Алюминиевые сплавы ценятся за низкую плотность, высокую прочность и хорошую коррозионную стойкость, что делает их популярным выбором в различных отраслях промышленности, включая автомобильную, новую энергетику, аэрокосмическую и строительную.
Лазерная сварка сегодня широко используется при производстве изделий из алюминиевых сплавов, обеспечивая ряд преимуществ по сравнению с традиционными методами сварки. Эти преимущества включают в себя повышение эффективности производства, улучшение качества сварки, возможность достижения высокой точности сварки и автоматизации сложных конструкций.
Лазерная сварка Это технология, в которой используется высокоинтенсивное лазерное излучение для расплавления и рекристаллизации металла, образуя сварной шов за счет тепловой связи между лазером и металлом.
Исходя из теплового механизма лазерной сварки, ее можно разделить на два типа: сварка с тепловой проводимостью и глубокая сварка сварка проплавлением.
Теплопроводная сварка в основном используется для сварки небольших или точных деталей, таких как сварка пакетов или микро/нано сварка.
Сварка с глубоким проплавлением, с другой стороны, используется для сварочные материалы которые требуют полного проникновения. Во время процесс сваркиМатериал испаряется, и в расплавленной ванне образуется замочная скважина. Этот метод является наиболее широко используемым в настоящее время методом лазерной сварки и предпочтительным для сварки алюминиевых сплавов.
Характеристики лазерной сварки:
Преимущества лазерной сварки швов:
- Этот метод используется для сварки алюминиевых сплавов без применения дополнительных материалов.
- Сварочное оборудование простое, без расходных материалов, что позволяет легко его автоматизировать.
Недостатки лазерной сварки швов:
- Высокие требования к сварочному зазору, так как небольшой зазор может привести к разрушению сварного шва.
- Начальные и конечные точки сварки склонны к образованию шпоночных отверстий.
- Процесс сварки может быть нестабильным, что приводит к образованию дефекты сварки.
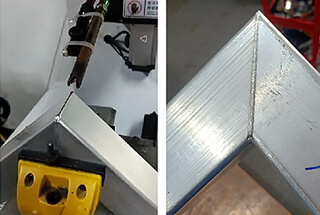
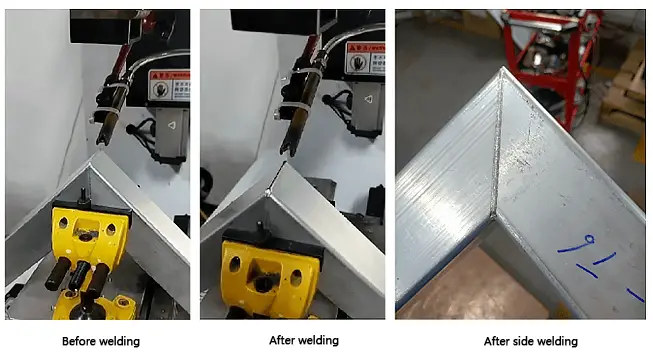
Пример применения: Строительная отделочная промышленность - сварка 5 Серия Алюминий Дверные рамы из сплава
Присущие алюминиевым сплавам физические свойства, такие как низкое поглощение лазерного излучения, низкая температура кипения элементы сплаваВысокая теплопроводность, высокий коэффициент теплового расширения, относительно широкий диапазон температур застывания, высокая усадка при застывании, низкая вязкость и высокое поглощение водорода в жидкости могут затруднить получение бездефектных лазерных сварных швов.
Один из самых распространенных дефектов в лазерная сварка алюминия сплавов является пористость, которая может нарушить целостность металла шва, ослабить его поперечное сечение и снизить механические и антикоррозионные свойства. Для предотвращения пористости и улучшения внутреннего качества сварного шва необходимо принять эффективные меры.
Способ ограничения газового отверстия при лазерной сварке
1. Ингибирование сварочной пористости путем обработки поверхности перед сваркой
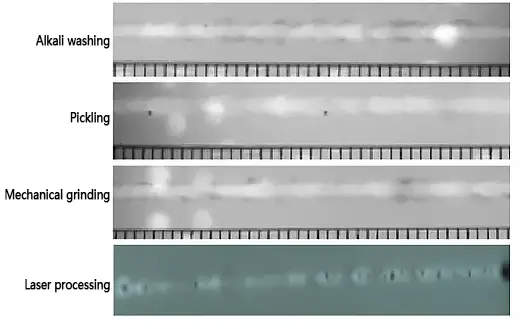
Обработка поверхности перед сваркой является эффективным способом контроля металлургических пор при лазерной сварке алюминиевых сплавов. Такая обработка обычно включает в себя физико-механическую или химическую очистку.
Пористость сварного шва после различных методов обработки поверхности
После сравнения было установлено, что лучшим процессом является химическая обработка, которая состоит из следующих этапов: очистка металлическим чистящим средством, промывка водой, промывка щелочью, промывка водой, промывка кислотой, промывка водой и сушка.
На этапе щелочной промывки используется водный раствор гидроксида натрия (NaOH) 25% для удаления поверхностного материала, а на этапе кислотной промывки используется водный раствор азотной кислоты (HNO3) 20% и плавиковой кислоты (HF) 2% для нейтрализации остатков щелочи.
Важно отметить, что тестовая пластина должна быть сварена в течение 24 часов после обработки поверхности. Если после обработки тестовая пластина находилась в течение длительного времени, перед сваркой ее следует протереть абсолютным спиртом.
2. Управление пористостью при сварке с помощью параметров процесса сварки
Образование пористости в сварном шве зависит не только от качества обработки поверхности, но и от параметров процесса сварки.
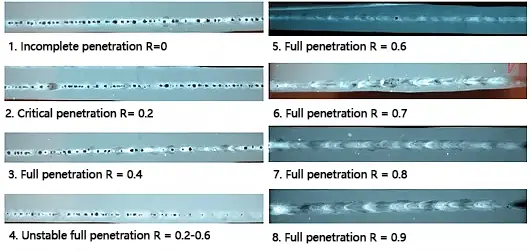
Влияние параметров сварки на пористость сварного шва проявляется в основном в глубине проплавления, а именно во влиянии коэффициента ширины обратной стороны шва на образование пористости.
Влияние провара на пористость сварного шва
Результаты показывают, что если отношение ширины задней стенки (r) больше 0,6, концентрация цепных пор в сварном шве может быть эффективно улучшена. А когда отношение ширины спинки больше 0,8, появление крупных пор в сварном шве может быть эффективно уменьшено, а остаточные поры в шве могут быть в значительной степени устранены.
3. Контроль пористости при сварке путем выбора подходящего защитный газ и скорость потока
Выбор защитного газа напрямую влияет на качество, эффективность и стоимость сварки.
При лазерной сварке правильный поток защитного газа может эффективно уменьшить пористость сварного шва.
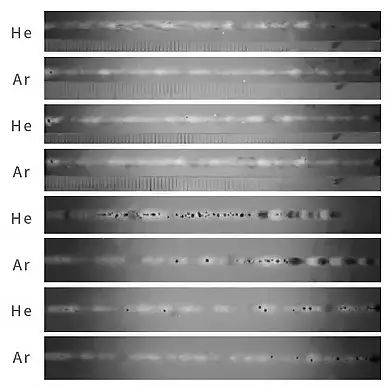
Влияние различных типов защитных газов на пористость сварного шва
Как показано на рисунке, аргон (Ar) и гелий (He) используются в качестве защитных газов для защиты поверхности шва во время лазерной сварки.
Разница в степени ионизации лазера Ar и He влияет на формирование сварного шва. Результаты показывают, что пористость в сварном шве с Ar в качестве защитного газа ниже, чем в сварном шве с He в качестве защитного газа.
Важно отметить, что низкий расход газа (< 10 л / мин) может привести к образованию большого количества плазмы, которая не будет эффективно отводиться, что приведет к нестабильности сварочной ванны и повышению вероятности образования пористости. Умеренный расход газа (около 15 л/мин) эффективно контролирует плазму и обеспечивает хорошее антиокислительное действие на растворную ванну, что приводит к наименьшей пористости. С другой стороны, высокая скорость потока газа, сопровождаемая высоким давлением газа, может привести к тому, что часть защитного газа будет смешиваться с раствором, что приведет к увеличению пористости.
Уменьшение пористости при использовании лазера сварка алюминия сплавов представляет собой сложную проблему. Из-за свойств алюминиевых сплавов пористость невозможно полностью устранить в процессе сварки, но ее можно уменьшить. Благодаря оптимизации процесса до и после сварки и экспериментальному анализу были предложены три метода уменьшения пористости, которые могут быть использованы коллегами по отрасли.