Руководство по выбору пуансонов и матриц для листогибочного пресса
Выбор правильного пуансона и матрицы для листогибочного пресса имеет решающее значение для достижения точных изгибов и обеспечения долговечности ваших инструментов. В данном руководстве рассматриваются основные критерии выбора верхних пуансонов и нижних матриц с учетом таких факторов, как усилие гибки, толщина материала и форма пуансона. Следуя этим рекомендациям, вы сможете избежать таких распространенных ошибок, как повреждение инструмента и неточные изгибы. Окунитесь в эту тему, чтобы узнать, как оптимизировать работу листогибочного пресса и повысить качество производства.
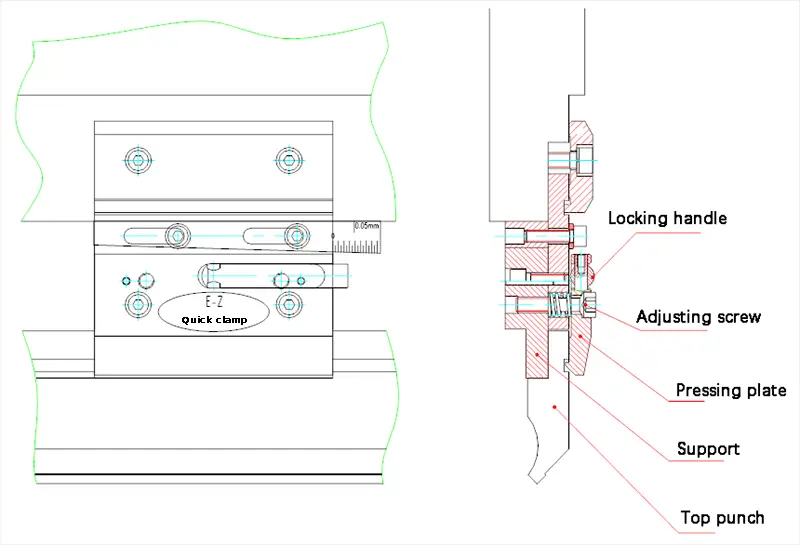
(1) Выбор верхнего пуансона должен основываться на силе изгиба, при этом нагрузка на штамп не должна превышать допустимую. Пуансон с гидравлическим приводом зажим требует специальной настройки.
Если пользователь выбирает специальные формы, следует учитывать, что нагрузка на них отличается от нагрузки на обычные формы. Необходимо сделать правильный выбор, чтобы предотвратить изгибающее усилие не превышать предельную нагрузку на пуансон, что может привести к разрушению и образованию трещин.
(2) Форма верхнего пуансона оказывает значительное влияние на возможность изгиба и формования заготовки. При программировании и выборе пуансона очень важно учитывать его форму и то, не будет ли он мешать процессу формования заготовки.
(3) Когда пресс-форма запрограммирована в библиотеке пресс-форм Система ЧПУНеобходимо точно запрограммировать габаритные размеры пресс-формы. Это гарантирует, что когда система ЧПУ автоматически рассчитает процесс гибки, она сможет точно определить, мешает ли пресс-форма заготовке.
Выбор нижнего штампа
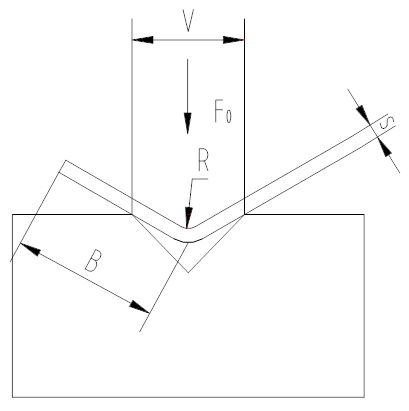
F0: требуемое усилие изгиба на метр при прочности материала на растяжение 450 Н/мм² (КН/м);
(1) Ширина V-образного нижнего штампа должна определяться в зависимости от толщины материала t по следующей формуле:
Если t < 3 мм, V = (6~8) × t
Если t ≥ 3 мм, V = (8~12) × t
Кроме того, ширина нижнего штампа V может быть определена на основе минимальной ширины изгиба b и радиуса галтели r. гибочная часть для обеспечения разумного и научного отбора штампов.
(2) Во время процесс гибкиВозникающая при этом изгибающая сила будет накапливаться на рабочем столе и воздействовать на штамп. Поэтому нагрузка, которую может выдержать штамп, не должна превышать установленного предела.
Необходимое усилие изгиба на метр (T/m) указано в таблице усилий изгиба, где предел прочности материала на растяжение принимается равным 45 кг/мм² (450 Н/мм²), а нижнее отверстие штампа и толщина листа заданы заранее.
Если материалы разные, прочность на разрыв материала составляет σ кг/мм², требуемое усилие на изгиб (T/m) на метр может быть рассчитано по следующей формуле.
F1 = F0- σ/ 450 (T/m)
Примечание: если форма используется для формовки, усилие изгиба должно быть 2 - 3 раза нормальная изгибающая сила.
Это:
FP = (2... 3) FB
(FP: усилие формования FB: усилие свободного изгиба)
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Операторы листогибочных прессов играют важнейшую роль в формировании окружающего нас мира, но их работа не лишена риска. В этой статье мы рассмотрим основные советы по технике безопасности от промышленных...
Ваш листогибочный инструмент слишком быстро изнашивается? В этой статье рассматриваются основные методы ремонта, позволяющие продлить срок службы инструментов и обеспечить оптимальную производительность листогибочного...
Вы когда-нибудь задумывались о происхождении термина "листогибочный станок"? В этой увлекательной статье блога мы отправимся в увлекательное путешествие по истории, чтобы раскрыть причины возникновения...
Вы когда-нибудь задумывались, как листовой металл мастерски сгибается в замысловатые формы? В этой статье рассматриваются шесть типов процессов гибки на листогибочных прессах: гибка на фальце, обтирка, воздушная гибка, доводка, чеканка и трехточечная гибка. Вы...
В огромном мире производства одно оборудование стоит особняком: листогибочный пресс. Благодаря своей способности сгибать и придавать форму металлу с точностью и силой, он стал незаменимым...
Вы когда-нибудь задумывались, что обеспечивает бесперебойную работу листогибочного станка с ЧПУ? Ответ кроется в гидравлическом масле. Эта незаменимая жидкость обеспечивает оптимальную производительность и долговечность станка. В нашей статье...
Правильный ремонт гидравлического цилиндра листогибочного пресса имеет решающее значение для поддержания производительности и безопасности машины. Гидравлический цилиндр обычно состоит из поршня, гильзы, штока и винта.....
Вы когда-нибудь задумывались, как листогибочный станок добивается таких точных изгибов? В этой статье мы исследуем увлекательный мир осей листогибочного пресса, раскрывая секреты их роли и функций. Узнайте, как...
Вы когда-нибудь сталкивались с проблемой установки правильной длины хода листогибочного пресса? Многие операторы делают это, часто прибегая к методу проб и ошибок. Эта статья упрощает процесс, предоставляя четкую формулу для расчета...