1. Краткая история нити
Концепция спиральной формы, основополагающая для резьбы, была признана с древних времен. Уже в IV веке до н. э. греческие натуралисты использовали этот принцип в устройствах для извлечения вина и масла, демонстрируя раннее понимание спиральной механики.
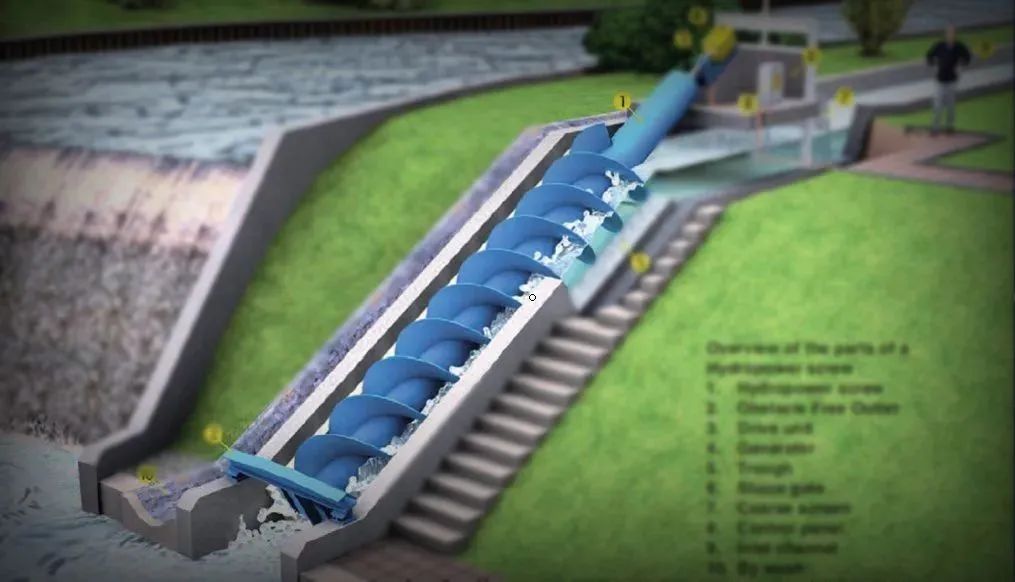
Одно из самых долговечных применений этой концепции - винт Архимеда, устройство для подъема воды, изобретенное в III веке до нашей эры. Этот гениальный механизм до сих пор используется в современных системах водоснабжения и орошения, что свидетельствует о его эффективности и простоте.
Рис. 1 Устройство для забора воды по спирали Архимеда, используемое и по сей день
Эволюция технологии нарезания резьбы значительно продвинулась к XIV веку, когда появились ручные резьбы и винты. Эти ранние резьбовые компоненты, хотя и были рудиментарными, заложили основу для будущих механических инноваций.
Промышленная революция стала поворотным моментом в истории резьбонарезания. По мере усложнения механизмов потребность в надежном механическом крепеже росла в геометрической прогрессии. В частности, болты стали играть решающую роль в сборке и обслуживании различного промышленного оборудования.
Изначально нарезка резьбы была трудоемким процессом. Гайки, болты и винты изготавливались мастерами индивидуально с помощью ручных инструментов или простейших токарных станков. Этот метод, хотя и был функциональным, имел существенные ограничения:
- Отсутствие взаимозаменяемости: Каждый резьбовой компонент был уникальным, что затрудняло замену.
- Отсутствие стандартизации: Нити различаются у разных производителей и даже в партиях одного и того же производителя.
- Ограниченная масштабируемость: ручное производство не могло удовлетворить растущий промышленный спрос.
Рис. 2 Нитки ручной работы 200 лет назад в сравнении с современными машинными нитками
Потребность в эффективности и последовательности действий привела к разработке стандартизированных систем нарезания резьбы. Различные страны начали создавать свои собственные единые стандарты, что в конечном итоге привело к международной стандартизации. Эта стандартизация произвела революцию в производстве, обеспечив массовое производство и взаимозаменяемость деталей в разных отраслях и географических границах.
Сегодня в мировом производстве доминируют два основных стандарта измерения резьбы:
- Британская система (имперская): Основана на дюймах и широко используется в США и некоторых странах Содружества.
- Метрическая система: Широко принята во всем мире, в том числе в Китае.
Китай, следуя международной практике, полностью перешел на метрическую систему. В китайском производстве и машиностроении измерения и спецификации резьбы постоянно выражаются в метрических миллиметрах (мм). Такой переход способствует беспрепятственной интеграции в глобальные цепочки поставок и соблюдению международных инженерных стандартов.
История резьбы отражает более широкие тенденции в технологическом прогрессе, стандартизации и глобальном промышленном сотрудничестве. От древнегреческой изобретательности до современного точного производства - эволюция резьбы продолжает играть важнейшую роль в машиностроении и промышленном прогрессе.
2. Определение резьбы
Нить - это непрерывный спиральный гребень, образующийся при наматывании на цилиндрическую или коническую поверхность по спирали. Эта спиральная структура позволяет преобразовывать вращательное движение в линейное, облегчая контролируемое линейное перемещение объектов.
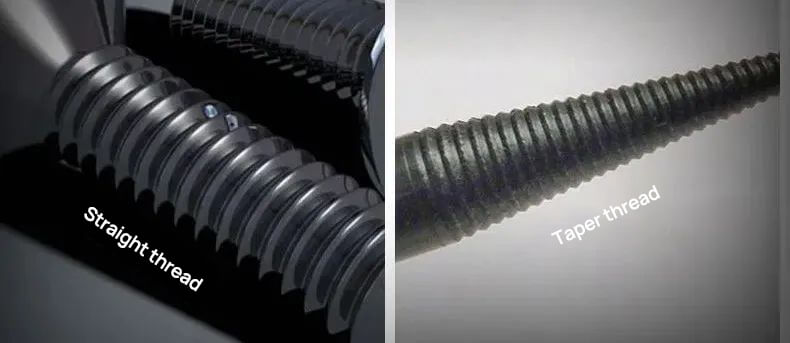
Резьбы можно разделить на два основных типа по геометрии их поверхности:
Конические резьбы: Создаются на конических поверхностях с постепенно изменяющимся диаметром.
Прямая резьба: Формируются на цилиндрических поверхностях, сохраняя постоянный диаметр по всей длине.
Рис. 3 Прямая и коническая резьба
Нити также делятся на внешние и внутренние:
- Наружная резьба: Выступающие гребни на внешней поверхности заготовки, обычно встречающиеся на болтах, винтах и шпильках.
- Внутренняя резьба: Спиралевидные канавки, нарезанные на внутренней поверхности заготовки, обычно присутствуют в гайках, резьбовых отверстиях и других компонентах, требующих сборки.
Сопряжение внешней и внутренней резьбы обеспечивает надежное крепление или точное линейное приведение в действие благодаря вращательному зацеплению. Этот механизм блокировки является основой для широкого спектра механических соединений и передачи движения в машиностроении и производстве.
3. Пять элементов нити
Полное описание нити должно включать в себя как минимум пять элементов, а именно:
- форма зуба
- номинальный диаметр
- количество строк
- подавать (или вести)
- направление вращения
Профиль зуба является ключевым фактором, определяющим конечное применение резьбы.
Форма зуба
Форма зуба относится к геометрии резьбы.
Различные формы зубьев определяют, для чего используется резьба - для соединения или передачи.
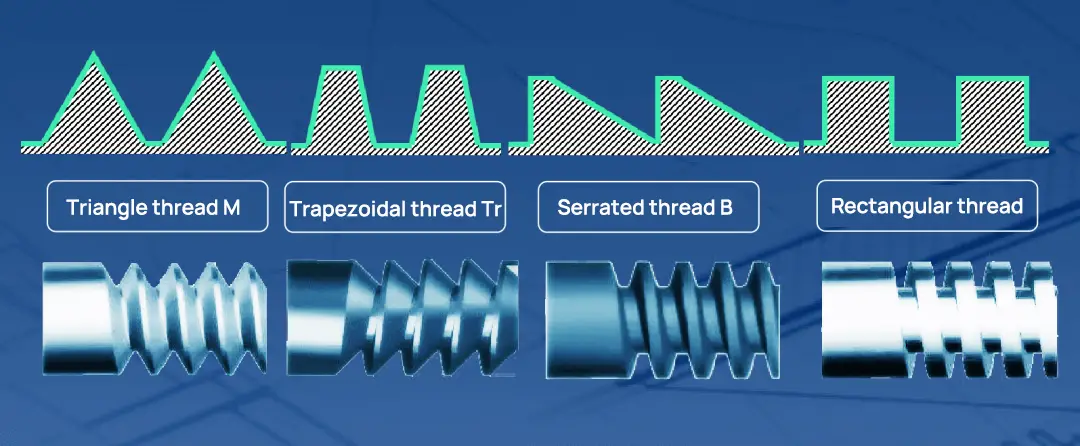
В настоящее время широко используются такие типы зубьев, как треугольник, трапеция, зубья пилы и прямоугольник.
Треугольная резьба используется в основном для соединения, а остальные три вида зубьев - для передача энергии.
Рис. 4 Сравнение четырех распространенных типов нитей
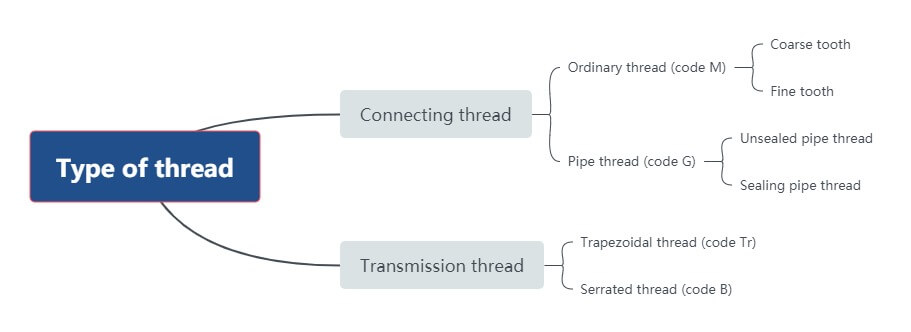
Треугольная резьба состоит из двух основных типов резьбы: обычная резьба с кодом M и трубная резьба с кодом G.
Резьба М - наиболее часто используемая соединительная резьба, которая подразделяется на крупнозубую и мелкозубую. Мелкие зубья обычно используются для мелких или тонкостенных деталей.
С другой стороны, трубная резьба используется для соединения водопроводов, газопроводов и других трубопроводов.
Трапецеидальная резьба с кодом Tr используется для передачи энергии в различных винтах для станков.
Зубчатая нить с кодом B способна передавать энергию только в одном направлении.
На рисунке 5 представлена классификация резьбы по назначению и типу зубьев.
Рис. 5 Классификация нитей
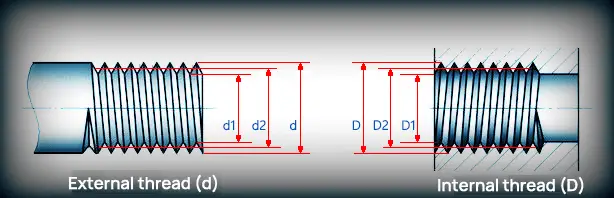
Диаметр
Размер резьбы обычно определяется номинальным диаметром. Однако для трубной резьбы номинальный диаметр - это внутренний диаметр трубы (в дюймах), а для других резьб - основной диаметр (в метрических единицах).
Наружная резьба обозначается заглавной буквой "D", а внутренняя - строчной буквой "d". Большой диаметр - это диаметр воображаемого цилиндра, касательного к гребню наружной или корню внутренней резьбы. И наоборот, малый диаметр - это диаметр воображаемого цилиндра, касательный к корню внешней или гребню внутренней резьбы.
Диаметр питча - важнейший параметр для обеспечения посадки и прочности резьбы. Это диаметр воображаемого цилиндра, ширина зуба которого на линии шага равна ширине соседнего зуба.
Рис. 6 Большой, средний и малый диаметр внешней и внутренней резьбы
Количество строк
Число нитей относится к числу спиральных линий при формировании нитей, которые можно разделить на однолинейные и многолинейные.
Одиночная нить означает нить, сформированную по одной спиральной линии, а многониточная - по двум или более спиральным линиям.
Рис. 7 Одинарная и двойная линейная нить
Питч (свинец)
Осевое расстояние P между двумя соответствующими точками на линии диаметра шага двух соседних зубьев резьбы называется шагом;
На одной и той же резьбе осевое расстояние Ph между двумя соответствующими точками двух соседних зубьев на линии диаметра шага называется опережением.
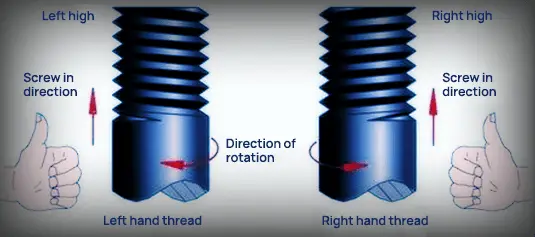
Рис. 8 Шаг и направление
Рис. 9 Направление резьбы
4. Общие стандарты резьбы в разных странах
Преобладающими стандартами резьбы в различных странах являются, в основном, стандарты измерения и идентификации резьбы класса 2 в метрических единицах и дюймах.
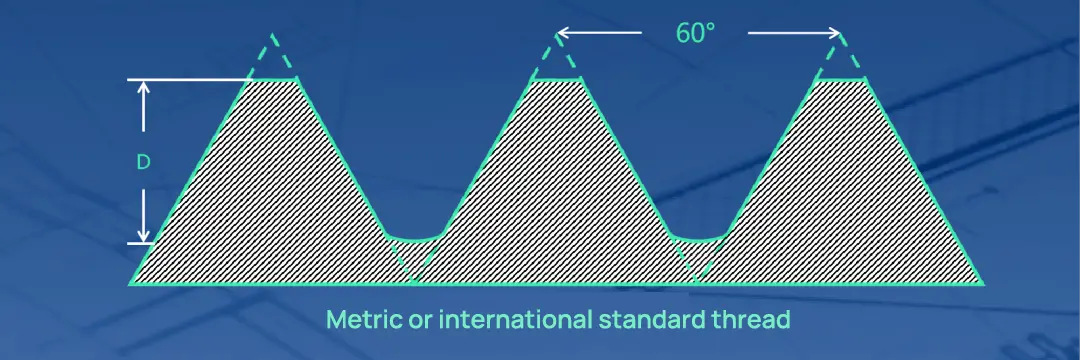
Метрическая или международная стандартная резьба
Впервые метрическая резьба была принята в Центральной Франции в период с 1898 по 1908 год, а затем получила широкое распространение в разных странах.
В Китае принят стандарт метрической резьбы GB.
Код метрической резьбы M применяется для соединения деталей диаметром от 0,25 мм до 300 мм.
Угол резьбы составляет 60°, верхняя часть зуба плоская, что облегчает его вращение, а нижняя часть зуба представляет собой дугу окружности, что повышает прочность резьбы.
Метрическую резьбу можно разделить на две категории: крупная и мелкая.
Рис. 10 Стандарт метрической резьбы
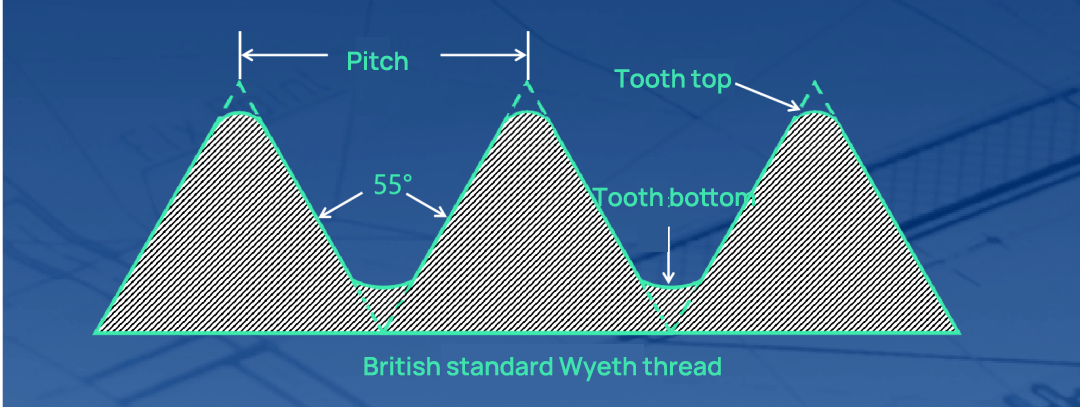
Резьба Wyeth по британскому стандарту
Эта нить была изобретена британцем Джозефом Уитвортом в 1841 году, отсюда и ее название.
Угол наклона нити составляет 55°, а верхняя и нижняя части нити представляют собой круговую дугу, также известную как нить b.s.w.
Рис. 11 Британский стандарт Стандарт резьбы Wyeth
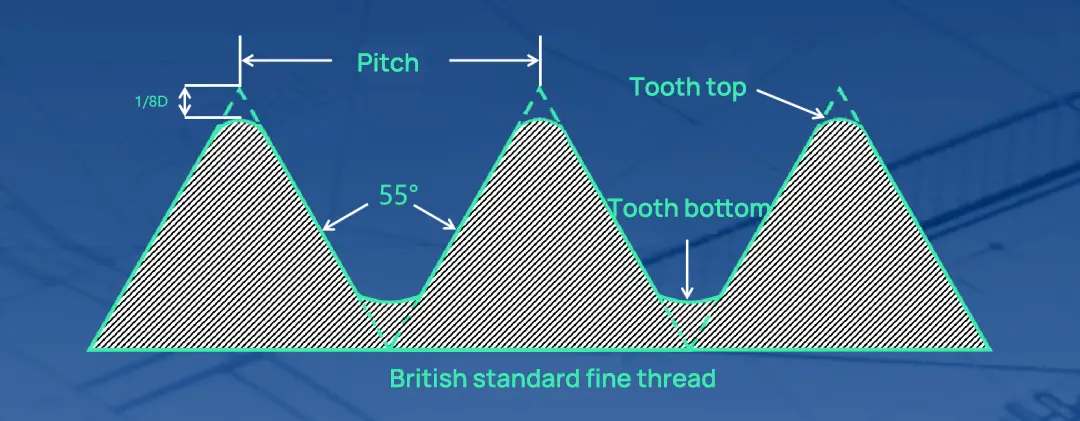
Тонкая резьба британского стандарта
Форма резьбы этого типа похожа на форму резьбы B.S.W, а угол резьбы также составляет 55°. Однако количество нитей на дюйм здесь больше, что обеспечивает меньшую толщину нити и более прочный захват.
Этот тип резьбы обычно используется для деталей, которые требуют прочных корней или должны выдерживать высокие уровни вибрации.
Рис. 12 Британский стандарт мелкой резьбы
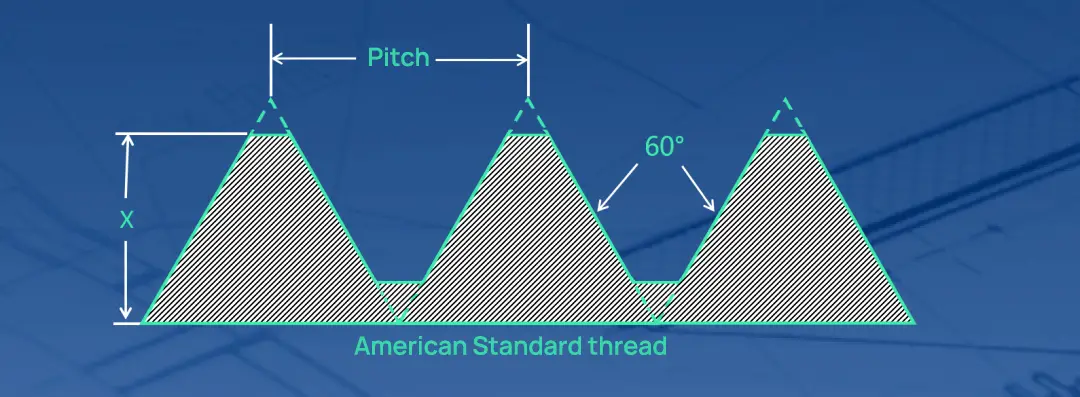
Резьба American Standard
Резьба American Standard имеет плоскую верхнюю и нижнюю части, что обеспечивает хорошую прочность и устойчивость к нагрузкам.
Угол резьбы составляет 60°, а ее характеристики выражаются в зубьях на дюйм и делятся на три уровня: крупные зубья (NC), мелкие зубья (NF) и сверхмелкие зубья (NEF).
Рис. 13 Резьба American Standard
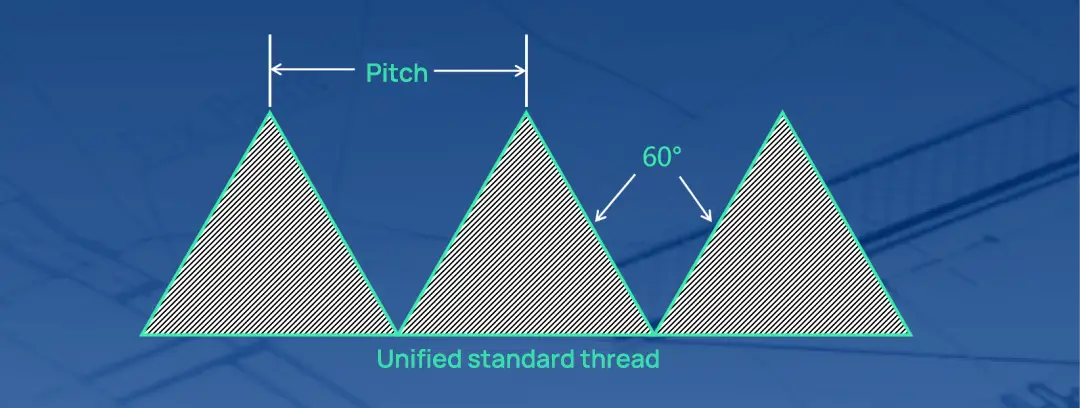
Унифицированная стандартная резьба
Британская нить, которая широко используется в настоящее время, была разработана Соединенными Штатами, Великобританией и Канадой.
В отличие от американской стандартной резьбы, британская резьба имеет угол наклона 60°, а ее характеристики выражаются количеством зубьев на дюйм. Кроме того, она делится на три уровня: с крупным зубом (UNC), с мелким зубом (UNF) и с ультрамелким зубом (UNEF).
Рис. 14 унифицированные стандарты резьбы США, Великобритании и Канады
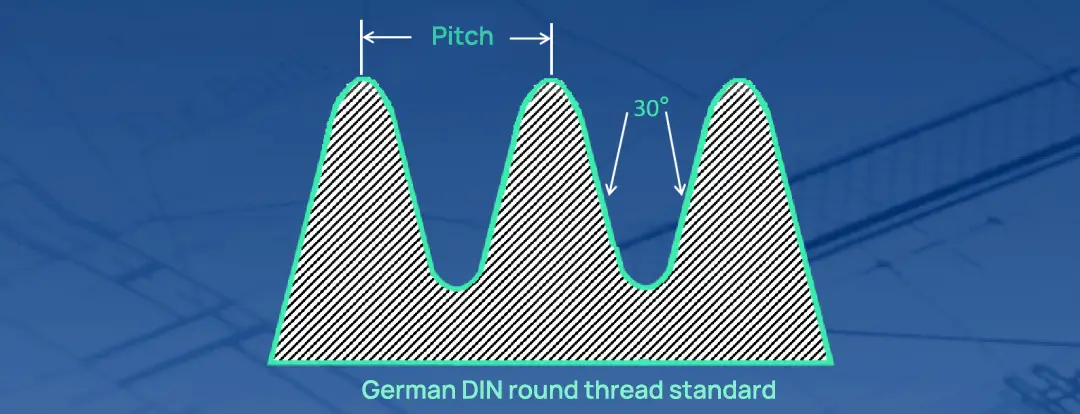
Немецкий стандарт круглой резьбы DIN
Это стандартная резьба, определенная din в Германии.
Резьба круглая, что подходит для соединения лампочек и резиновых трубок.
Код нити - Rd.
Рис. 15 Немецкий стандарт круглой резьбы DIN
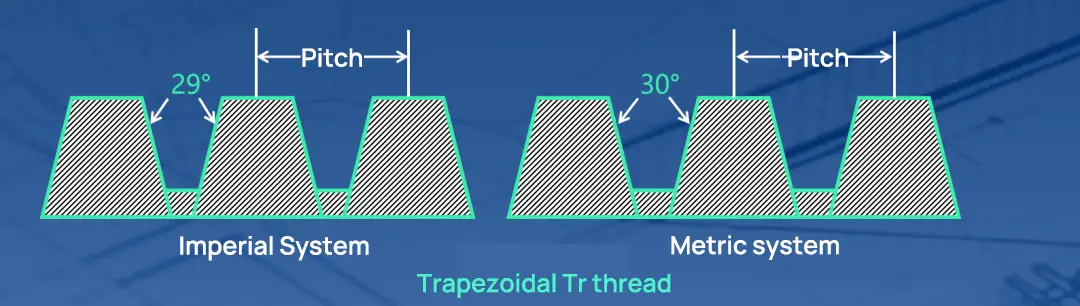
Трапециевидная резьба Tr
Трапецеидальная резьба, также известная как резьба acme, - это специальная передаточная резьба, которая может быть отрегулирована гайкой после износа.
Угол резьбы при использовании стандарта метрической резьбы составляет 30°, а угол резьбы при использовании стандарта британской резьбы - 29°.
Рис. 16 Трапециевидная резьба Tr
5. Идентификация и примеры метрической резьбы по китайскому стандарту
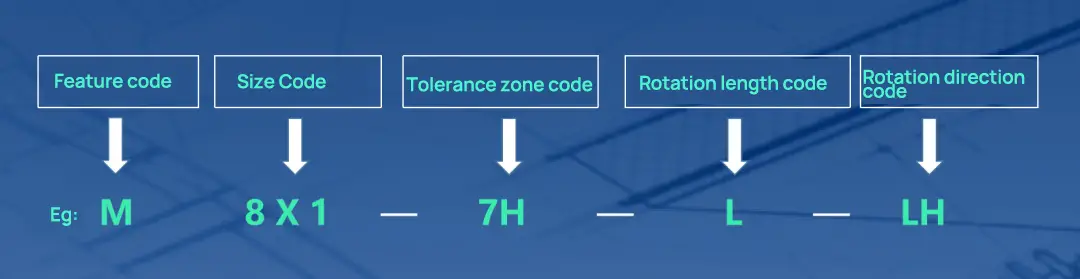
Согласно китайскому стандарту GB, единицей измерения для маркировки обычной резьбы являются миллиметры. Первая буква обозначает код резьбы, а вторая цифра - номинальный диаметр, также известный как основной диаметр резьбы. Остальные символы обозначают код допуска, код длины резьбы и код направления резьбы соответственно.
Мелкий шаг обязательно должен быть отмечен, а крупный шаг можно не отмечать.
Рис. 17 маркировка содержимого 5 частей обычной нити
Кодовые обозначения каждой части:
Код характеристики обозначает тип резьбы, при этом M означает обычную резьбу. Код размера указывает на номинальный диаметр × шаг. Например, 8X1 означает, что номинальный диаметр равен 8, а шаг - 1.
Код зоны допуска состоит из марки (номера) допуска и основного отклонения. Наружная резьба обозначается строчными буквами, а внутренняя - прописными.
Код длины завинчивания использует L, N и s для обозначения длинной, средней и короткой резьбы соответственно. Если резьба имеет среднюю длину завинчивания, код N не обозначается.
Код направления вращения обозначен LH для левой резьбы и не обозначен для правой резьбы.
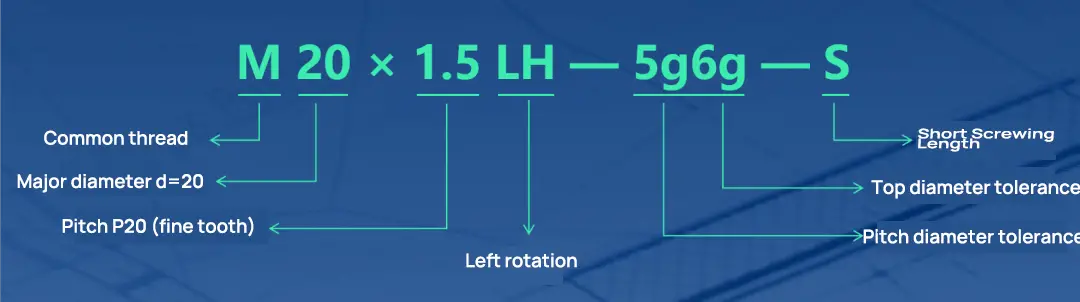
Пример интерпретации
Пример 1: какую резьбу представляет собой M20x1.5LH-5g6g-S?
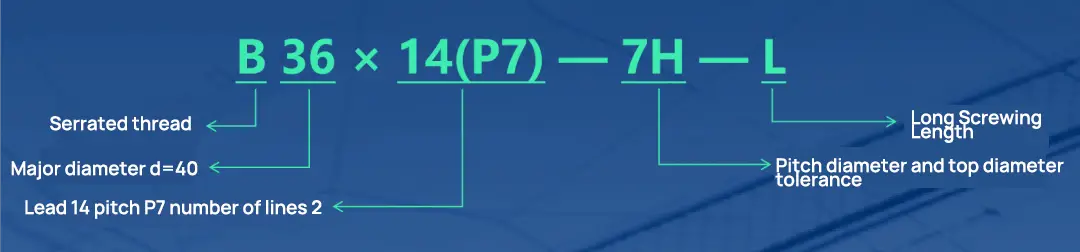
Пример 2: к какому типу резьбы относится B36x14 (P7) -7H-L?
Пример 3: как изобразить левую однозаходную мелкую резьбу с номинальным диаметром 20 и шагом 1,5?
6. Метод обработки резьбы на заказ
Резьба может быть изготовлена тремя способами: токарная обработка с числовым программным управлением, фрезерование с трехкоординатной связью, нарезание резьбы и нарезание резьбы.
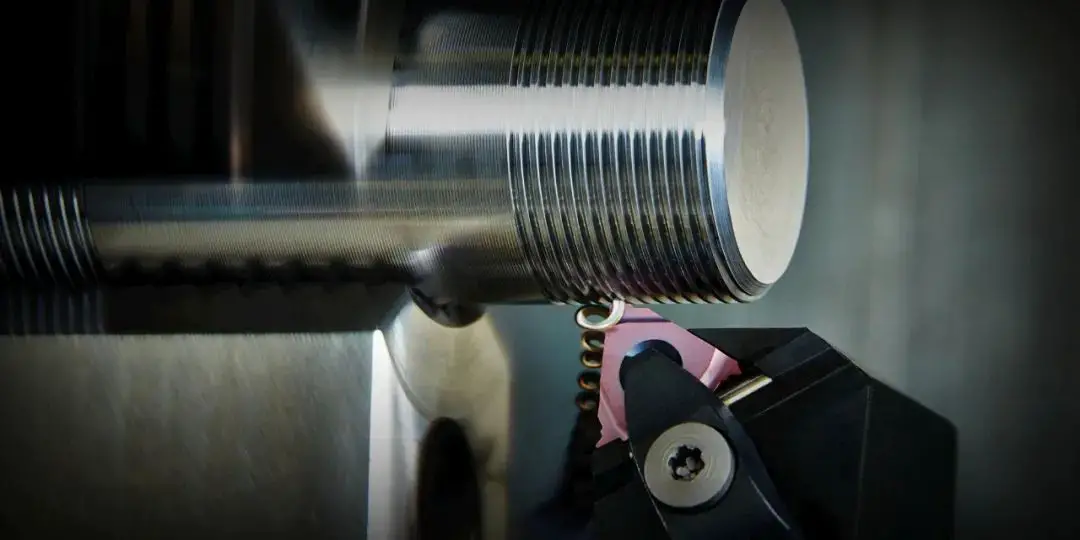
Метод 1 Токарная обработка с ЧПУ
Токарная обработка с ЧПУ токарный инструмент является наиболее распространенным методом индивидуальной обработки единичных и небольших партий резьбовых заготовок благодаря своей простой конструкции.
Рис. 18 Индивидуальная обработка токарной резьбы
Метод 2 Фрезерование с ЧПУ
Как правило, фрезерование выполняется дисковыми или гребенчатыми фрезами.
Дисковые фрезы в основном используются для фрезерования трапецеидальной наружной резьбы на таких заготовках, как винтовые стержни и червяки. С другой стороны, гребенчатые фрезы используются для фрезерования как внутренней, так и внешней обычной или конической резьбы.
Рис. 19. Индивидуальная обработка резьбы с ЧПУ
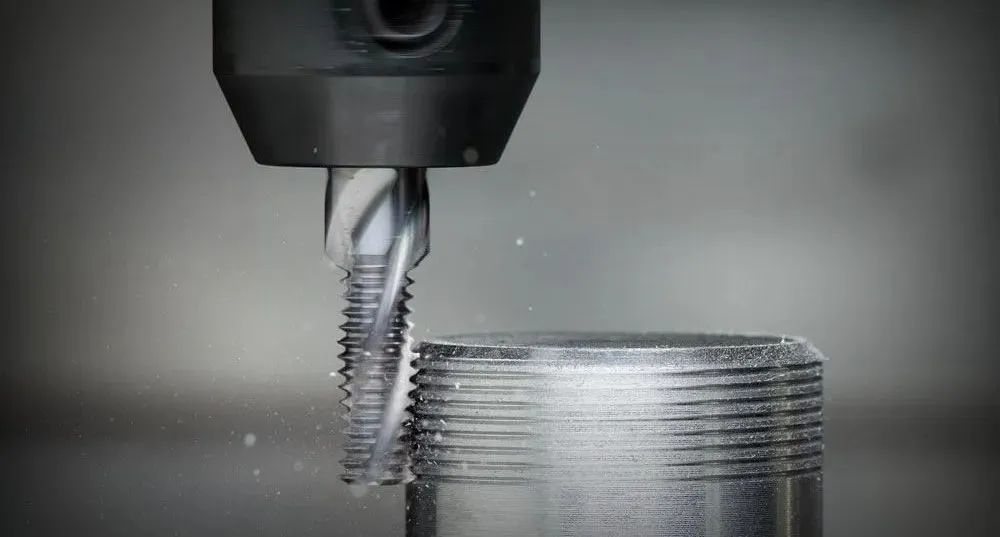
Метод 3 нарезания резьбы
Нарезание резьбы заключается в том, что метчик с определенным моментом закручивается в предварительно просверленное отверстие на заготовке, чтобы обработать требуемую внутреннюю резьбу.
Рис. 20 нарезка
Нарезание резьбы - это метод формообразования, при котором на прутковой заготовке нарезается наружная резьба с помощью плашки.
Рис. 21 нарезание резьбы
С одной стороны, точность нарезания резьбы зависит от точности используемого метчика или плашки, а с другой - от опыта оператора, выполняющего эту задачу.
Для нескольких нестандартных внутренних резьб малого диаметра нарезание резьбы является единственным возможным методом обработки.
Нарезание резьбы может осуществляться вручную или с помощью станков, например токарных, бурение станки, резьбонарезные станки или станки для нарезания резьбы.