
Калькулятор и формула силы удара (онлайн и бесплатно)
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки.....
I. Принцип работы и обслуживание перфорационных прессов 1. Принцип работы вырубных прессов: Принцип работы вырубного пресса заключается в преобразовании вращательного движения в линейное. Главный двигатель приводит в движение маховик, который затем через сцепление приводит в движение шестерни, коленчатый вал (или эксцентриковые шестерни), шатун и другие компоненты для достижения [...]...

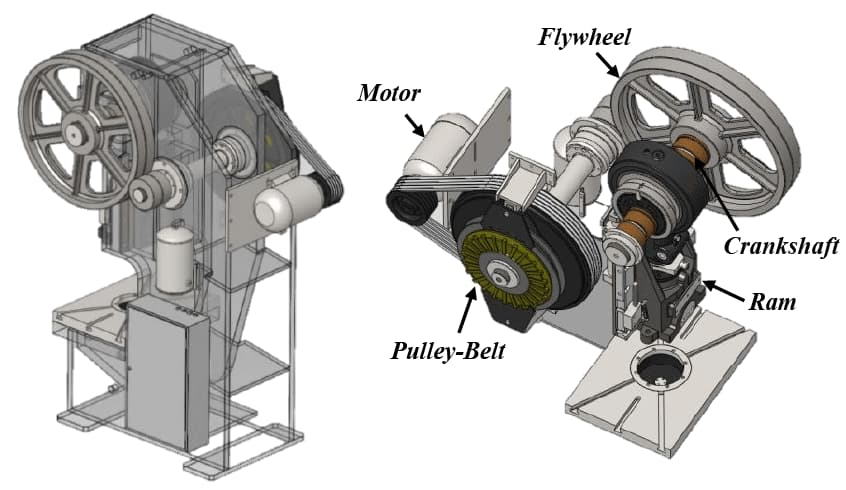
Принцип работы вырубного пресса заключается в преобразовании вращательного движения в линейное. Главный двигатель приводит в движение маховик, который через сцепление приводит в движение шестерни, коленчатый вал (или эксцентриковые шестерни), шатун и другие компоненты для достижения линейного движения ползуна.
Движение от главного двигателя к шатуну - это вращательное движение. Для преобразования вращательного движения в линейное необходима точка перехода между шатуном и ползуном, которая может быть реализована двумя механизмами: шариковым или штифтовым (цилиндрическим).
С помощью этого механизма вращательное движение преобразуется в линейное движение ползуна.
Сайт вырубной пресс Прикладывает давление к материалу, заставляя его подвергаться пластической деформации и приобретать требуемую форму и точность.
Поэтому он должен быть оснащен набором штампов (состоящих из верхнего и нижнего) для фиксации материала на месте.
Машина прикладывает давление для деформации материала, а реактивная сила, возникающая при приложении усилия во время обработки, воспринимается корпусом пуансонного пресса.

Перфорационные прессы можно разделить на два типа: механические и гидравлические.
Таким образом, пуансон-прессы можно классифицировать следующим образом в зависимости от их движущей силы:
(1) Механический пуансон Пресса
(2) Гидравлические вырубные прессы
Для общего листовой металл В процессе штамповки большинство из них используют механические вырубные прессы. Гидравлические вырубные прессы можно разделить на масляные и водяные в зависимости от типа используемой жидкости.
В настоящее время в большинстве случаев используются вырубные прессы с масляным давлением, в то время как вырубные прессы с водяным давлением применяются в основном для крупного или специального оборудования.
По режиму движения ползуна пуансонные прессы также можно разделить на односторонние, двухсторонние, трехсторонние и другие типы.
Однако наиболее распространенным типом является пробивной пресс одинарного действия с одним затвором.
Вырубные прессы двойного и тройного действия в основном используются для вытяжки и формовки автомобильных кузовов и крупных заготовок, и их количество очень невелико.
(1) Вырубные прессы для коленчатых валов
Вырубной пресс, в котором используется механизм коленчатого вала, называется кривошипным, и большинство механических вырубных прессов используют этот механизм.
Причина широкого применения кривошипно-шатунного механизма заключается в том, что он прост в изготовлении, позволяет правильно определить положение нижней мертвой точки и кривую движения ползуна, а также в целом подходит для различных методов обработки.
Поэтому данный вид штамповки подходит для резки, сгибания, растягивания, горячая ковкаКовка, теплая ковка, холодная ковка и почти все другие процессы штамповки.
(2) Пуансонные прессы без коленчатого вала
Вырубные прессы без коленчатого вала также называют вырубными прессами с эксцентриковой передачей.
Два типа конструкций и функций, вырубные прессы с коленчатым валом и вырубные прессы с эксцентриковой передачей, можно сравнить следующим образом: с точки зрения жесткости вала, смазки, внешнего вида, обслуживания и других аспектов вырубной пресс с эксцентриковой передачей имеет преимущества перед конструкцией с коленчатым валом, но его недостаток в том, что он более дорогой.
При длинных ходах выгоднее использовать вырубной пресс с эксцентриковой передачей, а для станков с короткими ходами, таких как специализированные отрезные станки, лучше использовать вырубные прессы с коленчатым валом.
Поэтому вырубные прессы для коленчатых валов также используются в небольших машинах и высокоскоростных станках. вырубной пуансон прессы.
(3) Прессы для запрессовки шарнирных соединений

Вырубной пресс, в котором для привода ползуна используется механизм с шарнирным соединением, называется вырубным прессом с шарнирным соединением. Этот тип вырубного пресса имеет уникальную кривую движения ползуна вблизи нижней мертвой точки, где скорость ползуна становится очень низкой (по сравнению с вырубными прессами с коленчатым валом).
Он может точно определить положение нижней мертвой точки хода, что делает его пригодным для обработки давлением, такой как штамповка и финишная обработка. В настоящее время он в основном используется в холодной ковке.
(4) Фрикционные прессы
Вырубной пресс, в котором используется фрикционная передача и спиральный механизм в гусеничном приводе, называется фрикционным. Этот тип штамповочного пресса наиболее подходит для операций ковки и дробления, но также может использоваться для гибки, формовки, растяжения и других методов обработки, обладая универсальной функциональностью.
Благодаря своей низкой цене он широко использовался до 1960-х годов.
Однако из-за неспособности точно определять положение нижней мертвой точки хода, низкой точности обработки, низкой скорости производства и склонности к перегрузкам при неправильных операциях управления или требующих квалифицированного технического опыта, он был исключен из использования.
(5) Винтовые прессы
Пуансон-пресс, в котором в механизме привода ползуна используется спираль, называется винтовым прессом (или винтовым пуансон-прессом). В настоящее время он используется редко.
(6) Прессы для реек и шестерен
Пуансон-пресс, в котором в механизме привода ползуна используется реечный механизм, называется реечным прессом.
Винтовой и реечный прессы имеют практически одинаковые характеристики, которые в целом схожи с характеристиками гидравлических прессов.
В прошлом они использовались для прессования футеровки, обломков и других изделий, а также для экструдирования, прессования масла, упаковки и прессования оболочек (обработка горячей прокаткой), но сейчас они заменены гидравлическими прессами и больше не используются, за исключением особо важных случаев.
(7) Прессование звеньев
Пуансон-пресс, в котором в механизме привода ползуна используются различные механизмы связи, называется звеньевым прессом.
Целью использования механизма связи является поддержание скорости растяжения в пределах нормы при сокращении цикла обработки во время операций растяжения, а также уменьшение изменения скорости во время операций растяжения.
Он ускоряет ход приближения от верхней мертвой точки до начала обработки и ход отката от нижней мертвой точки до верхней мертвой точки, что позволяет сократить цикл работы по сравнению с пробивным прессом с коленчатым валом и тем самым повысить производительность.
Этот тип вырубного пресса с давних времен использовался для глубокой вытяжки цилиндрических контейнеров с узкой поверхностью станины, но в последнее время его стали применять для обработки кузовных панелей автомобилей с более широкой поверхностью станины.
(8) Кулачковые прессы
Пробивной пресс, использующий кулачковый механизм в механизме перемещения ползуна, называется кулачковым пробивным прессом. Особенностью этого вырубного пресса является изготовление кулачка соответствующей формы, что позволяет легко получить желаемую кривую движения ползуна.
Однако из-за того, что кулачковому механизму сложно передавать большие усилия, этот тип пробивного пресса имеет ограниченную производительность. Он широко используется в швейной промышленности.
Вырубные прессы можно разделить на две категории: C-тип (с задней стенкой) и H-тип (с прямой колонной) в зависимости от формы корпуса машины.
Штамповочные машины типа C, исходя из характеристик корпуса машины (переднее отверстие), обычно рассчитаны на номинальное давление ниже 300T, а максимальное рабочее давление составляет около 50% от номинального.
Штамповочные машины типа H имеют симметричный корпус, который может выдерживать эксцентрические нагрузки во время работы. Номинальное давление штамповочных прессов типа H обычно превышает 300T.

Большинство используемых сегодня вырубных прессов относятся к этой категории, которая получила широкое распространение благодаря простой механической конструкции, надежным механическим характеристикам и точности.
Благодаря непрерывному развитию науки и техники, некоторые современные вырубные прессы имеют интегрированные "механические, электрические, пневматические, гидравлические" системы и системы числового программного управления.
Они более надежны в эксплуатации, имеют более высокую точность штамповки, более широкий набор функций и более надежные показатели безопасности.
Точность обработки на пробивном прессе зависит от зазоров между ползуном и направляющей (обычно стандартный комплексный зазор составляет 0,02-0.13), деформацией корпуса вырубного пресса во время работы (особенно для вырубных прессов типа С, где стандартное отклонение между центральной линией ползуна и центральной линией рабочего стола должно быть не более 3′), а также параллельностью между нижней плоскостью ползуна и рабочей поверхностью рабочего стола, зазорами между ползуном и шатуном, зазорами между шатуном и коленчатым валом, а также вибрацией центра маховика.
Исходя из вышеизложенного, ежедневный/сменный осмотр и ежегодный осмотр штамповочного пресса должны отражать эти аспекты, а содержание, связанное с этими пунктами осмотра, также должно быть отражено в ежедневном осмотре. Например, состояние масла, шум, вибрация, дрожание корпуса, 2S и т. д.

Регулировка зазора между ползуном и направляющей нужна в основном для точности. При слишком сильной регулировке будет выделяться тепло.
Как правило, для небольших машин зазор с каждой стороны составляет 0,02~0,05 мм, в то время как для больших машин зазор с каждой стороны должен составлять 0,03~0,20 мм.
Метод устранения общего зазора заключается в следующем: Во время производства прикоснитесь рукой к движущемуся корпусу ползуна. Если при достижении ползуном нижней мертвой точки возникает ощущение вибрации, это означает, что общий зазор слишком велик и его необходимо своевременно отрегулировать.
В результате длительного использования или перегрузки навеска может ослабнуть. Такое состояние обычно считается перегрузкой. Кроме того, если на шарнире наблюдается утечка масла, это также может быть вызвано перегрузкой.
В этом случае необходимо своевременно отрегулировать степень фиксации контргайки шатуна, поскольку это связано с вопросами безопасности.
Тормоз и сцепление штамповочного станка являются важными компонентами для безопасной работы машины. Они являются причиной серьезных несчастных случаев, поэтому необходимо понимать их основное устройство и подтверждать их безопасность перед ежедневной эксплуатацией.
При обнаружении любых ненормальных условий (например, заслонка не может остановиться в заданном положении, ненормальный звук во время работы, ненормальная вибрация, медленное движение заслонки и т. д.) немедленно сообщите о них для проведения технического обслуживания.
Кроме того, обслуживающий персонал должен обращать внимание на признаки чрезмерного зазора между фрикционными дисками тормоза и сцепления.
К таким признакам относятся повышенное потребление сжатого воздуха, ползание ползуна штамповочного станка, а в серьезных случаях - непрерывное движение ползуна в течение одной операции, что категорически недопустимо.
Если зазор отрегулирован слишком мало, фрикционные диски тормоза и сцепления будут издавать шум при трении, выделять тепло и вызывать увеличение тока двигателя, что может привести к повреждению возвратной пружины. (Нормальный зазор составляет 1,5~3,0 мм).
Отключение обычно происходит в нижней мертвой точке, когда верхняя и нижняя плашки закрыты, что приводит к нарушению нормальной работы затвора.
В это время можно изменить направление вращения двигателя и увеличить давление воздуха, чтобы поднять заслонку с небольшим шагом до верхней мертвой точки, выбрав режим "дюйм" на селекторе управления.
Необходимо регулярно проверять болты принадлежностей станка, особенно для некоторых штамповочных машин, которые работают на высоких скоростях и частотах.
Эти машины подвержены вибрации, что может легко привести к ослаблению болтов. Если болты ослабнут и не будут вовремя устранены, могут произойти непредвиденные аварии, связанные с безопасностью.
Несвоевременная смазка механических подвижных частей может привести к ожогам или укусам, поэтому необходимо проводить проверку узла подачи масла.
Это включает в себя проверку "протекания, утечки, капания, блокировки и других явлений" в масляных стаканах, масляных баках, масляных трубах, фильтрах, сальниках и т. д., а также своевременное их устранение.
Если трубопровод сжатого воздуха станка протекает, это приводит к снижению давления и влияет на работу станка, что приводит к сбоям в работе, поэтому его необходимо своевременно ремонтировать.
Кроме того, необходимо контролировать содержание воды в сжатом воздухе (можно установить устройство осушения и фильтрации воздуха). Это является основной причиной замедленного движения и коррозии электромагнитных клапанов, цилиндров и других устройств станков.
Точность штамповочного станка напрямую влияет на срок службы пресс-формы и точность обработки изделия. Однако с течением времени точность штамповочного станка ухудшается.
Поэтому необходимо проводить периодические проверки точности, своевременно обнаруживать проблемы и устранять их, чтобы обеспечить относительно высокую точность станка и тем самым гарантировать точность производимой продукции.
При осмотре, обслуживании и исправлении станков каждое время должно начинаться и заканчиваться 2S. То есть перед осмотром и обслуживанием очистите и протрите все части станка, особенно сильно загрязненные участки.
Кроме того, следите за тем, возникают ли во время очистки ненормальные условия, и записывайте их по одному.
После осмотра и технического обслуживания своевременно очищайте стол станка и пересчитывайте инструменты, чтобы не оставлять инструменты, тряпки и другие предметы внутри станка, которые могут создать ненужную опасность для работы и безопасности станка.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











