Вы когда-нибудь задумывались, что скрепляет мировые механизмы? Болты - это невоспетые чемпионы машиностроения. В этой статье вы узнаете об увлекательном мире болтов, от их типов и спецификаций до принципов их соединения. Приготовьтесь узнать, как эти крошечные компоненты играют решающую роль в сохранении целостности всего - от мостов до велосипедов!
Болт - это важнейший механический крепеж, состоящий из двух основных компонентов: головки и резьбового вала (цилиндрического тела с внешними спиральными гребнями). Этот универсальный крепежный элемент предназначен для надежного соединения двух или более деталей, часто в сочетании с гайкой.
Классификация болтов:
Форма головы:
Шестигранная головка: наиболее распространена, обеспечивает надежный захват гаечных ключей.
Круглая головка: гладкий, низкопрофильный вид
Квадратная головка: Обеспечивает высокий крутящий момент, часто используется в тяжелом оборудовании
Потайная головка: позволяет устанавливать заподлицо с поверхностью
Кнопочная головка: Низкопрофильная закругленная вершина для эстетики и безопасности
Фланцевая головка: встроенная шайба для распределения нагрузки
Длина резьбы:
Полная резьба: Резьба проходит вдоль всего вала, обеспечивая максимальное зацепление
Частичная резьба: Резьба охватывает только часть вала, обеспечивая точное натяжение и повышенную прочность на сдвиг в нерезьбовой части
Профиль резьбы:
Треугольные (V-образная резьба): Наиболее распространены, отличаются высокой прочностью и простотой изготовления
Трапециевидные: Обеспечивает высокую несущую способность, часто используется в ведущих винтах
Батресс: Предназначены для высоких однонаправленных нагрузок, часто встречаются в винтах с домкратом
Закругленные: Обеспечивает снижение концентрации напряжения, используется в высокоусталостных приложениях
Трубная резьба: Коническая для уплотнения в жидкостных системах
Направление нитей:
Правая рука: Стандартная конфигурация, затяжка по часовой стрелке
Левосторонний: Специальные применения, затягивание против часовой стрелки для предотвращения ослабления в некоторых вращающихся узлах
Дополнительные классификации:
Материал: Сталь, нержавеющая сталь, латунь, титан и т.д.
Отделка: Обычная, оцинкованная, горячеоцинкованная, хромированная и т.д.
Класс/класс прочности: Указывает на прочность на разрыв и свойства материала
Тип привода: Шлицевой, крестообразный, шестигранный, Torx и др.
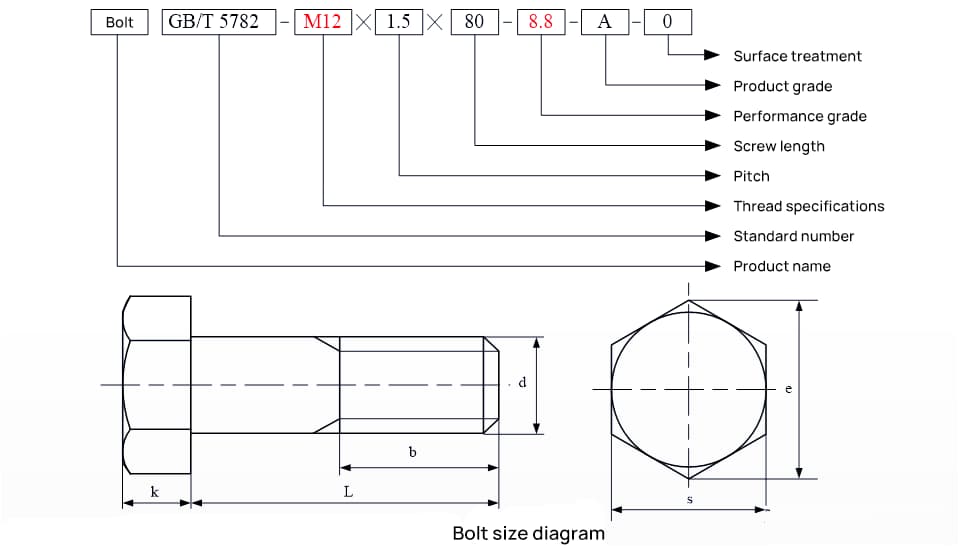
Технические характеристики болтов: (GB/T1237)
Характеристики резьбы болтов определяют характеристики используемого ключа (GB/T4388)
Диаметр резьбы д/мм
Противоположное измерение с/мм
Размер ключа с/мм
Диаметр резьбы д/мм
Противоположное измерение с/мм
Размер ключа с/мм
M5
8
8
M18
27
27
M6
10
10
M20
30
30
M8
13
13/14
M22
32
32
M10
17
16/17
M24
36
36
M12
19
18/19
M27
41
41
M14
22
22
M30
46
46
M16
24
24
M36
55
55
Эксплуатационные марки болтов (GB/T3098.1-2010)
Обозначение класса исполнения болта нанесено на его головку, обычно в виде двух чисел X.Y, которые содержат важнейшую информацию о механических свойствах болта.
X * 100 означает номинальную прочность на растяжение материала болта в МПа.
X * 100 * (Y/10) представляет собой предел текучести болта в МПа.
Стандарт включает более 10 классов прочности, таких как 3,6, 4,6, 4,8, 5,6, 6,8, 8,8, 9,8, 10,9 и 12,9. Каждый класс соответствует определенным прочностным характеристикам и областям применения.
Высокопрочные болты, определяемые как болты с классом эффективности 8,8 или выше, изготавливаются из низкоуглеродистой легированной или среднеуглеродистой стали. Эти болты подвергаются термообработке, включая закалку и отпуск, для достижения превосходных механических свойств.
Обычные болты, также называемые обычными, делятся на два основных типа:
Рафинированные болты (сорта A и B): Как правило, имеют эксплуатационные характеристики 5,6 или 8,8, обеспечивая улучшенную консистенцию и отделку.
Черновые болты (класс C): Как правило, имеют рабочие характеристики 4,6 или 4,8, подходят для менее ответственных применений.
Выбор марки болта зависит от таких факторов, как требования к нагрузке, условия окружающей среды и факторы безопасности в конкретной области применения.
2. Принципы болтового соединения
Болтовые соединения - это основной метод соединения деталей в машиностроении и производстве. В этом типе крепления используются болты и гайки для надежного соединения двух или более деталей, имеющих совмещенные сквозные отверстия. Одним из ключевых преимуществ болтовых соединений является возможность их демонтажа, что делает их идеальными для применения в условиях, требующих периодического обслуживания или замены деталей.
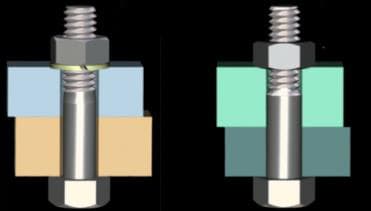
Классификация болтовых соединений в основном основана на посадке между болтом и сквозным отверстием:
Общее болтовое соединение: Этот тип имеет зазорную посадку между валом болта и отверстием после монтажа. К его преимуществам относятся:
Простая структура, облегчающая сборку и разборку
Способность выдерживать множество циклов сборки и разборки без значительного износа
Широкое применение в различных отраслях промышленности и сферах применения
Допуск к незначительным смещениям между компонентами
Экономичное решение для многих требований к соединению
Болтовое соединение с интерференционной посадкой (плотный допуск): Также известный как болтовое соединение с шарнирным отверстием, этот тип характеризуется нулевым или отрицательным зазором между болтом и отверстием после сборки. Ключевые особенности включают:
Превосходная устойчивость к боковым нагрузкам, что делает его идеальным для применения в условиях значительных сдвиговых усилий
Отличные возможности позиционирования, обеспечивающие точное выравнивание компонентов
Повышенная виброустойчивость по сравнению с обычными болтовыми соединениями
Повышенная несущая способность в радиальном направлении
Снижение риска ослабления болтов при динамических нагрузках
Выбор между этими двумя типами зависит от таких факторов, как условия нагрузки, требуемая точность, частота сборки/разборки и стоимость. Инженеры должны тщательно оценить эти факторы, чтобы выбрать наиболее подходящий тип болтового соединения для конкретного применения.
Принцип работы болтового соединения
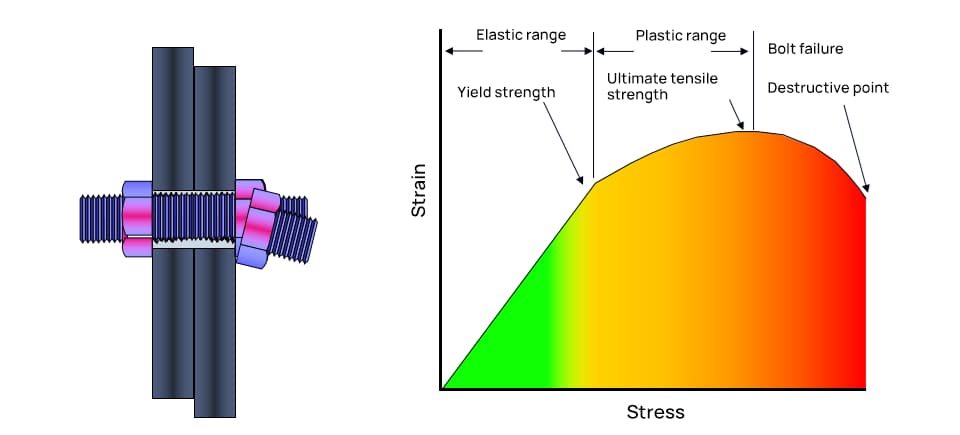
Болтовые соединения основаны на фундаментальных принципах механики, в частности на законе Гука и трении. Эффективность таких соединений обусловлена точным взаимодействием между болтом, гайкой и соединяемыми материалами.
Закон Гука: Этот принцип лежит в основе поведения болтов под нагрузкой. Он гласит, что в пределах упругости материала напряжение прямо пропорционально деформации. В болтовых соединениях это означает:
σ = E * ε
Где: σ = напряжение E = модуль Юнга (постоянная для конкретного материала) ε = деформация (деформация на единицу длины)
Для болтов это соотношение определяет их упругую деформацию при растяжении, что позволяет им выступать в качестве пружинных элементов в соединении. При затягивании болт слегка удлиняется, создавая силу зажима, которая удерживает соединенные детали вместе.
Предварительная нагрузка и зажимное усилие: Когда болт затягивается, он создает предварительный натяг (начальное растягивающее усилие) в своем валу. Эта предварительная нагрузка создает равное и противоположное усилие зажима между соединяемыми деталями. Величина этого усилия имеет решающее значение для целостности соединения и обычно составляет 75-90% от прочности болта, чтобы обеспечить оптимальную работу без необратимых деформаций.
Трение: Два типа трения играют решающую роль в болтовых соединениях:
Трение в резьбе: Между резьбой болта и гайки
Трение по поверхности подшипника: Под головкой болта и торцом гайки
Эти силы трения помогают поддерживать предварительный натяг и предотвращают саморазвинчивание при динамических нагрузках.
Распределение нагрузки: В правильно спроектированном болтовом соединении внешние нагрузки воспринимаются в основном за счет трения между зажатыми деталями, а не за счет сдвига на стержне болта. Такой принцип распределения нагрузки повышает прочность и усталостную прочность соединения.
Упругое взаимодействие: Болт и зажатые детали образуют упругую систему. При внешних растягивающих нагрузках болт удлиняется, а зажатые части слегка сжимаются. Это упругое взаимодействие помогает сохранить целостность соединения в условиях переменной нагрузки.
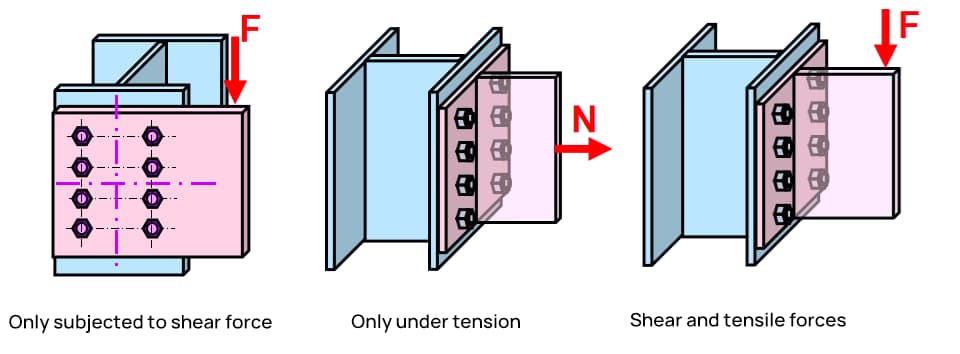
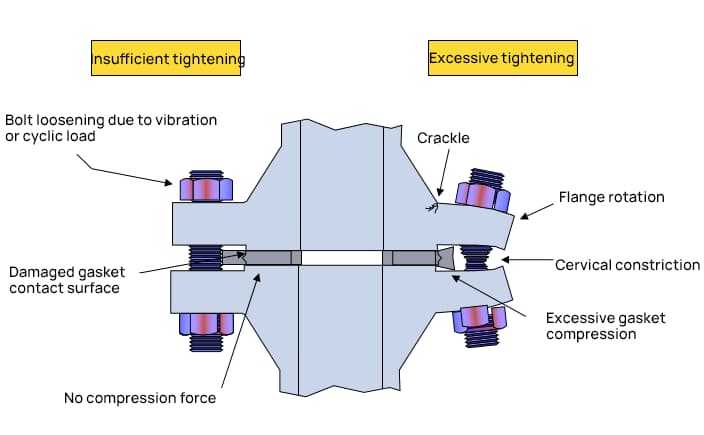
Анализ болтовых соединений на сдвиг и растяжение (I)
Сдвиговое болтовое соединение: Передает усилие за счет взаимного сжатия стержня болта и стенки отверстия.
Болтовое соединение на растяжение: В основном зависит от предварительного натяжения болта после затяжки.
Если соединяемый элемент имеет большую жесткость, а болты расположены симметрично, каждый болт будет воспринимать среднее напряжение в соединении.
Когда соединяемый компонент имеет небольшую жесткость, соединительный фланец будет изгибаться и деформироваться, создавая силу рычага.
Анализ болтовых соединений на сдвиг и растяжение (II)
Помимо сдвига и растяжения, болтовые соединения могут подвергаться воздействию: вибрации, температуры, боковых нагрузок (ветер, поток, давление и т.д.), изменений нагрузок и других сил.
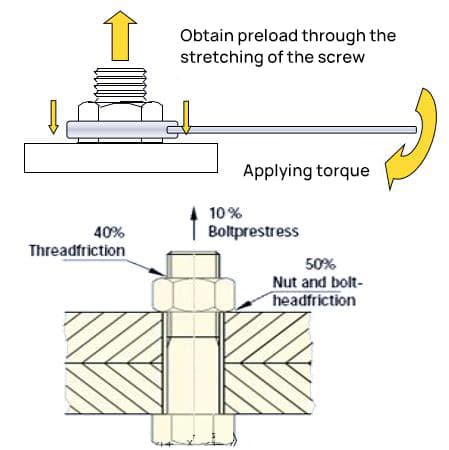
Метод затяжки с крутящим моментом: Принцип заключается в том, что существует определенная зависимость между величиной крутящего момента и осевым усилием предварительной затяжки. Этот метод затяжки прост и интуитивно понятен в эксплуатации и широко используется в настоящее время.
Метод угловой затяжки: Угол поворота пропорционален сумме удлинения болта и ослабления затягиваемого компонента. Поэтому можно использовать метод поворота болта на заданный угол для достижения требуемого усилия затяжки.
Метод затяжки по пределу текучести: Теоретическая цель - затянуть болт до предела текучести.
3. Способы затяжки болтов
Способ затяжки
Прикладывание усилия предварительной затяжки к крепежу путем вращения части гайки крепежа
Приложенный крутящий момент соответствует правилу 5-4-1.
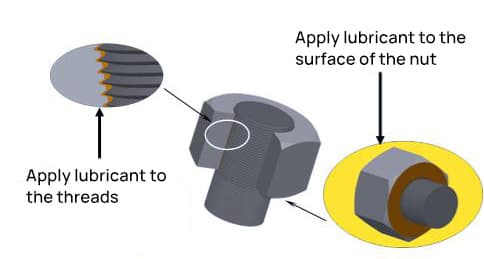
Смазывайте только в конце затяжки винта/болта.
Трение головки болта
Трение нитей
Предварительная нагрузка
Общая ситуация
50%
40%
10%
Смазка головки болта
45%
40%
15%
Смазка резьбы
50%
30%
20%
Нить дефектная
50%
45%
5%
Принцип последовательности затяжки болтов
Затягивайте в последовательности от середины, затем с двух сторон, затем по диагонали и, наконец, по часовой стрелке, поэтапно.
Как правило, затяжка делится на два этапа: на первом этапе затягивайте с моментом около 50%, а на втором этапе затягивайте с моментом 100%.
Конец болта должен выступать за гайку на 1-3 длины шага.
4. Вопросы, требующие внимания при использовании болтов
1. Перед подготовкой болтового узла необходимо:
Проверьте, чистые ли болт и гайка, нет ли на них ржавчины, заусенцев и неровностей.
Проверьте плоскость контакта между соединяемой деталью и болтом и гайкой и убедитесь, что она перпендикулярна отверстию под болт.
Также проверьте плотность прилегания болтов и гаек.
2. При сборке гайки и плоской шайбы гайку и шайбу следует собирать обратной стороной к соединяемой детали.
Сторона гайки, отмеченная символами, - это передняя сторона, а гладкая сторона шайбы - это передняя сторона.
3. Руководство по эксплуатации силы (только для справки):
Спецификация болтов d/mm
Приложенный крутящий момент М/Н.м
Основы оперативной деятельности
Спецификация болтов d/mm
Приложенный крутящий момент М/Н.м
Основы оперативной деятельности
M6
3.5
Только усилие на запястье
M16
71
Повышение общей прочности
M8
8.3
Добавьте силу запястья, силу локтя
M20
137
общая масса тела
M10
16.4
Повышение общей прочности
M24
235
Добавьте полный вес тела
M12
28.4
Добавить силу половины тела
/
/
/
4. Ключ к предотвращению ослабления болтов в болтовых соединениях заключается в предотвращении относительного вращения резьбы болтов. Существует три распространенных метода ослабление болтов:
При откручивании фланцевых болтов на трубах и клапанах:
Ослабьте сначала половину болтов в стороне от корпуса, чтобы оставшееся масло, пар или вода вышли с противоположной стороны, чтобы избежать разбрызгивания или ожогов.
В случае болтов с клеем, которые невозможно открутить:
Большинство клея - это органический раствор, и его можно замочить в банановом масле или спирте на полчаса или накрыть болт ватой, смоченной спиртом. Чем дольше время, тем больше клей растворится.
В случае ржавых болтов, которые невозможно открутить:
Распылите WD-40 и подождите полчаса. Спрей проникнет в болт и растворит ржавчину.
Другие методы: вибрация, смазывание, обжиг, бурение
В случае проскальзывания болтов, которые невозможно открутить:
Коррозионные растворы, такие как разбавленная кислота или соляная кислота, могут медленно разъедать болт.
Используйте кислоту для металла и щелочь для пластика.
6. Распространенные заблуждения при использовании болтов
Крупный вместо мелкого:
В некоторых важных узлах, таких как карданные валы и маховики, используются болты с мелкой резьбой.
Болты с мелкой резьбой имеют меньший шаг и угол наклона и обладают такими преимуществами, как высокая прочность и хорошая самоблокировка. Они способны выдерживать ударные нагрузки, вибрацию и обменные нагрузки.
Если вместо болтов с мелкой резьбой использовать болты с крупной резьбой, они могут ослабнуть или отсоединиться и стать причиной несчастного случая.
Неправильная посадка:
Болты, воспринимающие поперечные нагрузки и сдвиговые усилия (например, болты приводного вала и маховика), имеют переходные посадки в отверстиях под болты. Узел должен быть прочным и надежным, а также выдерживать боковые нагрузки.
Если не проверить это во время сборки, можно установить большие зазоры между болтом и отверстием под болт, что приведет к ослаблению болта или несчастному случаю.
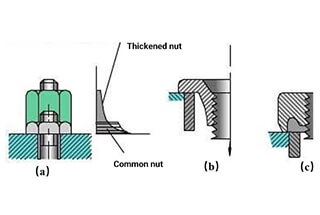
Более толстые орехи:
Неверная точка зрения: Более толстые гайки могут увеличить количество рабочих витков резьбы и повысить надежность соединений.
На самом деле, чем толще гайка, тем более неравномерно распределяется нагрузка между каждым витком резьбы, что облегчает ослабление соединения.
Одна гайка с несколькими шайбами:
Иногда собранные болты слишком длинные, поэтому некоторые люди ставят много болтов. пружинные шайбы на одном болте.
Во время процесса затягивания пружинные шайбы подвергаются неравномерному усилию, и некоторые из них могут сломаться, уменьшив силу предварительной затяжки болта.
Или создают эксцентрические нагрузки, снижая надежность болтового соединения.
Стиральная машина слишком большая: (GB/T97.1-2002 Таблица 1, M5 - M36: внутренний диаметр шайбы больше диаметра резьбы на 0,3 мм - 1 мм)
Неправильная практика: Из-за отсутствия подходящих шайб вместо них используется шайба с большим внутренним диаметром.
Это приводит к уменьшению контакта между нижней стороной головки болта и шайбой, что ведет к снижению несущей способности или силы фиксации шайбы. Под воздействием вибрации и ударных нагрузок болт может ослабнуть.
Крутящий момент не соответствует:
Неправильная точка зрения: Убеждение, что болты должны быть "затянуты, но не ослаблены", что приводит к намеренному увеличению момента затяжки.
Последствия: Это приводит к проскальзыванию болтов или даже их поломке.
Неправильная практика: Для важных болтов, которые должны быть затянуты с моментом, существует тенденция использовать ручной ключ, чтобы сэкономить время.
Последствия: Из-за недостаточного момента затяжки болты ослабевают, что приводит к поломке.
Неадекватная блокировка: После сборки важные болты должны быть зафиксированы антизакручивающими устройствами.
При использовании шплинтового замка распространенной ошибкой является использование слишком тонкого шплинта или половинного шплинта.
При использовании фиксаторов с пружинными шайбами распространенной ошибкой является то, что отверстие шайбы слишком мало и она теряет свою упругость.
При использовании стопорной шайбы распространенной ошибкой является фиксация шайбы на краю гайки.
При использовании двойных гаек распространенной ошибкой является использование тонкой гайки с внешней стороны и ее незатягивание.
Ложное укрепление:
На резьбе болтов, гаек или отверстий имеются пятна ржавчины, окалина, железная стружкачастицы песка, заусенцы и т.д.
Перед сборкой их следует очистить. Во время затяжки болтов из-за блокирующего действия загрязнений величина поверхностного крутящего момента достигает требуемого значения, но на самом деле соединительные детали не зажимаются.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, почему болты ломаются и приводят к поломкам оборудования? В этой статье рассматриваются важнейшие факторы, приводящие к разрушению болтов, - от конструктивных недостатков до проблем с материалами. Вы узнаете, как...
Какую роль играет трение в стабильности болтовых соединений? В мире высокопрочных болтовых соединений, особенно для таких критических компонентов, как поворотные круги кранов, понимание влияния...
Задумывались ли вы когда-нибудь, насколько важны механические уплотнения для предотвращения утечек и обеспечения бесперебойной работы оборудования? В этой статье блога мы погрузимся в мир механических...
Как сделать так, чтобы болты служили дольше под нагрузкой? В этой статье рассматриваются методы повышения усталостной прочности болтов, что необходимо для предотвращения отказов в условиях высоких нагрузок, например в двигателях. Узнайте...
Почему ослабевают болты и как предотвратить это с помощью предварительного натяжения? От недостаточной затяжки и вибрации до сползания прокладок и теплового расширения - причины разнообразны, но крайне важны. В этой статье мы рассмотрим...
Вы когда-нибудь задумывались о том, как надежно соединяются трубопроводы и оборудование? В этой статье рассматриваются шесть основных типов трубных фланцев, от плоских приварных до цельных. Вы узнаете об их уникальных конструкциях, применении,...
Вы когда-нибудь задумывались, что обеспечивает бесперебойную работу двигателя вашего автомобиля? Ответ кроется в смазочных маслах. Эти сложные смеси углеводородов выполняют важнейшие функции, от снижения трения до предотвращения ржавчины. Это...
Как обеспечить прочность и надежность болтовых соединений? В этой статье рассматриваются практические методы повышения прочности болтов, охватывающие такие важные области, как распределение нагрузки, снижение напряжений,...
Вы когда-нибудь задумывались, что определяет точку разрушения болтов и винтов под действием крутящего момента? В этой статье рассматриваются критические значения разрушающего момента для различных марок нержавеющей стали и...