Общие проблемы при лазерной резке труб: Исчерпывающее руководство
Представьте, что вы тщательно режете трубу, а в итоге получаете неровные края или неполные секции. В этой статье мы рассмотрим распространенные проблемы, возникающие при лазерной резке труб, выделив такие вопросы, как неправильная скорость, фокусная настройка и загрязненные линзы. Поняв эти подводные камни и их решения, вы узнаете, как добиться точных, чистых разрезов и повысить эффективность резки. Узнайте, как оптимизировать процесс лазерной резки и избежать дорогостоящих ошибок.
С быстрым развитием современной науки, техники и промышленного сектора трубчатые компоненты играют все более важную роль в различных отраслях промышленности, включая строительную технику, транспорт, сельскохозяйственное оборудование, кухонную утварь и фитнес.
Одновременно с этим появление и быстрое развитие станков для лазерной резки труб с ЧПУ подчеркнуло преимущества лазерной резки труб.
Лазерная резка, обладающая такими уникальными характеристиками, как малая ширина реза, минимальное тепловое воздействие, высокая скорость резки, аккуратные срезы, отличная гибкость и отсутствие видимых ограничений на форму, тип или толщину разрезаемой трубы, выгодно отличается от традиционных методов обработки труб.
Технология лазерной резки труб повышает качество резки, обеспечивает эффективность обработки, упрощает рабочий процесс и значительно увеличивает экономическую выгоду для огромного числа пользователей лазерной резки труб.
Однако, лазерная резка Производство труб - сложный процесс, на результат резки влияют различные факторы. Очень важно анализировать проблемы, возникающие в ходе процесса, и разрабатывать методы их решения.
Незавершенные или черновые работы
Существует четыре причины неполного или грубого среза во время работы процесс лазерной резки:
1. Резка на чрезмерно высоких скоростях
Особенно при работе со специальными трубами или трубами большой толщины, такими как профили или трубы неправильной формы.
Когда режущая головка достигает угла, где толщина увеличивается, слишком быстрая резка может привести к неполному или грубому срезу, как показано на рис. 1.
Рисунок 1: Неровный срез
В таких случаях принято снижать скорость резки на углах и увеличивать давление вспомогательного газа.
2. Неправильно отрегулированное фокусное расстояние режущей головки или неправильно выровненная траектория лазерного излучения.
Фокусное расстояние может существенно повлиять на качество резки трубки.
Стандартные настройки фокуса режущей головки включают отрицательный, нулевой и положительный фокус.
Положительный фокус подходит для кислородной резки углеродистой стали, нулевой фокус - для тонкой резка листа, а негативный фокус идеально подходит для таких материалов, как нержавеющая сталь, оцинкованная углеродистая сталь, алюминий, медь и т.д., требующих резки азотом/воздухом.
Таким образом, выбор правильного фокусного положения для различных трубок очень важен. Неправильно выровненная траектория лазерного излучения также существенно влияет на резку трубок.
Поэтому во время пробных резов необходимо постоянно регулировать положение луча, чтобы добиться идеально круглого пятна на испытуемом материале.
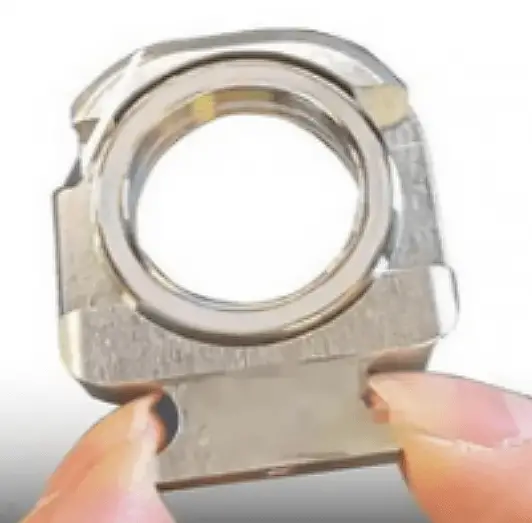
Загрязненные защитные линзы, как показано на рис. 2.
3. Защитная линза режущей головки и фокусирующая линза загрязнены, а источник воды для системы охлаждения нечист.
В то время как при обычной резке происходит постоянное охлаждение и удаление шлака с помощью вспомогательного газа, защитные и фокусирующие линзы могут легко загрязниться из-за высокой температуры во время резки. Если эти линзы загрязняются, это может привести к неполному разрезу или сбоям в резке труб.
Более того, использование нечистой воды в системе лазерной резки, в лучшем случае, может повлиять на эффективность охлаждения, привести к засорению каналов режущей головки и генератора воды, что скажется на качестве резки труб.
В худшем случае это может привести к повреждению генератора и режущей головки, что повлечет за собой значительные экономические потери.
Поэтому очень важно использовать очищенную воду, предпочтительно дистиллированную, чтобы предотвратить засорение и проблемы с охлаждением.
4. Чрезмерное количество выходная мощность лазера или неправильный выбор сопла для режущей головки.
При лазерной резке симметричных труб, например круглых или квадратных, избыточная мощность может привести к образованию границ расплава.
Эти расплавленные остатки могут скапливаться на внутренней стороне противоположной грани, фактически увеличивая толщину. Такое скопление может препятствовать последующим проходам резки, затрудняя выполнение полного реза и оставляя грубую отделку.
Таким образом, необходимо провести предварительную перфорацию и пробную резку, чтобы определить оптимальную выходную мощность лазера и давление вспомогательного газа.
Выбор сопла также влияет на качество резки.
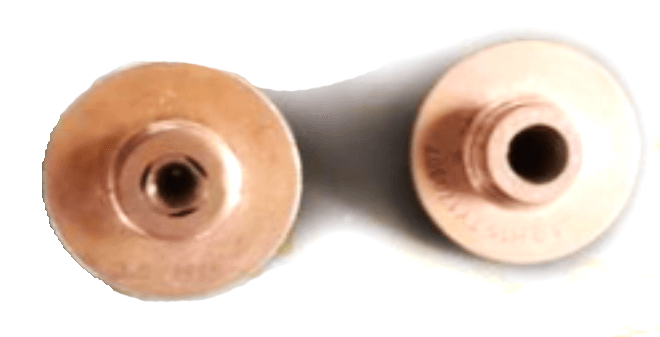
Рисунок 3: Одинарные и двойные распылительные форсунки
Как правило, установки с двумя соплами подходят для точной резки пазов в трубах, в основном используются для резки тонких, высокоточных и быстрых труб, в то время как конфигурации с одним соплом подходят для более толстых труб из различных материалов с меньшими требованиями к точности.
Пробные срезы помогают выбрать подходящую насадку для трубки, обеспечивая общее качество и эффективность резки.
Несоответствие начальной и конечной точек или несоответствие шаблона резки
Неточные настройки параметров для осей станка.
Как правило, лазерный труборез состоит из таких осей управления, как реечный привод по оси X, привод ведущего винта по оси Y, режущая головка по оси Z и вращающийся подающий патрон по оси W.
Если такие параметры, как диаметр делительной окружности шестерни, шаг ведущего винта или передаточное число, установлены неверно, это существенно влияет на конечный результат резки. Некоторые ошибки могут даже повлиять на нормальное функционирование станка.
Перед началом эксплуатации станка необходимо убедиться, что параметры оси установлены правильно.
Несоответствие осей X и Y или осей Z и X.
Если оси X и Y не перпендикулярны, круговые детали, вырезанные на поверхности трубки, могут быть искажены, как показано на рисунке 4.
Рисунок 4: Несовершенный круговой разрез
Квадрат может превратиться в параллелограмм. Если оси Z и X не совмещены, траектория движения режущей головки отклоняется, что приводит к расхождениям между смоделированной и реальной траекториями резания, что приводит к несоответствию начальной и конечной точек, как показано на рисунке 5.
Рисунок 5: Несовпадение начальной и конечной линий разреза
Такое несоответствие является одной из причин неполного разреза труб. При возникновении подобных проблем необходимо немедленно провести калибровку с помощью микрометра, а также проверить, не ослабли ли винты, не износились ли стойки, ведущие винты или шестерни.
В заключение
Лазерная резка труб заняла значительное место в индустрии лазерной резки.
По мере того как лазерные труборезы проходят стадии ручного, полуавтоматического и полностью автоматического управления, все больше людей осознают их потенциал в производстве и обработке.
Эта растущая зависимость подчеркивает необходимость выявления и решения различных проблем, возникающих при лазерной резке труб, постоянного совершенствования систем и методов резки, а также развития высокоскоростной, точной, автоматизированной, гибкой и многофункциональной лазерной резки труб. Это имеет решающее значение для быстрого развития всей отрасли лазерной резки.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Лазерная резка произвела революцию в производстве, но даже самые современные станки сталкиваются с проблемами. В этом блоге мы рассмотрим распространенные проблемы, с которыми сталкиваются станки для лазерной резки пластин, и предоставим пошаговую...
Вы когда-нибудь задумывались, почему листовой металл, вырезанный лазером, иногда не достигает совершенства? В этой статье рассматриваются распространенные проблемы лазерной резки, такие как заусенцы на заготовках и неполные срезы, и предлагаются практические решения. По...
Представьте себе катастрофические последствия пренебрежения техническим обслуживанием станков лазерной резки. Не позволяйте своему бизнесу стать жертвой дорогостоящих простоев и ремонтов! В этой статье мы рассмотрим основные...
Вы когда-нибудь задумывались о том, как лазеры могут с высокой точностью разрезать сталь? В этой статье мы раскроем секреты лазерной резки. От режимов лазера до регулировки сопла - узнайте, как каждый...
Вы когда-нибудь задумывались, как достигается точность лазерной резки? В этой статье рассматриваются важнейшие факторы, влияющие на качество лазерной резки, такие как состояние сопла, положение фокуса и давление вспомогательного газа. По...
Представьте себе машину, которая может разрезать металл с точностью скальпеля хирурга. Станки для лазерной резки металла предлагают такую возможность, меняя способы работы с металлами. Эта статья...
Вы когда-нибудь задумывались, как мощный лазерный луч может разрезать металл, словно горячий нож масло? В этой увлекательной статье блога мы рассмотрим внутреннюю работу...
Вы когда-нибудь задумывались, как сложные конструкции вырезаются в алюминии с такой точностью? Эта статья исследует увлекательный мир лазерной резки алюминия, раскрывая технологию, лежащую в его основе. Вы узнаете...
Вы когда-нибудь задумывались, почему ваш станок лазерной резки не может чисто разрезать металл? В этой статье рассматриваются распространенные причины этой проблемы и предлагаются практические решения для повышения...













.jpg)