднюю часть машины как можно ближе к борту автомобиля. Закрепите листогибочный пресс на грузовике с помощью стальных тросов, чтобы предотвратить любые перемещения во время транспортировки.
Установка
Основание листогибочного пресса:
Для обеспечения правильной работы и устойчивости листогибочного пресса поверхность, на которой он будет установлен, должна быть прочной и устойчивой. Выполните следующие действия:
Бетонный фундамент: При необходимости подготовьте бетонный фундамент, соответствующий конкретным грунтовым условиям. См. подробный чертеж фундамента, представленный ниже.
Требования к помещению: Обеспечьте достаточное пространство вокруг станка для проведения технического обслуживания и выполнения специальных задач. С левой или правой стороны листогибочного пресса должно быть достаточно места, равного длине станка, для облегчения операций по замене инструмента.
Удаление ржавчины: Все открытые поверхности машины покрыты защитным слоем от ржавчины, который легко удаляется керосином или растворителем.
Выравнивание
Правильное выравнивание листогибочного станка необходимо для его правильной работы. Выполните следующие действия, чтобы обеспечить выравнивание станка:
Горизонтальное выравнивание: Поместите спиртовой уровень на стол станка, чтобы проверить горизонтальность.
Вертикальное выравнивание: Снова поместите спиртовой уровень на стол станка, чтобы проверить вертикальное выравнивание.
Корректировки: Выполните все необходимые регулировки, отрегулировав выравнивающие болты, расположенные в ножках листогибочного пресса.
Электрическая схема и инструкция по эксплуатации листогибочного пресса
Электрическое подключение и первоначальная настройка
Проверьте заводскую табличку машины и проводку:
Проверьте данные заводской таблички листогибочного пресса.
Убедитесь, что вся проводка не повреждена и находится в хорошем состоянии.
Подключение питания:
Подключите листогибочный станок к источнику питания на объекте.
Если мощность объекта не соответствует требованиям машины, обратитесь к поставщику электроэнергии.
Меры безопасности:
Убедитесь, что входящее питание имеет предохранитель, позволяющий полностью отключить его для ремонта.
Подключите входящее питание к зажимам RST в шкафу управления.
Электрические чертежи:
Конкретные конфигурации контроллеров см. на прилагаемых электрических схемах.
Подключите трехфазные провода питания к входным клеммам в электрической коробке.
Подключите гнездо ножного переключателя, расположенное под коробкой.
Закройте выключатель питания QF и дверцу электрической коробки.
Свечение лампы HL1 указывает на то, что машина включена.
Проверка направления вращения двигателя:
Запустите двигатель масляного насоса с помощью кнопки HL2 на панели управления.
Следите за направлением вращения двигателя; если оно неправильное, измените фазу впускных трубопроводов (не меняйте внутренние трубопроводы).
Перезапустите двигатель масляного насоса.
Работа в режиме джог
Активация толчкового режима:
После нескольких минут нормальной работы переведите SA2 в толчковый режим.
Нажмите на ножной переключатель "вверх"; плунжер поднимется и остановится, когда переключатель будет отпущен.
Чтобы поднять плунжер еще выше, продолжайте нажимать на ножной переключатель, пока он не достигнет конечного выключателя SQ1 и не остановится.
Чтобы опустить плунжер, сделайте шаг "вниз"; плунжер опустится быстро, затем медленно, благодаря концевому выключателю SQ2, увеличивая давление.
Отпустите ножной переключатель, чтобы остановить плунжер.
Режим одиночного путешествия
Активация режима одиночного путешествия:
Переключите SA2 в режим "однократный".
Нажмите на педальный переключатель "вниз"; плунжер быстро опустится, затем медленно, с нажимом, и, наконец, поднимется до верхнего концевого выключателя SQ1.
Отрегулируйте время работы реле времени KT1 в соответствии с требованиями к давлению при изгибе.
Отрегулируйте время поддержания давления реле времени KT2.
Режим непрерывности
Активация режима непрерывности:
Поверните SA2 в положение "непрерывность".
Нажмите на педальный переключатель, чтобы перейти в режим одиночного перемещения.
Настройте время ожидания циркуляции с помощью реле времени KT1.
Указание по безопасности
Все вышеперечисленные действия должны выполняться специализированным персоналом.
В целях безопасности листогибочные станки с сертификатом CE не имеют режима непрерывной работы.
Гидравлическая система листогибочного пресса
Очистите гидравлическое масло
Поддержание чистоты гидравлического масла необходимо для обеспечения оптимальной работы и долговечности гидравлической системы листогибочного пресса. Вот подробное руководство по очистке гидравлического масла и масляного бака:
Подготовка:
Перед началом работы убедитесь, что листогибочный пресс выключен, а в гидравлической системе сброшено давление.
Соберите необходимые материалы для уборки: чистые полотенца (не используйте хлопчатобумажные, так как они могут оставить волокна), чистящий бензин и инструменты, например палку или бамбук, обернутый полотенцем, для труднодоступных мест.
Удаление масла:
Осторожно снимите крышку масляного бака.
Ослабьте пробку или тормозной клапан, чтобы полностью слить грязное масло из системы.
Очистка резервуара:
Протрите дно и бока бака чистым полотенцем.
Тщательно промойте бак с помощью чистящего бензина.
Для углов и труднодоступных мест оберните полотенце вокруг палки или бамбука и тщательно протрите эти места.
Если на сварочных швах или в других сложных местах скопилась грязь, очистите эти места с помощью инструмента, например скалки.
Сушка резервуара:
Убедитесь, что бак полностью сухой, вытерев его чистым полотенцем.
Установите крышку бака на место, когда она будет чистой и сухой.
Выберите гидравлическое масло
Выбор подходящего гидравлического масла имеет решающее значение для эффективной работы листогибочного пресса. Примите во внимание следующие рекомендации:
Вязкость:
Значение марки гидравлического масла указывает на его среднюю вязкость при 40°C.
Для более высоких рабочих давлений и температур, а также низких рабочих скоростей выбирайте гидравлическое масло более высокого класса.
Рекомендуемое масло:
ISO VG46: Это противоизносное гидравлическое масло имеет среднюю вязкость 46 мм²/с при 40°C и подходит для большинства условий эксплуатации.
ISO VG32: Используйте это масло, если машина длительное время работает при температуре ниже 5°C.
Температурные соображения:
Избегайте эксплуатации машины при очень низких температурах (ниже -5°C). При необходимости дайте машине поработать на холостом ходу, чтобы разогреть масло.
Для работы при экстремально низких температурах в контур можно добавить масляный обогреватель.
В нормальных условиях температура масла не должна превышать 70°C. При необходимости установите масляный радиатор для особых условий эксплуатации.
Залейте масло
Правильная заливка гидравлического масла необходима для поддержания работоспособности системы:
Чистота:
Убедитесь, что используемое масло чистое.
Затяните гайку воздушного фильтра и залейте масло через фильтр.
Если вы используете заправочное оборудование с фильтром, вы можете открыть крышку масляного бака и залить масло напрямую.
Уровень масла:
Следите за показаниями масляного манометра. Когда плунжер останавливается в верхней мертвой точке, гидравлическое масло должно заполнить от 80% до 90% внутреннего пространства бака.
Удаление пузырьков воздуха:
Заставьте машину работать сначала на холостом ходу, а затем на максимальном ходу, чтобы удалить пузырьки воздуха из гидравлического контура.
Гидравлическая схема
Чтобы получить полное представление о гидравлической системе, обратитесь к прилагаемой гидравлической схеме. Эта схема поможет при анализе внешней системы и устранении неисправностей.
Стандартное оборудование для управления
5.1
Кнопка "Пуск
Для запуска главного двигателя и цепи управления.
5.2
Кнопка "Стоп
Для остановки работы главного двигателя и цепи управления.
5.3
Переключатель автоматического/ручного режима
Выберите режим работы
В режиме Авто
-Плунжер автоматически поднимается при достижении заданного давления и истечении времени выдержки.
В ручном режиме
-Опускание и подъем плунжера осуществляется нажатием на ножную педаль.
5.4
Ножная педаль
Нажмите и удерживайте, чтобы дать команду на опускание плунжера до точки изгиба, отпустите, когда плунжер будет двигаться вверх в режиме AUTO.
Нажмите для команды опускания плунжера и нажмите для команды поднятия плунжера в ручном режиме.
Запуск листогибочного станка
Предстартовые проверки
Перед запуском листогибочного станка необходимо выполнить несколько проверок для обеспечения безопасной и эффективной работы:
Очистка и смазка направляющих: Убедитесь, что направляющие очищены от мусора и должным образом смазаны для обеспечения плавного движения.
Осмотрите гидравлическую систему: Проверьте, нет ли утечек в гидравлической системе. Утечки могут привести к неэффективной работе и потенциальным опасностям.
Проверьте уровень масла: Проверьте уровень масла по указателю уровня, расположенному на боковой стенке бака. Это следует делать при полностью поднятом верхнем плунжере. При необходимости долейте масло до требуемого уровня.
Направление вращения двигателя: Следите за направлением вращения вентилятора охлаждения, чтобы убедиться, что двигатель вращается правильно. Вентилятор должен вращаться по часовой стрелке или в направлении, указанном стрелкой. Если вращение неправильное, переключите два провода в питающей линии. Убедитесь в том, что двигатель работает, выполняя эту регулировку.
Включение машины
Главный выключатель: Включите главный выключатель, чтобы подать питание на машину.
Селекторный переключатель: Переключите селектор в режим "Авто".
Главный двигатель: Нажмите зеленую кнопку, чтобы запустить главный двигатель.
Выключение машины
Если листогибочный пресс не используется в течение нескольких часов, его следует выключить, чтобы сэкономить энергию и обеспечить безопасность:
Выберите ручной режим: Переключите машину в ручной режим.
Спуститься с Рамы: Нажмите педаль вниз, чтобы опустить плунжер, приблизив верхний инструмент как можно ближе к V-образному штампу.
Кнопка "Стоп: Нажмите кнопку "Стоп", чтобы остановить машину.
Главный выключатель: Выключите главный выключатель, чтобы полностью обесточить машину.
Правильное выравнивание верхнего и нижнего инструментов необходимо для точной гибки:
Чертежи инструментов: Обратитесь к чертежам оснастки листогибочного пресса для получения рекомендаций.
Чистые поверхности: Убедитесь, что поверхность основания V-образного штампа и стола чистая, чтобы избежать смещения или повреждения.
Пониженное давление в системе: Поверните ручку регулировки давления против часовой стрелки, чтобы снизить давление в системе.
Установка механического ограничителя глубины: Установите механический ограничитель глубины в самое нижнее положение вручную или с помощью электропривода.
Ручной режим: Выберите ручной режим и нажмите педаль вниз, чтобы опустить плунжер, пока верхний инструмент не окажется как можно ближе к V-образному штампу.
Инструменты для выравнивания: Отрегулируйте болты затяжки V-образного штампа для точного выравнивания верхнего и нижнего инструментов.
Затяните болты: После выравнивания надежно затяните все болты крепления V-образного штампа.
Поднять барана: Нажмите педаль ВВЕРХ, чтобы поднять плунжер.
Дополнительные рекомендации
Регулярные проверки болтов: Регулярно проверяйте надежность крепежных болтов инструментального зажима.
Хранение инструментов: Храните инструменты на стеллаже рядом с листогибочным прессом, чтобы не повредить верхний инструмент.
Вместимость инструмента: Во избежание перегрузок и возможных повреждений учитывайте максимальное усилие для каждого инструмента.
Процедура смены инструмента для листогибочного пресса
Процедура замены верхнего инструмента
Переключение в ручной режим: Поверните селектор режимов в положение "Ручной".
Опустите барана: Опустите плунжер как можно ближе к V-образному штампу.
Выключение питания: Выключите аппарат.
Ослабьте зажим инструмента: Ослабьте все крепежные болты инструментального зажима.
Извлеките инструмент: Снимите верхний инструмент с боковой стороны машины.
Установите новый инструмент: Вставьте новый верхний инструмент с той же стороны.
Затяните зажим инструмента: Затяните все крепежные болты инструментального зажима.
Включение питания: Включите машину и убедитесь, что селектор режимов находится в положении "Ручной".
Посадите верхний инструмент: Опустите плунжер, чтобы установить верхний инструмент в V-образный штамп, при этом уменьшите давление в системе, повернув ручку регулировки давления против часовой стрелки, чтобы не повредить инструмент.
Процедура замены нижнего инструмента
Открутите затяжные болты: Открутите все затяжные болты, чтобы освободить V-образный штамп.
Переключение в ручной режим: Переключите селектор режимов на ручной.
Включение питания: Включите машину.
Опустите барана: Опустите плунжер как можно ближе к V-образному штампу.
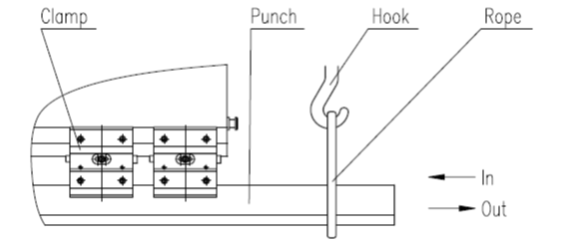
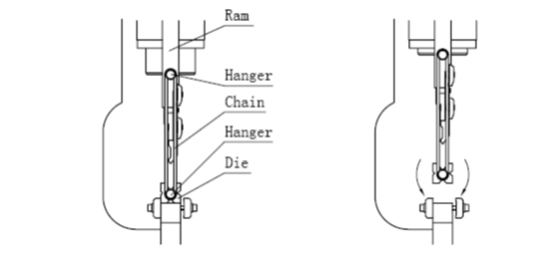
Крючок V-образного штампа: Прикрепите V-образный штамп к плунжеру с обоих концов с помощью соответствующих цепей.
Поднять барана: Поднимите плунжер, нажав на педаль UP, на высоту, при которой V-образный штамп может вращаться.
Опустите барана: Опустите плунжер, нажав на педаль ВНИЗ, чтобы матрица легла на стол машины и можно было отсоединить цепи.
Отцентрируйте V-образный штамп: Отцентрируйте V-образный штамп относительно верхнего инструмента.
Заблокируйте V-образный штамп: Зафиксируйте V-образный штамп на месте, затянув болты.
Регулировка переднего опорного рычага
В стандартную комплектацию листогибочного пресса входят два передних опорных рычага. Эти опорные рычаги используются для удержания плиты на месте в процессе гибки. Их можно регулировать по вертикали и по длине листогибочного пресса. Обычно опорные рычаги необходимо регулировать при использовании нижнего инструмента другого размера или при гибке плит большего или меньшего размера.
Меры предосторожности
ОПАСНО!
Если пуансон и матрица установлены неправильно, ни в коем случае не запускайте машину.
Не просовывайте руки или какие-либо части тела в пространство между пуансоном и матрицей, так как это очень опасно.
Установка механического ограничителя глубины
При работе с листогибочным прессом очень важно внимательно относиться к настройке механического ограничителя глубины, чтобы избежать возможных повреждений станка. Вот некоторые ключевые моменты, которые следует учитывать:
Избегайте корректировок с помощью Ram Down: Никогда не пытайтесь отрегулировать настройку механического ограничителя глубины, когда плунжер находится в нижнем положении. Это может привести к ненужному повреждению машины из-за давления и расположения компонентов.
Определяет угол изгиба: Настройка глубины очень важна, так как она определяет угол изгиба листового металла. Точные настройки глубины обеспечивают точные изгибы и высокое качество готовых изделий.
Ручные или электрические настройки: Механический ограничитель глубины может регулироваться вручную или электрически, в зависимости от конструкции и возможностей листогибочного пресса. Ручная регулировка обычно предполагает физические манипуляции с упором, в то время как электрическая регулировка может управляться с помощью пользовательского интерфейса или панели управления.
Настройка давления
Настройка давления на листогибочном прессе очень важна для достижения желаемого изгиба без повреждения материала или машины. Ниже приведены факторы и соображения для настройки давления гибки:
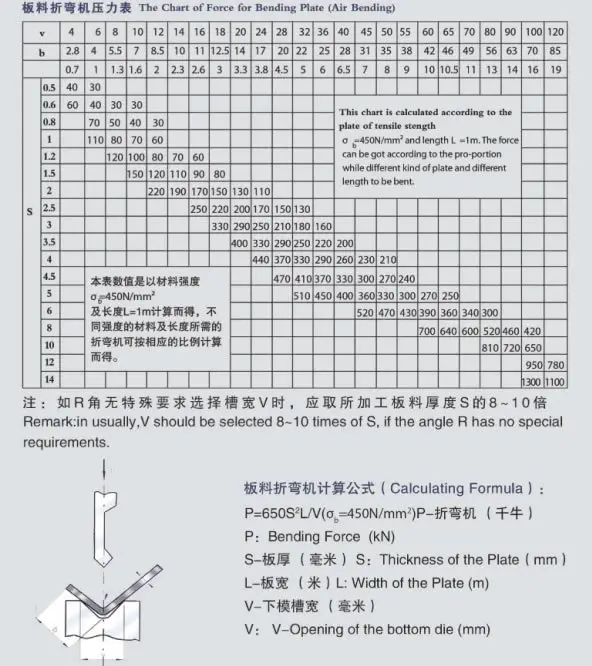
Диаграмма сгибания: Обычно таблица гибки крепится на боковой стороне станка, а ее копия часто прилагается к документации на станок. Эта таблица содержит важную информацию для установки правильного усилия гибки.
Факторы, влияющие на изгибающее усилие:
Толщина пластины: Толщина пластины напрямую влияет на требуемое усилие изгиба.
Ширина отверстия под фильеру: Ширина отверстия штампа, часто рассчитываемая как 8-кратная толщина листа, также влияет на силу изгиба.
Расчет изгибающего усилия: Необходимое усилие на изгиб можно рассчитать по формуле, приведенной в таблице 1. Эта формула и значения в таблице основаны на пластинах из углеродистой стали с пределом прочности на растяжение Qb=450KN.
Для листы нержавеющей сталиУмножьте значение P из таблицы на 2.
Для алюминиевые пластиныУмножьте значение P из таблицы на 0,7.
Калькулятор тоннажа: Для более точных расчетов можно использовать специально разработанный калькулятор тоннажа для листогибочных машин. Этот инструмент помогает точно определить необходимое усилие в зависимости от материала и параметров гибки.
Контроль и настройка параллельности рамы листогибочного пресса
Обеспечение параллельности плунжера в листогибочном прессе имеет решающее значение для получения точных и последовательных изгибов листового металла. Параллельность обычно контролируется с помощью массивной антиторсионной планки, связанной с обоими боковыми масляными цилиндрами. Здесь представлено подробное руководство по контролю и настройке параллельности плунжера:
Заводская калибровка
Верхний плунжер листогибочного пресса калибруется параллельно V-образному штампу на заводе. Однако со временем и в процессе эксплуатации может потребоваться повторная калибровка для поддержания точности.
Шаги для повторной калибровки
Найдите тягу торсионной балки:
Найдите тягу торсионной балки, соединенную с верхним плунжером, на задней (левой) стороне машины.
Ослабьте винт:
Определите винт (M8/M10) на торсионной балке.
Ослабьте этот винт, чтобы обеспечить возможность регулировки.
Отрегулируйте торсионную балку:
С помощью соответствующих гаечных ключей поверните внешнюю плоскую часть на угол от 15° до 30°.
Вы можете поворачивать его по или против часовой стрелки, что приведет к вращению эксцентрикового штифта внутри.
Затяните винт:
После регулировки надежно затяните винт (M8/M10).
Проверка параллельности:
Выполните пробный изгиб, чтобы проверить параллельность верхнего плунжера.
Если плунжер по-прежнему не параллелен, повторите процесс регулировки.
Повторите, если необходимо:
Продолжайте процедуру до тех пор, пока не будет достигнута желаемая точность.
Советы по точной настройке
Используйте точные инструменты: Убедитесь, что для измерений и регулировок используются калиброванные инструменты для поддержания высокой точности.
Выполнение нескольких тестовых изгибов: Для достижения идеальной параллельности может потребоваться несколько пробных изгибов. Будьте терпеливы и вносите небольшие коррективы.
Корректировка документов: Сохраняйте записи о выполненных регулировках для дальнейшего использования и обслуживания.
Устранение неисправностей листогибочного пресса
Листогибочный станок не запускается
Проверьте входящий источник питания: Убедитесь, что на машину подается правильное напряжение и ток, указанные производителем. Убедитесь в надежности всех соединений и отсутствии проблем с электропитанием.
Убедитесь, что аварийный стоп отпущен: Убедитесь, что кнопка аварийного останова не задействована. Если она задействована, отпустите ее и перезагрузите машину.
Проверьте, не сломаны ли предохранители: Проверьте все предохранители в электрической панели на целостность. Замените перегоревшие предохранители на предохранители соответствующего номинала.
Проверьте выходной сигнал трансформатора: Убедитесь, что трансформатор выдает правильное напряжение. Если напряжение на выходе неправильное, трансформатор может потребоваться заменить.
Рама не может быть опущена
Проверьте кабель ножной педали на предмет возможного обрыва провода: Осмотрите кабель педали на предмет повреждений или обрыва проводов. При обнаружении каких-либо проблем замените кабель.
Проверьте концевой выключатель: Убедитесь, что концевой выключатель работает правильно. Проверьте работу выключателя с помощью мультиметра. Замените его, если он неисправен.
Проверьте вращение двигателя: Убедитесь, что двигатель вращается в правильном направлении. Неправильное вращение двигателя может препятствовать опусканию плунжера. При необходимости отрегулируйте проводку.
Проверьте микропереключатель внутри ножной педали: Убедитесь, что микропереключатель внутри педали работает. Проверьте его мультиметром и замените, если он не работает должным образом.
Угол изгиба неравномерен по всей длине изгиба
Изношенный верхний инструмент или нижний инструмент: Осмотрите верхние и нижние инструменты на предмет износа. Замените все изношенные инструменты, чтобы обеспечить стабильные углы изгиба.
Поверхность стола станка и нижняя сторона V-образного штампа загрязнены: Очистите поверхность стола станка и нижнюю часть V-образного штампа. Грязь и мусор могут повлиять на точность изгиба.
Верхний и нижний инструменты не выровнены должным образом: Проверьте выравнивание верхнего и нижнего инструментов. Неправильное выравнивание может привести к неравномерным углам сгиба. Отрегулируйте инструменты, чтобы они были правильно выровнены.
Отказ
Причины
Устранение неполадок
Система не работает без давления
1. Отрицательное вращение двигателя
Изменение направления вращения двигателя
2. Главный переливной клапан заблокирован
Очистите главный переливной клапан
3. Электромагнитный клапан не работает
Проверьте электрические и электромагнитные катушки
Рамный ползун не может подняться
Клапаны заклинило
Очистка электромагнитных клапанов
Ползунок уменьшается автоматически
Клапаны заклинило
Очистка электромагнитных клапанов
Обычный подъем и опускание, но нет силы, которая бы сгибалась.
Клапаны заклинило
Очистите электромагнитный клапан
Утечки в компонентах, трубопроводной арматуре и масляном цилиндре
Уплотнительные детали стареют.
Замена уплотнительных колец
Обслуживание листогибочного пресса
Общие рекомендации
Прочитайте руководство: Убедитесь, что все, кто работает или обслуживает листогибочный пресс, внимательно прочитали и поняли данное руководство. Строгое соблюдение инструкций необходимо для достижения оптимальных результатов.
Назначенный оператор: Назначьте ответственное лицо для работы с машиной. Операторы должны хорошо знать принцип работы машины и правила безопасности.
Изгибающее усилие и распределение нагрузки
Номинальное усилие: Усилие изгиба, прикладываемое к заготовке, не должно превышать номинального усилия листогибочного пресса.
Срок службы плесени: Чтобы продлить срок службы пресс-форм, избегайте их повреждения при неправильной ширине гиба, особенно при гибке узких листов. В таких случаях необходимо уменьшить рабочее давление.
Изгибающая нагрузка: На каждые 630 мм длины нагрузка на изгиб не должна превышать 400 кН.
Центрирование нагрузки: Убедитесь, что сгибаемые листы отцентрированы на станке для обеспечения точности. Неравномерная загрузка может повредить как заготовки, так и станок.
Боковой изгиб: Если заготовка должна быть согнута только с одной стороны, нагрузка не должна превышать четверти номинального усилия. Выполните гибку с обеих сторон, чтобы сбалансировать нагрузку.
Обслуживание гидравлической системы
График замены масла:
Замените гидравлическое масло после первого месяца использования.
В дальнейшем меняйте масло каждые 2000 часов работы.
Температура масла: Поддерживайте температуру масла в пределах 15-60°C. Если температура превышает этот диапазон, установите охладитель.
Тип масла: Используйте противоизносное гидравлическое масло ISO VG46# (средняя вязкость 46 мм²/с при 40°C). Для работы при температуре ниже 5°C используйте ISO VG32#.
Детали, подверженные износу и не имеющие точек смазки, смазывайте два раза в неделю.
Диаграмма смазки: См. схему смазки для получения подробной информации о точках смазки.
Обслуживание электрооборудования
Электрические клеммы:
Регулярно проверяйте все соединения в главной панели и электрические выключатели.
При необходимости подтяните винты.
Замените все неисправные предохранители и сигнальные лампы.
Проверка механических частей
Ежемесячные чеки:
Убедитесь, что подшипник торсионной балки закреплен должным образом.
Проверьте, не изношены ли направляющие.
Убедитесь, что штоки цилиндров закреплены должным образом.
Убедитесь, что верхний плунжер надежно закреплен.
Аксессуары для технического обслуживания
Доступность: Всегда держите под рукой принадлежности для обслуживания.
Точность после ремонта: После любого серьезного ремонта убедитесь, что точность станка соответствует заводским стандартам.
Особые условия
Работа при низких температурах: Избегайте использования машины при очень низких температурах (ниже -5°C). При необходимости дайте машине поработать некоторое время вхолостую. При необходимости можно установить подогреватель масла.
Работа при высоких температурах: В нормальных условиях температура масла не должна превышать 70°C. В особых условиях может потребоваться масляный радиатор.
Рекомендуемые гидравлические масла
FIAT-HTF 46
ENERGOL HLP 46
ESSO NUTO H46
РАКОВИНА-ТЕЛЛУС S46
ТОТАЛ-АЗОЛЛА 46
Обеспечение безопасности и основная конструкция листогибочного станка
Введение
В этом разделе содержатся указания по обеспечению безопасности персонала и оборудования при эксплуатации листогибочного станка. Хотя он составлен с учетом конкретных требований, он может служить справочным материалом и для других машин.
Оборудование для обеспечения безопасности
Для обеспечения безопасности персонала и оборудования в листогибочный станок встроены различные защитные механизмы. Операторы не должны изменять, снимать или отключать любое защитное оборудование.
Световой луч/лазерный луч
Машина может быть оснащена световым или лазерным лучом, в зависимости от требований заказчика. Эти лучи образуют световую завесу, которая при попадании в нее активирует модуль безопасности. Это предотвращает движение плунжера вниз, тем самым защищая оператора от возможных травм.
Сетка безопасности
Сбоку и сзади машины установлена защитная решетка, чтобы оградить оператора от опасных зон. Эта решетка подключена к электрической системе через предохранительный выключатель. При открытии защитной решетки активируется электрическая система, приводящая машину в нерабочее состояние.
Аварийная остановка
Кнопки аварийной остановки стратегически расположены на станции управления рукояткой и станции управления подвесом. В случае ошибки в работе или любого другого несчастного случая нажатие кнопки аварийной остановки немедленно остановит все действия машины.
Гидравлическая система
Гидравлическая система является важнейшим компонентом листогибочного станка. Падение плунжера представляет значительную опасность, которая снижается благодаря наличию предохранительного подъемного клапана. Сердечники клапанов как сменного, так и предохранительного подъемного клапана контролируются. Если в сердечниках клапанов обнаруживаются какие-либо отклонения от нормы, сигнал мониторинга останавливает электрическую систему, чтобы предотвратить травмы от падения плунжера. Если сердечники клапанов не могут быть восстановлены, клапан следует немедленно проверить.
Устранение неполадок
Нормальная эксплуатация листогибочного станка безопасна при соблюдении всех правил техники безопасности. Однако в случае необычных аварий или во время технического обслуживания и ремонта необходимо предпринять следующие шаги:
Заблокируйте защитную решетку.
Нажмите кнопку аварийной остановки, расположенную внутри стоек.
Обратитесь за профессиональной помощью.
Если какая-либо часть тела зажата пуансоном или листом, выполните следующие действия:
Нажмите кнопку аварийной остановки.
Внимательно изучите ситуацию.
Перезапускайте машину только после того, как убедитесь, что это безопасно.
Переключите режим работы в положение "дюйм".
Нажмите на кнопку возврата рукоятки, чтобы втянуть плунжер и освободить зажатые детали.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Внимание всем любителям металлообработки! Вы устали гадать, какой тоннаж выбрать для вашего листогибочного пресса? Не останавливайтесь на достигнутом! В этой статье мы погрузимся в мир прессов...
Операторы листогибочных прессов играют важнейшую роль в формировании окружающего нас мира, но их работа не лишена риска. В этой статье мы рассмотрим основные советы по технике безопасности от промышленных...
Ваш листогибочный инструмент слишком быстро изнашивается? В этой статье рассматриваются основные методы ремонта, позволяющие продлить срок службы инструментов и обеспечить оптимальную производительность листогибочного...
Вы когда-нибудь задумывались о происхождении термина "листогибочный станок"? В этой увлекательной статье блога мы отправимся в увлекательное путешествие по истории, чтобы раскрыть причины возникновения...
Вы когда-нибудь задумывались, как листовой металл мастерски сгибается в замысловатые формы? В этой статье рассматриваются шесть типов процессов гибки на листогибочных прессах: гибка на фальце, обтирка, воздушная гибка, доводка, чеканка и трехточечная гибка. Вы...
В огромном мире производства одно оборудование стоит особняком: листогибочный пресс. Благодаря своей способности сгибать и придавать форму металлу с точностью и силой, он стал незаменимым...
Вы когда-нибудь задумывались, что обеспечивает бесперебойную работу листогибочного станка с ЧПУ? Ответ кроется в гидравлическом масле. Эта незаменимая жидкость обеспечивает оптимальную производительность и долговечность станка. В нашей статье...
Правильный ремонт гидравлического цилиндра листогибочного пресса имеет решающее значение для поддержания производительности и безопасности машины. Гидравлический цилиндр обычно состоит из поршня, гильзы, штока и винта.....
Вы когда-нибудь задумывались, как листогибочный станок добивается таких точных изгибов? В этой статье мы исследуем увлекательный мир осей листогибочного пресса, раскрывая секреты их роли и функций. Узнайте, как...