С развитием технологии обработки листового металла китайские технологии производства также развиваются, и разрыв с развитыми зарубежными странами сокращается.
Многие известные иностранные компании переносят свои производственные базы в Китай и приносят с собой инновационные идеи в области обработки листового металла.
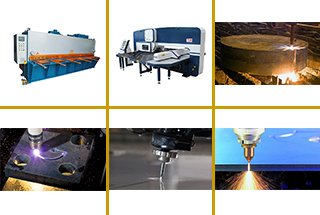
Традиционное оборудование для резки листового металла включает в себя ножницы с числовым и нечисловым управлением, прессы, газопламенную резку, плазменную резку и резку водой под высоким давлением.
Эти устройства занимают значительную долю рынка и известны своей доступностью.
Несмотря на некоторые недостатки по сравнению с современными технологиями лазерной резки, у них есть и свои уникальные преимущества.
После прочтения следующих описаний различных листовой металл резаки, вы сможете определить, какое оборудование для резки металла лучше всего подходит для ваших нужд, прежде чем научиться резать листовой металл.
Ножницы
Ножницы с числовым программным управлением (ЧПУ) предназначены в первую очередь для прямолинейной резки и могут разрезать листы длиной до 4 метров. Однако их возможности ограничены только прямыми линиями, и они подходят для промышленного применения, где требуется только прямолинейная резка после сплющивания.
ЧПУ/револьверная головка вырубные прессы обеспечивают большую универсальность при обработке кривых, поскольку один пуансон может быть оснащен одним или несколькими наборами квадратных, круглых или других специализированных пуансонов. Они обычно используются для специфических работ с листовым металлом, в первую очередь в столярной промышленности. Основные методы обработки включают прямолинейную резку, вырезание квадратных и круглых отверстий, а также изготовление относительно простых и фиксированных шаблонов. Эти прессы в основном используются для обработки углеродистых листов толщиной менее 2 мм, а площадь реза обычно составляет 2,5 м х 1,25 м.
Однако использование штамповочных прессов для резка нержавеющей стали Пластины толщиной более 1,5 мм не рекомендуются, так как из-за высокой вязкости они приводят к большому расходу формы. Дополнительно, вырубные прессы ограничены в своей способности пробивать толстые стальные листы, и полученная поверхность может разрушиться. Высокая стоимость и длительный цикл разработки пресс-формы, а также низкая гибкость являются дополнительными недостатками этого метода.
Во многих странах, режущая сталь Пластины толщиной более 2 мм обычно обрабатываются с помощью современных лазерных резаков, а не на пробивных прессах. Это связано с более низким качеством поверхности при пробивке и вырубке толстых листов, а также с необходимостью использования большего тоннажа для пробивки толстых листов. Это считается нерациональным расходованием ресурсов, а также не является экологически безопасным из-за высокого уровня шума, создаваемого в процессе.
Пламенная резка
Как традиционный метод резки, газовая резка все еще имеет большой рынок благодаря низким инвестициям и невысоким требованиям к качеству (которые можно решить с помощью дополнительного процесса обработки).
В основном используется для резка толстой стали пластины толщиной более 40 мм.
Однако к его недостаткам относятся чрезмерная термическая деформация, широкие щели, большие отходы стали и низкая скорость обработки, что делает его пригодным только для грубого изготовления.
Плазменная резка и тонкая плазменная резка похожи на пламенную резку, но имеют большую зона термического влияния. Однако они обеспечивают более высокую точность и скорость по сравнению с газовая резкаБлагодаря этому плазменная резка стала доминирующей в обработке средних листов.
Штраф Машина плазменной резки с ЧПУ достигла нижних пределов лазерной резки по точности при раскрое листов углеродистой стали толщиной 22 мм. Скорость резки может достигать более 2 метров в минуту, в результате чего получается гладкая поверхность реза, а лучший наклон контролируется в пределах 1,5 градусов.
Однако плазменная резка имеет и некоторые недостатки. При резке тонких листов может возникнуть чрезмерная тепловая деформация, а наклон может быть больше. Если требуется высокая точность резки, плазменная резка может оказаться не лучшим вариантом. Кроме того, расходные материалы, используемые при плазменной резке, очень дороги.
Резка водой под высоким давлением - это метод, при котором для резки листового металла используется высокоскоростная водяная струя, смешанная с карборундом.
Этот метод имеет очень мало ограничений по разрезаемым материалам и может достигать толщины до 100 мм.
Он может резать не только легко разрушаемые материалы, такие как керамика и стекло, которые представляют трудности для термической резки, но и высокоотражающие материалы, такие как медь и алюминийкоторые трудно разрезать лазером. Однако, лазерная резка имеет свои сложности.
Недостатком резки водой под высоким давлением является низкая скорость обработки, а также образование большого количества отходов и мусора, что делает ее неэкологичной. Кроме того, для нее требуется большое количество расходных материалов.
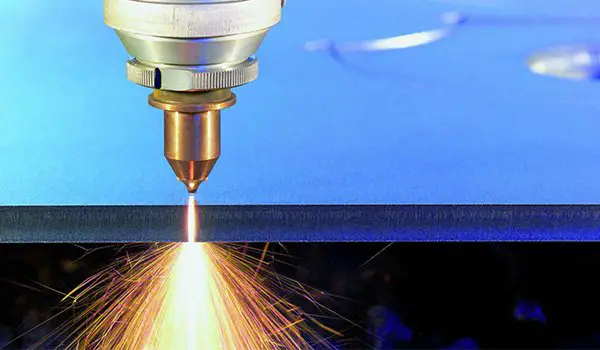
Лазерная резка - это переломный момент в обработка листового металлаЛазерная резка является краеугольным камнем в производстве листового металла. Благодаря высокой гибкости, высокой скорости резки, эффективному производству и короткому производственному циклу, лазерная резка завоевала широкую популярность среди клиентов.
Одним из ключевых преимуществ лазерной резки является отсутствие силы резания и деформации. Кроме того, она не требует износа инструмента и обладает хорошей совместимостью с материалами.
Независимо от того, являются ли детали простыми или сложными, лазерная резка позволяет быстро получить точные срезы. Она обеспечивает узкие щели, высококачественные срезы, высокую степень автоматизации, простоту эксплуатации, низкую трудоемкость и отсутствие загрязнения окружающей среды.
Лазерная резка также позволяет выполнять автоматическую резку и раскрой, улучшая использование материала и снижая производственные затраты, что приводит к хорошему экономическому результату.
Эта технология имеет долгий срок службы и в настоящее время используется для резки листов толщиной более 2 мм в других странах.
Многие зарубежные эксперты предсказывают, что ближайшие 30-40 лет станут золотым веком для технология лазерной обработкиОсобенно в области обработки листового металла.
В заключение
Обычно рекомендуется использовать лазерную резку для листов углеродистой стали толщиной до 20 мм, листов нержавеющей стали толщиной до 10 мм и неметаллические материалы Например, акрил и доски.
Для стальных листов толщиной от 20 до 50 мм рекомендуется плазменная резка.
Пламенная резка - рекомендуемый метод для стальных листов толщиной более 50 мм.
При обработке хрупких неметаллических материалов, таких как медь, алюминий, стекло и мрамор, рекомендуется использовать водяной нож для резки.
В отрасли производства листового металла, где относительно часто встречается один сорт, например, при серийном производстве шкафов с толщиной листа менее 1 мм, Штамповка с ЧПУ Рекомендуется использовать станки, а для облегчения процесса резки могут применяться другие методы.