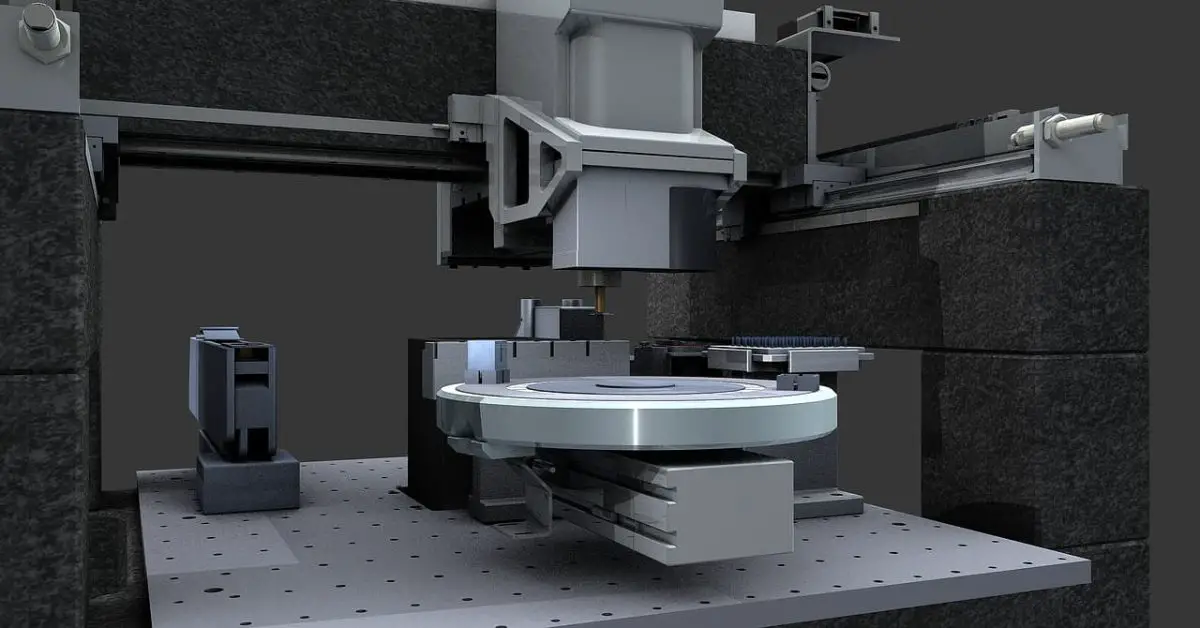
Как известно, станки с ЧПУ - это передовые и высокотехнологичные изделия, которые появились в 1970-1990-х годах и не могут быть взаимозаменяемыми. Явления неисправности уникальны и различны, особенно в случае крупных и тяжелых станков с ЧПУ, которые являются дорогостоящими, стоят несколько миллионов долларов каждый и требуют длительного времени установки и настройки, от нескольких месяцев до более года.
Крупногабаритные станки с ЧПУ состоят из тысяч компонентов, и отказ любого из них может привести к нештатному поведению станка и проблемам с соединением проводов и труб. Даже небольшая оплошность может привести к проблемам. Кроме того, эти крупные и тяжелые станок с ЧПУ Инструменты имеют громоздкие размеры и часто используются в неконтролируемых по температуре средах, что делает их уязвимыми к воздействию окружающей среды, которое может привести к поломке.
В результате вопрос "сложного содержания" Станки с ЧПУ выходит на первый план. При таком количестве станков с ЧПУ, импортируемых и производимых в Китае, как мы можем своевременно выявлять неисправности и потенциальные опасности и своевременно их устранять? Как отремонтировать это дорогостоящее оборудование?
На мой взгляд, прежде всего, мы должны обладать сильным чувством ответственности и решимостью преодолевать трудности. Во-вторых, мы должны стремиться овладеть технологией числового программного управления и использовать мой более чем десятилетний опыт в ремонте станки с числовым программным управлением.
Мы должны больше наблюдать, задавать больше вопросов, больше запоминать, критически мыслить и больше практиковаться, чтобы постепенно повышать свой технический уровень и возможности технического обслуживания для решения сложных ситуаций и эффективного ремонта станков с числовым программным управлением.
1. См. подробнее
Чтобы наблюдать больше, мы должны:
Получите представление об особенностях и функциях различных Системы ЧПУ и программируемых контроллеров PLC.
Приобретите знания о сигнализации и методы поиска и устранения неисправностей системы ЧПУ.
Узнайте о значении настройки параметров станков с ЧПУ и ПЛК.
Овладеть языком программирования ПЛК.
Получите представление о методах программирования NC.
Ознакомьтесь с работой панели управления и деталями каждого меню.
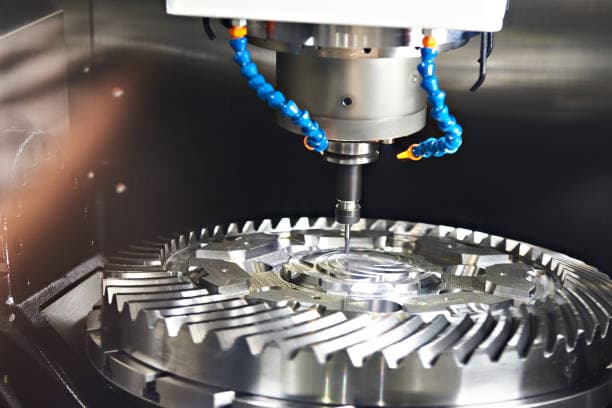
Поймите возможности шпинделя и двигателя фрезы, а также характеристики драйвера и т. д.
1. Читать далее Данные ЧПУ
Но когда имеется большое количество данных числового контроля, как сделать выбор?
Самое главное - подчеркнуть важнейшие элементы и обеспечить четкий контекст.
Необходимо понимать основной состав и структуру системы ЧПУ и владеть навыками работы с блок-схемой.
Хотя остальную информацию можно просмотреть, каждый компонент следует тщательно изучить и придать ему должное значение.
Учитывая, что внутренняя схема системы ЧПУ довольно сложна и производитель может ее не предоставить, нет необходимости вникать в ее детали.
Например, в четырехкоординатном пятизвенном станке для обработки лезвий NX-154 используется система A-B10.
Очень важно понимать роль каждого компонента, назначение каждой платы, назначение интерфейса, значение светодиодных индикаторов и т.д.
Существует множество типы ЧПУ системы, которые постоянно обновляются.
У разных производителей и моделей часто бывают значительные различия.
Важно понимать их сходства и различия.
Как правило, люди, знакомые с обслуживанием системы ЧПУ Siemens, не могут быть экспертами по устранению неполадок в системе A-B.
Поэтому необходимо продолжать учиться и обновлять знания.
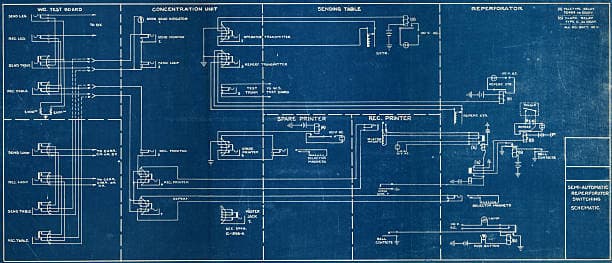
2. Прочитать и понять электрическую схему
Каждый электрический компонент, такой как контактор, реле, реле времени и т. д., а также входы и выходы ПЛК должны быть четко указаны на электрической схеме.
Например, 1A1 представляет собой контактор, который запускает мотор гидравлического насоса 1M.
Расположение нормально разомкнутых и нормально замкнутых контактов обычно указывается на схеме.
Таким образом, нормально открытый или нормально закрытый контакт 1A1 может быть обозначен как мотор гидравлического насоса на.
Электрическая схема крупных станков с ЧПУ может состоять из десятков и даже сотен страниц, что отнимает много времени на понимание функций каждого компонента.
Прочитав компонент один или два раза, вы можете не сразу понять его назначение, поэтому важно прочитать его несколько раз и сделать заметки.
Пусковой двигатель гидравлического насоса 1M также должен четко указывать, какой внешний выход ПЛК управляет действием контактора 1A1, что делает контекст понятным.
Для некоторых блок-схем в электрической схеме, таких как драйвер для каждой оси, приведена только блок-схема.
Однако если вы понимаете, что такое условие контроля (условие включения-выключения), вы можете потратить время на изучение и исследование деталей.
Важно отметить, что электрические символы в разных странах отличаются.
Очень важно иметь четкое представление о них.
Для получения исчерпывающих таблиц с показаниями ПЛК, предоставляемых производителем, необходимо потратить время на чтение и освоение языка программирования, аннотирование и перевод на китайский язык на основе вашего понимания.
Это может значительно сократить время, необходимое для устранения неполадок в будущем.
Если вы знакомитесь с электрической схемой и таблицей показаний ПЛК только после возникновения неисправности, это займет много времени и может привести к неправильным выводам.
3. Прочитайте больше гидравлических и пневматических схем и получите глубокое понимание
Для механических, гидравлических и пневматических схем станков с ЧПУ важно понимать их функции и контекст.
На чертеже необходимо отметить, что, например, процесс установки аксессуаров и инструментов на немецкий портальный фрезерный станок с ЧПУ COBURG относительно сложен.
Схема должна быть разбита на части, например, какой электромагнитный клапан отвечает за блокировку инструмента и каковы соответствующие входы и выходы ПЛК.
Электрические и механические действия должны быть четко обозначены на рисунке, чтобы их можно было легко понять с первого взгляда.
В то же время особое внимание следует уделить компонентам, которые тесно связаны с машиной и электричеством.
Например, итальянский фрезерный станок с ЧПУ INNSE использует технологию электрогидравлического пропорционального клапана, поэтому важно понять его функции, в частности, метод настройки и данные.
Как в статических, так и в динамических сценариях важно понимать ток пропорционального клапана и соответствующее давление балансировочного насоса, а также интеграцию электричества, машин и электромеханики.
Овладение разнообразными навыками значительно повышает способность решать проблемы.
4. Улучшите свои профессиональные навыки чтения на иностранном языке
Если вы не владеете иностранными языками, особенно английским, вам может быть сложно понять большое количество иностранных технических материалов.
Простое использование перевода часто не является идеальным решением.
Поначалу читать технические материалы на иностранном языке может быть непросто, поскольку приходится изучать множество новых терминов.
Однако при постоянном чтении и запоминании все становится более гладким, поскольку существует лишь ограниченное количество часто используемых профессиональных слов.
Компетентный специалист по техническому обслуживанию должен владеть основными языковыми средствами.
2. Задавайте больше вопросов
1. Обращайтесь к иностранным экспертам
Если у вас есть возможность пройти обучение за рубежом или если иностранные специалисты приезжают на ваш завод для установки и отладки станков, лучше всего принять в нем участие.
Это идеальная возможность для обучения, так как вы сможете получить множество информации из первых рук и приобрести навыки и приемы отладки станков.
Например, после лазерного измерения точности каждой оси, научитесь корректировать ее электрически и т.д.
Задавайте много вопросов и обязательно выясняйте все недоразумения.
Благодаря этому опыту вы получите много нового, в том числе доступ к внутренней информации и конфиденциальным руководствам пользователя.
После запуска станка в официальное производство важно поддерживать тесный контакт с соответствующими зарубежными специалистами.
По факсу и электронной почте можно получить рекомендации по устранению сложных неисправностей станка и приобретению специальных запасных частей.
Также важно поддерживать хорошие отношения с поставщиками систем ЧПУ, такими как Siemens и FANUC, задавая вопросы и получая своевременную информацию и соответствующие запасные части для системы ЧПУ.
Кроме того, мы можем воспользоваться возможностью пройти специализированные курсы по системе ЧПУ.
2. Весь процесс исправления ошибок
При возникновении неисправности важно тщательно расспросить оператора обо всем процессе, приведшем к ее возникновению.
Неспособность собрать точные полевые данные может привести к неверным суждениям и усложнить проблему.
Поэтому необходимо задавать подробные вопросы, чтобы понять весь процесс возникновения неисправности, включая начало, середину и конец, номер сгенерированного сигнала тревоги, используемые компоненты, внесенные изменения и внешнюю среду.
На основе тщательного осмотра места происшествия и изучения материалов, полученных из первых рук, важно точно перечислить неисправности, эффективно решить уже выявленные проблемы, а затем проанализировать и устранить оставшиеся.
Опытные и квалифицированные операторы знакомы с работой станков, процедурами обработки и распространенными проблемами.
Тесное сотрудничество с ними очень полезно для быстрого устранения неполадок.
3. Спросите других сотрудников по техническому обслуживанию
Когда другие специалисты по техническому обслуживанию ремонтируют станок, а вас нет рядом, после их возвращения важно задать вопросы о недавнем ремонте. Поинтересуйтесь, как они устраняли неполадки и как решили проблему.
Это ценная возможность для обучения. Вы можете узнать о правильных методах и способах устранения неисправностей от других, особенно от опытных специалистов по техническому обслуживанию, и усовершенствовать свои знания и навыки.
3. Помнить больше
1. Соответствующие параметры должны быть зарегистрированы
После настройки станка важно записать различные параметры, такие как параметры станка с ЧПУ, параметры станка с ПЛК и программы ПЛК (которые можно сохранить на диске), а также ток, напряжение, скорость и другие данные шпинделя и каждого двигателя подачи инструмента.
Кроме того, необходимо регистрировать состояние (включено или выключено) реле, контакторов и т.д. в электрошкафу во время включения и формальной обработки, а также состояние (горит, темный, мигает) всех светодиодных индикаторов входов и выходов ПЛК, или же состояние IB (входной бит) и QB (выходной бит) на экране ПЛК - 0 или 1, например, IB1=:00000001, что означает I1.0=1 и I1.1-1.7=0.
Эта запись чрезвычайно полезна для будущего анализа и вынесения суждений о неисправностях.
Например, если действие реле тока двигателя оси Z происходит на немецком вертикальном токарном станке с ЧПУ Schiess, эти записи будут полезны.
Быстро проверив состояние PLC (0 или 1) двигателя оси Z во время нормальной работы и сравнив его с ненормальным состоянием, можно легко определить причину неисправности.
Было обнаружено, что одно из реле сравнения находится в неправильном состоянии.
С помощью регулировки неисправность была быстро устранена.
2. Запишите состояние гидравлики и пневматики
Аналогично, важно записывать показания различных манометров и барометров, а также состояние всасывания и отключения электромагнитных клапанов во время нормальной и ненормальной работы. гидравлические и пневматические обработка. Эта информация чрезвычайно полезна для настройки и определения неисправностей.
Например, статическое давление американского фрезерного станка с ЧПУ Ingersoll openside masterhead использует технологию двойной пленки и имеет более 100 точек измерения давления.
Уровень давления напрямую влияет на нормальную работу функций станка, поэтому крайне важно регистрировать как статическое, так и динамическое давление.
3. Возьмите с собой блокнот
Важно записывать возникающие каждый день неполадки, а также процесс их устранения. Со временем человеческий разум легко забывает о происходящем, поэтому наличие письменных записей очень полезно.
Замечено, что некоторые неисправности в станках с ЧПУ часто повторяются и всегда одни и те же. Проанализировав, как они решались в прошлом, можно быстро устранить эти неисправности за считанные минуты.
Рекомендуется вести "Дневник работы станка с ЧПУ" и "Журнал учета устранения неисправностей станка с ЧПУ". Эти два материала должны быть хорошо задокументированы.
Таким образом, создается полный исторический файл станка с ЧПУ.
4. Думайте больше
1. Больше думайте и расширяйте свой кругозор
Иногда бывает сложно диагностировать проблему ремонта, так как может не быть четкого анализа.
Мне вспоминается ситуация, когда ось Y портального фрезерного станка Coburg неожиданно остановилась во время работы, и на экране появились многочисленные сигналы о загрязнении решетки оси 1361Y. Несмотря на очистку решетчатой линейки и головки, станок оставался остановленным.
Потребовалось несколько дней, чтобы выявить основную причину, которая в конечном итоге была определена как проблема с проводом, соединяющим решетчатую головку оси Y и усилитель EXE. Со временем змеевидная трубка изогнулась, что привело к обрыву одной из линий обратной связи по положению, в результате чего машина остановилась.
В то время мы сосредоточились только на статическом состоянии машины и упустили из виду ее динамическое состояние. Существовала разомкнутая цепь сигнализации 1321, но мы не уделили ей должного внимания.
Чтобы предотвратить подобные проблемы в будущем, важно вести учет всех аварийных сигналов и неисправностей и проводить всестороннюю оценку, устраняя ложные возможности и концентрируясь на наиболее вероятной причине. Таким образом, мы сможем лучше прогнозировать потенциальные неисправности и принимать меры по их устранению.
"В конце пути вас ждет светлый пункт назначения, но чтобы добраться до него, нужно хорошенько подумать". Давайте подумаем глубже, чтобы найти решение.
2. Больше думать и знать, почему
При устранении неисправностей бывает очень неприятно, когда первопричина проблемы остается неустановленной, что приводит к постоянным сбоям.
Я вспоминаю случай, когда главный вал SL станка для фрезерования корневых пазов лопастей ротора Ingersoll часто "автоматически отключался" после работы в течение всего двух часов. Иностранный специалист попытался устранить проблему, заменив плату последовательности, и, как оказалось, успешно, но проблема повторилась через месяц.
Хотя замена резервной платы последовательного блока показалась решением проблемы, основная причина была неясна. После тщательного осмотра с помощью осциллографа мы обнаружили, что обратное пиковое напряжение оптопары, соответствующее команде "пуск", было аномально высоким. Мы смогли устранить проблему, добавив провод заземления, что значительно снизило обратное пиковое напряжение оптопары.
С тех пор неисправность "автоматического отключения" не повторялась, так как высокое обратное пиковое напряжение приводило к постепенному выходу из строя оптопары с течением времени.
3. Больше думайте и рассматривайте возможность взять на себя инициативу
Запасные части для станков и электроприборов должны тщательно подбираться с учетом частоты их использования, повторяемости и ожидаемого срока службы. Это очень важно для поддержания непрерывной и нормальной работы станка.
В некоторых случаях задержка с заменой или трудности с получением запасных частей могут привести к их отсутствию или высокой стоимости на рынке. Чтобы решить эту проблему, важно заранее продумать и спланировать соответствующие действия.
Например, фотоэлектрический считыватель, использовавшийся в станках с ЧПУ в начале 1980-х годов, требовал наличия ремня для считывания программы обработки в режиме цикла и выбора исходных данных в режиме катушки. Если ремень становился недоступным, это приводило к неработоспособности всего станка, что приводило к серьезным последствиям. Чтобы решить эту проблему, мы сотрудничали с соответствующими подразделениями и после нескольких испытаний приняли на вооружение процессор на гибком диске, обеспечив непрерывное использование станка.
Важно думать наперед, давать разумные предложения руководителям и стремиться улучшить внешнюю среду станков с ЧПУ, учитывая такие факторы, как температура, пыль, влажность и т. д. Этого можно достичь с помощью таких мер, как установка регуляторов мощности, электрических шкафов и шкафов с кондиционерами, которые могут значительно снизить частоту отказов станков.
5. Больше практики
1. Больше тренируйтесь, дерзайте и будьте хороши в этом деле
При выполнении своих обязанностей обслуживающий персонал должен проявлять смелость и осторожность. Простого разговора о ремонте станков с ЧПУ недостаточно; они должны предпринять действия, чтобы выполнить ремонт эффективно.
Однако важно не действовать вслепую, не зная ситуации, так как это может усугубить неисправность и привести к потенциально опасному несчастному случаю.
Помимо смелости и осторожности, обслуживающий персонал должен обладать навыками выполнения практических задач.
Для начала им следует ознакомиться с панелью управления станка и понять функции каждого меню. Эти знания позволят им с легкостью управлять различными моделями и системами.
Они также должны максимально использовать технологию самодиагностики станка с ЧПУ для быстрого обнаружения и устранения неисправностей.
Благодаря достижениям в области технологий числового программного управления возможности самодиагностики становятся все более совершенными. Например, система A-B10 имеет специализированное диагностическое программное обеспечение, которое может быть подключено к сети для удаленной диагностики.
2. Больше практикуйтесь, развивайте свои практические способности и осваивайте экспериментальные навыки
Иногда неисправности могут выглядеть неоднозначно, и бывает сложно определить, является ли проблема электрической или механической.
Например, в портальном фрезерном станке Coburg возникла такая неисправность, когда независимо от того, поднимается или опускается ось z, плунжер оси z всегда движется вниз и подает сигнал тревоги.
Для решения проблемы мы применили "метод разделения". Этот метод полностью изолировал управление электрическим компонентом от исходной схемы. Мы отсоединили клемму проводки двигателя постоянного тока оси z и подключили к двум концам двигателя питание постоянного тока, получаемое от источника питания переменного тока 220 В путем регулирования напряжения и четырехдиодного выпрямления.
Таким образом, мы обнаружили, что электрическая функция изменяет направление вращения на основе преобразования полярности в постоянном токе, эффективно устраняя электрическую неисправность.
При дальнейшем осмотре мы обнаружили, что неисправность была вызвана проскальзыванием механической фрикционной пластины и провисанием плунжера.
Существует несколько других методов, таких как "метод изоляции", "метод замены", "метод сравнения" и "ударный метод", которые могут быть использованы для эффективного поиска и устранения неисправностей.
3. Больше практиковаться и учиться пользоваться соответствующими инструментами
Существуют различные инструменты, которые могут помочь в оценке и проверке конкретных цепей, такие как осциллограф, мультиметр, детектор цепей онлайн, детектор короткого замыкания, компьютер, программатор и другие. Эти инструменты, особенно программист ПЛК и компьютер, могут быть особенно полезны в этих работах.
Персонал, занимающийся техническим обслуживанием, должен обладать навыками использования этих инструментов и уметь вводить и выводить параметры машины, проводить онлайн-тестирование соответствующих состояний и инициализировать систему.
Этот опыт значительно облегчит анализ неисправностей, особенно сложных, и позволит решить проблемы.
4. Больше тренируйтесь и выполняйте "мелкие изменения"
Если во время нормальной работы поврежден какой-либо компонент, например селекторный переключатель, кнопка или реле, а запасных частей нет в наличии, попытайтесь временно отремонтировать его с помощью клея или других специальных методов, чтобы станок мог продолжать работать до поступления запасных частей.
Например, немецкая тележка с ЧПУ VDF оснащена пятью миниатюрными реле давления для зажим во второй задней части ножа. Если два таких переключателя случайно повреждены, а запасных частей нет, следует использовать временные методы ремонта.
Мы использовали "метод короткого замыкания", чтобы контакт реле давления соответствовал входным требованиям ПЛК, что позволило станку работать в нормальном режиме без каких-либо аварийных сигналов.
Со временем низкая точность позиционирования станка может привести к аварийному сигналу позиционирования. В таких случаях параметры станка можно временно скорректировать, увеличив зону "допуска", что позволит ему работать нормально.
Наш многолетний опыт технического обслуживания показал, что станки с ЧПУ иностранной разработки, особенно крупные, не совершенны и часто имеют проблемы и дефекты. Благодаря нашим исследованиям и усовершенствованиям станков с ЧПУ мы смогли решить эти проблемы и добиться положительных результатов.
Например, немецкая тележка с ЧПУ VDF изначально была спроектирована с двумя кронштейнами статического давления, которые постоянно работали, и насос статического давления работал непрерывно, потребляя электроэнергию и сокращая срок службы импортного насоса. Добавив два переключателя, мы смогли модифицировать ПЛК и управлять работой двух кронштейнов статического давления, продлив срок службы импортного насоса и сэкономив более 20 000 кВт/ч электроэнергии в год.
В другом случае первоначальная конструкция станка для фрезерования пазов крыльчатки Ingersoll допускала только реверсивное фрезерование с основной и вспомогательной головками. Однако при обработке крыльчатки 20-й ступени ротора высокого и промежуточного давления реверсивное фрезерование было невозможно из-за малого расстояния между крыльчатками. Мы решили эту проблему, хитроумно изменив проводку двустороннего ограничения и внеся в программу ПЛК дополнение, позволяющее осуществлять фрезерование в одном направлении. Это удвоило эффективность нашей работы и позволило выполнить задачу по обработке роторов на 3-4 дня вперед.
В заключение следует отметить, что мы должны продолжать раскрывать потенциал станков с ЧПУ и полностью использовать их возможности для обслуживания производства.
5. Больше тренируйтесь и ремонтируйте доску самостоятельно
В общем, печатная плата a CNC станок надежен и имеет низкий процент отказов. При проверке станка с ЧПУ не стоит сразу подозревать проблему с платой.
В системе Siemens 850 могут возникать такие сигналы тревоги, как 41nc-cpu и 43plc-cpu. Эти сигналы не обязательно указывают на проблему с печатной платой.
Часто их можно устранить различными методами, например, повторным тестированием, процедурами удаления, инициализацией ЧПУ, холодным и горячим запуском ПЛК и другими. Если установлено, что причиной является неисправность печатной платы, ее следует отремонтировать.
Печатные платы в этой системе могут быть дорогостоящими, часто достигая тысяч или десятков тысяч юаней, и получение запасных частей может быть сложным для предприятий. Поэтому качество печатной платы станка с ЧПУ имеет решающее значение. Любое повреждение платы может привести к остановке производства, так как запасных частей может не оказаться под рукой.
В некоторых случаях причиной тревоги может быть незначительная неисправность в печатной плате. Внимательный осмотр часто позволяет выявить такие проблемы, как утечка конденсатора, плохая пайка или короткое замыкание. Сложные неисправности также можно устранить с помощью инструментов, если у вас достаточно времени.
Однако некоторые печатные платы, особенно крупногабаритные интегральные схемы, бывает сложно отремонтировать, особенно если в оригинальном устройстве нет запасных частей. В таких случаях может потребоваться заранее приобрести запасные платы или отправить их в ремонт.
Самостоятельный ремонт печатных плат дает предприятиям ряд преимуществ. Он позволяет сэкономить расходы и быстро решить насущные проблемы. Кроме того, это дает возможность получить более глубокие знания и опыт работы с электронными схемами, что может улучшить аналитические суждения и практические навыки.
Согласие
Хотя неисправности станков с ЧПУ могут быть сложными и постоянно меняющимися, серьезный подход и создание высококачественной команды по обслуживанию электромеханической интеграции могут помочь. Больше наблюдая, задавая больше вопросов, критически осмысливая и получая больше практического опыта, эта команда может накопить знания и навыки для эффективного ремонта, использования и управления станками с ЧПУ. Благодаря целеустремленности и настойчивости, опора на собственные силы становится возможной.