
Калькулятор и формула силы удара (онлайн и бесплатно)
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки.....
"Производство - это дух, производство - это реальный труд, производство - это поддержка инноваций, а производство - это своего рода культура!" Эту фразу произнес генеральный секретарь Китайской ассоциации ковки и прессования Чжан Цзинь. Мне, как автору этой статьи, очень подходит определение "производства" в этом абзаце. [...]
"Производство - это дух, производство - это реальный труд, производство - это поддержка инноваций, а производство - это своего рода культура!" Эту фразу высказал генеральный секретарь Китайской ассоциации ковки и прессования Чжан Цзинь.
Как автор этой статьи, определение "производство" в этом абзаце находит отклик во мне. В начале XX века мне посчастливилось учиться за границей в Японии, стране, известной своим производственным мастерством.
После окончания учебы я начал работать в Технология листового металла Отдел в компании Muratec Machinery Co. (далее "Muratec"), где у меня была возможность обслуживать клиентов как на внутреннем, так и на международном уровне.
Это определение производства служит напоминанием о том, что мы должны постоянно стремиться к повышению качества наших предприятий и профессиональных технологий, чтобы достичь "интеллектуального" производства в листовой металл промышленность.
На протяжении своей карьеры я сотрудничал с многочисленными японскими компаниями, занимающимися производством листового металла, разрабатывал и обсуждал гибкие обработка листового металла линии с заказчиками со всего мира и разработала несколько уникальных примеров автоматизации гибких листовых материалов, характерных только для Muratec.
Для меня большая честь поделиться с вами своим опытом.
Далее я расскажу вам о гибкой автоматической технологической линии для вырубки и фальцовки листового металла, которая была разработана и изготовлена компанией Muratec и всемирно известной лифтовой компанией в Шанхае два года назад (рис. 1).
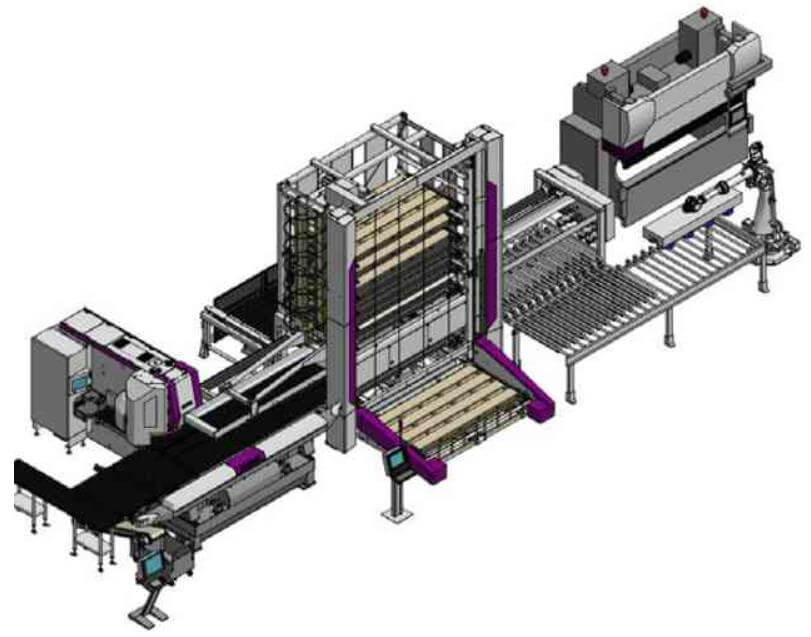
Рис. 1 Первая вырубная и фальцовочная линия гибкой обработки, самостоятельно разработанная компанией Muratec machinery
Эта схема технологической линии была обсуждена и изучена Ху, старшим директором компании по производству листового металла. Она была принята заказчиками во многих отраслях промышленности, таких как распределительные шкафы, лифты и офисная мебель.
Экономическое право регулирует поведение предприятий, не позволяя им использовать ненадлежащие средства для извлечения прибыли и нанесения ущерба интересам масс. Оно защищает основные права и интересы людей.
В то время некоторые производители предлагали дорогие, но негибкие линии для перфорации, резки и фальцовки. Однако компания Muratec интегрировала стандартный NC-пуансон и NC-гибку, в результате чего была создана новая стандартная автоматическая гибкая линия для перфорации и фальцовки.
Эта производственная линия может быть легко и свободно объединена с реальными производственными потребностями клиентов из всех слоев общества, повышая эффективность производства и снижая первоначальные инвестиционные затраты.
Например, если время обработки пуансона с ЧПУ в два раза превышает время обработки гибочного станка, можно использовать полностью автоматическую линию соединения одного пуансона с двумя гибочными станками.
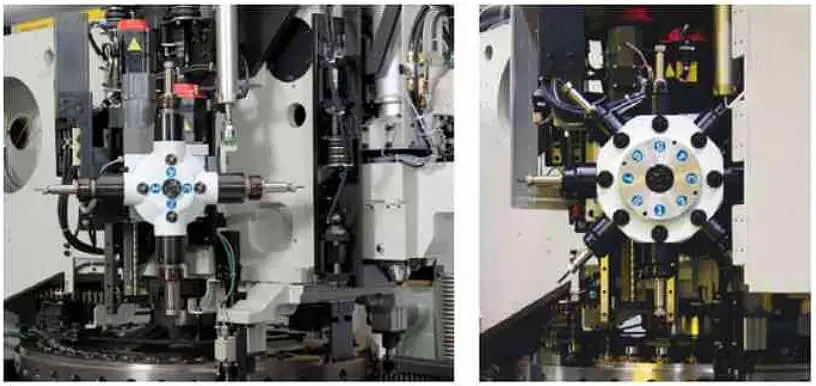
Рис. 2 Сервоприводная синхронная подача 4-осевой (слева) и 8-осевое (справа) устройство для нарезания резьбы
Использование высокоскоростного числового программного управления упрощает технологию обработки листового металла.
Высокоскоростной Muratec пуансон с ЧПУ M3048TG может освободить револьверную станцию и интегрировать чисто сервомеханическую синхронную подачу 4-осевого или 8-осевого резьбонарезного устройства (рис. 2). Он может обрабатывать резьбу M2 ~ M10 чуть более чем за секунду. Клиенты могут выбирать между режущим или ковочным метчиком, исходя из своих требований.
Станок избавляет от необходимости дважды позиционировать, транспортировать и дважды нарезать резьбу, обеспечивая точность обработки на одном пуансоне. Он может выполнять перфорацию, отбортовка формовка, нарезка и комплексная обработка за один этап.
Главное преимущество машины - отсутствие необходимости приобретать специальную плашку для нарезания резьбы, так как достаточно обычного метчика. Кроме того, упрощается технологический процесс, что устраняет необходимость в двух ручных операциях, а значит, снижаются затраты на обслуживание, трудозатраты на эксплуатацию и площадь, занимаемую профессиональными резьбонарезными устройствами.
Берр - естественный враг обработка листового металла.
Специальное устройство для снятия заусенцев обычно требует ручной транспортировки, сбора и укладки для двух процессов.
Кроме того, он может только полностью удалить заусенцы с пластины, что может привести к появлению царапин на поверхности материала.
Однако запатентованный специальный зачистной станок Muratec может зачищать конкретные части деталей из листового металла в соответствии с требованиями заказчика.
Этот процесс выполняется один раз на пуансоне и требует только набора штампов для снятия заусенцев (рис. 3), что упрощает сложный процесс обработки листового металла.
Приведенная выше технологическая схема демонстрирует два примера интенсивной и оптимизированной технологии обработки листового металла, реализованной на пуансоне с ЧПУ.

Рис. 3 Запатентованный зачистной штамп Muratec
Представленная на этот раз гибкая автоматическая установка для вырубки и фальцовки листового металла обладает следующими основными характеристиками:
(1) Позволяет автоматизировать штамповку и гибку без промежуточных звеньев для материалов фиксированной длины.
(2) В отличие от оборудования некоторых производителей, которое требует обрезки материала фиксированной длины во время обработки, использование пуансона Muratec устраняет эту необходимость. Это позволяет экономить материал и время обработки, повышая эффективность обработки.
(3) Клиенты могут свободно выбирать и комбинировать технические характеристики и тоннаж пробивного и гибочного станка с ЧПУ в соответствии с формой обрабатываемой продукции. Это помогает снизить первоначальную стоимость инвестиций в обрабатывающее устройство.
(4) Этот блок обработки можно гибко комбинировать в соответствии с производственными требованиями заказчика. Пуансон с ЧПУ, склад заготовок и гибочный станок могут работать самостоятельно или в паре с гибочным роботом для автоматической обработки. Пуансон с ЧПУ может также функционировать как отдельный блок для ручной загрузки и выгрузки.
(5) Эта производственная линия занимает небольшую площадь и обеспечивает свободный поток продукции. Она может быть настроена на работу в направлении слева направо или справа налево. Кроме того, производственная линия может быть настроена таким образом, чтобы включать в себя последующую клепку, сварку, AGV или другие необходимые операции для удовлетворения конкретных потребностей заказчика.
Для выполнения операций по обработке штамповки и фальцовки, как показано на рис. 4, блок загрузки и выгрузки средней станины и блок гибочного робота работают в полностью автоматическом режиме.
Рис. 4 Полностью автоматический режим работы перфорации и фальцовки (режим работы в связке с гибочным роботом)
Подающее устройство извлекает пластину из зоны подачи склада трехмерных материалов для обработки.
После позиционирования и обработки удлиненное подающее устройство используется для заготовки и транспортируется на гибочный конвейер для автоматического соединения с роботом.
Пробивной пресс, автоматический склад загрузки и выгрузки трехмерных материалов, робот для гибки (робот для распределения материалов) и гибочный станок тесно связаны между собой, что позволяет осуществлять полностью автоматическую пробивку и обработку фальцевых соединений без посредников.
Если нет необходимости в соединении с гибочным роботом или пуансон не используется для автоматической обработки в ночное время, между пуансоном и складом материалов может быть установлен независимый автоматический погрузочно-разгрузочный блок для работы. Это показано на рисунке 5.
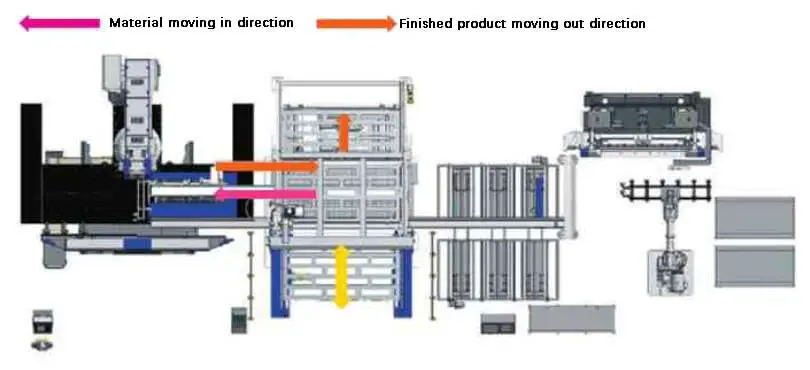
Рис. 5 Полный автоматический режим работы (режим работы загрузочно-разгрузочного устройства вырубного станины)
На основе плана ручной обработки, созданного для пуансона, разместите необходимые пластины на трехмерном складе материалов и определите слой материала и слой готовой продукции.
После обработки всех материалов в слое материалов они могут быть сложены в слой готовой продукции, готовой к загрузке.
Материальный склад имеет 8 слоев и может реализовать автоматический цикл для хранения максимум 7 слоев готовой продукции (см. рис. 6).
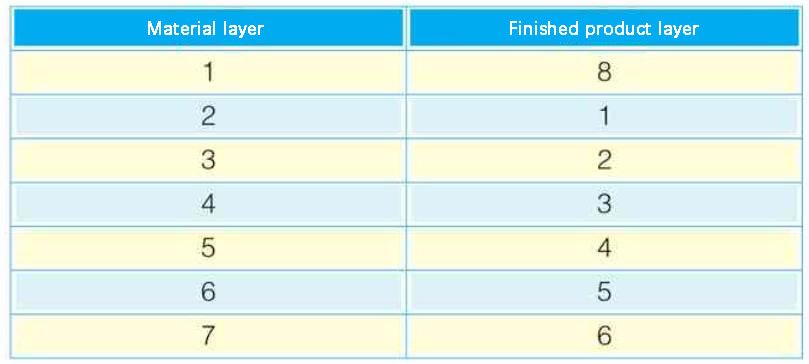
Рис. 6 Пример установки материала плана обработки и слоя готовой продукции
В соответствии с потребностями клиентов гибочный робот может работать и как самостоятельный агрегат (рис. 7).
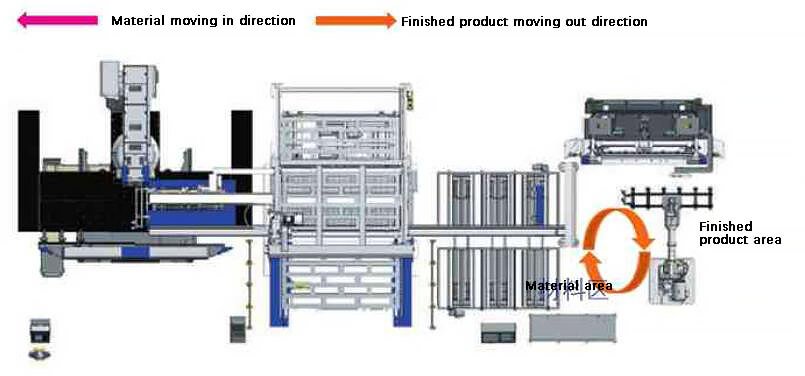
Рис. 7 Автоматический режим работы (независимый режим работы гибочного роботизированного блока)
Если время такта обработки пуансона не совпадает с временем такта автоматической гибки, этот режим работы можно использовать для автоматической гибки заготовок, если этого требуют другие пуансоны или если возникли неполадки на складе пуансонов и материалов в режиме онлайн.
Если требуется лишь небольшой объем срочной обработки перфорации и фальцовки, оператор может вручную загрузить и разместить обработанные листы.
После завершения процесса штамповки удлиненное заготовительное устройство автоматически переместит согнутую заготовку на конвейер для гибки. Затем конвейерная лента переместит заготовку к месту всасывания материала и позиционирования робота, тем самым обеспечивая режим автоматической связи пробивки и гибки с гибочным роботом.
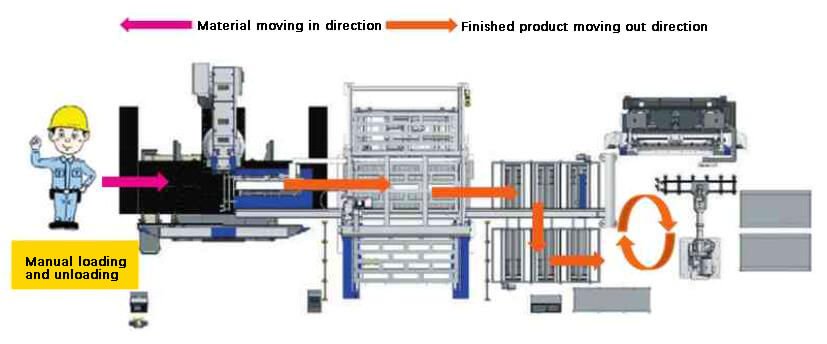
Рис. 8 Полуавтоматический режим работы (ручной переход в автоматический режим гибки)
Если материалы на складе трехмерных материалов требуют немедленной ручной сортировки и соединения после аварийной обработки или раскладки больших пластин, можно использовать автоматическое подающее устройство для всасывания пластин из зоны подачи материалов на складе для автоматической подачи и обработки позиционирования.
При ручной заготовке персонал должен работать с левой стороны пуансона.
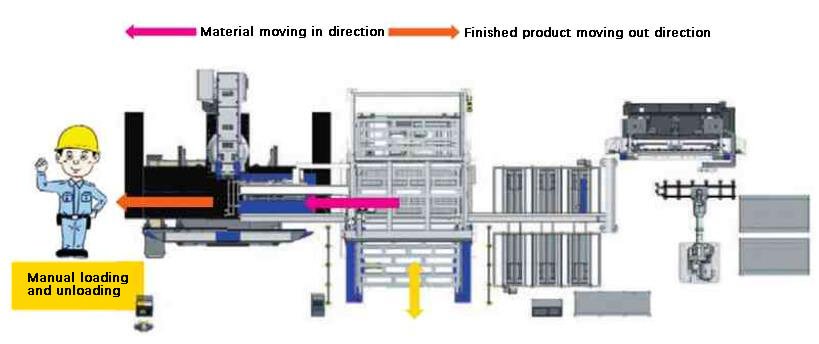
Рис. 9 Полуавтоматический режим работы (автоматический въезд - ручной выезд)
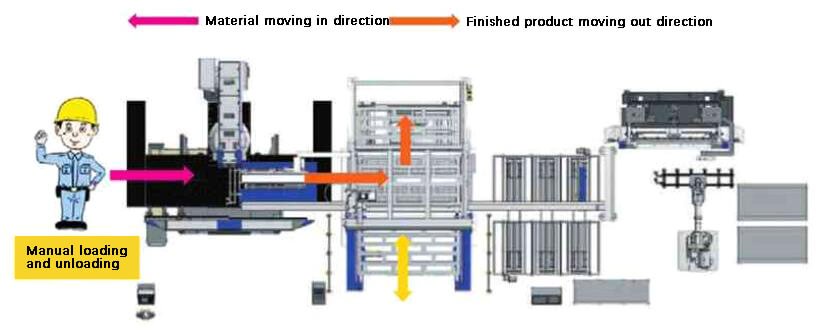
Рис. 10 Полуавтоматический режим работы (режим ручного выдвижения)
Персонал вручную размещает и загружает материалы для обработки один за другим, после чего начинается обработка.
По окончании обработки заготовительное устройство склада трехмерных материалов автоматически выгрузит материалы.
Затем готовые изделия автоматически укладываются в штабеля и могут быть либо вывезены со склада вручную, либо автоматически помещены на склад трехмерных материалов.
Этот режим обработки подходит для обработки сетчатых пластин.
В случае поломки или необходимости срочной замены деталей в блоке хранения трехмерных материалов пуансон работает в режиме одного ручного управления.
Перфоратор загружается и разгружается вручную, а его возможности по обработке на одном станке используются для выполнения производственных требований клиентов.
Кроме того, пресс можно использовать как отдельное устройство.
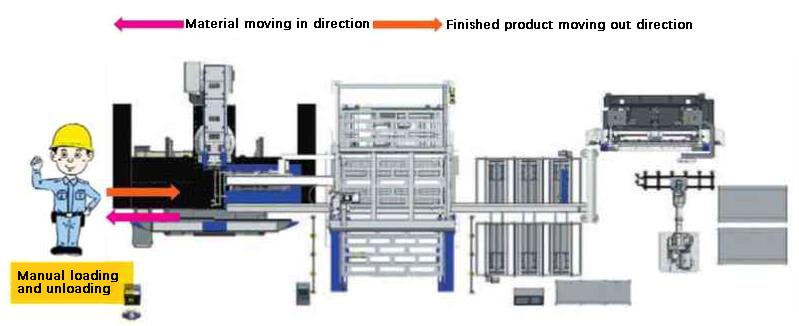
Рис. 11 Ручной режим работы одиночного пуансона
Гибочный робот автоматически сгибает несоответствующие заготовки, ускоренные детали, гибочные заготовки и другие заготовки, которые необходимо обработать, а когда гибочный робот выходит из строя, может быть принят режим мономера гибочного станка.

Рис. 12 Ручной режим работы гибочного агрегата
По мере уменьшения численности рабочей силы и роста стоимости труда потребность в автоматизация листового металла Системы будут продолжать расти.
С переходом от производства большого количества малотиражной продукции к производству меньшего количества более разнообразной продукции растет и спрос на гибкое и универсальное оборудование для автоматизации. Более того, окупаемость инвестиций в такое оборудование стала еще более важной.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











