Вы когда-нибудь задумывались, как плоский лист металла превращается в сложную форму? Листогибочные прессы - это невоспетые герои производственного мира, которые сгибают и формируют металл с невероятной точностью. В этой статье мы погрузимся в увлекательный мир листогибочных станков, изучим их историю, типы и основные компоненты. Приготовьтесь узнать, как эти мощные станки произвели революцию в индустрии производства металла!
Листогибочный пресс - это сложный станок, используемый в основном для высокоточной гибки листового металла и листового материала. Это универсальное оборудование формирует заданные изгибы, зажимая заготовку между соответствующими пуансоном и матрицей, обеспечивая точные и повторяемые результаты изготовления для различных отраслей промышленности, включая автомобильную, аэрокосмическую и строительную.
Листогибочные прессы, работающие от гидравлических, механических или сервоэлектрических систем, прикладывают контролируемое усилие для преобразования плоских металлических листов в сложные трехмерные формы. Процесс гибки включает в себя размещение заготовки на нижнем штампе, а затем опускание верхнего пуансона для создания требуемого угла изгиба. В современных листогибочных прессах часто используется технология ЧПУ (компьютерного числового управления), позволяющая программировать последовательность гибов и повышать производительность.
Листогибочные прессы обеспечивают широкий диапазон возможностей гибки, от простых 90-градусных изгибов до сложной многоосевой штамповки. Они могут работать с различными материалами, включая низкоуглеродистую сталь, нержавеющую сталь, алюминий и даже специализированные сплавы, с толщиной от тонких листов до толстых плит. Производительность машины обычно измеряется в тоннах, что указывает на максимальное усилие, которое она может приложить во время гибки.
Листогибочный пресс и листогибочный станок - это одно и то же? Действительно, термины "листогибочный пресс" и "листогибочная машина" являются синонимами и используются в металлообрабатывающей промышленности как взаимозаменяемые. Оба обозначают одну и ту же машину, предназначенную для точной гибки и формовки металла. Эта лингвистическая эквивалентность подчеркивает фундаментальную роль оборудования в процессах изготовления листового металла.
Для тех, кто хочет получить более полное представление о листогибочных прессах, включая их историческое развитие, технологические достижения и этимологию термина, пожалуйста, обратитесь к подробной статье по ссылке ниже. Этот ресурс содержит ценные сведения об эволюции технологии листогибочных прессов и ее значительном влиянии на современную производственную практику.
Листогибочные прессы - незаменимые машины в металлообрабатывающей промышленности, позволяющие точно сгибать и формовать листовой металл для создания широкого спектра конструкций и компонентов. Эти универсальные инструменты делятся на три основные категории: механические, гидравлические и электрические листогибочные прессы. Каждый тип имеет свои преимущества и эксплуатационные характеристики, поэтому очень важно понимать их нюансы при выборе оптимального листогибочного станка для конкретных производственных задач.
Механический листогибочный пресс
Механический пресс В тормозах используется система с приводом от маховика для обеспечения гибки. Маховик, приводимый в движение электродвигателем, накапливает кинетическую энергию, которая затем передается через механизм сцепления для привода прижимного плунжера. Эта конструкция представляет собой экономичное решение для формовки металла, особенно подходящее для небольших производственных цехов или предприятий с ограниченным бюджетом.
Простота механической системы способствует снижению первоначальных затрат и уменьшению потребности в обслуживании по сравнению с гидравлическими или электрическими альтернативами. Механические листогибочные прессы отлично подходят для крупносерийного производства простых гибов, где их постоянный ход и возможность быстрой цикличности позволяют повысить производительность.
Однако фиксированный характер механической системы накладывает определенные ограничения. Точность управления положением плунжера и усилием гибки обычно ниже, чем в гидравлических или электрических системах. Это может повлиять на точность сложных изгибов или при работе с более сложными материалами, требующими точной модуляции усилия.
Преимущества:
Более низкие первоначальные и эксплуатационные расходы
Более простая эксплуатация и устранение неисправностей
Ускоренное время цикла для повторяющихся, простых изгибов
Энергоэффективность за счет маховичного накопителя энергии
Недостатки:
Ограниченная точность контроля глубины и приложения силы
Снижение гибкости при выполнении сложных или разнообразных операций гибки
Как правило, меньшая грузоподъемность по сравнению с гидравлическими системами
Повышенный уровень шума из-за механической работы
Хотя механические листогибочные прессы могут не обладать универсальностью гидравлических или электрических систем, они остаются жизнеспособным вариантом для конкретных задач. Благодаря своей экономичности и надежности при выполнении больших объемов простых гибочных работ они прочно обосновались в мастерских по изготовлению металлоконструкций.
Гидравлический листогибочный пресс
Гидравлический пресс В тормозах используется сложная гидравлическая система для приведения в действие плунжера, что позволяет значительно увеличить давление и распределение усилия в процессе гибки. Эта усиленная мощность, обычно составляющая от 20 до 2000 тонн, обеспечивает более точную гибку и превосходный контроль по сравнению с механическими аналогами. Гидравлическая система обеспечивает бесступенчатое регулирование хода, позволяя операторам добиваться сложных углов гиба с удивительной точностью, часто в пределах ±0,1 градуса.
Эти машины отличаются высокой степенью адаптивности, позволяя с легкостью работать с металлами различной толщины и составом сплавов благодаря программируемым настройкам давления. Современные гидравлические листогибочные машины часто оснащаются системами ЧПУ, позволяющими автоматически позиционировать многоосевой суппорт и контролировать угол изгиба в режиме реального времени. Такая интеграция обеспечивает исключительную повторяемость и способность выполнять сложные многоступенчатые последовательности гибки с плавным и контролируемым движением.
Хотя гидравлические листогибочные прессы обычно требуют более высоких первоначальных инвестиций, их универсальность и производительность часто оправдывают затраты в крупносерийных или критически важных областях применения. Они особенно ценятся в таких отраслях, как аэрокосмическая, автомобильная и производство на заказ, где часто встречается изменчивость материалов и сложная геометрия деталей.
Преимущества:
Превосходная точность и контроль усилия (обычно точность позиционирования составляет ±0,001″)
Возможность адаптации к широкому спектру материалов и толщин
Возможность выполнения сложных многоступенчатых операций гибки
Снижение утомляемости оператора благодаря плавному, контролируемому движению
Интеграция с передовыми системами ЧПУ и IoT для повышения производительности
Недостатки:
Более высокие первоначальные капиталовложения
Более сложное техническое обслуживание из-за компонентов гидравлической системы
Возможность немного замедлить время цикла по сравнению с некоторыми механическими прессами
Потребление энергии может быть выше, особенно при непрерывной работе
Электрический листогибочный пресс
Электрические листогибочные прессы используют передовые системы сервоэлектрических приводов для управления движением ползуна, обеспечивая высокоскоростные, точные и энергоэффективные операции гибки. В этих современных машинах используются замкнутые системы управления с шарико-винтовой или ременной передачей, обеспечивающие превосходную точность и повторяемость позиционирования по сравнению с гидравлическими или механическими альтернативами. Серводвигатели обеспечивают динамическое управление усилием на протяжении всего цикла гибки, что позволяет использовать сложные геометрические формы деталей и адаптивные стратегии гибки.
К основным преимуществам электрических листогибочных машин относятся:
Энергоэффективность: Потребляют на 50-80% меньше энергии, чем гидравлические системы, поскольку потребляют энергию только во время фактических операций гибки.
Точность: Достигайте точности позиционирования ±0,0004″ (0,01 мм) или выше, обеспечивая стабильное качество деталей.
Скорость: Быстрая скорость подачи и возврата, обычно 200-300 мм/с, что повышает производительность.
Сокращение объема технического обслуживания: Меньше движущихся частей и отсутствие гидравлического масла, что снижает затраты на обслуживание и увеличивает время безотказной работы.
Более чистая эксплуатация: Отсутствие риска утечки гидравлического масла, что делает их пригодными для использования в чистых помещениях.
Более тихая работа: Значительно более низкий уровень шума по сравнению с гидравлическими системами.
Улучшенная термическая стабильность: Меньшее выделение тепла, что обеспечивает более стабильную точность изгиба при длительных производственных циклах.
Однако электрические листогибочные прессы имеют и некоторые ограничения:
Более высокая первоначальная стоимость: Как правило, на 20-30% дороже, чем аналогичные гидравлические модели.
Ограничения по усилию: Как правило, до 300 тонн, в то время как гидравлические прессы могут превышать 1000 тонн.
Чувствительность к перепадам напряжения: Для оптимальной работы может потребоваться стабильное электропитание.
Ограниченная пригодность для работы с очень толстыми материалами: Может быть трудно работать с очень толстыми металлами, требующими длительного приложения больших усилий.
При выборе листогибочного пресса для своего цеха учитывайте такие факторы, как типичная геометрия деталей, толщина материала, объем производства и затраты на электроэнергию. Электрические листогибочные прессы отлично справляются с задачами, требующими высокой точности, частой смены инструмента и различных размеров партий. Они особенно хорошо подходят для обработки тонких и средних материалов и сложных операций формовки в таких отраслях, как аэрокосмическая промышленность, производство медицинского оборудования и прецизионного листового металла.
Для цехов, работающих преимущественно с толстостенными материалами или требующих чрезвычайно высокой грузоподъемности, гидравлические листогибочные прессы могут оставаться предпочтительным выбором. Однако постоянное совершенствование технологии электрических приводов продолжает расширять возможности и диапазон применения электрических листогибочных прессов, делая их все более универсальным и эффективным вариантом для современных операций обработки металлов давлением.
Ключевые компоненты и функции
Каркас и кровать
Рама и станина - важнейшая основа листогибочного пресса, изготовленная из высокопрочной легированной стали, чтобы выдерживать экстремальные нагрузки во время гибки. Станина, обычно изготовленная с прецизионной шлифованной поверхностью, обеспечивает устойчивую горизонтальную платформу для размещения заготовок. Станина, спроектированная с помощью анализа методом конечных элементов (FEA) для оптимального распределения напряжений, поддерживает плунжер, гидравлическую систему и вспомогательные компоненты, сохраняя при этом жесткость для обеспечения точности гибки.
Рама и смерть
Плунжер и матрица являются основными функциональными элементами листогибочного пресса. Плунжер, приводимый в действие гидравлической или сервоэлектрической системой, прилагает к заготовке точно контролируемое усилие. Современные плунжеры оснащены передовыми системами обратной связи по положению, обеспечивающими микронную точность. Штамп, сменный компонент оснастки, определяет профиль изгиба. К основным типам штампов относятся:
V-образные штампы: Универсальны для воздушной и нижней гибки, доступны под различными углами (30°, 60°, 88° и т.д.)
U-образные дины: Разработаны для U-образных изгибов с определенным внутренним радиусом
Листогибы с гусаком: Специализированы для сложной гибки фланцев и швеллеров, часто с регулируемым радиусом носовой части
Передовые материалы штампов, такие как быстрорежущая сталь (HSS) или варианты с твердосплавными наконечниками, обеспечивают увеличенный срок службы инструмента и точность в условиях крупносерийного производства.
Backgauge
Система backgauge имеет решающее значение для обеспечения точности размеров при гибочных операциях. Она состоит из пальцев, управляемых ЧПУ, которые точно позиционируют заготовку относительно линии гибки. Современные системы обратных калибров включают в себя:
Многоосевое позиционирование (X, R, Z1, Z2) для манипулирования сложными деталями
Адаптивные датчики давления для компенсации толщины материала
Интегрированные измерительные системы для проверки угла изгиба в режиме реального времени
Эти усовершенствованные функции обеспечивают стабильные результаты гибки материалов различных типов и толщины.
Контролирует
Системы управления листогибочным прессом претерпели значительные изменения: от простых ручных интерфейсов до сложных систем с ЧПУ с возможностями Industry 4.0. Современные системы управления включают в себя:
3D-симуляция виртуального изгиба для автономного программирования и обнаружения столкновений
Адаптивные алгоритмы изгиба, компенсирующие пружинистость материала
Интеграция с CAD/CAM-системами для беспрепятственного перехода от проектирования к производству
Мониторинг процесса в реальном времени и регистрация данных для обеспечения качества и прослеживаемости
Эти усовершенствованные системы управления обеспечивают точные, повторяющиеся результаты гибки, оптимизируя эффективность станка и сокращая время настройки.
Особенности безопасности
Современные листогибочные прессы оснащены комплексными системами безопасности для защиты операторов и поддержания производительности. Основные функции безопасности включают:
Лазерные системы AKAS (Active Knock-out Automated Safety), создающие динамические зоны безопасности
Чувствительные к давлению коврики безопасности, которые определяют присутствие оператора в критических зонах
Интеллектуальные световые завесы с возможностью отключения звука для обработки материалов
Резервные системы ПЛК для обеспечения отказоустойчивости
Эргономичные элементы конструкции снижают утомляемость оператора и улучшают видимость
Кроме того, многие листогибочные прессы теперь оснащены интерфейсами дополненной реальности (AR) для руководства оператором и возможностями удаленной диагностики для улучшения обслуживания и поддержки.
Эта интегрированная система передовых компонентов и интеллектуальных функций обеспечивает современным листогибочным станкам высочайшую точность гибки, эффективность работы и безопасность труда в процессах изготовления металлов.
Существует несколько типов листогибочных прессов, но наиболее распространенными являются гидравлические листогибочные прессы с нижним перемещением и листогибочные прессы с ЧПУ, в зависимости от используемого метода классификации.
Давайте узнаем об этом больше с помощью следующих методов классификации:
1. Классификация по источнику изгибающей силы
По механизму создания усилия листогибочные прессы можно разделить на четыре основных типа: Механические, пневматические, гидравлические и сервоэлектрические листогибочные прессы.
(1) Механический листогибочный пресс
В механических листогибочных прессах используется кривошипный механизм, приводимый в движение маховиком для создания вертикального движения плунжера. Эта система обеспечивает высокую скорость работы и подходит для крупносерийного производства простых деталей. Однако она имеет ограниченную гибкость в регулировке хода и контроле усилия.
(2) Пневматический листогибочный станок
Пневматические листогибочные прессы используют сжатый воздух для приведения в движение плунжера. Эти машины обычно используются в легких условиях эксплуатации, обеспечивая быстрое время цикла и чистоту работы. Хотя они обеспечивают постоянное усилие на протяжении всего хода, их способность к изгибу обычно ограничена по сравнению с другими типами.
Гидравлические листогибочные прессы используют синхронизированные гидравлические цилиндры для перемещения плунжера. Эта система обеспечивает превосходный контроль усилия, позволяя точно сгибать толстые материалы и сложные формы. Гидравлические листогибы обеспечивают гибкость в регулировке длины хода и скорости, что делает их универсальными для различных операций гибки.
(4) Сервоэлектрический листогибочный пресс
Сервоэлектрические листогибочные прессы используют серводвигатель для привода шарико-винтовой пары или ременного механизма, прилагающего усилие для вертикального перемещения плунжера. Эти машины отличаются высокой точностью, энергоэффективностью и возможностью быстрого ускорения/замедления. Они отлично подходят для задач, требующих точного контроля и повторяемости, например, для мелкосерийного производства сложных деталей.
Исторически сложилось так, что до 1950-х годов на мировом рынке доминировали механические листогибочные прессы. Однако с развитием гидравлических технологий и интеграцией компьютерного цифрового управления (ЧПУ) ситуация значительно изменилась. Сегодня гидравлические листогибочные прессы стали наиболее распространенным вариантом во всем мире, предлагая баланс универсальности, мощности и точности для широкого спектра задач по обработке металлов давлением. На рынке также все большее распространение получают сервоэлектрические модели, особенно в отраслях, требующих высокой точности и энергоэффективности.
2. Классификация по операциям
С другой точки зрения, листогибочные прессы можно разделить на три основных типа: Ручные листогибочные прессы, гидравлические листогибочные прессы и листогибочные прессы с ЧПУ.
(1) Ручной листогибочный станок
Ручные листогибочные прессы, также известные как листогибы, являются наиболее простым и традиционным типом листогибочных машин. Они требуют ручной регулировки размеров и углов гиба во время работы.
Основные компоненты ручного листогибочного станка включают в себя:
Рабочий стол: Поверхность, на которой размещается заготовка
Опорные элементы: Состоят из основания и прижимной пластины
Зажимная пластина: Используется для фиксации заготовки на месте
Управление ручным листогибочным прессом требует большего мастерства и внимания, чем другие типы. Операторы должны тщательно настроить и проверить параметры гибки перед началом серийного производства. После завершения изготовления партии для последующих серий необходимо повторно отрегулировать размеры и углы гиба.
(2) Гидравлический листогибочный пресс
Гидравлические листогибочные прессы используют гидравлические принципы для создания значительного усилия при манипулировании материалом. Эти машины обладают рядом преимуществ по сравнению с механическими листогибочными станками:
Точное управление: Усилие изгиба пропорционально перекачиваемой гидравлической жидкости, что позволяет точно регулировать давление
Универсальность: Подходит для широкого диапазона толщин и типов материалов
Постоянное усилие: Поддерживает постоянное давление на протяжении всего хода
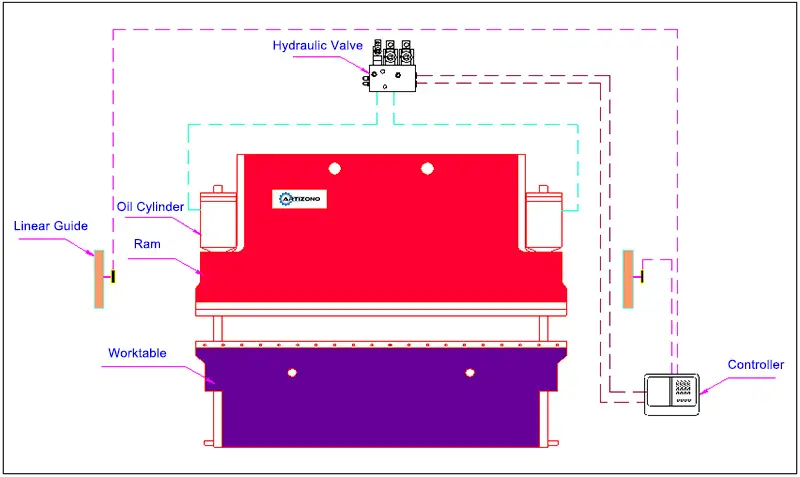
Основные компоненты гидравлического листогибочного пресса включают в себя:
Рама: Движущаяся часть, которая прикладывает усилие к заготовке
Гидравлический насос: Создает давление в гидравлической жидкости
Гидравлические цилиндры: Преобразуют давление жидкости в линейное движение
Регулирующие клапаны: Регулируют поток и давление жидкости
(3) Листогибочный пресс с ЧПУ
Листогибочные прессы с ЧПУ (Computer Numerical Control) представляют собой самую современную категорию, обеспечивая высокую точность, эффективность и автоматизацию. Основные характеристики включают:
Электрогидравлическая сервосистема: Обеспечивает точное управление и синхронизацию работы гидроцилиндров
Управление по замкнутому циклу: Используются решетчатые линейки (линейные энкодеры) для обратной связи по положению в реальном времени
Многоосевой задний калибр: Как правило, до 6 осей для позиционирования сложных деталей
Автоматическая система коронирования: Компенсирует отклонение балки, обеспечивая постоянный угол изгиба
Удобный интерфейс: Позволяет операторам легко вводить параметры изгиба
Контроллер ЧПУ: Управляет всеми функциями станка и программированием
Система определения положения: Контролирует положение плунжера и перемещение заднего калибра
Электрическая система управления: Координирует работу всех электрических компонентов
Расширенные возможности современных листогибочных станков с ЧПУ:
Системы автоматической смены инструмента: Сокращение времени на переналадку между работами
Программа для трехмерного моделирования: Позволяет программировать в автономном режиме и обнаруживать столкновения
Возможность подключения к Интернету вещей (IoT): Обеспечивает удаленный мониторинг и предиктивное обслуживание
Энергоэффективные системы: Включите режимы энергосбережения и рекуперативные приводы
Листогибочные прессы с ЧПУ значительно повышают производительность, автоматизируя процесс гибки, сокращая вмешательство оператора и поддерживая высокую точность при больших объемах производства. Интеграция передовых систем управления и высококачественных компонентов от известных производителей обеспечивает исключительную производительность и надежность при изготовлении листового металла.
3. Классификация по синхронизации
По принципу синхронизации гидравлические листогибочные прессы можно разделить на три основных типа, каждый из которых обладает определенными преимуществами в точности, контроле и эффективности:
1. Торсионный синхронный листогибочный станок
В этом типе используется система торсионной балки для поддержания синхронизации между плунжером и станиной. Торсионная балка механически соединяет обе стороны станка, обеспечивая параллельное движение и равномерное распределение изгибающего усилия. Такая конструкция особенно эффективна для длинных станков и предложений:
Высокая точность согласования угла изгиба по всей заготовке
Снижение чувствительности к неравномерному распределению нагрузки
Механическая простота, позволяющая снизить требования к техническому обслуживанию
2. Электрогидравлический синхронный листогибочный пресс Благодаря современным электронным системам управления и прецизионным гидравлическим системам этот тип обеспечивает превосходную синхронизацию и адаптивность. Ключевые особенности включают:
Контроль и регулировка положения в реальном времени с помощью линейных энкодеров или лазерных систем
Способность компенсировать отклонение и поддерживать точную параллельность плунжера
Программируемые последовательности гибки для сложных деталей
Повышенная энергоэффективность за счет оптимизации использования гидравлической мощности
3. Гибридный листогибочный пресс Сочетая в себе лучшие стороны гидравлических и электрических систем, гибридные листогибочные прессы предлагают:
Быстрые скорости приближения и отдачи, характерные для электрических машин
Высокая грузоподъемность гидравлических систем
Повышенная энергоэффективность, питание по требованию
Уменьшение объема масла, что приводит к снижению затрат на техническое обслуживание и уменьшению воздействия на окружающую среду
Тонкий контроль над усилием и скоростью изгиба на протяжении всего хода
Каждый тип системы синхронизации имеет свои достоинства, и выбор зависит от таких факторов, как требуемая точность, объем производства, соображения энергоэффективности и конкретные требования к применению. Современные системы ЧПУ еще больше расширяют возможности этих станков, обеспечивая адаптивную гибку, мониторинг процесса в реальном времени и интеграцию с технологиями Industry 4.0.
4. Классификация по движению
Гидравлические листогибочные прессы можно классифицировать в зависимости от направления движения при гибке:
1. Листогибочный пресс верхнего действия:
В этой конфигурации нижняя балка (станина) остается неподвижной, а верхняя балка (плунжер) перемещается вверх для выполнения гибки. Заготовка располагается на нижнем штампе, а верхний штамп, закрепленный на плунжере, перемещается вверх для создания изгиба. Такая конструкция имеет ряд преимуществ:
Улучшенный обзор для оператора и более легкое перемещение материала, особенно при работе с крупными деталями
Повышенная безопасность, так как движущаяся часть находится над рабочей зоной
Лучше подходит для тяжелых условий эксплуатации и машин большой мощности
2. Листогибочный пресс нисходящего действия:
Этот тип имеет неподвижную верхнюю балку, в то время как нижняя балка перемещается вверх для выполнения процесса гибки. Заготовка помещается на подвижный нижний штамп, который поднимается вверх, чтобы встретиться с неподвижным верхним штампом. Основные преимущества:
Уменьшенная общая высота машины позволяет использовать ее в помещениях с ограниченным вертикальным пространством
Потенциально более быстрое время цикла благодаря меньшей инерции движущихся компонентов
Часто более энергоэффективны, особенно при использовании более легких материалов и мелких деталей
Выбор между листогибочными прессами верхнего и нижнего действия зависит от таких факторов, как:
Доступная площадь и высота потолка
Типичный размер и вес заготовки
Необходимое усилие изгиба и точность
Эргономика и безопасность оператора
Требования к энергоэффективности
Современные конструкции гидравлических листогибочных машин могут также включать в себя гибридные системы, сочетающие в себе элементы движений как вверх, так и вниз, что позволяет оптимизировать производительность для конкретных задач.
Гидравлический листогибочный станок работает за счет синхронного движения пуансона и матрицы, установленных на верхнем и нижнем рабочих столах, соответственно, для достижения точной гибки листового металла с помощью сложной системы гидравлической передачи.
Более подробное объяснение:
Современные гидравлические листогибочные прессы объединяют в себе передовые технологии числового программного управления (ЧПУ), сервосистемы и высокоточную гидравлику для обеспечения точности и повторяемости операций гибки.
Основная функциональность станка заключается в контролируемом выдвижении и втягивании левого и правого гидравлических цилиндров. Этими движениями управляет система ЧПУ, которая регулирует действие пропорциональных клапанов для вертикального перемещения плунжера (верхней балки) с высокой точностью.
Для достижения синхронного движения плунжера в системе используется механизм управления с замкнутым циклом. Он включает в себя обратную связь в реальном времени от линейных энкодеров или шкал решетки с высоким разрешением в сочетании с точным управлением потоком через пропорциональные клапаны с сервоприводом. Система ЧПУ непрерывно регулирует гидравлический поток для поддержания параллельности и достижения требуемого угла изгиба.
Человеко-машинный интерфейс (ЧМИ) системы ЧПУ представляет собой удобный сенсорный экран для программирования, мониторинга и моделирования процесса гибки. Этот интерфейс позволяет операторам вводить сложные геометрические параметры деталей, визуализировать последовательность гибки и при необходимости вносить коррективы в режиме реального времени.
Каждый гидроцилиндр оснащен независимым контуром управления, включающим специальный сервоклапан и клапан наполнения. Такая конфигурация позволяет осуществлять микрорегулировку положения плунжера, обеспечивая оптимальное распределение давления на заготовку и компенсируя любые отклонения в конструкции станка.
Контроллер ЧПУ генерирует цифровые сигналы, которые преобразуются в аналоговые гидравлические команды с помощью сервоклапанов с высоким уровнем реагирования. Эти клапаны регулируют поток масла с исключительной точностью, позволяя точно контролировать положение плунжера, скорость и прикладываемое усилие на протяжении всего цикла гибки.
Современные листогибочные прессы также оснащены технологией адаптивной гибки. Постоянно отслеживая угол гибки в режиме реального времени с помощью датчиков или систем технического зрения, машина может автоматически регулировать положение плунжера, чтобы компенсировать отклонение материала, изменение толщины листа или изменение свойств материала.
Эта сложная система управления позволяет листогибочному прессу выполнять сложные многоугольные гибы за одну операцию, значительно повышая производительность и качество деталей. Кроме того, она позволяет интегрировать такие автоматизированные функции, как динамическое коронирование (автоматическая регулировка нижней балки для компенсации прогиба) и автоматические системы смены инструмента, что еще больше упрощает процесс гибки.
Принцип работы гидравлического листогибочного пресса
(1) Универсальность для мелкосерийного и разнообразного производства:
Листогибочный пресс обеспечивает исключительную гибкость благодаря одному комплекту пуансонов и матриц, позволяя изготавливать широкий спектр материалов и деталей. Такая универсальность делает его идеальным для мелкосерийного производства и эффективной работы с различными линейками продукции.
(2) Экономичные и долговечные гибочные штампы:
Штампы для листогибочного пресса очень экономичны: стоимость каждого комплекта обычно составляет всего несколько тысяч юаней. Простой процесс изготовления исключает необходимость в итерационных испытаниях, что снижает первоначальные затраты на оснастку. Кроме того, долговечность этих штампов, часто превышающая 10 лет, значительно снижает общую стоимость владения и замены оснастки.
(3) Возможность изготовления сложных деталей "S" и "U" формы:
В то время как при штамповке возникают трудности с U-образными деталями из-за пружинения материала и проблем с подгонкой штампов, листогибочный пресс превосходит их в этой области. Используя несколько операций гибки, он может точно формировать сложные "S" и "U" формы, преодолевая ограничения традиционных методов штамповки.
(4) Оптимально для создания прототипов новых продуктов:
Адаптивность листогибочного пресса позволяет изготавливать детали различных форм, размеров и углов с использованием одного комплекта оснастки. Эта функция неоценима для создания прототипов и мелкосерийного производства новых изделий, избавляя от необходимости использования дорогостоящей специальной оснастки на этапе разработки.
(5) Точная формовка многоугольных форм:
Современные листогибочные станки могут изготавливать сложные многогибочные детали с различной высотой кромок за счет точного управления расположением материала и углами гибки. Эта возможность позволяет создавать сложные многоугольные формы с высокой точностью и повторяемостью.
(6) Компенсация прогиба для длинных заготовок:
При гибке длинных заготовок традиционные методы часто приводят к несовпадению углов между серединой и краями из-за прогиба балки. Современные листогибочные прессы оснащены сложными системами компенсации прогиба, которые автоматически регулируют угол гиба по длине заготовки. Эта функция обеспечивает прямые, равномерные изгибы, сокращает количество ручных регулировок и значительно повышает качество и эффективность производства длинных деталей.
Недостатки листогибочного пресса
(1) Ограничения по толщине материала:
Хотя листогибочные прессы могут работать с широким диапазоном толщины материалов, необходимо учитывать практические ограничения. Как правило, материалы толщиной до 50 мм можно эффективно сгибать, но для материалов большей толщины требуется значительное усилие гибки. Большинство промышленных листогибочных машин имеют мощность от 80 до 400 т, что может оказаться недостаточным для работы с очень толстыми материалами или высокопрочными сплавами.
(2) Потенциал разрушения материала:
Процесс гибки может вызвать концентрацию напряжений на краях и углах, особенно в материалах с уже существующими заусенцами или оксидными слоями. Такая концентрация напряжений может привести к образованию трещин или изломов в процессе формовки, что может ухудшить качество продукции и увеличить количество брака. Правильная подготовка материала и выбор инструмента имеют решающее значение для снижения этого риска.
(3) Испытания на вдавливание поверхности:
Вмятины - распространенная проблема качества при работе листогибочного пресса. Выбор неподходящих гибочных штампов или использование неподходящих наборов штампов может привести к неизбежному образованию следов на поверхности. В случаях, когда чистота поверхности имеет решающее значение, может потребоваться дополнительная обработка, например шлифование. Это не только увеличивает время и стоимость производства, но и требует тщательного контроля толщины конечной детали для обеспечения точности размеров.
(4) Проскальзывание материала во время формования:
Некоторые материалы, особенно с неправильной формой или низким коэффициентом трения, могут быть склонны к проскальзыванию в процессе гибки. В то время как квадратные материалы обычно сохраняют стабильность, заготовки неправильной формы могут смещаться, что приводит к изгибам, не соответствующим спецификации. Эта проблема требует тщательного закрепления и, возможно, использования специализированной противоскользящей оснастки для обеспечения стабильных и высококачественных результатов.
Подготовка: Перед эксплуатацией листогибочного пресса проведите всестороннюю проверку перед началом работы. Убедитесь, что все системы безопасности, включая световые завесы и аварийные остановки, исправны. Убедитесь, что гидравлическая система не имеет утечек и находится под оптимальным давлением. Соберите все необходимые материалы, инструменты и средства индивидуальной защиты (СИЗ). Осмотрите станок на наличие признаков износа или повреждений, особенно на поверхностях плунжера, станины и оснастки.
Настройка: Точная настройка системы задних калибров для достижения точных мест сгиба. Выберите и установите соответствующую комбинацию верхнего пуансона и нижнего штампа в зависимости от толщины материала и требуемого радиуса изгиба. Установите длину хода плунжера и скорость в соответствии с требованиями к заготовке. Запрограммируйте систему управления ЧПУ на правильную последовательность и параметры гибки, если это необходимо.
Размещение материала: Поместите металлический лист на нижний штамп так, чтобы он был заподлицо с пальцами заднего калибра. Для больших или громоздких изделий используйте приспособления для перемещения материала, чтобы предотвратить нагрузку на оператора. Точно совместите линию сгиба с центральной линией V-образного отверстия штампа. Для сложных деталей используйте маркеры изгиба или лазерные проекционные системы, чтобы гарантировать точное позиционирование.
Сгибание: Начните цикл гибки, поддерживая контролируемое и стабильное давление. Следите за изменением угла гибки с помощью цифровых систем измерения угла или угломеров для корректировки в режиме реального времени. При воздушной гибке учитывайте пружинистость материала, слегка перегибаясь. При гибке снизу обеспечьте полный контакт между поверхностями пуансона и матрицы для достижения стабильных результатов.
Окончательная проверка: Осторожно извлеките согнутый компонент, избегая царапин и деформации поверхности. Проведите тщательную проверку качества, включая проверку угла изгиба с помощью прецизионных измерительных инструментов. Оцените деталь на предмет точности размеров, однородности изгиба по всей длине и отсутствия дефектов, таких как трещины или чрезмерное утонение по радиусу изгиба. Для критических компонентов проведите неразрушающий контроль, чтобы убедиться в целостности внутренней структуры.
Советы по безопасности
Используйте соответствующие средства индивидуальной защиты (СИЗ): Всегда используйте защитные очки с боковыми стеклами, перчатки, устойчивые к порезам, защитную обувь со стальными носками и средства защиты органов слуха. При работе с высоким уровнем шума используйте двойные средства защиты слуха (беруши и наушники).
Поддерживайте чистоту и порядок на рабочем месте: Очистите зону вокруг листогибочного пресса от мусора, пролитого масла и ненужных инструментов. Внедрите систему 5S (сортировка, порядок, блеск, стандартизация, поддержание) для обеспечения оптимальной организации и безопасности.
Никогда не обходите и не вмешивайтесь в систему безопасности: Листогибочные прессы оснащены такими важными защитными механизмами, как световые завесы, двуручное управление, педали с защитой и кнопки аварийной остановки. Регулярно проверяйте эти функции и немедленно сообщайте о любых неисправностях. Отключение устройств безопасности строго запрещено и может привести к серьезным травмам.
Будьте внимательны к местам защемления и зонам раздавливания: Определите и обозначьте все потенциально опасные зоны. Во время работы держите руки, пальцы и конечности подальше от пространства штампа, плунжера и заднего калибра. По возможности используйте механические устройства подачи или правильно сконструированные ручные инструменты для манипулирования мелкими деталями.
Реализуйте комплексную программу технического обслуживания: Проводите ежедневные визуальные осмотры и соблюдайте график профилактического обслуживания в соответствии с рекомендациями производителя. Уделяйте особое внимание гидравлическим системам, электрическим компонентам и механическим связям. Документируйте все действия по техническому обслуживанию и незамедлительно устраняйте любые нарушения.
Обеспечьте надлежащее обучение и сертификацию: К работе на листогибочном прессе допускается только обученный и уполномоченный персонал. Внедрите структурированную программу обучения, охватывающую эксплуатацию станка, процедуры безопасности и аварийные протоколы. Регулярно оценивайте компетентность оператора и проводите курсы повышения квалификации.
Используйте правильные методы перемещения материалов: Используйте механические подъемные устройства для тяжелых или неудобных деталей. При необходимости ручного перемещения используйте правильную технику подъема и групповой подъем крупных деталей. Продумайте эргономичную конструкцию рабочего места, чтобы снизить усталость и напряжение оператора.
Выполняйте процедуры блокировки/тагаута: Перед любым техническим обслуживанием или заменой штампа выполняйте надлежащие процедуры блокировки/тагаута, чтобы изолировать все источники энергии. Это касается электрической, гидравлической, пневматической и потенциальной энергии в пружинах или противовесах.
Советы по эффективной эксплуатации
Выбор материала
Выбор оптимального материала для операций листогибочного прессования имеет решающее значение для достижения желаемых результатов. Учитывайте основные свойства материала, такие как предел текучести, предел прочности на растяжение и удлинение, поскольку они напрямую влияют на формуемость и пружинистость. Оцените коэффициент K и припуск на изгиб материала, чтобы точно рассчитать отчисления на изгиб. Очень важно согласовать технические характеристики материала с тоннажем листогибочного пресса и ограничениями по оснастке. Для высокопрочных материалов, таких как современные высокопрочные стали (AHSS), убедитесь, что ваш станок способен создавать достаточное усилие без ущерба для безопасности и точности.
Правильная установка и обслуживание
Тщательное техническое обслуживание листогибочного пресса - залог стабильного и качественного гиба. Внедрите комплексный график профилактического обслуживания, включающий регулярную проверку гидравлических систем, параллельности плунжеров и состояния инструмента. Используйте прецизионные центровочные инструменты для обеспечения идеальной центровки инструмента и минимизации износа. Постоянно обновляйте программное обеспечение контроллера ЧПУ станка, чтобы использовать новейшие функции и оптимизации. При настройке выбирайте соответствующие комбинации пуансонов и матриц в зависимости от толщины материала и требуемого радиуса изгиба. Проверяйте точность заднего калибра с помощью калиброванных измерительных блоков для поддержания точности размеров на всех этапах производства.
Лучшие методы гибки
Используйте эти передовые технологии для повышения качества и эффективности работы листогибочных станков:
Понимание процесса гибки: Освойте различные методы гибки, такие как воздушная гибка, доводка, чеканка и подшивка. Используйте программное обеспечение для анализа методом конечных элементов (FEA) для моделирования сложных изгибов и прогнозирования возврата пружины, особенно для сложных материалов или жестких допусков.
Программирование последовательностей гибов: Оптимизируйте последовательности гибки с помощью современного программного обеспечения CAM, чтобы минимизировать обработку и повысить эффективность. При планировании последовательностей учитывайте такие факторы, как геометрия детали, свойства материала и ограничения по оснастке. Реализуйте стратегии вложения для гибки нескольких деталей, чтобы сократить отходы материала и время наладки.
Правильное обращение с материалом: Используйте автоматизированные системы перемещения материалов или эргономичные подъемные приспособления для обеспечения последовательного позиционирования и снижения утомляемости оператора. Применяйте точные методы позиционирования заготовок, например, с помощью программируемых упоров или систем технического зрения, чтобы гарантировать точность расположения сгибов. Для больших или громоздких деталей используйте опорные рычаги или устройства для перемещения листов, чтобы сохранить плоскостность материала и предотвратить деформацию.
Использование систем управления технологическим процессом: Интегрируйте системы измерения угла в реальном времени, например лазерные или тактильные датчики, для обеспечения обратной связи в замкнутом контуре для корректировки угла изгиба. Внедрите усовершенствованные системы управления листогибочным прессом с технологией адаптивной гибки, чтобы автоматически компенсировать колебания материала и износ инструмента. Используйте регистрацию данных и статистический контроль процесса (SPC) для отслеживания тенденций качества гибки и выявления возможностей для постоянного улучшения.
Технические характеристики листогибочного пресса
Технические характеристики листогибочного станка включают в себя важнейшие параметры производительности и размеров, которые напрямую влияют на его возможности и пригодность для выполнения конкретных задач по обработке металлов давлением. К ключевым аспектам относятся:
1. Номинальное давление: выраженное в тоннах или кН, оно указывает на максимальное усилие на изгиб, которое может оказывать машина.
2. Размеры верстака: Длина и высота рабочей поверхности, необходимые для размещения заготовок различных размеров.
3. Характеристики рамы:
Ход: Расстояние вертикального перемещения плунжера.
Максимальная высота открытия: Зазор между плунжером и станиной при полном открытии.
Регулировка хода: Диапазон точной настройки для точного контроля изгиба.
4. Конструктивные особенности:
Расстояние между колоннами: Расстояние между боковыми рамами, влияющее на пропускную способность по ширине заготовки.
Глубина горловины: горизонтальное расстояние от передней части машины до центральной линии давления.
5. Операционные параметры:
Скорость перемещения: обычно указывается в мм/с для скоростей подхода, работы и возврата.
Мощность главного двигателя: Обычно в кВт, что указывает на энергопотребление и возможности машины.
Гидравлическая система: Производительность масляного насоса и максимальное давление в системе, имеющие решающее значение для создания силы и управления.
6. Площадь основания машины: Габаритные размеры для планирования установки и распределения рабочего пространства.
7. Система управления: Тип и возможности интерфейса ЧПУ или ручного управления.
8. Совместимость оснастки: Информация о системах удержания инструмента и совместимых наборах штампов.
Важно отметить, что технические характеристики могут значительно отличаться у разных производителей и моделей. При выборе листогибочного пресса необходимо провести тщательное сравнение этих параметров, чтобы обеспечить соответствие конкретным требованиям к гибке, типам материалов и объемам производства. Кроме того, учитывайте такие факторы, как допуски на точность, энергоэффективность и доступные функции безопасности, чтобы принять обоснованное решение, которое оптимизирует ваши операции по формовке металла.
Листогибочные прессы - незаменимые инструменты в современном металлопроизводстве, нашедшие широкое применение во многих отраслях промышленности. Эти универсальные станки широко используются в энергетике, транспортных системах, автомобилестроении, общем машиностроении, металлургических процессах, судостроении, аэрокосмической технике, производстве оборонного оборудования, сельскохозяйственном машиностроении, производстве нефтяного оборудования и энергетике.
В энергетическом секторе листогибочные прессы играют важнейшую роль в формировании компонентов башен ветряных турбин, каркасов солнечных батарей и оборудования для гидроразрыва пласта. Транспортная отрасль использует листогибочные прессы для формирования деталей шасси, кузовных панелей и конструктивных элементов для поездов, автобусов и коммерческих автомобилей. Производители автомобилей используют эти машины для изготовления точных деталей кузова, усиливающих конструкций и сложных кронштейнов.
В машиностроении и металлургии листогибочные прессы используются для создания корпусов различного оборудования, конвейерных систем и тяжелых рам. В судостроении листогибочные прессы необходимы для формирования корпусных плит, переборок и палубных конструкций. В авиационной промышленности эти машины используются для формовки панелей фюзеляжа самолета, деталей крыла и сложных аэрокосмических деталей, требующих высокой точности и целостности материала.
Военное производство включает в себя изготовление компонентов бронетехники, корпусов систем вооружения и корпусов специализированного оборудования. В сельскохозяйственном машиностроении листогибочные прессы используются для формирования панелей кузова тракторов, рам орудий и компонентов комбайнов. В нефтяной промышленности эти станки используются при изготовлении резервуаров для хранения, трубопроводной арматуры и конструкций морских платформ. Электростанции используют листогибочные прессы для изготовления корпусов турбин, компонентов генераторов и кожухов распределительных устройств.
Универсальность листогибочных машин в сочетании с возможностью работы с широким спектром материалов и толщин делает их незаменимыми в этих разнообразных отраслях. Их способность производить сложные изгибы, выдерживать жесткие допуски и адаптироваться к различным масштабам производства вносит значительный вклад в повышение эффективности и качества современных промышленных производственных процессов.
Оснастка листогибочного пресса - важнейший компонент листогибочных машин, обеспечивающий точность, качество и повторяемость операций гибки листового металла. Она состоит из двух основных элементов: пуансона (верхний инструмент) и матрицы (нижний инструмент), которые работают в тандеме для придания металлическим листам или плитам требуемой формы.
Эти инструменты обычно изготавливаются из высокопрочных материалов, таких как инструментальная сталь, часто подвергаемая термообработке для достижения оптимальной твердости и износостойкости. Обычные материалы включают D2, M2 или инструментальные стали высшего класса, такие как Toolox 44, выбранные за их способность выдерживать высокое давление, сопротивляться деформации и сохранять стабильность размеров при многократном использовании.
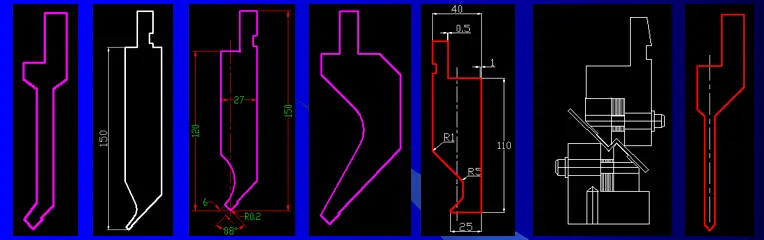
Листогибочная оснастка поставляется в широком ассортименте профилей, размеров и конфигураций для различных видов гибки, толщины материала и геометрических требований. Стандартные профили включают в себя V-образные штампы, пуансоны с гуськом, инструменты с острым углом и инструменты для подшивки, среди прочих. Геометрия штампа играет решающую роль в определении конечного угла изгиба: V-образные отверстия варьируются от 6° до 120° для удовлетворения различных потребностей в гибке.
Основные компоненты оснастки листогибочного пресса включают:
Пуансон: Верхний инструмент, который прикладывает усилие к заготовке.
Штамп: нижний инструмент, который поддерживает заготовку и определяет профиль изгиба.
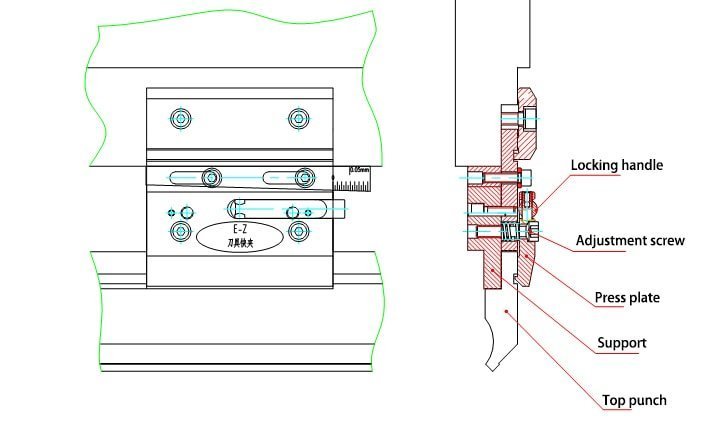
Держатели: Надежно закрепите пуансон и матрицу на листогибочном прессе.
Адаптеры: Позволяют регулировать высоту инструмента и обеспечивают совместимость между различными системами.
Защитные элементы: Например, защитные козырьки для предотвращения падения инструментов.
Современная оснастка для листогибочных прессов часто включает в себя такие передовые элементы, как прецизионные шлифованные поверхности, нитридную обработку для повышения износостойкости и профили, обработанные на станках с ЧПУ, для оптимальной производительности. В некоторых системах также используются быстросменные механизмы для сокращения времени наладки и повышения производительности.
Выбор подходящей оснастки имеет решающее значение для достижения желаемых углов изгиба, обеспечения точности деталей и эффективности работы листогибочного пресса. Такие факторы, как свойства материала, радиус изгиба, длина фланца и требуемый тоннаж, должны быть тщательно учтены при выборе оснастки для листогибочного пресса для конкретных задач.
Перфораторы
Пуансоны, также известные как верхний инструмент или матрица, крепятся к плунжеру листогибочного пресса. Эти прецизионные компоненты оказывают контролируемое усилие на заготовку, загоняя ее в матрицу для создания требуемого изгиба. Пуансоны выпускаются различных геометрических форм и размеров, отвечающих конкретным требованиям к гибке и свойствам материала. Основные типы пуансонов включают:
Прямые пуансоны: Используются для простых изгибов с большим радиусом, обеспечивая универсальность в различных областях применения.
Перфораторы с гусаком: Предназначены для изготовления изгибов под острым углом и U-образных каналов, имеют удлиненную носовую часть для улучшения доступа и уменьшения помех.
Пробойники для подшивки: Специализированные инструменты, предназначенные для создания плоских, загнутых краев путем сгибания листового металла под постоянным углом, часто используются в автомобилестроении и производстве бытовой техники.
Вращающиеся пуансоны: Регулируемые инструменты, которые можно поворачивать на разные углы, что позволяет использовать несколько профилей изгиба с помощью одного инструмента, повышая гибкость и сокращая время настройки.
Плашки
Штампы, также называемые нижним инструментом или женским штампом, располагаются на станине листогибочного пресса. Они обеспечивают точно сформированную полость или канавку, которая дополняет геометрию пуансона и вмещает материал в процессе гибки. Взаимодействие между пуансоном и матрицей имеет решающее значение для достижения точных и последовательных изгибов. К распространенным конфигурациям штампов относятся:
V-образные штампы: Наиболее универсальный вариант, подходящий для широкого спектра материалов и толщин. Выпускаются под различными углами (обычно 30°, 60° или 90°) для удовлетворения различных требований к изгибу.
U-образные штампы: Используются для формирования каналов, желобов и фланцевых форм. Радиус U-образного дна может быть изменен для достижения конкретных требований к профилю.
Офсетные штампы: Разработаны для создания сложных Z-образных или двойных изгибов за одну операцию, повышая эффективность производства многогибочных деталей.
Регулируемые V-образные плашки: Имеют подвижные боковые пластины, позволяющие изменять ширину V-образного отверстия, что обеспечивает гибкость при работе с материалами различной толщины и углами изгиба с помощью одного инструмента.
Выбор подходящих комбинаций пуансонов и штампов имеет первостепенное значение для достижения оптимальных результатов гибки. Факторы, влияющие на выбор оснастки, включают состав и свойства материала, толщину листа, желаемый радиус изгиба, требуемый угол изгиба, грузоподъемность листогибочного пресса и объем производства. Кроме того, необходимо учитывать такие факторы, как износостойкость инструмента, требования к чистоте поверхности и возможность возникновения обратного хода пружины.
Правильное управление инструментом, включая регулярный осмотр, техническое обслуживание и точное выравнивание, имеет решающее значение для обеспечения стабильного качества гибки, продления срока службы инструмента и максимизации эффективности производства. Современные системы хранения инструментов и механизмы быстрой смены могут значительно сократить время наладки и повысить общую производительность листогибочного пресса.
При рассмотрении вопроса о приобретении листогибочного пресса выбор наиболее подходящего производителя имеет решающее значение для обеспечения оптимальной производительности и надежности ваших операций по формовке металла. Приведенный ниже рейтинг производителей листогибочных прессов призван помочь вам выбрать поставщика, который будет соответствовать вашим конкретным производственным потребностям, объему производства и бюджетным ограничениям.
Amada: известна своими инновационными листогибочными станками с ЧПУ, оснащенными передовыми функциями автоматизации.
Trumpf: Предлагает высокоточные листогибочные прессы со сложной технологией гибки.
Bystronic: Известны своими энергоэффективными листогибочными станками с удобными интерфейсами.
LVD: Предлагает широкий ассортимент листогибочных машин, от моделей начального уровня до моделей высокого класса.
Ermaksan: предлагает экономичные решения без ущерба для качества.
Durma: Специализируется на производстве тяжелых листогибочных машин для сложных условий эксплуатации.
Сафан Дарли: Уделяет особое внимание эргономичному дизайну и возможности высокоскоростной гибки.
AccurPress: Известна своими надежными машинами, разработанными для североамериканских рынков.
Цинциннати: Предлагает механические и гидравлические листогибочные прессы с многолетней репутацией.
Baykal: Предлагает разнообразный ассортимент листогибочных машин, подходящих для различных отраслей промышленности.
У каждого производителя есть свои сильные стороны, будь то технологические инновации, точность, энергоэффективность или экономичность. При оценке этих вариантов учитывайте такие факторы, как:
Грузоподъемность и требования к длине спального места
Развитость и простота использования системы управления
Совместимость и наличие инструментов
Послепродажная поддержка и сеть сервисного обслуживания
Возможности интеграции с существующими системами документооборота
Общая стоимость владения, включая потребление энергии и техническое обслуживание
В ближайшем будущем мы планируем дополнить этот список подробными обзорами листогибочных станков каждого производителя. В этих обзорах будет представлен подробный анализ показателей производительности, пользовательского опыта и ценностных предложений, что поможет вам принять обоснованное решение.
Контрольный список технического обслуживания листогибочного пресса
Перед проведением технического обслуживания или очистки листогибочного станка выровняйте верхний пуансон с нижним штампом, затем отключите питание и заблокируйте станок до завершения работ.
Если для устранения неполадок или регулировки необходимо активировать машину, используйте толчковый режим и соблюдайте все правила безопасности.
Контрольный список по обслуживанию листогибочного пресса:
Гидравлическая система
Еженедельно проверяйте уровень масла в резервуарах. Доливайте указанное гидравлическое масло, если его уровень опускается ниже смотрового стекла.
Используйте только гидравлическую жидкость ISO HM46 или Mobil DTE25, или эквивалент, рекомендованный производителем.
Для новых листогибочных машин первую замену масла выполняйте после 2000 часов работы. В дальнейшем меняйте масло через каждые 4000-6000 часов или ежегодно, в зависимости от того, что наступит раньше. При каждой замене масла тщательно очищайте резервуар.
Поддерживайте температуру масла в системе в диапазоне от 35 до 60 °C, не превышая 70 °C. Более высокие температуры ускоряют разрушение масла и могут повредить гидравлические компоненты.
Следите за состоянием масла. Если масло мутное, обесцвеченное или содержит видимые твердые частицы, подумайте о его скорейшей замене.
Фильтрация
Заменяйте или тщательно очищайте фильтры при каждой замене масла.
Немедленно заменяйте фильтры при появлении соответствующих аварийных сигналов, видимых загрязнений масла или необычных перепадов давления через фильтр.
Ежеквартально очищайте воздушный фильтр резервуара. Заменяйте его ежегодно или чаще в условиях повышенной запыленности.
Гидравлические компоненты
Ежемесячно проводите внешнюю очистку гидравлических компонентов, включая коллекторы, клапаны, моторы, насосы и шланги. Используйте безворсовые салфетки и избегайте агрессивных растворителей.
Через месяц эксплуатации проверьте шланги на наличие деформации или износа в местах изгибов и соединений. При необходимости замените.
Через два месяца, когда система полностью разгерметизирована и заблокирована, систематически проверяйте и затягивайте все гидравлические соединения в соответствии со спецификациями производителя.
Регулярно проверяйте цилиндры, уплотнения и приводы на предмет утечек или необычной работы.
Профилактическое обслуживание
Ведите подробные журналы технического обслуживания, включая результаты анализа масла, замену фильтров и любые замеченные проблемы.
Ознакомьтесь с распространенными видами отказов листогибочного пресса и их симптомами, чтобы помочь в раннем обнаружении и устранении проблем.
Следуйте рекомендованным производителем графикам технического обслуживания для выполнения дополнительных задач, характерных для вашей модели листогибочного пресса.
Убедитесь, что весь обслуживающий персонал прошел надлежащее обучение по технике безопасности и процедурам обслуживания гидравлических систем.
Соблюдая этот комплексный режим технического обслуживания, операторы листогибочных прессов могут значительно продлить срок службы оборудования, свести к минимуму время простоя и поддерживать оптимальную производительность и точность операций штамповки металла.
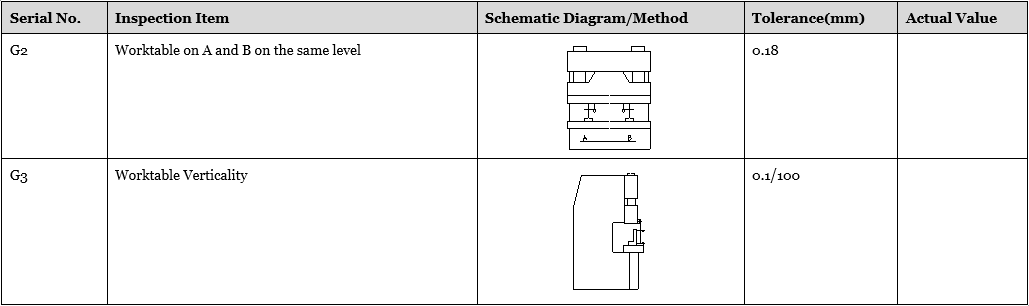
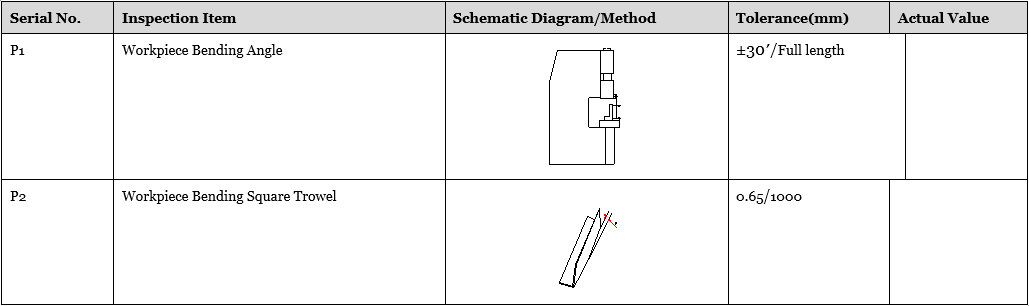
Стандартный порядок испытаний является гибким и может быть изменен по мере необходимости; он не обязательно представляет собой фактическую последовательность испытаний.
В процессе тестирования категорически запрещается регулировать какие-либо механизмы или компоненты, которые могут повлиять на точность машины.
Условия контроля точности заготовок:
Требования к заготовке:
Спецификация материала: Если заготовка изготовлена из листовой стали A3, ее прочность на разрыв (Qb) не должна превышать 450 МПа.
Размер образца: Для проверки должно быть подготовлено не менее 3 заготовок.
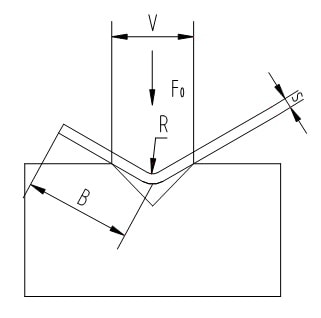
Конфигурация нижнего штампа: Ширина отверстия нижнего штампа должна быть в 8-10 раз больше толщины заготовки. Такое соотношение обеспечивает оптимальные условия гибки и сводит к минимуму риск перегиба или недогиба.
Позиционирование заготовки: Заготовка должна располагаться на рабочем столе по центру, чтобы обеспечить равномерное распределение усилия и стабильные результаты гибки.
Параметры сгибания: Угол изгиба должен быть установлен на 90°, что является стандартным углом для многих применений листового металла и позволяет проводить последовательные измерения и оценки.
Протокол измерений: Точные измерения следует проводить, начиная со 100 мм от каждого конца заготовки. Такая практика позволяет избежать краевых эффектов и дает более точное представление об общем качестве гибки.
Метод контроля и диапазон точности должны быть основаны на GBT-14349-2011-Metal Press Brake- Precision
Примечание: рабочий стол является плавающим, инспекция G2, G3 должна ссылаться на вертикальную плиту рабочего стола в качестве эталона.
Расчет тоннажа листогибочного пресса
Определение подходящего размера листогибочного пресса имеет решающее значение для эффективной и точной обработки металлов давлением. Расчет усилия формовки листогибочного пресса, или тоннажа, является важнейшим этапом в этом процессе. В этом разделе описаны методы точной оценки требуемой мощности листогибочного пресса для ваших конкретных задач гибки.
Таблица гибки на листогибочном прессе (метрическая)
Для быстрого ознакомления воспользуйтесь приведенной ниже таблицей. Эта таблица дает возможность оценить требуемую производительность листогибочного пресса на основе общих параметров:
Таблица гибки на листогибочном прессе (метрическая)
Расчет изгибающего усилия
Значения изгибающего усилия, приведенные в краткой справочной таблице, основаны на следующих стандартных условиях:
Прочность материала на разрыв: 45 кг/мм² (450 Н/мм²)
Указанное нижнее отверстие штампа
Известная толщина пластины
Для материалов с разным пределом прочности на растяжение используйте следующую формулу для расчета необходимого усилия изгиба на метр:
F1 = F0 - (σ / 450) [T/m]
Где:
F1 = требуемое усилие на изгиб для конкретного материала [тонны/метр].
F0 = усилие изгиба по диаграмме для материала 450 Н/мм² [тонн/метр].
σ = Фактическая прочность материала на растяжение [Н/мм²]
Эта формула позволяет точно рассчитать тоннаж в широком диапазоне свойств материала, обеспечивая оптимальный выбор листогибочного пресса для конкретного применения.
Дополнительные соображения:
Ширина отверстия фильеры существенно влияет на требуемый тоннаж. Более широкие отверстия обычно требуют меньшего усилия.
Толщина и свойства материала (например, предел текучести, характеристики упрочнения) играют решающую роль в требованиях к тоннажу.
Сложные геометрии изгибов или многоточечные изгибы могут потребовать дополнительных расчетов силы.
При выборе мощности листогибочного пресса всегда учитывайте запас прочности (обычно 10-20%), чтобы учесть изменения свойств материала и потенциальные будущие потребности.
Руководство по эксплуатации контроллера листогибочного пресса
Существует два популярных контроллера листогибочного пресса: один - от китайской компании Estun, которая является эксклюзивным агентом компании DELEM в Китае, а другой - от голландской компании DELEM.
Программирование и настройка листогибочного пресса
Руководства по эксплуатации и установке контроллеров листогибочных машин содержат исчерпывающие указания по программированию и настройке. Необходимо тщательно изучить эти документы, доступ к которым можно получить по указанной ссылке.
Инструкции по использованию гидравлического листогибочного пресса:
Ниже описана базовая процедура работы с гидравлическим листогибочным прессом для изготовления низкоуглеродистой стали Q235:
Питание и инициализация:
Подключите питание и активируйте клавишный переключатель на панели управления.
Убедитесь в правильности работы, прислушавшись к характерному звуку вращения масляного насоса. (Примечание: на этом этапе машина не начнет свой цикл)
Регулировка хода:
Важнейший этап предварительной гибки: Точно отрегулируйте ход.
Проведите пробный запуск, чтобы убедиться, что зазор равен толщине заготовки, когда верхний пуансон достигает дна нижней матрицы.
Внимание: Недостаточный зазор может привести к повреждению оснастки и компонентов листогибочного пресса.
Используйте электрическую быструю регулировку для грубых настроек, а ручную - для точного контроля.
Выбор штампа:
При выборе ширины V-образного штампа придерживайтесь промышленного стандарта - 8-кратной толщины листа.
Пример: Для пластины толщиной 4 мм выберите штамп с V-образным отверстием диаметром 32 мм.
При выборе штампа учитывайте свойства материала и желаемый угол изгиба.
Установка заднего калибра:
Для начального позиционирования используется электрическая быстрая регулировка.
Ручная точная настройка для точного определения размеров деталей.
Перед началом производства проверьте настройки заднего калибра с помощью пробных отводов.
Операция сгибания:
Начните сгибание, нажав на педальный переключатель.
Машина позволяет мгновенно остановиться в любой момент, отпустив педаль.
Чтобы возобновить изгиб, просто снова включите ножную педаль.
Соображения безопасности и качества:
Всегда используйте соответствующие средства индивидуальной защиты (СИЗ).
Регулярно осматривайте оснастку на предмет износа и повреждений.
Выполняйте периодические проверки калибровки для поддержания точности гибки.
Рассмотрите возможность внедрения процесса проверки критических компонентов по первому образцу.
Следуя этим рекомендациям и руководствуясь документацией производителя, операторы могут обеспечить безопасную, эффективную и точную гибку с помощью гидравлического листогибочного пресса.
Здесь мы предоставляем руководства по эксплуатации листогибочного пресса, которые помогут вам в работе с ним.
Кроме того, читая статьи в нашем категория изгибаВы сможете получить знания о различных аспектах листогибочного пресса и гибки листового металла.
Рекомендуем не торопиться и внимательно прочитать эти статьи.
Обучение работе с листогибочным прессом
Всестороннее обучение работе с листогибочным прессом и программированию необходимо для обеспечения оптимальной производительности и безопасности. Хотя руководства производителя предоставляют ценную информацию, они должны быть дополнены практическим опытом и руководством специалиста.
Обучение операторов обычно включает в себя:
Основы работы на станке: Понимание компонентов листогибочного пресса, органов управления и мер безопасности.
Принципы гибки: Освоение различных методов гибки, поведения материала и компенсации пружинящей спинки.
Выбор инструмента: Выбор подходящих пуансонов и штампов для конкретных задач.
Программирование: Обучение работе с интерфейсом ЧПУ станка для эффективного производства деталей.
Настройка и техническое обслуживание: Правильная настройка станка, выравнивание оснастки и процедуры текущего обслуживания.
Протоколы безопасности: Особое внимание уделяется использованию средств индивидуальной защиты (СИЗ) и безопасным методам работы.
Хотя руководства, доступные по указанным ссылкам, предлагают прочную теоретическую базу, их следует использовать в сочетании с практическим обучением. Многие производители и отраслевые ассоциации предлагают специализированные курсы, сочетающие обучение в классе с практической работой на станке.
Для постоянного развития навыков рассмотрите:
Онлайн-учебники и вебинары
Учебные симуляторы виртуальной реальности (VR)
Отраслевые мастер-классы и семинары
Программы ученичества
Помните, что мастерство работы с листогибочным прессом требует постоянной практики и постоянного ознакомления с последними достижениями в области технологий и методов гибки.
Для мастерских, где гибка требуется время от времени, инвестиции в промышленный листогибочный пресс могут быть экономически неоправданными. В таких случаях изготовление индивидуального листогибочного пресса DIY может стать экономически эффективным решением для простых операций гибки.
Самодельный листогибочный пресс для металла, несмотря на ограниченную мощность и точность по сравнению с промышленными моделями, может эффективно обрабатывать листовой металл легкой и средней толщины для выполнения основных задач по формовке. В таких самодельных установках обычно используются гидравлические домкраты или механические рычажные системы для создания необходимого изгибающего усилия.
При изготовлении листогибочного пресса "сделай сам" необходимо учитывать следующие моменты:
Жесткость рамы: Создайте прочную раму из сверхпрочных стальных профилей, чтобы минимизировать прогиб под нагрузкой.
Разработка оснастки: Создайте или адаптируйте простые V-образные штампы и пуансоны, подходящие для обычных профилей изгиба.
Расчет усилия: Определите необходимое усилие на изгиб, исходя из свойств материала и максимальной толщины формируемого изделия.
Защитные элементы: Для обеспечения безопасности оператора во время работы предусмотрены соответствующие ограждения и ограничители.
Механизмы выравнивания: Используйте регулируемые опоры и направляющие для поддержания точности позиционирования заготовок.
Хотя листогибочный станок "сделай сам" может стать ценным дополнением к небольшой мастерской, важно понимать его ограничения и придерживаться правил безопасной эксплуатации. Для выполнения более сложных или высокоточных задач по гибке может потребоваться профессиональное оборудование.
Здесь я собрал несколько видеороликов о создании самодельного листогибочного станка. Надеюсь, что эти уроки помогут вам сделать такой же самостоятельно.
Тенденции будущего
Интеграция автоматизации и индустрии 4.0
Листогибочную промышленность ожидает значительная трансформация благодаря повышению уровня автоматизации и интеграции Индустрии 4.0. Эта эволюция обусловлена необходимостью повышения производительности, точности и последовательности производственных процессов. Компании все чаще внедряют передовые роботизированные системы и искусственный интеллект (ИИ) в свои листогибочные прессы, что позволяет выполнять сложные задачи гибки с беспрецедентной легкостью и точностью.
Современные автоматические листогибочные прессы не только повышают эффективность, но и снижают потребность в квалифицированном персонале, поскольку могут работать под минимальным контролем человека. Интеграция передовых датчиков, алгоритмов машинного обучения и интеллектуальных систем управления обеспечивает превосходную повторяемость и качество продукции. Кроме того, внедрение технологии "цифрового двойника" позволяет осуществлять мониторинг в режиме реального времени, прогнозировать техническое обслуживание и оптимизировать работу листогибочных станков.
Экологически устойчивое производство
Будущее листогибочной промышленности неразрывно связано с разработкой и внедрением экологически устойчивых технологий, которые минимизируют воздействие на окружающую среду. Производители активизируют свои усилия по созданию экологически чистых материалов и энергоэффективного оборудования, способствуя созданию более устойчивой отрасли. Основные достижения в этой области включают:
Энергоэффективные сервоэлектрические системы: Производители листогибочных прессов переходят от традиционных гидравлических систем к сервоэлектрическим приводам, которые обеспечивают значительно меньшее энергопотребление, исключают утечку гидравлической жидкости и обеспечивают более точное управление. Такие системы способствуют более чистой, энергоэффективной работе и снижению требований к техническому обслуживанию.
Передовые материалы и легкие конструкции: Компании все чаще используют в конструкции листогибочных прессов высокопрочные и легкие материалы, такие как современные высокопрочные стали (AHSS) и композитные материалы. Это не только снижает общий вес оборудования, но и повышает энергоэффективность во время работы.
Управление ресурсами по замкнутому циклу: Производители внедряют системы замкнутого цикла для охлаждающих и смазочных жидкостей, минимизируя отходы и повышая эффективность использования ресурсов. Кроме того, все большее распространение получает использование биоразлагаемых смазочных материалов, что еще больше снижает воздействие на окружающую среду.
Интеллектуальное управление энергопотреблением: Интеграция интеллектуальных систем управления энергопотреблением позволяет оптимизировать потребление электроэнергии в зависимости от рабочей нагрузки, сокращая потери энергии в периоды простоя и максимизируя эффективность в пиковые моменты работы.
Технологии снижения шума: Достижения в области материалов, гасящих вибрацию, и усовершенствованные конструкции станков привели к созданию значительно более тихих листогибочных машин. Снижение уровня шума способствует созданию более безопасной и здоровой рабочей среды, улучшая самочувствие и производительность оператора.
Интеграция аддитивного производства
Объединение технологии листогибочного пресса с аддитивным производством становится переломным моментом. Разрабатываются гибридные системы, сочетающие традиционные возможности гибки с технологиями 3D-печати, что позволяет создавать сложные, индивидуальные детали с уникальной геометрией, которые ранее были недостижимы только с помощью традиционных методов.
Эти инновационные тенденции свидетельствуют о том, что листогибочная промышленность постоянно развивается, внедряя передовые технологии, отвечающие требованиям современного производства. В результате ожидается, что эти достижения приведут к созданию более эффективной, устойчивой и конкурентоспособной отрасли, способной решать задачи Индустрии 4.0 и других отраслей.
Какова цена листогибочного пресса?
Сколько стоит листогибочный станок? Или какова цена листогибочного станка?
Стоимость листогибочного станка в первую очередь определяется усилием гибки, рабочей длиной и сложностью системы управления. Эти ключевые факторы напрямую влияют на возможности и производительность станка, что существенно сказывается на его рыночной стоимости.
На цену влияют еще несколько важнейших факторов:
Репутация и качество бренда
Тип машины (гидравлическая, электрическая или гибридная)
Специальные технические характеристики (например, длина хода, высота открытия, глубина горловины)
Дополнительные функции (например, системы коронки, многоосевые бэкгаузы)
Комплект инструментов и совместимость
Системы безопасности и соответствие отраслевым стандартам
Рыночные условия и региональные различия
Возможности настройки и дополнительные аксессуары
Чтобы дать общее представление о диапазоне цен на листогибочные станки, мы составили справочную таблицу для листогибочных станков с ЧПУ (числовым программным управлением) и CNC (компьютерным числовым программным управлением). Важно отметить, что эти цифры являются приблизительными и могут меняться в зависимости от вышеупомянутых факторов и текущих тенденций рынка.
Таблица цен на листогибочные прессы (USD)
Модель
Листогибочный пресс с ЧПУ
Листогибочный пресс с ЧПУ
40T*2200
4800
19000
40T*2500
4850
20000
50T*2500
5200
20500
63T*2500
6300
21000
63T*3200
7300
22000
80T*2500
7900
23000
80T*3200
9200
24000
80T*4000
10500
23500
100T*2500
8800
24000
100T*3200
9900
25000
100T*4000
11500
26000
125T*2500
9500
25000
125T*3200
10800
26000
125T*4000
12500
27500
160T*2500
13000
27000
160T*3200
14500
29000
160T*4000
16000
32000
160T*5000
20500
36500
160T*6000
24000
43000
200T*3200
16000
32000
200T*4000
18500
36500
200T*5000
23000
45000
200T*6000
27000
48000
250T*3200
24000
38000
250T*4000
27000
43000
250T*5000
32000
49000
250T*6000
35000
55000
При рассмотрении вопроса об инвестициях в листогибочный пресс важно оценить не только первоначальную стоимость покупки, но и общую стоимость владения, включая техническое обслуживание, потребление энергии и потенциальное повышение производительности. Высокотехнологичные листогибочные прессы с ЧПУ, хотя и стоят изначально дороже, часто обеспечивают более высокую точность, эффективность и универсальность, что со временем может привести к лучшему возврату инвестиций при больших объемах или сложных операциях гибки.
Как выбрать листогибочный станок?
Выбор оптимального гидравлического листогибочного пресса для ваших производственных нужд - это критически важное решение, которое может существенно повлиять на эффективность производства, качество и общий производственный успех. В этом подробном руководстве вы найдете важные сведения о сложном мире листогибочных прессов и получите знания, необходимые для осознанного выбора.
Мы начинаем с определения листогибочного пресса и его фундаментальной роли в производстве листового металла. Затем в руководстве подробно рассматриваются ключевые компоненты гидравлического листогибочного пресса, включая станину, плунжер, станину, систему обратных датчиков и интерфейс управления. Понимание этих элементов имеет решающее значение для оценки возможностей и производительности машины.
Наш анализ охватывает весь спектр технологий листогибочных прессов, от традиционных ручных машин до передовых гидравлических систем и современных моделей с ЧПУ. Мы проводим подробное сравнение листогибочных машин с ЧПУ (числовым программным управлением) и CNC (компьютерным числовым программным управлением), оценивая их преимущества и недостатки с точки зрения точности, гибкости программирования, производительности и экономической эффективности.
В руководстве описаны важнейшие факторы, которые необходимо учитывать в процессе выбора, такие как:
Требования к тоннажу в зависимости от свойств материала и сложности изгиба
Длина станины и отверстие для дневного света соответствуют размерам вашей заготовки
Конфигурации осей для оптимальной точности гибки и универсальности
Совершенство системы управления в соответствии с вашими производственными потребностями
Совместимость с инструментами и системы быстрой смены для повышения эффективности
Энергоэффективность и экологические соображения
Функции безопасности и соответствие промышленным стандартам
Возможности интеграции с существующими рабочими процессами и инициативами Industry 4.0
Мы даем практические советы по оценке этих факторов в контексте конкретной производственной среды, объема производства и прогнозов будущего роста. Кроме того, мы обсуждаем важность учета совокупной стоимости владения, включая требования к техническому обслуживанию, обучение операторов и долгосрочную поддержку.
Этот всеобъемлющий ресурс незаменим для производителей, инженеров-технологов и лиц, принимающих решения, связанные с приобретением листогибочной техники. Подробно рассматривая технические аспекты, эксплуатационные соображения и стратегические последствия выбора листогибочного пресса, это руководство поможет вам сделать обоснованные инвестиции, которые соответствуют вашим производственным целям и повышают вашу конкурентоспособность в отрасли обработки металлов давлением.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Внимание всем любителям металлообработки! Вы устали гадать, какой тоннаж выбрать для вашего листогибочного пресса? Не останавливайтесь на достигнутом! В этой статье мы погрузимся в мир прессов...
Операторы листогибочных прессов играют важнейшую роль в формировании окружающего нас мира, но их работа не лишена риска. В этой статье мы рассмотрим основные советы по технике безопасности от промышленных...
Ваш листогибочный инструмент слишком быстро изнашивается? В этой статье рассматриваются основные методы ремонта, позволяющие продлить срок службы инструментов и обеспечить оптимальную производительность листогибочного...
Вы когда-нибудь задумывались о происхождении термина "листогибочный станок"? В этой увлекательной статье блога мы отправимся в увлекательное путешествие по истории, чтобы раскрыть причины возникновения...
Вы когда-нибудь задумывались, как листовой металл мастерски сгибается в замысловатые формы? В этой статье рассматриваются шесть типов процессов гибки на листогибочных прессах: гибка на фальце, обтирка, воздушная гибка, доводка, чеканка и трехточечная гибка. Вы...
В огромном мире производства одно оборудование стоит особняком: листогибочный пресс. Благодаря своей способности сгибать и придавать форму металлу с точностью и силой, он стал незаменимым...
Вы когда-нибудь задумывались, что обеспечивает бесперебойную работу листогибочного станка с ЧПУ? Ответ кроется в гидравлическом масле. Эта незаменимая жидкость обеспечивает оптимальную производительность и долговечность станка. В нашей статье...
Правильный ремонт гидравлического цилиндра листогибочного пресса имеет решающее значение для поддержания производительности и безопасности машины. Гидравлический цилиндр обычно состоит из поршня, гильзы, штока и винта.....
Вы когда-нибудь задумывались, как листогибочный станок добивается таких точных изгибов? В этой статье мы исследуем увлекательный мир осей листогибочного пресса, раскрывая секреты их роли и функций. Узнайте, как...