Искусство гибки листового металла: Формы и техника
Как добиться точных изгибов листового металла? Понимание форм и технологий, лежащих в основе этого процесса, имеет решающее значение. В этой статье рассматриваются различные методы гибки, от свободной гибки до корректирующей гибки, с указанием их применения и преимуществ. Она объясняет, как различные формы, такие как V-образные и U-образные изгибы, влияют на точность и качество конечного продукта. К концу статьи вы поймете, как выбрать и использовать методы гибки для повышения эффективности производства и качества продукции.
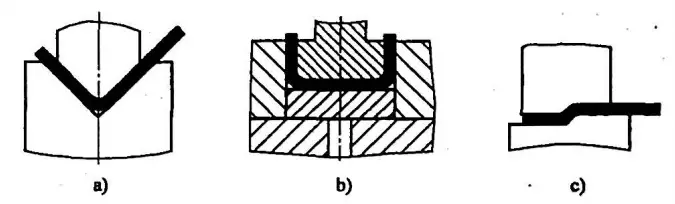
Методы деформации при гибке листа можно разделить на: свободный изгиб, контактный изгиб и корректирующий изгиб, как показано на рисунке 1.
Рисунок 1 Методы деформации при изгибе листа
a) Свободный изгиб
б) Контактный изгиб
c) Корректирующий изгиб
Для свободного изгиба (рис. 1a) требуется меньше изгибающее усилиеФорма и размер заготовки определяются путем регулировки ширины матрицы и положения мертвой точки пуансона.
Этот метод часто приводит к снижению точности формы и размеров обрабатываемых деталей, особенно в крупносерийном производстве, где качество гнутых деталей может быть непостоянным. Поэтому свободная гибка часто используется для малосерийного производства средних и крупных деталей. листовой металл компоненты.
В отличие от этого, при контактной (рис. 1b) и корректирующей (рис. 1c) гибке точность формы и размеров согнутых деталей гарантируется пресс-формой, что обеспечивает более высокое и стабильное качество.
Однако эти методы требуют больших усилий при изгибе, более длительных циклов литья в форму и более высокой стоимости. Они обычно используются для крупносерийного производства мелких и средних деталей и компонентов из листового металла, где требуется более высокое качество.
2. Методы сгибания
В целом, методы гибки можно разделить на гибки в пресс-форме (которые включают гибки с верхней пластиной и без верхней пластины) и гибка на листогибочном прессе.
Гибка на листогибочном прессе - это частный случай гибки в пресс-форме (без гибки верхней плиты), обычно с использованием универсальной гибочной формы. Оба метода гибки имеют свои принципы, характеристики и применимость.
(1) Гибка пресс-форм
Гибка пресс-форм обычно используется для гибка листового металла детали, требующие сложных конструкций, небольших объемов, высокой точности и крупномасштабной обработки. Принцип работы простой и распространенной гибочной пресс-формы показан на рисунке 2. Чтобы продлить срок службы пресс-формы, при проектировании детали следует по возможности использовать радиус (r>0,5t) в месте изгиба.
Рис. 2 Схематичная диаграмма общих принципов работы гибочного штампа
Гибка на листогибочном прессе обычно используется для обработки листового металла гибочные детали которые имеют большие размеры или не производятся в больших количествах. Листогибочные прессы можно разделить на обычные и Листогибочный пресс с ЧПУ.
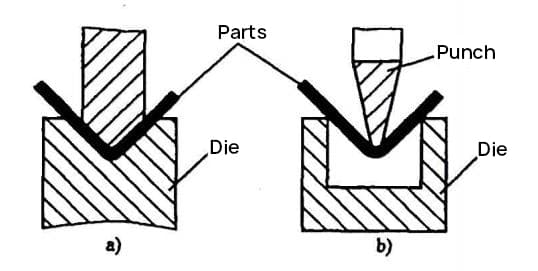
Для листа гибка металла детали с относительно высокими требованиями к точности и сложной формой, листогибочные прессы с ЧПУ обычно используются для гибки. Основной принцип гибки, например, холодногнутых деталей из стали открытого сечения и листового металла для шасси, шкафов и электронных изделий, заключается в использовании гибочного ножа (верхнего пуансона) и V-образного паза (нижний штамп) листогибочного пресса для сгибания плиты, как показано на рисунке 3.
Рисунок 3 Гибка на листогибочном прессе
a) Подготовка
б) Завершение
Для того чтобы обеспечить производственную обработку гнутых деталей с различными углами центра гиба, обычно используются две формы гибки на листогибочном прессе, как показано на рисунке 4.
Для гнутых деталей с большим конструктивным размером, сложной формой поперечного сечения или не выпускаемых в больших количествах, а также деталей, выпускаемых в единичных экземплярах, малыми партиями и в опытном производстве, метод проектирования и изготовления специальных гибочных штампов ограничивается многими неблагоприятными факторами, такими как разнообразие и количество деталей, сложность изготовления штампа, производственные затраты и сроки поставки.
Некоторые детали с большими конструктивными размерами и более сложной формой поперечного сечения (например, конструктивные элементы шасси и шкафов) также ограничены конструкцией штампа и технологическим оборудованием предприятия.
Наиболее эффективным способом решения этих проблем является использование универсального гибочного штампа для гибки. Универсальный гибочный штамп может обрабатывать не только простые L-образные, U-образные, Z-образные детали, но и чрезвычайно сложные детали, комбинируя выпуклые и вогнутые формы и несколько V-образных комбинированных гибов, как показано на рисунках 5 и 6.
Рисунок 6 Пример гибки сложных гнутых деталей на листогибочном прессе
(1) Пуансон (гибочный нож)
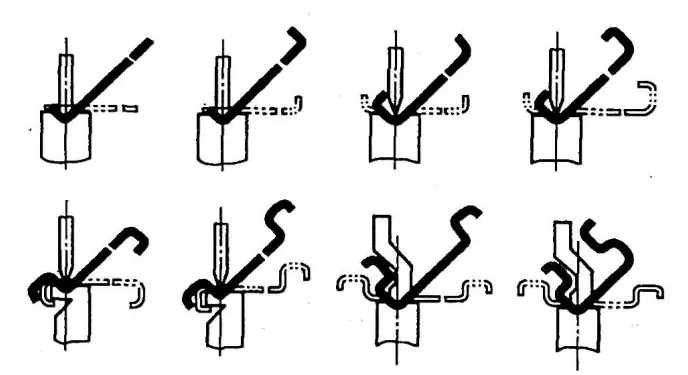
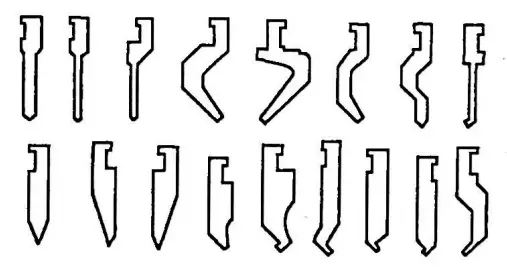
Чтобы удовлетворить спрос на производство различных сложных гнутых деталей, в последние годы было разработано множество форм и спецификаций гибочных ножей, которые в основном делятся на два типа: гибочные ножи с прямым и изогнутым плечом.
Они также могут быть изготовлены в виде цельных или комбинированных конструкций, которые в основном могут удовлетворить гибочную обработку большинства сложных деталей (таких как коробчатые, дверные и другие специальные структурные детали). Профессиональные заводы по производству штампов стандартизировали и выпустили серию гибочных ножей. Распространенные формы гибочных ножей показаны на рисунке 7.
В процессе обработки гибочный нож выбирается в зависимости от формы и размера сгибаемых деталей. Обычно предприятия по обработке листового металла имеют большой запас форм и спецификаций гибочных ножей, особенно предприятия с высокой степенью профессиональной специализации в производстве листового металла. Для того чтобы удовлетворить требования к гибке различных сложных гнутых деталей, необходимо настроить множество форм и спецификаций гибочных ножей.
(2) Универсальный пуансон
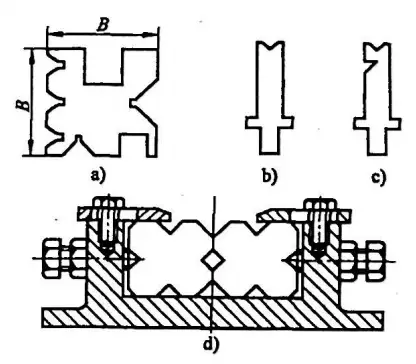
На рисунке 8 показаны поперечные сечения широко используемых вогнутых пресс-форм для листогибочного пресса. Универсальная вогнутая пресс-форма (см. рис. 8a) обрабатывается с четырех сторон для гибки листового металла обычной толщины и деталей различных форм и размеров. Канавка выбирается для гибки в зависимости от толщины материала, формы и размера изгибаемых деталей. На рис. 8b и 8c показаны распространенные формы вогнутых торцов пресс-формы, которые могут быть выполнены в виде цельных или комбинированных конструкций (см. рис. 8d). Они в основном используются для гибочной обработки сложных деталей (например, коробчатых, дверных и других специальных конструкционных деталей).
Рисунок 7 Выпуклая форма (гибочный нож)
Рисунок 8 Часто используемая вогнутая пресс-форма листогибочного пресса
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Вы когда-нибудь задумывались, почему детали из листового металла трескаются или деформируются при гибке? В этой статье рассматриваются основные принципы проектирования листового металла, особое внимание уделяется методам гибки для обеспечения точности...
Вы когда-нибудь задумывались, как различные материалы влияют на гибку листового металла? В этой интересной статье опытный инженер-механик делится своими знаниями о влиянии типов материалов, толщины и...
В этой статье блога мы исследуем увлекательный мир воздушного изгиба и диаграммы сил, которые делают его возможным. Присоединяйтесь к нам, поскольку мы погружаемся в науку, лежащую в основе этого...
Внимание всем изготовителям и дизайнерам листового металла! Вы пытаетесь определить оптимальный радиус изгиба для своих проектов? Не останавливайтесь на достигнутом! В этой статье блога мы рассмотрим...
Вы когда-нибудь задумывались о том, как точно рассчитать припуск на изгиб для своих проектов по изготовлению металлоконструкций? В этой статье мы исследуем увлекательный мир формул припусков на изгиб и...
Вы когда-нибудь задумывались об искусстве и науке, стоящих за приданием металлическим листам сложных форм? В этой увлекательной статье блога мы погрузимся в увлекательный мир листового...
Вы когда-нибудь задумывались, почему ваши проекты из листового металла иногда неловко гнутся или трескаются? В этой статье рассказывается о важнейшей роли отверстий в листовом металле при гибке. Вы узнаете, как эти отверстия...
Представьте себе, что вы сгибаете листовой металл, не оставляя ни единого следа или царапины. В этой статье мы рассмотрим инновационные методы гибки листового металла без следов, которые позволяют решить такие проблемы, как трение, твердость материала и...