Руководство по технике безопасности для операторов листогибочных прессов (правила)
Операторы листогибочных прессов играют важнейшую роль в формировании окружающего нас мира, но их работа не лишена риска. В этой статье мы рассмотрим основные советы по технике безопасности от экспертов отрасли, которые помогут уберечь этих квалифицированных специалистов от опасности, пока они создают компоненты, которые делают нашу жизнь лучше.
Важность безопасности оператора листогибочного пресса
Безопасность операторов листогибочных станков имеет первостепенное значение из-за их непосредственной близости к станку и прямого обращения с листовым металлом. Минимизация потенциальных травм имеет решающее значение для поддержания безопасных условий труда.
Современные листогибочные прессы оснащены передовыми системами безопасности, включая стационарные фотоэлектрические защитные устройства и системы лазерной защиты. Эти технологии предназначены для предотвращения защемления пальцев между листовым металлом и наконечником пуансона. Необходимо, чтобы эти защитные устройства всегда оставались активными во время работы.
Однако операторы должны проявлять повышенную бдительность на определенных этапах работы, когда защитные устройства не могут автоматически остановить листогибочный пресс в опасных ситуациях. Например:
Во время настройки станка необходимо заблокировать листогибочный пресс, чтобы предотвратить случайное включение верхней балки с помощью ножной педали. Верхняя балка должна оставаться в мертвом центральном положении в течение всего этого процесса.
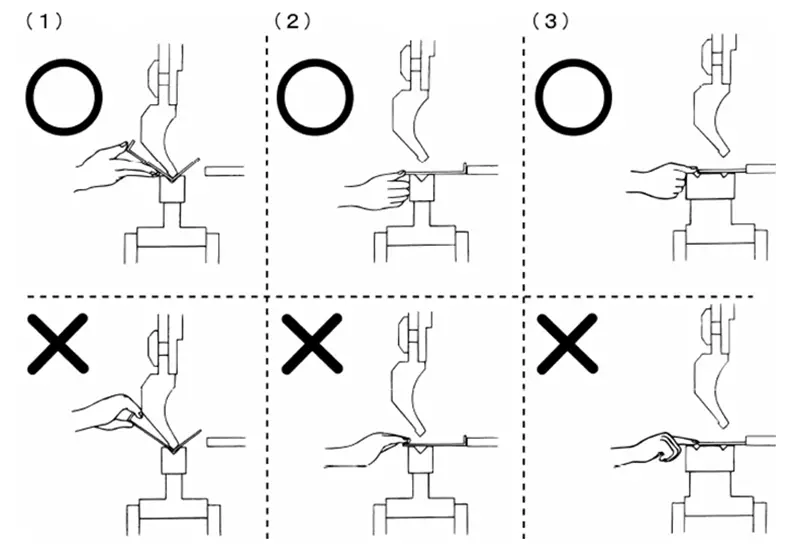
Во время работы на листогибочном прессе операторы должны соблюдать правильную технику обработки листового металла. Это включает в себя:
Правильная поддержка заготовки
Избегайте действий, которые могут помешать нормальному движению листового металла
Соблюдение правильного положения рук для предотвращения зажатия пальцев между металлическим листом и наконечником пуансона
Кроме того, операторы должны быть обучены эргономическим приемам, чтобы снизить утомляемость и поддерживать ситуационную осведомленность в течение всей смены. Регулярные аудиты безопасности и курсы повышения квалификации помогут закрепить передовой опыт и решить любые возникающие проблемы безопасности.
Сочетание передовых технологий безопасности с надлежащим обучением и бдительностью оператора позволяет значительно снизить риски, связанные с работой листогибочного пресса, обеспечивая более безопасную и продуктивную производственную среду.
Откройте выключатель питания → Удерживайте педальный переключатель, чтобы запустить насос → Включите загрузочный ключ → Сброс оси L → Сброс оси D → Ввод в эксплуатацию
Сначала установите пуансон, а затем матрицу. Чтобы выровнять их, ослабьте два винта под направляющей.
Сначала поднимите высоту пуансона, а затем медленно надавите на педаль, чтобы проверить, концентрична ли форма. Всегда проверяйте манометр, чтобы убедиться, что давление не выходит за пределы диапазона.
Подбор и размещение заготовки
Не помещайте руки между сложенной заготовкой и штампом, чтобы не прищемить пальцы. При выравнивании пресс-формы держите руки и любые части тела подальше от пространства между верхней и нижней пресс-формой.
При сгибании больших деталей следите за отскоком заготовки, так как это может привести к травме лица.
Если листогибочный пресс обслуживается двумя или более людьми, один из операторов должен контролировать переключатель педали и аккуратно управлять им.
Правила безопасности при работе с листогибочными прессами с ЧПУ
Строго соблюдайте правила техники безопасности на станках и используйте соответствующие средства индивидуальной защиты (СИЗ).
Перед началом работы проведите комплексную проверку электрических компонентов листогибочного пресса, включая двигатель, переключатели, проводку и заземление. Убедитесь, что все элементы управления и кнопки находятся в правильном положении.
Обеспечьте правильное выравнивание и надежное крепление верхних и нижних штампов. Убедитесь, что устройства позиционирования соответствуют техническим условиям изготовления.
Сбросьте программу, если верхняя плита скольжения и оси позиционирования не находятся в исходном состоянии.
Если в течение первых 1-2 минут работы или после 2-3 движений верхней скользящей пластины возникают ненормальные звуки или неисправности, немедленно остановите машину. Возобновляйте работу только после тщательного осмотра и подтверждения нормальной функциональности.
Назначьте одного оператора для управления листогибочным прессом во время работы. Установите четкие протоколы связи между оператором и обработчиками материалов, чтобы убедиться, что весь персонал находится в безопасном положении перед началом операций гибки.
Выберите соответствующий ход ползуна, верхний и нижний штампы и усилие гибки в зависимости от толщины и геометрии заготовки. Обратитесь к таблице усилий гибки, расположенной на станке, чтобы определить оптимальную ширину V-образного штампа, и убедитесь, что требуемое усилие гибки не превышает номинальную мощность листогибочного пресса.
При регулировке зазора штампа убедитесь, что ползунок находится в верхней мертвой точке. Регулируйте зазор постепенно, от больших зазоров к меньшим.
Установите начальный зазор штампа примерно на 1 мм больше толщины листа, чтобы предотвратить повреждение штампа из-за недостаточного пространства.
При работе вдвоем назначьте одного человека, ответственного за аварийную остановку и отключение питания при выходе из машины.
Избегайте неравномерной нагрузки и приложения давления в одной точке.
Прочно закрепите заготовки, чтобы избежать деформации и возможных травм при сгибании.
Держите область между верхней и нижней плашками свободной от датчиков и посторонних предметов.
Перед регулировкой штампов отключите питание и остановите листогибочный пресс.
Обеспечьте правильный выбор штампа и надежное крепление во избежание несчастных случаев при установке и эксплуатации.
При регулировке переменных отверстий штампа не допускайте контакта материала с нижним штампом.
Рассчитайте правильное давление на изгиб, уменьшив максимальное давление на 50% для эксцентрических нагрузок.
При работе с максимальным давлением на изгиб соблюдайте минимальную длину заготовки, равную 1/3 длины рабочего стола.
Запретите персоналу находиться за листогибочным прессом во время работы.
Старайтесь не прикладывать давление только к одному концу заготовки.
Если во время работы обнаружится несоосность заготовок или штампов, немедленно остановите станок и выполните необходимые регулировки. Никогда не пытайтесь выполнять ручную корректировку во время движения листогибочного пресса.
Во избежание повреждения оборудования не пытайтесь сгибать материалы, выходящие за рамки технических характеристик станка, такие как сверхтолстые листы, закаленная сталь, современные сплавы или конструкционная сталь.
Регулярно проверяйте выравнивание штампа и точность манометра.
В случае любых отклонений от нормы немедленно остановите работу, выясните причину и сообщите соответствующему персоналу для оперативного устранения неполадок.
Перед отключением питания подложите защитные деревянные блоки под цилиндры на обоих концах нижней матрицы и опустите верхний затвор на эти блоки.
По окончании работ выйдите из системы управления, отключите питание и тщательно очистите рабочую зону.
Внедрение комплексной программы обучения операторов и ведение подробных записей о техническом обслуживании для обеспечения безопасной и эффективной работы листогибочного пресса.
Процедуры безопасной эксплуатации листогибочного пресса
Строго соблюдайте правила техники безопасности на станках и используйте соответствующие средства индивидуальной защиты (СИЗ) в соответствии с требованиями.
Перед началом работы тщательно проверьте двигатель, переключатели, проводку и заземление на предмет работоспособности и надежности соединений. Убедитесь, что все компоненты управления и кнопки находятся в правильном положении.
Проверьте выравнивание и надежность установки верхнего пуансона и нижнего штампа. Убедитесь, что устройства позиционирования соответствуют спецификациям заготовки.
Если оси перемещения и позиционирования не находятся в исходном положении, выполните программу возврата в исходное положение.
После запуска дайте оборудованию поработать на холостом ходу в течение 1-2 минут, при этом плунжер должен совершить 2-3 полных хода. При появлении любых ненормальных звуков или неисправностей немедленно прекратите работу. Возобновляйте работу только после устранения всех неполадок.
Во время работы назначьте одного человека, который будет координировать действия, обеспечивая тесное сотрудничество между оператором и персоналом по обработке материалов. Убедитесь, что весь персонал находится в безопасном положении, прежде чем подавать сигнал на выполнение гибочных операций.
Отрегулируйте ход плунжера, выберите подходящие комбинации пуансонов и штампов и установите давление гибки в зависимости от толщины и геометрии листа. Выберите размер нижнего отверстия штампа и проверьте усилие гибки заготовки, ориентируясь на таблицу усилий гибки, расположенную на правой стороне станка. Никогда не превышайте номинальное усилие машины.
При регулировке зазора между пуансоном и матрицей убедитесь, что плунжер находится в верхней мертвой точке. Регулируйте зазор постепенно, от большого к малому. Первоначально установите зазор примерно на 1 мм больше толщины листа, чтобы предотвратить защемление штампа.
При выполнении гибочных работ несколькими операторами назначьте одного человека для управления ножным тормозом. Всегда отключайте питание, когда покидаете станок.
Избегайте односторонних или одноточечных погрузочных работ.
Надежно зажмите лист во время сгибания, чтобы предотвратить подъем и возможные травмы.
Держите зону между пуансоном и матрицей чистой от инструментов и мусора.
Выключите питание и остановите работу при регулировке штампов для прессования листов.
Правильно выбирайте гибочные инструменты, обеспечивая надлежащее крепление пуансона и матрицы. Соблюдайте осторожность при установке инструмента во избежание травм.
При регулировке отверстия переменных нижних штампов следите за тем, чтобы материал не соприкасался с поверхностью штампа.
Разумно выбирайте давление при изгибе. При внецентренной нагрузке поддерживайте давление ниже 50% от максимальной мощности.
При приложении максимального давления на изгиб убедитесь, что длина заготовки составляет не менее 1/3 длины станины.
Запретите персоналу находиться за машиной во время работы.
Никогда не пытайтесь сгибать заготовку с одного конца одним оператором.
Если во время работы обнаруживаются проблемы с заготовкой или инструментом, остановите станок и внесите коррективы. Во избежание травм рук никогда не пытайтесь выполнять ручные регулировки во время работы.
Во избежание повреждения оборудования не сгибайте материалы, превышающие технические характеристики станка, включая слишком толстые листы, закаленную сталь, высоколегированную сталь или квадратную заготовку.
Регулярно проверяйте выравнивание пуансонов и матриц и точность манометра.
При возникновении аномалий немедленно остановите машину, выясните причину и сообщите соответствующему персоналу для оперативного устранения неисправности.
Перед отключением питания установите деревянные бруски на нижний штамп под обоими боковыми цилиндрами и опустите плунжер на эти бруски.
По завершении работы выйдите из программы системы управления, отключите питание и тщательно очистите рабочую зону.
Завершите
При изготовлении листового металла необходимо неукоснительно соблюдать технику безопасности. Это включает в себя обязательное использование соответствующих средств индивидуальной защиты (СИЗ), с особым акцентом на перчатки, устойчивые к порезам, и защитную одежду, специально разработанную для работы с листовым металлом. Эти средства защиты имеют решающее значение для предотвращения порезов, проколов и других возможных травм, связанных с работой с острыми металлическими кромками и заусенцами.
Не менее важно правильное положение рук и тела во время манипуляций с заготовкой и ее обработки. Операторы должны сохранять эргономически правильную позу и положение рук, чтобы эффективно поддерживать и направлять листовой металл. Это не только обеспечивает точность изготовления, но и предотвращает травмы от растяжения и несчастные случаи. Важно избегать неловких или неестественных движений, которые могут нарушить контроль над материалом или помешать его движению в процессе изготовления.
Кроме того, операторы должны быть обучены правильным методам перемещения материалов, включая использование механических приспособлений, когда это необходимо, чтобы свести к минимуму риск травм опорно-двигательного аппарата и поддерживать оптимальный контроль над заготовкой на всех этапах производства. Сочетая правильное использование СИЗ с эргономичными методами работы, производители листового металла могут значительно повысить безопасность и производительность своих операций.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Внимание всем любителям металлообработки! Вы устали гадать, какой тоннаж выбрать для вашего листогибочного пресса? Не останавливайтесь на достигнутом! В этой статье мы погрузимся в мир прессов...
Ваш листогибочный инструмент слишком быстро изнашивается? В этой статье рассматриваются основные методы ремонта, позволяющие продлить срок службы инструментов и обеспечить оптимальную производительность листогибочного...
Вы когда-нибудь задумывались о происхождении термина "листогибочный станок"? В этой увлекательной статье блога мы отправимся в увлекательное путешествие по истории, чтобы раскрыть причины возникновения...
Вы когда-нибудь задумывались, как листовой металл мастерски сгибается в замысловатые формы? В этой статье рассматриваются шесть типов процессов гибки на листогибочных прессах: гибка на фальце, обтирка, воздушная гибка, доводка, чеканка и трехточечная гибка. Вы...
В огромном мире производства одно оборудование стоит особняком: листогибочный пресс. Благодаря своей способности сгибать и придавать форму металлу с точностью и силой, он стал незаменимым...
Вы когда-нибудь задумывались, что обеспечивает бесперебойную работу листогибочного станка с ЧПУ? Ответ кроется в гидравлическом масле. Эта незаменимая жидкость обеспечивает оптимальную производительность и долговечность станка. В нашей статье...
Правильный ремонт гидравлического цилиндра листогибочного пресса имеет решающее значение для поддержания производительности и безопасности машины. Гидравлический цилиндр обычно состоит из поршня, гильзы, штока и винта.....
Вы когда-нибудь задумывались, как листогибочный станок добивается таких точных изгибов? В этой статье мы исследуем увлекательный мир осей листогибочного пресса, раскрывая секреты их роли и функций. Узнайте, как...
Вы когда-нибудь сталкивались с проблемой установки правильной длины хода листогибочного пресса? Многие операторы делают это, часто прибегая к методу проб и ошибок. Эта статья упрощает процесс, предоставляя четкую формулу для расчета...