Квалификация филейных сварных швов: Какие виды сварки приемлемы?
Что определяет хороший филе-сварной шов? В этой статье рассматриваются критерии квалификации сварных швов, обсуждаются необходимые размеры, приемлемые характеристики и такие распространенные проблемы, как недостаточная глубина горловины и плохое проплавление. Читатели получат представление об отраслевых стандартах и узнают, как обеспечить качество сварного шва для своих проектов.
При проектировании сварного шва необходимо учитывать несколько факторов, таких как свариваемость основного металла, соответствие сварочных материалов и основного металла, эффективность сварки, метод сварки, размер сварочной фаски, сварочные деформации и смятие стыковой пластины.
В качестве примера рассмотрим бусины для филейной сварки.
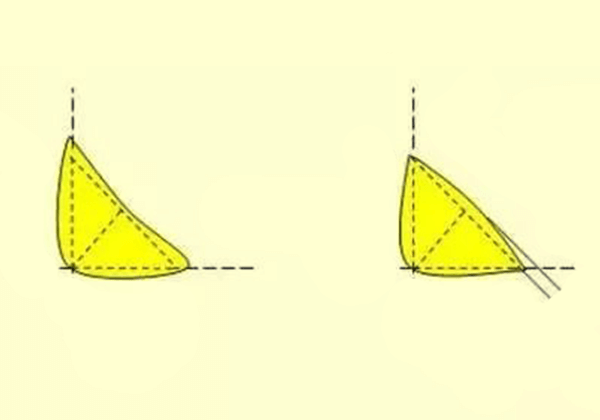
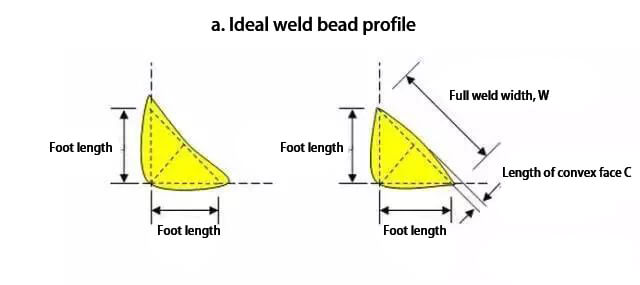
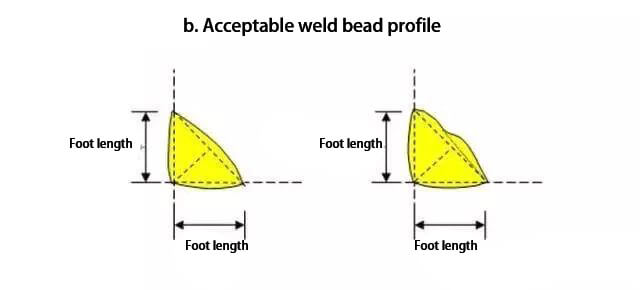
В соответствии с кодексом сварки стальных конструкций Американского сварочного общества (AWSD1.1), бусины сварного шва делятся на три категории: идеальная бусина, приемлемая ширина бусины и неприемлемая бусина.
Недостаточная глубина горловины сварной фаски, чрезмерно выпуклая поверхность, сварочная коррозия, нахлест, недостаточная длина ножки и плохое проплавление считаются неправильными размерами сварной фаски.
Минимальный размер шарика сварного шва также указан в стандарте Steel Сварка конструкций Правила Американской ассоциации сварки и Китайский технический кодекс по проектированию стальных конструкций стальных зданий. В таблице 4 показан минимальный размер шарика сварного шва.
Минимальная длина ноги филейная сварка определяется более толстой пластиной из двух частей соединения, но она не должна быть больше толщины более тонкой пластины.
Если минимальная длина ножки превышена, необходимо обеспечить достаточный предварительный подогрев для обеспечения качества сварки.
Если этого требуют расчеты напряжений, размер сварного шва может превышать толщину тонкой пластины в соединении.
В таблице 3 приведена минимальная длина ножки филейной сварки для листов различной толщины, а в таблице 4 показана зависимость между шириной полного прохода филейной сварки и максимальной длиной выпуклой поверхности.
Таблица 3 Минимальная угловая длина фаски сварного шва
Толщина более толстой пластины в месте соединения, t (мм)
Минимальная длина ножки сварного шва (мм)
t≤6
3
6<t≤12
5
12<t≤19
6
19<t≤38
8
Таблица 4 Соотношение между шириной полного прохода и максимальной длиной выпуклости при сварке филе
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Сварочные деформации нержавеющей стали могут привести к значительным проблемам при изготовлении металлоконструкций. В статье рассматриваются различные методы контроля и исправления этих деформаций, такие как использование медных пластин, воды...
Вы когда-нибудь задумывались, как профессионалы создают точные разрезы в толстом металле, не прибегая к традиционным методам? Углеродная дуговая строжка может быть тем ответом, который вы ищете. Этот процесс, использующий...
Вы когда-нибудь задумывались о том, как эффективно сваривать различные виды нержавеющей стали? В этой статье мы рассмотрим специализированные методы сварки мартенситной и дуплексной нержавеющей стали, а также подробно расскажем о трудностях...
Всегда ли сварка с полным проплавлением лучше сварки с глубоким проплавлением? Этот вопрос интересует многих специалистов в области металлообработки. В этой статье рассматриваются сильные и слабые стороны обеих технологий, подробно описываются...
Вы когда-нибудь задумывались, какие бренды сварочного оборудования занимают лидирующие позиции в отрасли? В этой статье рассматриваются десять ведущих производителей сварочных аппаратов, подчеркиваются их инновации, глобальное присутствие и уникальные преимущества.....
Сварка нержавеющей стали требует точности, чтобы предотвратить такие дефекты, как растрескивание и коррозия. Знаете ли вы, какие шаги необходимо предпринять для обеспечения безупречного сварного шва? В этой статье рассказывается о восьми основных мерах предосторожности,...
Как сварка углеродистой стали может быть одновременно обычной практикой и сложной задачей? Это руководство исследует запутанный мир сварки углеродистой стали, рассказывая о типах углеродистой стали, их...
Вы когда-нибудь задумывались, как усовершенствовать технику сварки TIG? Выбор правильных параметров имеет решающее значение для получения прочных и чистых сварных швов. В этой статье мы рассмотрим основные моменты: выбор...
Сварка меди и ее сплавов представляет собой уникальную задачу из-за их высокой теплопроводности и склонности к образованию трещин. В этой статье рассматриваются различные технологии сварки, материалы и методы подготовки, необходимые...