Вы когда-нибудь задумывались, как листогибочный пресс с точностью сгибает металлические листы? В этой статье мы рассмотрим научные основы расчета глубины проникновения пуансона в штамп. Узнайте, как влияют на процесс такие факторы, как угол гибки, толщина листа и отверстие штампа. К концу статьи вы поймете ключевые элементы, обеспечивающие точные и последовательные изгибы.
Как рассчитать глубину сгиба (или глубину проникновения пуансона в матрицу) на листогибочном прессе с заданным углом сгиба, измеренным углом, толщиной листа и отверстием матрицы?
Глубина проникновения пуансона в матрицу листогибочного пресса рассчитывается и контролируется, когда лист сгибается под определенным углом с помощью воздушной гибки на листогибочном станке.
Это необходимо для контроля величины позиционирования плунжера при движении вверх и вниз.
Верхний штамп, установленный на плунжере, согнет лист в определенное положение точно по сумме определенного заданного угла и угла отскока. Таким образом, заготовка может возврат пружины до заданного угла после возвращения плунжера.
Однако при реальном изгибе многие факторы влияют на угол изгиба листового материала. Измеренный угол первого сгиба часто не совпадает с заданным и требует коррекции. На этом этапе угловую погрешность следует преобразовать в значение коррекции глубины.
Для этого необходимо использовать формулу глубины изгиба плунжера для воздушный изгиб и формула для коррекции глубины хода плунжера в случае угловой погрешности. Эти формулы были упрощены до практической формулы, которую можно применить на производстве.
Для вашего удобства мы создали онлайн-калькулятор, который, как мы надеемся, будет вам полезен.
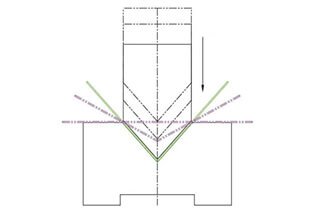
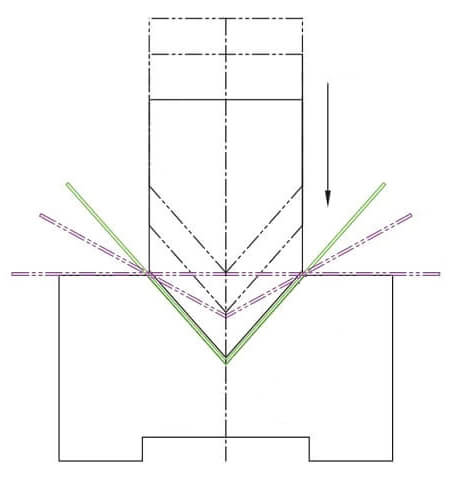
Когда угол наклона наконечника пуансона составляет 85°/88°
Когда угол наклона наконечника пуансона составляет 28°/58°
Во время воздушного изгиба нижний штамп Открытие V обычно должно быть равно 8~12-кратной толщине пластины t.
В формуле для толщины листа t, если учитывается утонение, вызванное пластической деформацией гнутого материала, t следует заменить на nt. Коэффициент утончения материала представлен n, который обычно находится в диапазоне от 0,98 до 0,99.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Внимание всем любителям металлообработки! Вы устали гадать, какой тоннаж выбрать для вашего листогибочного пресса? Не останавливайтесь на достигнутом! В этой статье мы погрузимся в мир прессов...
Операторы листогибочных прессов играют важнейшую роль в формировании окружающего нас мира, но их работа не лишена риска. В этой статье мы рассмотрим основные советы по технике безопасности от промышленных...
Ваш листогибочный инструмент слишком быстро изнашивается? В этой статье рассматриваются основные методы ремонта, позволяющие продлить срок службы инструментов и обеспечить оптимальную производительность листогибочного...
Вы когда-нибудь задумывались о происхождении термина "листогибочный станок"? В этой увлекательной статье блога мы отправимся в увлекательное путешествие по истории, чтобы раскрыть причины возникновения...
Вы когда-нибудь задумывались, как листовой металл мастерски сгибается в замысловатые формы? В этой статье рассматриваются шесть типов процессов гибки на листогибочных прессах: гибка на фальце, обтирка, воздушная гибка, доводка, чеканка и трехточечная гибка. Вы...
В огромном мире производства одно оборудование стоит особняком: листогибочный пресс. Благодаря своей способности сгибать и придавать форму металлу с точностью и силой, он стал незаменимым...
Вы когда-нибудь задумывались, что обеспечивает бесперебойную работу листогибочного станка с ЧПУ? Ответ кроется в гидравлическом масле. Эта незаменимая жидкость обеспечивает оптимальную производительность и долговечность станка. В нашей статье...
Правильный ремонт гидравлического цилиндра листогибочного пресса имеет решающее значение для поддержания производительности и безопасности машины. Гидравлический цилиндр обычно состоит из поршня, гильзы, штока и винта.....
Вы когда-нибудь задумывались, как листогибочный станок добивается таких точных изгибов? В этой статье мы исследуем увлекательный мир осей листогибочного пресса, раскрывая секреты их роли и функций. Узнайте, как...