Калькулятор тоннажа листогибочного пресса (онлайн и бесплатно)
Внимание всем любителям металлообработки! Вы устали гадать, какой тоннаж выбрать для вашего листогибочного пресса? Не останавливайтесь на достигнутом! В этой статье блога мы погрузимся в мир расчета тоннажа листогибочного пресса, руководствуясь опытом опытного инженера-механика. Откройте для себя практические формулы, удобные графики и инсайдерские советы, чтобы овладеть искусством гибки листового металла с точностью и эффективностью. Приготовьтесь к тому, чтобы поднять свой уровень игры на листогибочном прессе!
Тоннаж листогибочного пресса - это усилие, необходимое для сгибания металлического листа с помощью листогибочного пресса. Измеряемое в тоннах, это усилие жизненно важно для достижения точных изгибов при изготовлении металлических изделий. Точный расчет тоннажа обеспечивает высокое качество результатов и продлевает срок службы оборудования, предотвращая такие проблемы, как повреждение инструмента и неточность гибки.
Факторы, влияющие на тоннаж
Тип материала и толщина
Для разных материалов требуется разное усилие, обусловленное их прочностью на разрыв. Например, для нержавеющей стали требуется большее усилие по сравнению с алюминием. Толщина материала также существенно влияет на требуемое усилие, поскольку более толстым материалам требуется экспоненциально большее усилие для сгибания.
Длина сгиба
Длина изгиба влияет на необходимый тоннаж. Более длинные изгибы требуют больше тоннажа из-за повышенного сопротивления по всей длине материала.
Открытие штампа
Размер отверстия штампа влияет на требуемое усилие. Маленькие отверстия штампа требуют большей мощности, так как материал должен быть втиснут в более узкое пространство, в то время как большие отверстия штампа требуют меньшего усилия.
Тип инструмента
Тип оснастки, например V-образные или смещенные инструменты, влияет на требования к тоннажу. Например, инструменты с козловым вырезом, разработанные для предотвращения интерференции заготовок, требуют осторожного обращения, чтобы избежать перегрузки по тоннажу.
Метод сгибания
Метод гибки - воздушная гибка, гибка снизу или чеканка - влияет на тоннаж. Для воздушной гибки требуется наименьший тоннаж, для нижней гибки - больший, а для чеканки - наибольший тоннаж.
Калькулятор тоннажа листогибочного пресса
Вы можете использовать следующий калькулятор тоннажа листогибочного пресса для определения необходимого усилия гибки для вашего пресса. гибка листового металла. В калькуляторе предусмотрены как метрические, так и имперские единицы измерения. Я лично рекомендую использовать приведенный ниже калькулятор тоннажа листогибочного пресса, поскольку это, вероятно, самый лучший и удобный метод расчета необходимого усилия гибки.
Рекомендуемая ширина V-образного отверстия для нижнего штампа
S
0,5-3 мм
3-8 мм
9-10 мм
>12 мм
V
6*S
8*S
10*S
12*S
Например, если листовой металл Для гибки используется низкоуглеродистая сталь толщиной 4 мм и длиной гиба 3,2 м, теоретическая ширина нижнего отверстия штампа должна быть в 8 раз больше толщины, то есть 32 мм. Введите эти цифры в калькулятор (помните, что единицы измерения - мм), и мы получим значение 106,12 Тонн.
Это означает, что для удовлетворения ваших потребностей в гибке вам потребуется минимальное усилие гибки в 106 тонн. Конечно, мы обычно умножаем конечный результат на коэффициент безопасности 1,1, и полученное значение является тоннажем листогибочного пресса, который вы можете выбрать.
Новый метод расчета тоннажа
Если отношение ширины к толщине (V/S) не равно 9, а отношение радиуса к ширине не равно 0,16, приведенный выше калькулятор будет недействителен.
На величину изгибающего усилия влияют такие факторы, как размер заготовки, механические свойства материала, расстояние между опорными точками штампа, относительный радиус изгиба, зазор между штампами, коэффициент трения между материалом и штампом, минимальное значение угол изгиба, и метод изгиба.
Поэтому точно рассчитать изгибающую силу в теории сложно.
На практике для расчета обычно используются эмпирические формулы или упрощенные теоретические формулы.
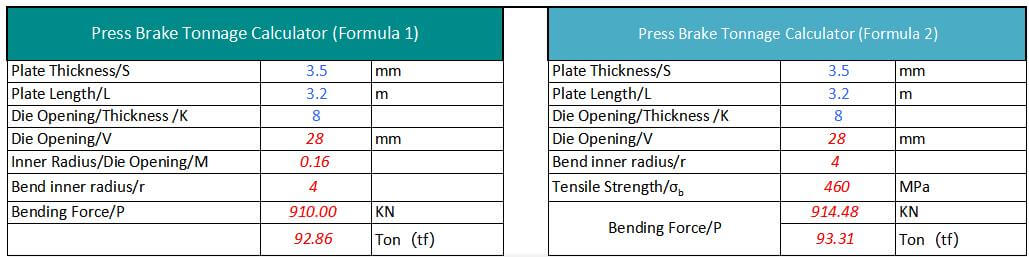
Формула расчета тоннажа листогибочного пресса
В настоящее время существует две основные формулы для расчета тоннажа листогибочного пресса.
Первая формула широко используется в Китае, а вторая - в других странах.
Однако независимо от того, какая формула используется, расчетное требуемое давление листогибочного пресса в основном одинаково. Позвольте мне представить эти две формулы по отдельности ниже.
Толщина пластины S=4 мм, ширина L=3 м, σb=450 Н/мм²
Общая ширина щели V=S*8
Поэтому P=650*4²*3/4*8=975 (КН) = 99,5 (Тонн)
Результат, полученный с помощью формулы изгибающего усилия, очень похож на данные, приведенные на графике изгибающего усилия.
Обратите внимание, что метод #1 для расчета тоннажа листогибочного пресса основан на использовании мягких материалов. стальной материал.
Если материал - нержавеющая сталь, алюминий или латунь, вы можете легко скорректировать результаты расчета, умножив их на коэффициенты, указанные в следующей таблице.
Материал
Коэффициенты
Мягкая сталь
1
Нержавеющая сталь
1.6
Алюминий
0.65
Латунь
0.5
Формула расчета тонны гибки #2
P - изгибающее усилие (KN)
S - толщина пластины (мм)
L - ширина плиты (м)
V - ширина щели в нижней части матрицы (мм)
σb - Прочность на разрыв (Мпа)
Например:
Толщина пластины S=4 мм, ширина L=3 м, σb=450 Н/мм²
Общая ширина щели V=S*8
Поэтому P=1,42*450*4²*3/48=958,5 (КН) = 96 (Тонн)
Ключ к гибочный лист металла из различных материалов необходимо определить предел прочности на растяжение конкретного материала, а затем рассчитать необходимое усилие на изгиб по приведенной выше формуле.
Приведенная ниже таблица прочности на разрыв может служить справочным материалом:
Материал
Мягкий (Н/мм²)
Жесткий (Н/мм²)
Вести
25 – 40
–
Олово
40 – 50
–
Алюминий
93
1710
Алюминиевый сплав Тип 4
230
480
Дюралюминий
260
480
Цинк
150
250
Медь
220 – 280
300 – 400
Латунь (70:30)
330
530
Латунь (60:40)
380
490
Фосфорная бронза / Бронза
400 – 500
500 – 750
Серебро никеля
350 – 450
550 – 700
Холоднокатаное железо
320 – 380
–
Сталь .1% углеродистая
320
400
Сталь .2% Carbon
400
500
Сталь .3% Carbon
450
600
Сталь .4% углеродистая
560
720
Сталь .6% углеродистая
720
900
Сталь .8% углеродистая
900
1100
Сталь 1.0% углеродистая
1000
1300
Кремниевая сталь
550
650
Нержавеющая сталь
650 – 700
–
Никель
440 – 500
570 – 630
#3 Новая формула расчета изгибающего усилия
При воздушном изгибе ширина раскрытия V нижний штамп обычно выбирается в 8-10 раз больше толщины листа, S.
Производители листогибочных прессов Часто в таблице параметров гибочного усилия указываются соответствующие значения ширины штампа, V, и внутреннего диаметра, r, изгибаемой заготовки.
Как правило,
r=(0.16~0.17)V
Однако, когда внутренний радиус не равен (0,16-0,17)V, приведенная выше формула расчета уже неприменима.
В этих случаях вы должны обратиться к новый метод расчета для определения требуемого усилия гибки или тоннажа листогибочного пресса.
Ниже приведен калькулятор:
Диаграмма тоннажа листогибочного пресса
Приведенная ниже таблица тоннажа листогибочного пресса поможет вам легко определить необходимое усилие гибки.
Инструкции по чтению таблицы тоннажа листогибочного пресса см. в разделе этот пост.
Тоннаж, указанный в таблице тоннажа листогибочного пресса, рассчитан на листовой металл с пределом прочности на разрыв σb=450 Н/мм² и длиной L=1 м.
Теперь, когда у вас есть изгиб график силыСледующий шаг - понять, как найти тоннаж листогибочного пресса в таблице.
Предполагая, что ваш металлический лист имеет толщину 4 мм, общее правило заключается в том, что V-образное отверстие нижнего штампа должно быть в 8 раз больше толщины листа.
Однако при работе с более толстыми пластинами необходимо большее V-образное отверстие.
Рекомендуемые V-образные отверстия, приведенные ниже, могут служить в качестве ориентира:
S
0,5-3 мм
3-8 мм
9-10 мм
>12 мм
V
6*S
8*S
10*S
12*S
Рассмотрим металлический лист толщиной 4 мм.
Как правило, отверстие в нижней части штампа должно быть в 8 раз больше толщины листа. Однако для более толстых листов отверстие должно быть больше.
Чтобы определить требуемый тоннаж листогибочного пресса, необходимо обратиться к таблице тоннажа листогибочного пресса.
Сначала найдите ряд со значением толщины "4", а затем определите соответствующее значение проймы "вэ", равное 32 (4 * 8).
Пересечение строки и столбца, где встречаются значения "4" и "32", указывает на тоннаж 330 KN.
Если нам нужно согнуть лист толщиной 4 мм и длиной 3 метра, то необходимый тоннаж составит 330 * 3 = 990 КН, или около 101 тонны. В этом случае мы рекомендуем выбирать листогибочный пресс с грузоподъемностью не менее 100 тонн.
Однако лучше выбрать больший тоннаж, например, 120 тонн, так как срок службы машины будет дольше, если она будет работать с полной нагрузкой в течение длительного времени.
(2) График тоннажа листогибочного пресса Amada
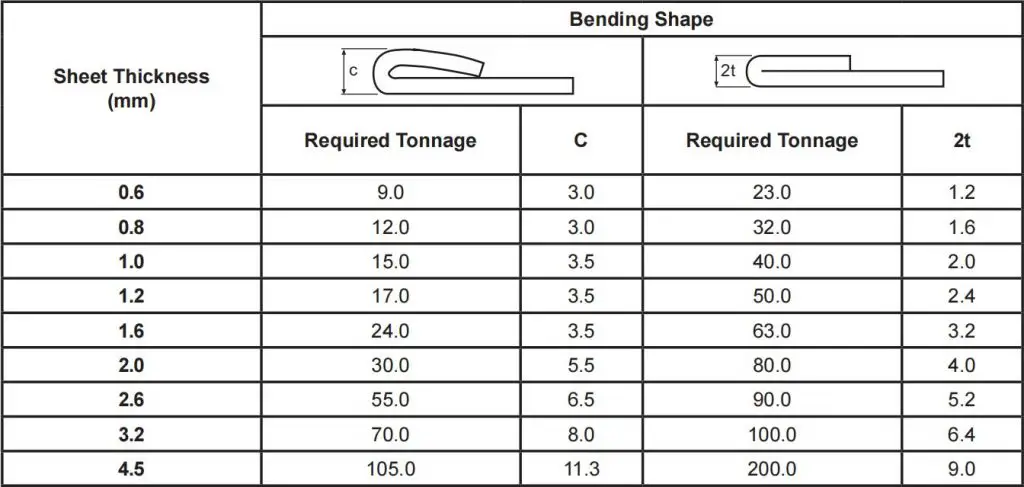
(3) Таблицы тоннажа для мягкой и нержавеющей стали
Хемминг - это тип изгиба что требует большего количества тоннажа по сравнению со стандартным воздушным гибом.
В следующих таблицах показан тоннаж, необходимый для операций подшивки и заделки швов.
(1) Таблицы тоннажа для пошива и заделки швов для низкоуглеродистой стали
Примечание: Требуемый тоннаж указан на 1 метр длины
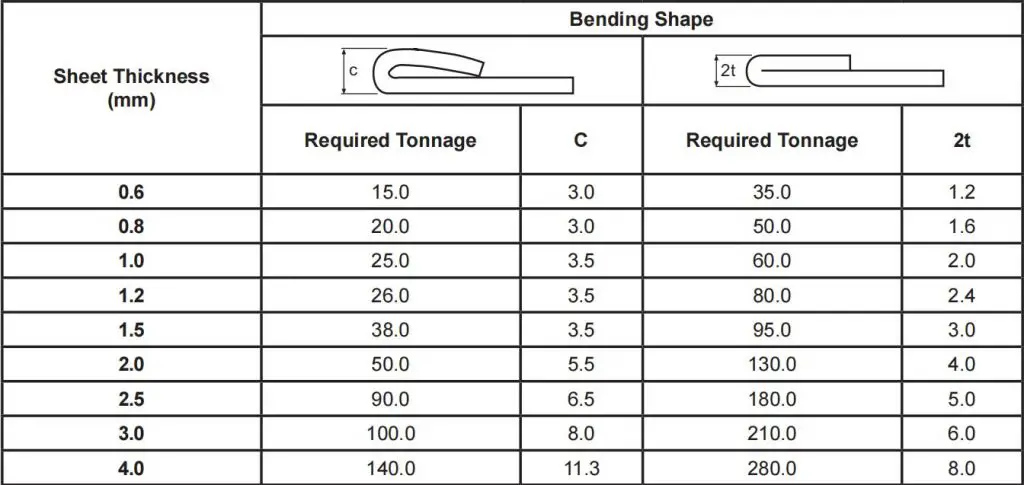
(2) Таблицы тоннажа для пошива и заделки швов из нержавеющей стали
Примечание: Требуемый тоннаж указан на 1 метр длины
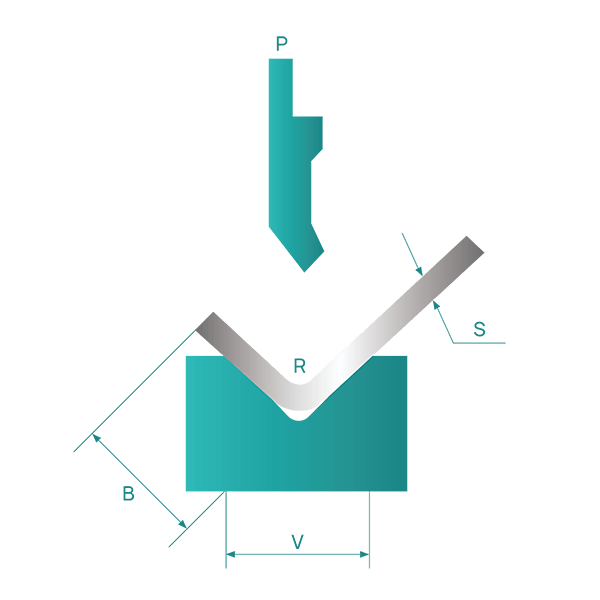
Радиус гибки листогибочного пресса
При гибке листового металла в месте сгиба требуется радиус изгиба, который не должен быть слишком большим или слишком маленьким, а должен быть подобран соответствующим образом. Если радиус изгиба слишком мал, то в месте изгиба легко могут появиться трещины, а если радиус изгиба слишком велик, то изгиб может стать рикошетом.
(1) Таблица радиуса изгиба
Оптимальный радиус изгиба (внутренний радиус изгиба) для различных материалов разной толщины приведен в таблице ниже.
Соответствие между направлением кривой изгиба и направлением волокна
вертикальный
параллельно
вертикальный
параллельно
08, 10
0.1t
0.4t
0.4t
0.8t
15, 20
0.1t
0.5t
0.5t
1.0t
25, 30
0.2t
0.6t
0.6t
1.2t
4550
0.5t
1.0t
1.0t
1.7t
65Mn
1.0t
2.0t
2.0t
3.0t
Алюминий
0.1t
0.35t
0.5t
1.0t
Медь
0.1t
0.35t
1.0t
2.0t
Мягкая латунь
0.1t
0.35t
0.35t
0.8t
Полутвердая латунь
0.1t
0.35t
0.5t
1.2t
Фосфорная бронза
/
/
1.0t
3.0t
Данные, приведенные в таблице, являются оптимальными и предназначены только для справки. На самом деле, округление гибочного ножа производителя обычно составляет 0,3, а у некоторых гибочных ножей округление составляет 0,5.
Для обычных листов из низкоуглеродистой стали, антикоррозийная алюминиевые пластиныДля латунных, медных и т.д. пластин обычно достаточно внутреннего округления в 0,2. Однако для некоторых высокоуглеродистая стальТвердый алюминий и сверхтвердый алюминий, такой тип скругления при изгибе может привести к излому или растрескиванию внешнего скругления.
(2) Формула расчета радиуса изгиба
Для гибки деталей из листового металла требуется радиус изгиба r в месте сгиба. Как правило, на чертежах деталей из листового металла четко указан радиус гибки. Окончательный размер после гибки определяется радиусом пуансона r0 и количество springback △r, т.е.,
r = r0 + △r.
В реальном производстве радиус пуансона r0 в основном составляет от 0,3 до 0,5 мм, что можно считать постоянной величиной и незначительно влияет на радиус изгиба, поэтому часто им можно пренебречь. Это означает, что радиус изгиба r тесно связан с пружинящей спинкой △r.
Однако величина пружинения зависит от давления при изгибе, которое, в свою очередь, определяется шириной паза штампа B и толщиной листа t. Увеличение ширины паза штампа B уменьшает давление при изгибе и увеличивает пружинение, а уменьшение B увеличивает давление при изгибе и уменьшает пружинение.
Поэтому при определенных условиях работы гибочного станка факторами, оказывающими наибольшее влияние на радиус гиба, являются радиус пуансона r, ширина паза штампа B и толщина листа t.
Для расчета прессового тормоза можно использовать следующую формулу радиус изгиба:
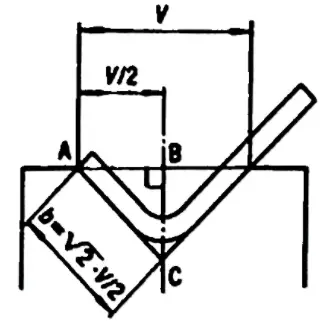
Минимальный размер внутренней кромки
Минимальная внутренняя кромка - это самая короткая сторона, которую можно согнуть без проскальзывания листа во время гибки.
На самом деле металлический лист должен лежать по обеим сторонам от конуса при достижении требуемого угла, иначе он будет проскальзывать в конус с последующими неудовлетворительными результатами.
Минимальный внутренний край можно рассчитать по следующей формуле:
Если требуемый угол равен 90°, минимальный внутренний край = V x 0,67
Эта формула выводится из геометрического расчета, поскольку минимальная внутренняя грань - это диагональ квадрата со стороной = V/2. Затем, принимая во внимание радиус, результат приближается к V x 0,67.
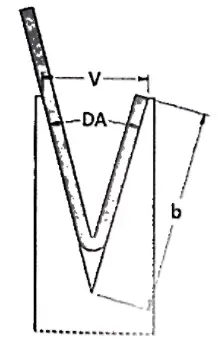
Если требуемый угол не равен 90°, минимальная внутренняя кромка также будет отличаться, так как кратчайшая сторона, которая может лежать на ригеле, зависит от угла.
На самом деле, если профиль имеет острый угол, лист металла будет проталкиваться дальше в выемку, поэтому боковая сторона должна быть длиннее.
С другой стороны, если профиль имеет тупой угол, то для его укладки на штамп требуется более короткая сторона. Поэтому для расчета минимальной внутренней кромки необходимо использовать поправочные коэффициенты.
Угол
Поправочные коэффициенты
30°
B = (V x 0,67) x 1,6
60°
B = (V x 0,67) x 1,1
90°
B = (V x0,67) x 1,0
120°
B = (V x 0,67) x 0,9
150°
B = (Vx 0,67) x 0,7
(1) Формула расчета минимального края изгиба
Формула расчета минимального края изгиба отличается для разных углов изгиба, которые приведены в таблице ниже.
165°
135°
120°
90°
60°
45°
30°
0.51×V
0.55×V
0.58×V
0.71×V
1×V
1.31×V
1.94×V
(2) Справочная таблица минимальной высоты изгиба
Г-образный изгиб
Справочная таблица для внутреннего радиуса изгиба R и минимальной высоты изгиба тонколистового холоднокатаного проката стальная пластина материалы:
Серийный номер
Толщина материала
Ширина вогнутого паза
Панч Р
Минимальная высота изгиба
1
0.5
4
0.2
3
2
0.6
4
0.2
3.2
3
0.8
5
0.8/0.2
3.7
4
1.0
6
1/0.2
4.4
5
1.2
8 (или 6)
1/0.2
5.5/4.5
6
1.5
10 (или 8)
1/0.2
6.8/5.8
7
2.0
12
1.5/0.5
8.3
8
2.5
16(14)
1.5/0.5
10.7/9.7
9
3.0
18
2/0.5
12.1
10
3.5
20
2
13.5
11
4.0
25
3
16.5
Z-изгиб
Минимальный размер изгиба L для Z-образной гибки листового металла различной толщины приведен в таблице ниже:
Минимальная высота z-образного изгиба:
Серийный номер
Толщина материала
Ширина вогнутого паза
Панч Р
Высота Z-изгиба L
1
0.5
4
0.2
8.5
2
0.6
4
0.2
8.8
3
0.8
5
0.8/0.2
9.5
4
1.0
6
1/0.2
10.4
5
1.2
8(6)
1/0.2
11.7(10.7)
6
1.5
10(8)
1/0.2
13.3(12.3)
7
2.0
12
1.5/0.5
14.3
8
2.5
16(14)
1.5/0.5
18.2(17.2)
9
3.0
18
2/0.5
20.1
10
3.5
20
2
22
11
4.0
25
3
25.5
Изгиб отскока
Схематическая диаграмма отскока при изгибе
Угол отскока при изгибе:
Δα = b - a
где: b - Фактический угол заготовки после отскока a - угол наклона штампа
Размер угла отскока:
Углы отскока для воздушной гибки под одинарным углом 90° приведены в таблице ниже.
Материал
р/т
Толщина t(mm)
<0.8
0.8~2
>2
Низкоуглеродистая сталь
<1
4°
2°
0°
Латунь, σb=350 МПа
1~5
5°
3°
1°
Алюминий, цинк
>5
6°
4°
2°
Среднеуглеродистая сталь, σb=400-500 МПа
<1
5°
2°
0°
Твердая латунь, σb=350-400 МПа
1~5
6°
3°
1°
Твердая медь, σb=350-400 МПа
>5
8°
5°
3°
Высокоуглеродистая сталь, σb>550Mpa
<1
7°
4°
2°
1~5
9°
5°
3°
>5
12°
7°
6°
Факторы, влияющие на отскок, и меры по снижению отскока.
Прочность материала: Угол отскока пропорционален пределу текучести материала и обратно пропорционален модулю упругости E. Для деталей из листового металла с высокими требованиями к точности следует выбирать сталь с низким содержанием углерода, чтобы уменьшить отскок, и избегать стали с высоким содержанием углерода, нержавеющей стали и т. д.
Относительный радиус изгиба r/t: Чем больше относительный радиус изгиба r/t, тем меньше деформация и больше угол отскока Δα. Это очень важное понятие. Сайт радиус изгиба листового металла должна быть как можно меньше, учитывая характеристики материала, что способствует повышению точности. Следует избегать проектирования больших дуг, как в примере, показанном ниже, что может вызвать трудности при производстве и контроле качества.
Дуга из листового металла слишком велика
Ключевые факторы, влияющие на расчет тоннажа
Тип и свойства материала
Тип сгибаемого материала имеет решающее значение для определения требуемой грузоподъемности. Различные материалы имеют разный предел прочности на растяжение, что напрямую влияет на усилие, необходимое для гибки. Например, предел прочности низкоуглеродистой стали составляет около 400 МПа, в то время как у нержавеющей стали он может достигать 600 МПа и более. Эта разница означает, что для сгибания нержавеющей стали требуется большее усилие по сравнению с низкоуглеродистой. Кроме того, значительную роль играет толщина материала: более толстые материалы требуют экспоненциально большего усилия для достижения желаемого изгиба. Лист нержавеющей стали толщиной 10 мм потребует значительно большего усилия, чем лист толщиной 2 мм.
Толщина материала
Толщина материала прямо пропорциональна требуемой грузоподъемности. Более толстые материалы требуют большего усилия для сгибания. Эта зависимость не линейная, а экспоненциальная: удвоение толщины материала увеличивает требуемую грузоподъемность более чем в два раза. Например, если лист толщиной 5 мм требует 50 тонн усилия, то лист толщиной 10 мм может потребовать до 100 тонн. Поэтому точное измерение и учет толщины материала очень важны при расчете тоннажа.
Размер отверстия под матрицу
Размер отверстия штампа, или V-образного штампа, является критическим фактором, определяющим требования к тоннажу. Меньшие отверстия штампа требуют большей силы, так как материал должен быть запрессован в более узкое пространство, что увеличивает сопротивление. Например, для штампа с отверстием 30 градусов требуется меньшее усилие, чем для штампа с отверстием 10 градусов при одинаковой толщине и материале. И наоборот, большие отверстия штампа требуют меньшего усилия, что облегчает процесс гибки.
Метод сгибания
Различные методы гибки требуют разного усилия. Воздушная гибка, гибка снизу и чеканка - три основных метода, используемых в листогибочных машинах. Воздушная гибка предполагает вдавливание материала в V-образный штамп, но не до конца, что требует наименьшего количества тоннажа. Этот метод допускает некоторое отклонение пружины, которое должно быть учтено в конечном угле. При донной гибке, когда материал вдавливается до самого дна штампа, требуется большее усилие из-за повышенного сопротивления материала. Чеканка, самый трудоемкий метод, предполагает полное вдавливание материала в штамп, что позволяет получить точные изгибы с минимальным отходом пружины. Уникальное воздействие каждого метода на материал определяет необходимый тоннаж.
Тип и состояние инструмента
Тип и состояние оснастки, используемой в листогибочных операциях, также влияют на расчет тоннажа. Различные типы штампов и пуансонов имеют разные требования к усилию. Например, инструменты с гуськом, предназначенные для предотвращения взаимодействия с заготовкой, требуют осторожного обращения, чтобы избежать чрезмерного тонирования, которое может привести к повреждению оборудования. Хорошо обслуживаемая оснастка обеспечивает более точную и эффективную гибку, в то время как изношенные или поврежденные инструменты могут увеличить требуемое усилие и ухудшить качество гибки.
Производительность листогибочного пресса
Очень важно учитывать мощность самого листогибочного пресса. Рассчитанный тоннаж не должен превышать номинальную мощность машины, так как перегрузка может привести к повреждению оборудования, например, к деформации станины или плунжера. Обеспечение работы листогибочного пресса в пределах его возможностей не только предотвращает повреждения, но и продлевает срок службы машины. Например, если листогибочный пресс рассчитан на 100 тонн, необходимо тщательно рассчитать требуемый тоннаж для каждого вида работ, чтобы не превысить этот предел.
Экологические факторы
Условия окружающей среды, такие как температура и влажность, могут влиять на свойства материалов и, следовательно, на требуемый тоннаж. Например, при более низких температурах материалы могут стать более хрупкими, что потребует иного обращения и регулировки усилия. Кроме того, влажность может влиять на некоторые материалы, такие как алюминий, который может впитывать влагу и менять свои характеристики. Учет этих факторов обеспечивает более точные и надежные операции гибки.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Операторы листогибочных прессов играют важнейшую роль в формировании окружающего нас мира, но их работа не лишена риска. В этой статье мы рассмотрим основные советы по технике безопасности от промышленных...
Ваш листогибочный инструмент слишком быстро изнашивается? В этой статье рассматриваются основные методы ремонта, позволяющие продлить срок службы инструментов и обеспечить оптимальную производительность листогибочного...
Вы когда-нибудь задумывались о происхождении термина "листогибочный станок"? В этой увлекательной статье блога мы отправимся в увлекательное путешествие по истории, чтобы раскрыть причины возникновения...
Вы когда-нибудь задумывались, как листовой металл мастерски сгибается в замысловатые формы? В этой статье рассматриваются шесть типов процессов гибки на листогибочных прессах: гибка на фальце, обтирка, воздушная гибка, доводка, чеканка и трехточечная гибка. Вы...
В огромном мире производства одно оборудование стоит особняком: листогибочный пресс. Благодаря своей способности сгибать и придавать форму металлу с точностью и силой, он стал незаменимым...
Вы когда-нибудь задумывались, что обеспечивает бесперебойную работу листогибочного станка с ЧПУ? Ответ кроется в гидравлическом масле. Эта незаменимая жидкость обеспечивает оптимальную производительность и долговечность станка. В нашей статье...
Правильный ремонт гидравлического цилиндра листогибочного пресса имеет решающее значение для поддержания производительности и безопасности машины. Гидравлический цилиндр обычно состоит из поршня, гильзы, штока и винта.....
Вы когда-нибудь задумывались, как листогибочный станок добивается таких точных изгибов? В этой статье мы исследуем увлекательный мир осей листогибочного пресса, раскрывая секреты их роли и функций. Узнайте, как...
Вы когда-нибудь сталкивались с проблемой установки правильной длины хода листогибочного пресса? Многие операторы делают это, часто прибегая к методу проб и ошибок. Эта статья упрощает процесс, предоставляя четкую формулу для расчета...