Калькулятор и формула силы удара (онлайн и бесплатно)
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье блога мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки. Как опытный инженер-механик, я поделюсь с вами информацией о расчете усилий штамповки и выборе оптимальных зазоров пуансонов и штампов. К концу статьи вы будете иметь четкое представление о том, как планировать проект штамповки для достижения наилучших результатов.
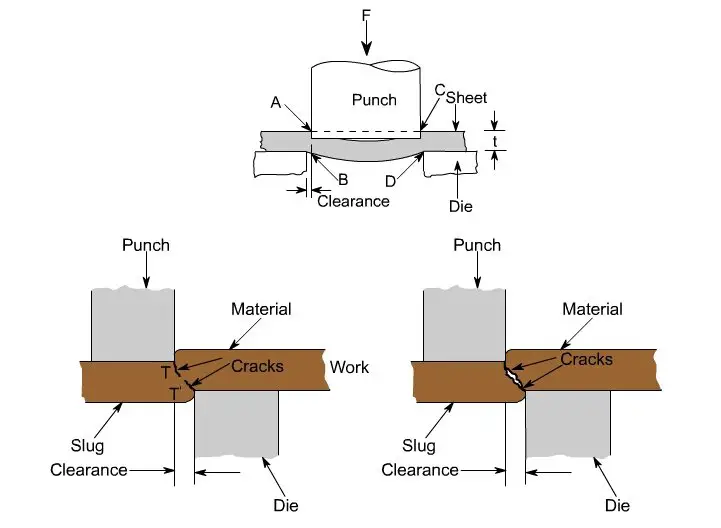
Усилие пробивки - это сила, необходимая для вырезания отверстия в заготовке с помощью пуансона и штампа. Оно зависит от нескольких факторов, включая свойства материала, толщину заготовки и геометрию пробиваемого отверстия.
Ключевые факторы, влияющие на силу удара
Прочность материала на сдвиг
Прочность на сдвиг - это показатель способности материала противостоять силам сдвига. Она варьируется в зависимости от материала и обычно указывается в спецификации материала. Например, прочность на сдвиг алюминия составляет около 250 Н/мм², а нержавеющей стали - от 400 до 700 Н/мм². Прочность на сдвиг также можно определить по прочности на растяжение, где она составляет примерно 50-70% от прочности на растяжение.
Толщина заготовки
Толщина ((t)) пробиваемого материала напрямую влияет на требуемое усилие. Для пробивания более толстых материалов требуется большее усилие.
Периметр отверстия
Периметр ((L)) отверстия, определяемый формой и размером отверстия, имеет решающее значение при расчете усилия пробивки. Периметр - это общая длина вырезаемой кромки.
Формула силы удара
При планировании проекта штамповки металла одним из наиболее важных факторов, которые необходимо учитывать, является требуемое усилие штамповки. Расчет правильного усилия штамповки гарантирует, что вы выберете пресс с достаточным тоннажем и спроектируете оснастку, способную выдержать прилагаемые усилия.
Существует несколько методов расчета усилия штамповки в зависимости от конкретного процесса штамповки и типа усилия. Здесь мы рассмотрим некоторые из наиболее распространенных формул и предоставим удобный калькулятор силы штамповки.
Для расчета усилия штамповки существует несколько методов, и какой из них использовать, зависит от конкретного процесса штамповки и типа усилия штамповки, которое необходимо рассчитать. Ниже приведены некоторые распространенные методы расчета усилия штамповки:
Основная формула разбивает общее усилие штамповки на сумму нескольких частей:
Усилие сдвига
Усилие разгрузки
Толкающее усилие
Усилие прижима кромки
Сила глубокой вытяжки
Конкретные компоненты зависят от конкретной операции штамповки.
Расчет усилия срезания и пробивания
Во многих проектах штамповки усилия срезания и пробивания составляют основную часть усилий штамповки. Общепринятая формула для расчета усилия срезания или пробивки выглядит следующим образом:
𝑃 = 𝑘 × 𝑙 × 𝑡 × Г
Где:
P = усилие штамповки (кг)
k = коэффициент (обычно около 1)
l = периметр штампованной детали (мм)
t = толщина листа (мм)
Г = прочность материала на сдвиг (кг/мм²)
Альтернативная версия этой формулы такова:
P = ltτ
Где:
P = усилие на срез (Н)
l = периметр штамповки (мм)
t = толщина детали (мм)
τ = прочность материала на сдвиг (МПа)
Для небольших деталей, отштампованных плоским пуансоном, формулу можно упростить до:
F = Ltτ
Где F - сила сдвига в ньютонах.
Примеры расчетов
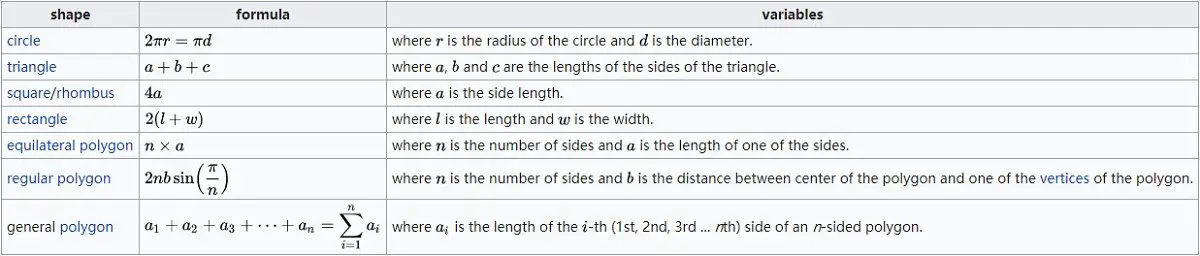
Расчет силы удара для круглого отверстия
Чтобы рассчитать силу, необходимую для пробивания круглого отверстия, используйте диаметр отверстия, чтобы найти его периметр:
Затем примените упрощенную формулу:
Например, чтобы пробить отверстие диаметром 3 мм в нержавеющей стали толщиной 5 мм с пределом прочности на сдвиг 400 МПа:
Расчет силы удара для квадратного отверстия
Для квадратного отверстия рассчитайте периметр, исходя из длины стороны квадрата:
Например, чтобы пробить квадратное отверстие со стороной 4 мм в алюминии толщиной 5 мм с пределом прочности на сдвиг 250 Н/мм²:
Практические соображения
Коэффициент безопасности
Использование коэффициента безопасности ((K)) необходимо для учета таких переменных, как износ инструмента, изменение свойств материала и другие неопределенности. Типичный коэффициент безопасности составляет около 1,3.
Твердость материала
Для более твердых материалов обычно требуется большее усилие пробивки. Состояние материала, например, его отжиг или закалка, также влияет на прочность на сдвиг и, следовательно, на требуемое усилие.
Дизайн штампов
Конструкция пуансона и матрицы может влиять на требуемое усилие. Фаска пуансона может уменьшить усилие, но может деформировать материал. Правильный зазор и обслуживание штампа также имеют решающее значение для эффективной штамповки.
Учитывая эти факторы и используя соответствующие формулы, вы сможете точно рассчитать усилие пробивки, необходимое для различных операций металлообработки, обеспечивая точность и эффективность производственного процесса.
Онлайн-калькулятор силы удара
Чтобы упростить расчет усилия штамповки, здесь представлен онлайн-калькулятор. Просто введите материал, толщину и периметр детали, чтобы получить требуемое усилие в метрических тоннах.
Если вам нужно пробить круглое, квадратное или любое другое отверстие в металле заданной толщины, вам нужно определить усилие пробивания, необходимое для выполнения этой задачи.
Для расчета необходимого тоннажа пресса можно использовать следующую формулу расчета усилия пробивки, которая также применима для расчета усилия заготовки.
Тонна пресса (KN) = Периметр (мм) * Толщина плиты (мм) * Прочность на сдвиг (кн / мм)2)
Пересчитано в метрические тонны: деление результата KN на 9,81
Периметр: Общая длина непрерывной линии, образующей границу замкнутой геометрической фигуры.
Толщина: Толщина, которая будет пробита вырубной формой.
Прочность на сдвиг: Физические свойства листа, которые определяются материалом, из которого он изготовлен, можно найти в руководстве по материалам.
Прочность на сдвиг для распространенных материалов определяется следующим образом: единица измерения: КН/мм2
Алюминий
Латунь
Низкоуглеродистая сталь
Нержавеющая сталь
0.1724
0.2413
0.3447
0.5171
Таблицу прочности на сдвиг вы можете посмотреть в следующем посте:
например: Если пробить одно квадратное отверстие в низкоуглеродистом материале толщиной 3 мм. стальная пластина, длина стороны 20 мм, вы получите:
Периметр = 20×4 = 80 мм
Толщина = 3 мм
Прочность на сдвиг = 0,3447 кн/мм2
Усилие удара (KN) = 80 x 3 x 0,3447 = 82,728 КН Пересчитать в тонны: 82,728 КН ÷ 9,81 = 8,43 Тонн
Более подробную информацию о прочности на срез, в том числе о том, как ее рассчитать, вы можете найти в разделе Статья из Википедии.
Указанная формула может быть также применена в качестве формула силы резания в прессовой оснастке или как формула для определения усилия, необходимого для пробивания отверстия.
Зазор для пуансонов и штампов
Зазор между пуансоном и матрицей является критическим фактором в процессе штамповки, и он представлен общей разницей.
Например, предположим, что вы используете верхнюю плашку ø12 и плашку ø12,25. нижний штамп. В этом случае оптимальный зазор должен составлять 0,25 мм.
Если зазор не соответствует норме, это может сократить срок службы штампа, вызвать образование заусенцев и привести к вторичной резке. Неравномерное отверстие также может увеличить усилие при демонтаже.
Кроме того, зазор штампа зависит от материала и толщины, и для листов из углеродистой стали рекомендуется использовать значение в диапазоне 12-18% от толщины.
Если нет особых требований к пуансон с ЧПУДля выбора зазора штампа можно воспользоваться следующей таблицей.
Таблица зазоров штампов для пуансонного пресса
Помимо усилия штамповки, зазор между пуансоном и штампом является еще одним ключевым фактором успешной штамповки. Правильный зазор, обычно выражаемый в процентах от толщины материала, имеет решающее значение для срока службы инструмента, качества детали и предотвращения вторичной резки.
Общие рекомендации по зазорам приведены в этой таблице:
Толщина
Мягкая сталь
Алюминий
Нержавеющая сталь
0.8-1.6
0.15-0.2
0.15-0.2
0.15-0.3
1.6-2.3
0.2-0.3
0.2-0.3
0.3-0.4
2.3-3.2
0.3-0.4
0.3-0.4
0.4-0.6
3.2-4.5
0.4-0.6
0.4-0.5
0.6-1.0
4.5-6.0
0.6-0.9
0.5-0.7
/
Расчеты усилия пробивки для конкретного материала
Расчет усилия пробивки, необходимого для различных материалов, предполагает понимание их уникальных свойств, в частности прочности на сдвиг. В этой главе приводятся подробные расчеты для различных материалов с учетом их специфических характеристик и общего применения.
Важность прочности на сдвиг при расчете силы перфорации
Прочность на сдвиг - это показатель того, какое напряжение может выдержать материал, прежде чем разрушится при сдвиге. Это критический фактор при расчете силы пробивания, поскольку он напрямую влияет на величину силы, необходимой для пробивания материала.
Алюминий
Алюминий имеет небольшой вес и умеренную прочность на сдвиг, поэтому его сравнительно легко пробивать. Он широко используется в аэрокосмической, автомобильной и упаковочной промышленности.
Прочность на сдвиг: Приблизительно 0,1724 кН/мм²
Диаметр отверстия: 10 мм
Толщина материала: 2 мм
Этапы расчета:
Периметр (P): (πx10)мм=31,42 мм
Сила удара (F): (31,42x2x0,1724)= 10,82 кН
Латунь
Латунь обладает хорошей обрабатываемостью и коррозионной стойкостью, а также более высокой прочностью на сдвиг, чем алюминий. Она часто используется в сантехнике, электротехнике и музыкальных инструментах.
Прочность на сдвиг: Приблизительно 0,2412 кН/мм²
Диаметр отверстия: 8 мм
Толщина материала: 3 мм
Этапы расчета:
Периметр (P): (πx8)мм=25,12 мм
Сила удара (F): ( 25,12 x3 x0,2412)= 18,19 кН
Углеродистая сталь
Углеродистая сталь широко используется в металлообработке благодаря своей высокой прочности и долговечности. Она широко распространена в строительстве, автомобилестроении и обрабатывающей промышленности.
Прочность на сдвиг: Приблизительно 0,3447 кН/мм²
Диаметр отверстия: 12 мм
Толщина материала: 4 мм
Этапы расчета:
Периметр (P): ( πx12)мм=37.70мм
Сила удара (F): (37.70x4x0.3447)=51.93kN
Нержавеющая сталь
Нержавеющая сталь известна своей высокой коррозионной стойкостью и прочностью, требующей значительного усилия для пробивания. Она используется в кухонной утвари, медицинских приборах и строительстве.
Прочность на сдвиг: Приблизительно 0,5171 кН/мм²
Диаметр отверстия: 6 мм
Толщина материала: 5 мм
Этапы расчета:
Периметр (P): (πx6)мм=18,85 мм
Сила удара (F): (18,85 x5 x0,5171)= 48,79 кН
Мягкая сталь
Мягкая сталь, обладающая умеренной прочностью и хорошей пластичностью, широко используется в различных областях промышленности, включая строительство и машиностроение.
Прочность на сдвиг: От 0,31 до 0,52 кН/мм² в зависимости от конкретной марки.
Диаметр отверстия: 15 мм
Толщина материала: 3 мм
Этапы расчета:
Периметр (P): (πx15)мм-47.12 мм
Усилие пробивания (F) (с использованием 0,31 кН/мм²): (47,12x3x0,31)= 43,84 кН
Медь
Медь обладает высокой электропроводностью и податливостью, поэтому ее легче пробить, чем многие другие металлы. Она широко используется в электропроводке и сантехнике.
Прочность на сдвиг: Приблизительно 0,28 кН/мм²
Диаметр отверстия: 7 мм
Толщина материала: 2,5 мм
Этапы расчета:
Периметр (P): (πx7)мм=21,99 мм
Сила удара (F): (21,99×2,5×0,28)= 15,39к
Титан
Титан обладает превосходным соотношением прочности и веса и коррозионной стойкостью, но при этом требует значительных усилий для пробивания. Он широко используется в аэрокосмической промышленности, медицинских имплантатах и военных приложениях.
Прочность на сдвиг: Приблизительно 0,55 кН/мм²
Диаметр отверстия: 5 мм
Толщина материала: 4 мм
Этапы расчета:
Периметр (P): (πx5)мм=15,71 мм
Сила удара (F): (15,71×4 x0,55)= 34,57 кН
Расчет силы удара для сложных форм
Для некруглых отверстий, таких как квадраты или прямоугольники, рассчитайте периметр, просуммировав длины всех граней.
Прямоугольное отверстие из нержавеющей стали
Размеры: 10 мм x 15 мм
Толщина материала: 3 мм
Этапы расчета:
Периметр (P): (2x(10+15))мм=50мм
Прочность на сдвиг: 0,5171 кН/мм²
Сила удара (F): (50x3x0,5171)= 77,57 кН
Овальное отверстие в алюминии
Размеры: Большая ось 20 мм, малая ось 10 мм
Толщина материала: 2 мм
Этапы расчета:
Примерный периметр (P): (π X ((20+10)/2))мм=47,12 мм
Прочность на сдвиг: 0,1724 кН/мм²
Сила удара (F): ( 47,12x2x0,1724)= 16,26 кН
Учитывая специфические свойства различных материалов и используя соответствующие формулы, вы можете точно рассчитать усилие пробивки, необходимое для различных видов металлообработки.
Часто задаваемые вопросы
Ниже приведены ответы на некоторые часто задаваемые вопросы:
Какие факторы влияют на усилие пробивки в металлообработке?
Усилие пробивания в металлообработке зависит от нескольких важнейших факторов, к которым относятся свойства материала, геометрические параметры, конструкция инструмента и зазор, коэффициенты безопасности и дополнительные силы.
Свойства материала играют значительную роль, особенно важна прочность материала на сдвиг. Предел прочности на сдвиг часто определяется на основе предела прочности материала на растяжение (UTS), при этом в зависимости от типа материала применяются определенные процентные соотношения, например 70-80% для низкоуглеродистой стали, 50% для алюминия и около 90% для нержавеющей стали. Кроме того, необходимо учитывать пределы прочности и текучести материала, поскольку они могут варьироваться в пределах одного и того же типа материала.
Геометрические параметры также имеют большое значение, особенно длина периметра отверстия и толщина материала. Усилие пробивания прямо пропорционально общей длине периметра и толщине материала, причем для более толстых материалов требуется большее усилие.
Конструкция пуансона и матрицы, включая зазор между ними, существенно влияет на требуемое усилие пробивки. Правильный зазор обеспечивает эффективную пробивку и минимизирует чрезмерное усилие на наконечнике пуансона, уменьшая износ и поломки. И наоборот, недостаточный зазор может привести к ухудшению качества кромок и повышенному износу инструмента. Форма и размер отверстия, а также радиус в углах матрицы также влияют на усилие пробивки.
В расчеты часто включают коэффициент безопасности, чтобы учесть такие переменные, как износ инструмента, колебания зазора между пуансоном и матрицей и условия смазки. Этот коэффициент гарантирует, что рассчитанное усилие будет достаточным, чтобы справиться с этими изменениями.
Основная формула для расчета пробивного усилия (F) выглядит следующим образом
где ( K ) - коэффициент безопасности, ( L ) - длина периметра, ( t ) - толщина материала, а ( τ ) - прочность материала на сдвиг. В качестве альтернативы можно использовать прочность на растяжение (( σb )) можно использовать, когда данные о прочности на сдвиг недоступны:
Также необходимо учитывать дополнительные силы, такие как сила разгрузки, сила выталкивания и выталкивающая сила. Эти силы зависят от механических свойств материала, формы и размера заготовки, зазора между пресс-формами и условий смазки.
Наконец, твердость и прочность на сжатие материала пуансона важны для долговечности инструмента. Для предотвращения разрушения нагрузка на пуансон должна быть ниже 60% предела прочности материала пуансона на сжатие. Термообработка и обработка поверхности, например азотирование или PVD-покрытие, могут повысить твердость и износостойкость инструмента, хотя эти виды обработки не всегда необходимы для поддержания срока службы инструмента.
Принимая во внимание эти факторы, инженеры и металлообработчики могут точно определить необходимое усилие штамповки, выбрать подходящее оборудование и спроектировать пресс-формы для эффективной и надежной штамповки.
Как тип материала влияет на требуемое усилие пробивки?
Тип пробиваемого материала значительно влияет на требуемое усилие пробивки из-за различий в прочности на сдвиг, прочности на растяжение и свойствах материала. Прочность на сдвиг является основным фактором, который существенно различается для разных материалов. Например, прочность на сдвиг низкоуглеродистой стали обычно составляет 70-80% от предела прочности на растяжение (UTS), в то время как прочность на сдвиг алюминия составляет около 50% от UTS. У нержавеющей стали и медных сплавов прочность на сдвиг может составлять от 50% до 90% от UTS, в зависимости от конкретного сплава.
Если точные данные о прочности на сдвиг недоступны, инженеры могут использовать UTS в качестве косвенного показателя, однако это часто приводит к завышению требуемого усилия пробивки. Кроме того, зазор между пуансоном и матрицей, зависящий от типа материала, влияет на усилие пробивки. Более узкие зазоры могут увеличить сопротивление и износ пуансона, в то время как оптимальные зазоры, соответствующие толщине и прочности материала на разрыв, помогают снизить эти проблемы.
Усилие пробивания (Fp) можно рассчитать по формуле:
где ( L ) - длина профиля пуансона, ( t ) - толщина материала, а ( st ) - прочность материала на сдвиг.
Тип материала также влияет на давление на наконечник пуансона (Ft), которое рассчитывается для стандартного пуансона с уступом как:
Выбор материала инструмента зависит от материала, который подвергается штамповке: различные инструментальные стали обладают разной степенью износостойкости, ударопрочности и вязкости. Выбор правильного материала инструмента в зависимости от материала и условий обработки имеет решающее значение для предотвращения поломки наконечника пуансона и оптимизации срока службы инструмента. В целом, тип материала влияет на прочность на сдвиг, прочность на растяжение и требуемые зазоры - все это необходимо для точного расчета и управления усилием пробивки.
Можно ли использовать калькулятор силы пробивания для разных материалов?
Да, калькулятор силы пробивки можно использовать для различных материалов, но для этого необходимо скорректировать несколько ключевых параметров, характерных для каждого материала. Основным фактором при расчете является прочность материала на сдвиг, которая сильно различается у разных материалов. Например, низкоуглеродистая сталь, нержавеющая сталь, алюминий и медные сплавы имеют разную прочность на сдвиг, которая обычно выражается в процентах от предела прочности на растяжение (UTS).
Общая формула для расчета силы пробивания такова:
где ( F ) - сила пробивания, ( L ) - периметр пробиваемого отверстия, ( t ) - толщина материала, а ( \tau ) - прочность материала на сдвиг.
Чтобы упростить расчеты, некоторые калькуляторы используют коэффициенты материала (K), которые учитывают специфические характеристики различных материалов. Например, коэффициент для низкоуглеродистой стали может быть равен 1, для нержавеющей стали - 1,5, а для алюминия, меди и латуни - около 0,6.
Рассмотрим пример, в котором вам нужно пробить отверстие диаметром 3 мм в нержавеющей стали с прочностью на сдвиг 400 МПа и толщиной 5 мм. Сначала рассчитайте периметр отверстия:
(π x3= 9,42)мм
Затем примените формулу:
Хотя эти расчеты дают полезную оценку, на реальные результаты могут влиять такие факторы, как острота пуансона, смазка и состояние вырубной машины. Поэтому важно использовать расчетные значения в качестве ориентира и дополнять их практическим опытом и профессиональным суждением, при необходимости консультируясь с инженером.
По какой формуле рассчитывается усилие пробивки в металлообработке?
Формула для расчета усилия пробивки в металлообработке выводится из зависимости от прочности материала на срез, толщины материала и периметра пробиваемой области. Основная формула выглядит следующим образом:
где:
( F ) - это сила пробивания.
( P ) - это периметр отверстия или общая длина внутреннего и внешнего периметров перфорации.
( t ) - толщина материала.
( S ) - прочность материала на сдвиг.
Если прочность на сдвиг неизвестна, ее можно приближенно определить, используя прочность на растяжение ( T ) материала, предполагая, что прочность на сдвиг обычно составляет 50-70% от прочности на растяжение. В таких случаях формула принимает вид:
Например, чтобы рассчитать силу пробивки прямоугольного отверстия размером 1/2 x 5/8 дюйма в стальном листе толщиной 3/16 дюйма и прочностью на срез 60 000 PSI:
Рассчитайте силу пробивания: F= P x t x S = 2,25 x 0,1875 x 60 000 = 25 312,5 1bs
Дополнительные факторы, такие как тип материала, зазор между пуансоном и матрицей и смазка, могут влиять на фактическое требуемое усилие штамповки. Их можно регулировать с помощью эмпирических формул и специальных коэффициентов для различных материалов и условий.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Представьте себе, как простые металлические листы легко и эффективно превращаются в сложные, точные детали. Это и есть магия вырубного станка. В этой статье мы рассмотрим, как эти машины экономят энергию,...
Вы когда-нибудь задумывались о том, как эффективная компоновка может произвести революцию в штамповке листового металла? В этой статье рассматриваются различные методы компоновки, объясняется, как оптимизация использования материалов не только экономит ресурсы, но и повышает...
Как с помощью одного станка можно оптимизировать как штамповку, так и ножницы при изготовлении металлических изделий? Комбинированный пуансон и ножницы с ЧПУ революционизируют эффективность и точность в мастерских по производству листового металла. Это...
Вы когда-нибудь задумывались, в чем секрет производства высококачественных штампованных деталей? В этой статье блога мы рассмотрим важнейшую роль, которую играет зазор между пуансоном и штампом в...
Вам интересно узнать о револьверных вырубных прессах с ЧПУ? В этой статье мы погрузимся в увлекательный мир этих универсальных машин. Как опытный инженер-механик, я расскажу, как револьверные...
Вы когда-нибудь задумывались, как изготавливаются прецизионные детали? Тонкая заготовка - это технология, меняющая ситуацию, которая позволяет производить высококачественные детали с непревзойденной точностью и скоростью. В этой статье блога мы погрузимся...
Вы когда-нибудь задумывались, как массивная машина может точно пробивать и придавать форму металлическим листам? В этой статье мы расскажем о захватывающем мире станка JH21...
Почему выбор правильного устройства подачи пуансонов имеет решающее значение для вашего производственного процесса? В этой статье мы рассмотрим три основных типа: пневматические, роликовые и сервоподатчики с ЧПУ. Вы узнаете...
Вы когда-нибудь задумывались, как современное производство достигает такой точности и эффективности? Гидравлический станок для обработки железа - универсальная машина, которая с легкостью режет, пробивает, режет и сгибает металл. В этой статье вы узнаете,...