Исследование влияния обработки QPQ на микроструктуру стали 40Cr
Вы когда-нибудь задумывались, как повысить долговечность стали? Возможно, вам поможет обработка QPQ. Этот инновационный процесс, сочетающий азотирование и окисление, значительно повышает износостойкость и коррозионную стойкость стали 40Cr. В этой статье вы узнаете, чем QPQ превосходит традиционные методы, такие как хромирование и ионное азотирование, что делает его лучшим выбором для различных промышленных применений. Окунитесь в эту статью, чтобы узнать о науке, лежащей в основе QPQ, и понять, как она может повысить срок службы и производительность ваших металлических компонентов.
Технологический процесс обработки QPQ заключается в следующем:
Обезжиривание и очистка → предварительный нагрев → азотирование в соляной ванне → оксидирование в соляной ванне → обессоливание и очистка → сушка (полировка → оксидирование в соляной ванне → обессоливание и очистка → сушка) → погружение в масло.
Технология QPQ (Quench-Polish-Quench) представляет собой сочетание процессов азотирования и окисления. Это обработка в соляной ванне, которая повышает износостойкость и коррозионную стойкость поверхности субстрата за счет сочетания азотирования и окисления.
Эта технология часто используется в качестве альтернативы науглероживанию и закалке, ионному азотированию и хромирование. Он повышает износостойкость и коррозионную стойкость изделий, снижая риск деформации при закалке.
Технология QPQ находит широкое применение в таких областях, как машиностроение, приборостроение и легкая химическая промышленность. В данном исследовании изучалась износостойкость и коррозионная стойкость сталь 40Cr были оценены после обработки QPQ и сравнены с обработкой азотированием в светящейся плазме, оксидированием и хромовым гальваническим покрытием.
1. Материалы и методы испытаний
(1) Материалы и процесс испытаний
В данном исследовании использовался тестовый материал сталь 40Cr с твердостью около 274HV после закалки и отпуска. Металлографические образцы были подготовлены путем резки проволоки и имели размеры φ30 мм × 10 мм для испытаний на износ и φ10 мм × 100 мм для испытаний на коррозионную стойкость. Образцам были присвоены отдельные номера, как показано в таблице 1.
Перед термообработкой поверхность образцов шлифовалась до достижения шероховатости 1,6 мкм, очищалась безводным ацетоном, промывалась чистой водой и высушивалась. Параметры процесса для каждой термообработки приведены в табл. 2.
После обработки QPQ и оксидирования поверхность образцов приобрела черный цвет, после хромирования - серебристый и яркий, а после ионного азотирование он был серебристо-серым.
Таблица 1 Количество образцов, прошедших различные виды термообработки
Категория образцов
Обработка QPQ
Окисление
Хромирование
Ионное азотирование
Металлографический образец
аль
–
–
дл
Образец для испытания на износ
a2
b2
c2
d2
Образец для испытаний на коррозионную стойкость
a3
b3
c3
d3
Таблица 2 Параметры процесса термообработки для стали 40Cr
Отшлифуйте металлографические образцы (a1, d1), прошедшие различные процессы термообработки, мелкой наждачной бумагой до блеска. Это делается для металлографического контроля и измерения твердости.
После металлографической инкрустации измерьте градиент твердости от поверхности инфильтрированного слоя до матрицы.
Микротвердомер, используемый для испытания, имеет испытательное усилие 0,098 Н (10 gf) и время выдержки 10 секунд.
Проведите коррозию подготовленного металлографического образца с помощью раствора азотной кислоты и спирта 4%. После высушивания образца наблюдайте его структуру с помощью металлографического микроскопа 4XB.
(3) Испытание на истирание
Тестер износа кольцевых блоков M-2000A используется для проведения испытаний на скользящий износ образцов (a2, b2, c2, d2), подвергшихся различным процессам термообработки.
Пара трения представляет собой испытательное кольцо из стали GCr15 с твердостью 57 HRC. Внешний диаметр кольца составляет 40 мм, скорость вращения - 200 об/мин, нагрузка - 100 Н, общее время износа - 30 минут.
Чтобы подготовить изношенный образец, многократно протрите его с лицевой и обратной стороны ацетоном, а затем высушите. Измерьте потерю веса образца с помощью электрооптических аналитических весов с точностью до 0,1 мг.
(4) Испытание на коррозионную стойкость
Пересмотренная версия:
Проведите испытание в нейтральном соляном тумане образцов (a3, b3, c3, d3) с различными процессами термообработки с помощью тестера соляного тумана KD60 в соответствии с GB/T10125.
В качестве коррозионной среды для испытания используется солевой раствор с содержанием 5% NaCl и значением pH 6,7.
Температура в испытательной камере установлена на 35°C, давление в сопле - 83 кПа, период наблюдения - 24 часа.
Время прерывистого распыления составляет 8 часов, а время остановки - 16 часов.
2. Результаты испытаний и анализ
(1) Твердость науглероженного слоя
В таблице 3 показано распределение твердости стали 40Cr после различных процессов.
Как показано в таблице 3, после QPQ, ионного азотирования и хромирования твердость поверхности достигает 711 HV, 525 HV и 703 HV, соответственно. Градиент твердости постепенно уменьшается от поверхности к подложке.
Невозможно измерить твердость образца после окислительной обработки, поскольку окислительная пленка очень тонкая. После полировки мелкозернистой наждачной бумагой на поверхности образца нет оксидной пленки.
Таблица 3 Результаты испытаний на микротвердость
Расстояние от поверхности/ум
0
100
200
300
400
500
Твердость поверхности при ионном азотировании HV
525
462
375
310
274
274
Твердость поверхности QPQ HV
711
303
300
274
273
270
Твердость хромированной поверхности HV
703
274
274
273
274
273
Твердость поверхности окисления HV
–
274
274
274
273
274
(2) Металлографическая структура инфильтрационного слоя
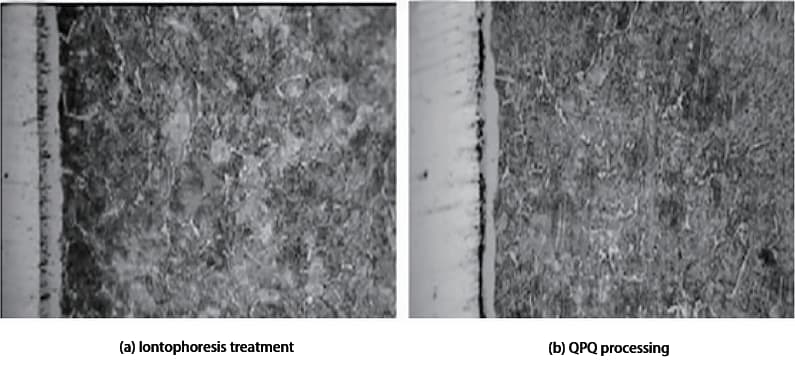
На рисунках 1a и 1b представлены металлографические фотографии стали 40Cr после ионного азотирования и обработки QPQ, соответственно.
Нет необходимости исследовать металлографию образца после хромирования и оксидирования. Структура покрытия образца после хромирования - чистый хром, а поверхность после окисления - очень тонкий черный слой Fe3O4 оксидная пленка.
Рис. 1 Металлографическая структура 40Cr, обработанного различными способами
Как видно на рис. 1, азотированный слой как при обработке QPQ, так и при ионном азотировании состоит из слоя соединения и диффузионного слоя, причем белая полоса на рисунке представляет собой слой соединения.
В случае обработки QPQ количество оксидного слоя на поверхности слишком велико, чтобы его можно было наблюдать под металлографическим микроскопом.
Несмотря на то, что время обработки ионным азотированием в семь раз больше, чем при обработке QPQ, толщина сформированного слоя соединения примерно в два раза меньше, чем толщина слоя соединения при обработке QPQ.
С точки зрения однородности слоя соединения на рис. 1 видно, что структура азотированного слоя после обработки QPQ более однородна, в то время как структура образца после ионного азотирования менее однородна.
(3) Результаты испытаний на износ при скольжении
В таблице 4 приведено сравнение значений износа образцов, обработанных различными способами в описанных условиях испытаний на износ.
Как видно из таблицы 4, величина износа образца, обработанного QPQ, при 30-минутном испытании составляет не менее 1,9 мг.
Износостойкость образца, обработанного QPQ, в 1,45 раза выше, чем у образца с хромовым покрытием, в 4,32 раза выше, чем у образца с ионным азотированием, и в 7,9 раза выше, чем у образца с оксидированным покрытием.
Очевидно, что износостойкость образцов, обработанных QPQ, значительно улучшилась.
Таблица 4 Сравнение значений износа при испытании на скользящий износ
Серийный номер
Метод обработки
Твердость HV
Величина износа/мг
Относительный коэффициент износа
1
Обработка QPQ
711
1.9
1
2
Хромирование
703
2.75
1.45
3
Ионное азотирование
525
8.2
4.32
4
Окисление
–
15
7.9
(4) Результаты коррозионных характеристик проницаемого слоя
В таблице 5 приведены результаты испытания нейтральным солевым туманом образцов, обработанных различными способами в описанных условиях испытания на коррозионную стойкость.
Как видно из таблицы 5, коррозионная стойкость образца стали 40Cr, обработанного QPQ, в соляном тумане в 3,2 раза выше, чем у образца с хромовым покрытием, в 8 раз выше, чем у образца с ионным азотированием, и в 32 раза выше, чем у образца с оксидированием.
Это свидетельствует о том, что коррозионная стойкость стальных деталей после обработки QPQ значительно улучшилась.
Таблица 5 Сравнение коррозионной стойкости при испытании нейтральным солевым туманом
Серийный номер
метод обработки
Время начала ржавчины/ч
Сравнение относительной коррозионной стойкости
1
Обработка QPQ
256
1
2
Хромирование
80
0.31
3
Ионное азотирование
32
0.13
4
Окисление
8
0.03
(5) Анализ результатов
В процессе обработки QPQ на поверхности стали 40Cr образуется слой нитридов Fe2~3N с высокой концентрацией и плотная оксидная пленка Fe3O4. Этот тип комбинированного слоя обладает высокой твердостью и износостойкостью, но прочность связывания слоя хромового покрытия недостаточно высока.
Во время испытания на износ при скольжении слой хромового покрытия склонен к отслаиванию, что приводит к снижению износостойкости по сравнению с обработкой QPQ. Однако износостойкость хромового покрытия лучше, чем структура сплава с низким содержанием азота на поверхности после ионного азотирования.
Поверхность после окисления имеет лишь тонкую оксидную пленку Fe3O4, которая обладает низкой твердостью и обеспечивает только антикоррозионные свойства.
Высокая коррозионная стойкость образца после обработки QPQ обусловлена главным образом наличием высококоррозионностойкого слоя соединения Fe2~3N и плотной оксидной пленки на поверхности. Кислород может проникать в более глубокий слой соединения, дополнительно пассивируя его и обеспечивая более высокую коррозионную стойкость поверхности.
3. Заключение
(1) Обработка QPQ стали 40Cr приводит к образованию высокой концентрации нитрида Fe2 ~ 3N и плотного слоя Fe3O4 оксидная пленка на его поверхности, что значительно улучшает микротвердость, износостойкость и коррозионную стойкость.
(2) Износостойкость и коррозионная стойкость поверхности стали 40Cr снижается в порядке убывания: QPQ, хромирование, ионное азотирование и обработка окислением.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
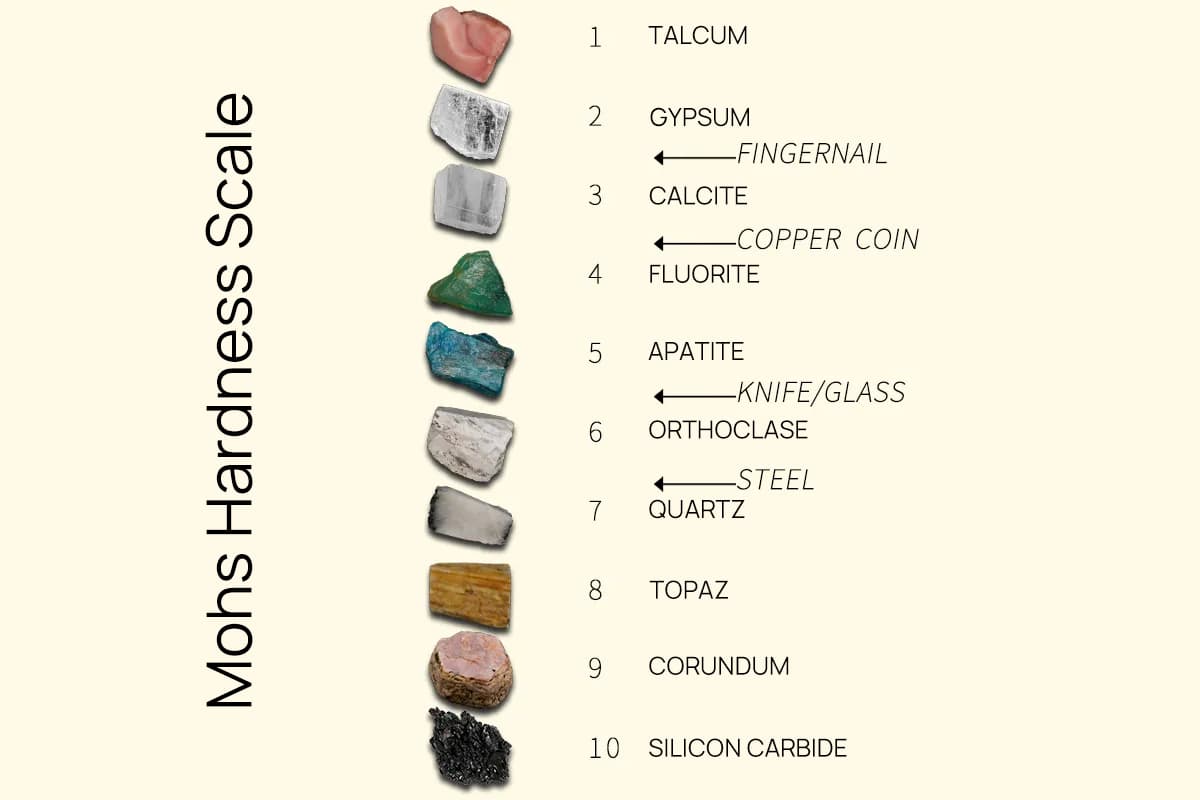
Вы когда-нибудь задумывались о твердости окружающих вас материалов? От мягкости талька до непревзойденной твердости алмазов - шкала Мооса предлагает увлекательное путешествие по...
Почему выбор правильного материала для зубчатых колес так важен в машиностроении? Выбор подходящих материалов обеспечивает соответствие зубчатых передач таким требованиям, как износостойкость, долговечность и эффективность. В этой статье рассматриваются различные материалы для зубчатых колес,...
Представьте, что критически важный компонент неожиданно выходит из строя, что приводит к катастрофическим последствиям. Именно здесь на помощь приходит механика разрушения. В этой статье рассматриваются основы механики разрушения, подчеркивается, как понимание трещин...
Представьте себе мир без смазочных материалов. Машины останавливаются, двигатели выходят из строя, а прогресс останавливается. В этой статье мы погрузимся в сложный мир классификации и выбора смазочных материалов,...
Как скорость охлаждения влияет на микроструктуру стали? С-образная кривая при термообработке показывает удивительную трансформацию микроструктуры углеродистой стали в процессе охлаждения. Эта статья посвящена...
Какие вопросы помогут вам добиться успеха на собеседовании по машиностроению? В этой статье мы рассмотрим 20 лучших вопросов, которые проверяют различные аспекты машиностроения, от систем передачи...
Вы когда-нибудь задумывались, как передается энергия между машинами? Ременные передачи - это простое, но гениальное решение, которое произвело революцию в машиностроении. В этой статье мы рассмотрим...
Разница в природе 1. Чугун Чугун - это первичный промежуточный продукт в черной металлургии, обычно с высоким содержанием углерода от 2% до 6,69% по...
Вы когда-нибудь удивлялись универсальности пружин в машиностроении? От автомобильных подвесок до точных приборов - эти невоспетые герои играют важнейшую роль. В этой статье блога мы...