Приходилось ли вам сталкиваться с проблемами гибки листового металла, которые заставляли вас ломать голову? В этой содержательной статье блога опытный инженер-механик делится своими знаниями о решении распространенных проблем в процессе гибки металла. От предотвращения трещин на сгибе до обеспечения точного позиционирования отверстий - вы найдете практические решения и ценные советы, которые позволят вам оптимизировать технику гибки листового металла и каждый раз добиваться безупречных результатов.
Металлические листы сгибаются и формуются с помощью листогибочный станокТакже известен как листогибочный станок. Заготовка помещается на станок, а подъемный рычаг используется для подъема тормозного блока, что позволяет точно позиционировать заготовку. После того как заготовка установлена, тормозной блок опускается на нее, и гибочный рычаг нажимается, чтобы согнуть металлический лист на нужный угол.
Определение минимального радиуса изгиба
Минимальный радиус гибки - критический фактор в процессе гибки, определяемый пластичностью и толщиной металла, из которого производится гибка. Для алюминиевого листа радиус изгиба должен быть больше толщины листа. Это гарантирует, что металл не треснет и не сломается в процессе гибки.
Рисунок 1 Нормальный изгиб
Эластичность и угол изгиба
Из-за эластичности материала угол изгиба металла часто оказывается несколько больше требуемого. Это явление, известное как springbackДля достижения необходимого точного угла в процессе сгибания необходимо учитывать этот фактор.
Технологии обработки металлических листов
Гибка - это лишь одна из многочисленных технологий обработки металлических листов, которая обычно выполняется в цехе по обработке металла. К другим методам относятся:
Клепка: Соединение металлических листов с помощью заклепок.
Сварка: Сплавление металлических листов вместе с помощью тепла.
Общие проблемы и решения при гибке металла
В процессе гибки может возникнуть несколько распространенных проблем, в том числе:
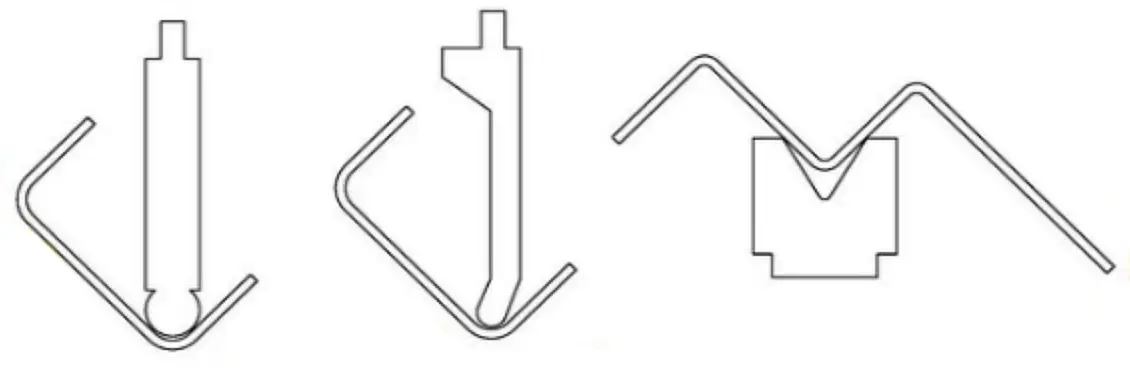
1. Проблемы при гибке заготовок с канавками и с несколькими изгибами
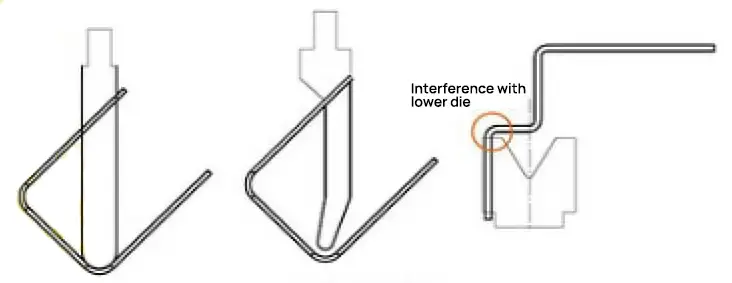
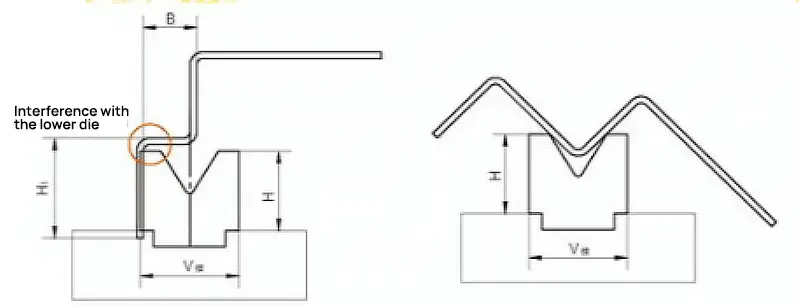
В процессе гибки таких заготовок ширина паза превышает высоту ножки, что приводит к интерференции между одним концом заготовки и верхним штампом или ползуном на листогибочный пресс. Это делает невозможным гарантировать размеры заготовки, как показано на рисунке 2.
Рисунок 2: Детальная диаграмма помех
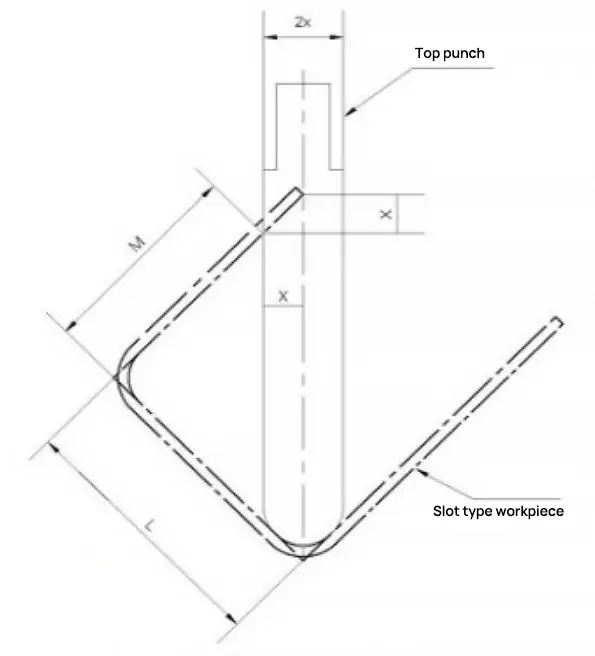
Прогнозирование помех при гибке листового металла
При работе с прецизионными деталями из листового металла с высокими ножками определение возможности гибки требует проведения нескольких расчетов, соответствующие размеры которых указаны на рисунке 3.
Рисунок 3: Соответствующие размеры заготовок с пазами для гибки
Если L-M1,5x, заготовку нельзя сгибать, так как это вызовет помехи.
Решение проблем с помехами
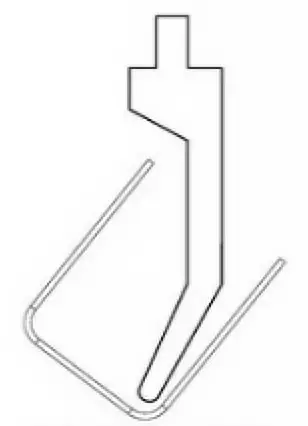
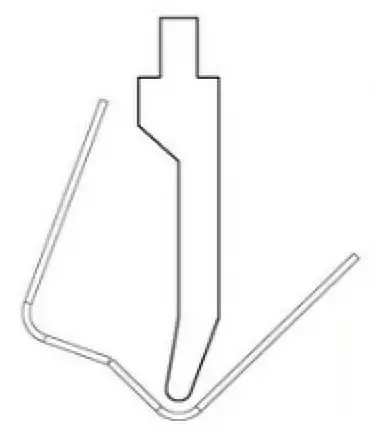
(1) Если заготовка с пазом испытывает помехи при гибке, для гибки можно выбрать верхний штамп с гусиным вырезом. Это позволяет избежать помех между сгибаемой кромкой заготовки и листогибочным прессом или верхним штампом, обеспечивая сгибаемые размеры заготовки, как показано на рис. 4.
Рисунок 4: Гибка с использованием верхнего штампа Gooseneck
(2) Если заготовка с пазом испытывает помехи при изгибе, а подходящих верхних штампов с гусиным вырезом нет, можно выполнить обратный предварительный изгиб в середине изгиба без ущерба для требований к использованию, как показано на рис. 5. Искусственно увеличив угол изгиба, можно нормально согнуть заготовку. Затем можно использовать штамп для плоских шин для точечного прессования области предварительного изгиба, чтобы обеспечить соблюдение требований к качеству продукции.
Рисунок 5: Предварительная гибка
(3) При гибке многогибочных заготовок, если H1>H или B<V/2, могут возникнуть помехи между заготовкой и отверстием нижнего штампа и верстаком. Выбор нижнего штампа и последовательности гибки становится очень важным, поэтому можно использовать следующие методы:
① Выберите нижний штамп большого размера с H>H1, чтобы обеспечить нормальный изгиб заготовки; ② Выберите нижнее отверстие штампа с B>V/2, чтобы обеспечить нормальный изгиб заготовки; ③ Если нет нижнего штампа большого размера, измените последовательность гибки. Предварительно деформируйте средний изгиб на определенный угол, затем согните короткую сторону, сформируйте третий изгиб и, наконец, подавите средний изгиб до требуемого размера и угла, обеспечивая технологический размер заготовки, как показано на рис. 6.
Рисунок 6: Многопроходная гибка
2. Трещины на изгибах
Анализ причин:
Растрескивание при изгибе - распространенная проблема, возникающая на растягивающейся поверхности деталей из листового металла в процессе гибки. Это явление может значительно ухудшить механические свойства заготовки, сделав ее непригодной для использования и приведя к экономическим потерям из-за брака. К основным причинам образования трещин при изгибе относятся:
Кристаллическая структура и направление прокатки зерна: Листовой металл имеет специфическую кристаллическую структуру и направление зерен при прокатке. Изгиб параллельно направлению зерна повышает вероятность возникновения трещин из-за выравнивания зерен, что может привести к образованию слабых мест.
Малый радиус изгиба (R): Выбор слишком малого радиуса изгиба может вызвать чрезмерное напряжение материала, что приведет к образованию трещин.
Угол R V-образного паза нижней матрицы: Малый угол R в V-образной канавке нижнего штампа может сконцентрировать напряжение на материале, увеличивая риск образования трещин.
Характеристики материала: Плохие характеристики материала, такие как низкая пластичность или вязкость, могут сделать листовой металл более восприимчивым к растрескиванию при гибке.
Профилактические меры:
Для предотвращения растрескивания при изгибе можно использовать несколько стратегий:
Ориентация резки: При резке листового металла поворачивайте его так, чтобы направление резки было перпендикулярно направлению сгиба. Это означает, что направление изгиба материала должно быть перпендикулярно зерну, что снижает риск образования трещин.
Увеличение угла R верхнего штампа: Использование верхнего штампа с большим углом R позволяет более равномерно распределить напряжение по материалу, снижая вероятность образования трещин.
Используйте нижнюю матрицу с большим углом R: Выбор нижней матрицы с большим углом R для обработки может помочь свести к минимуму концентрацию напряжений на материале, тем самым предотвращая появление трещин.
Выбирайте высокоэффективные материалы: Выбор материалов с лучшими механическими свойствами, такими как повышенная пластичность и вязкость, может значительно снизить риск образования трещин при изгибе.
3. Непрямой край сгиба и нестабильный размер
Анализ причин:
Без линейного прессования и предварительной гибки
Пояснение: Линейное прессование или предварительная гибка необходимы для обеспечения правильного выравнивания и предварительного напряжения материала перед окончательной операцией гибки. Без этих методов материал может сгибаться неравномерно, что приведет к неровному краю и нестабильным размерам.
Недостаточное материальное давление
Пояснение: Недостаточное давление, прикладываемое к материалу в процессе гибки, может привести к неполному или неравномерному изгибу. Это может привести к тому, что материал будет пружинить или неравномерно изгибаться, что приведет к образованию неровного края и нестабильности размеров.
Диссимметричная выпукло-вогнутая фаска штампа и неравномерное давление при изгибе
Пояснение: Если выпукло-вогнутая галтель штампа не симметрична или давление при гибке распределено неравномерно, это может привести к нарушениям в процессе гибки. Это может привести к изменению угла и радиуса изгиба, что приведет к нестабильному размеру и непрямому краю.
Низкая высота
Пояснение: Если высота сгиба слишком мала, он может не обеспечить достаточного усилия для чистого и равномерного сгиба. Это может привести к неравномерной деформации материала, что приведет к неровному краю и нестабильности размеров.
Решения:
Техника прессования или предварительной гибки
Реализация: Включите в процесс гибки этапы линейного прессования или предварительной гибки. Эти методы помогают предварительно напрячь материал и обеспечить его правильное выравнивание перед окончательным изгибом. Это может быть достигнуто за счет использования специализированной оснастки или дополнительных этапов обработки.
Увеличение усилия подхвата
Реализация: Убедитесь, что давление материала достаточное, увеличив усилие домкрата. Это можно сделать, отрегулировав настройки станка, чтобы приложить большее давление в процессе гибки. Достаточное давление помогает добиться более равномерного изгиба и снижает вероятность пружинящего отката.
Обеспечьте равномерный зазор в выпукло-вогнутой матрице и отполируйте филе
Реализация: Проверьте и отрегулируйте зазор в выпукло-вогнутом штампе, чтобы он был равномерным. Кроме того, отполируйте галтель, чтобы удалить все неровности. Это поможет более равномерно распределить давление при гибке и снизит риск возникновения неровных изгибов.
Сделайте высоту больше или равной минимальному размеру
Реализация: Убедитесь, что высота сгиба не меньше минимального требуемого размера. Это обеспечивает достаточное усилие для чистого и равномерного изгиба. При необходимости скорректируйте конструкцию или оснастку, чтобы добиться нужной высоты.
4. Зачистка заготовок после гибки
Анализ причин:
Негладкая поверхность материала
Неровная или шероховатая поверхность материала может привести к задирам в процессе гибки. Это происходит потому, что неровности на поверхности могут вызвать трение и сопротивление, что приведет к повреждению заготовки.
Слишком малый радиус изгиба выпуклой матрицы
Если радиус изгиба выпуклого штампа слишком мал, это может привести к чрезмерной концентрации напряжения на материале. Это может привести к задиру или даже растрескиванию материала в процессе гибки.
Слишком малый зазор при изгибе
Недостаточный зазор между матрицей и пуансоном может привести к чрезмерному давлению на материал. Это может привести к скрежету материала о штамп, что приведет к повреждению поверхности.
Решения:
Улучшение гладкости вогнутого штампа
Обеспечение гладкой поверхности вогнутого штампа позволяет уменьшить трение и предотвратить соскабливание материала. Этого можно добиться путем полировки или использования штампа с более высокой степенью обработки поверхности.
Увеличение радиуса изгиба выпуклой матрицы
Увеличение радиуса изгиба выпуклого штампа позволяет более равномерно распределить напряжение по материалу, снижая вероятность образования задиров. Эта регулировка поможет сохранить целостность заготовки во время гибки.
Регулировка зазора при изгибе
Правильная регулировка зазора между матрицей и пуансоном имеет решающее значение. Обеспечение достаточного зазора позволяет предотвратить чрезмерное давление на материал и тем самым снизить риск образования задиров. Этого можно добиться путем повторной калибровки гибочного станка или использования штампов соответствующих размеров.
5. Трещины на углах изгиба
Анализ причин:
Слишком малый радиус изгиба:
Если радиус изгиба слишком мал, материал подвергается чрезмерному напряжению, что приводит к образованию трещин на углах изгиба.
Зерно материала параллельно линии изгиба:
Ориентация зерна материала существенно влияет на его свойства при изгибе. Если направление зерен параллельно линии изгиба, это может привести к появлению трещин из-за анизотропности материала.
Заусенец на заготовке, выходящий наружу:
Заусенцы на краях заготовки могут служить концентраторами напряжения, что приводит к образованию трещин при изгибе.
Плохая переплавляемость металла:
Металлы с низкой пластичностью или плохо поддающиеся переформовке более склонны к образованию трещин во время гибки.
Решения:
Увеличение радиуса изгиба выпуклой матрицы:
Увеличение радиуса изгиба позволяет снизить концентрацию напряжений в месте изгиба и тем самым минимизировать риск появления трещин.
Изменение макета заглушки:
Регулировка расположения заготовок, чтобы направление зерна материала было перпендикулярно линии сгиба, может улучшить способность материала выдерживать нагрузки на изгиб.
Создание заусенцев на внутренней поверхности заготовки:
Направление заусенцев на внутреннюю галтель заготовки помогает снизить концентрацию напряжений на внешней поверхности и тем самым предотвратить появление трещин.
Отжиг или использование мягкого материала:
Отжиг материала может повысить его пластичность и снизить вероятность растрескивания. В качестве альтернативы можно использовать более мягкий материал, который лучше поддается формовке.
6. Изгиб вызывает деформацию отверстий
Анализ причин:
Когда для позиционирования отверстия используется упругая гибка, внешняя поверхность гибочного рычага подвергается трению как со стороны поверхности вогнутой пресс-формы, так и со стороны внешней поверхности заготовки. Эта сила трения может привести к деформации позиционируемого отверстия. Деформация возникает из-за того, что материал вокруг отверстия неравномерно поддерживается и неравномерно вытягивается в процессе гибки.
Решения:
Чтобы уменьшить деформацию отверстий в процессе гибки, рассмотрите следующие решения:
Применяйте фигурную гибку: Фигурная гибка предполагает использование специализированной оснастки, которая более точно повторяет конечную форму заготовки. Этот метод помогает более равномерно распределить усилие гибки, снижая вероятность деформации отверстия.
Усилить давление на крышку: Благодаря увеличению давления, оказываемого накладкой, заготовка надежнее удерживается на месте. Это дополнительное давление помогает минимизировать перемещение и проскальзывание, тем самым уменьшая деформацию отверстия.
Добавить плед с рисунком на покрывало: Нанесение питтинга (текстурированной поверхности) на накладку увеличивает трение между заготовкой и накладкой. Такое повышенное трение помогает предотвратить скольжение заготовки во время гибки, что, в свою очередь, снижает вероятность деформации отверстия.
7. Более тонкая изгибающаяся поверхность
Анализ причин:
Слишком малый радиус выпукло-вогнутой галтели:
Если радиус галтели выпукло-вогнутого штампа слишком мал, это может привести к чрезмерному утоньшению материала на поверхности сгиба. Это происходит потому, что меньший радиус концентрирует напряжение на меньшей площади, вызывая более значительную деформацию и утонение.
Слишком малый зазор между выпуклостью и вогнутостью штампа:
Недостаточный зазор между выпуклыми и вогнутыми штампами также может способствовать утончению поверхности сгиба. Такое ограниченное пространство может привести к чрезмерному сжатию и растяжению материала, что приведет к истончению.
Решения:
Увеличение радиуса выпукло-вогнутой фаски штампа:
Увеличение радиуса галтели выпукло-вогнутого штампа позволяет сделать распределение напряжений при гибке более равномерным. Это уменьшает концентрацию напряжений и сводит к минимуму утонение материала. Больший радиус позволяет материалу более плавно обтекать изгиб, сохраняя его толщину.
Регулировка зазора между выпуклостью и вогнутостью штампа:
Правильная регулировка зазора между выпуклым и вогнутым штампами гарантирует, что материал не будет чрезмерно сжиматься или растягиваться. Достаточный зазор позволяет изгибать материал без значительного утонения, сохраняя целостность поверхности изгиба.
8. Выпуклость или неровность поверхности заготовки
Анализ причин:
В процессе гибки поверхность заготовки может стать выпуклой или неровной из-за дифференциальных напряжений, испытываемых материалом. В частности, под действием напряжения в окружном направлении внешняя поверхность материала сжимается, а внутренняя поверхность расширяется. Эта дифференциальная деформация может привести к выпуклости в направлении изгиба.
Решения:
Чтобы решить проблему выпуклости или неровности поверхности, рассмотрите следующие решения:
Обеспечение достаточного давления на выпукло-вогнутый штамп на этапе окончательной штамповки
Обеспечение достаточного давления на выпукло-вогнутый штамп на этапе окончательной штамповки помогает добиться более равномерной деформации. Это давление помогает минимизировать дифференциальные напряжения между внутренней и внешней поверхностями заготовки.
Соответствие радиуса вогнутого угла радиусу окружности заготовки позволяет оптимизировать процесс гибки для уменьшения мест концентрации напряжений. Такое выравнивание способствует более равномерному распределению напряжений по материалу, что снижает вероятность образования выпуклостей.
Оптимизация техники
Выбор материала: Выбирайте материалы с лучшей пластичностью и однородностью, чтобы снизить риск неравномерной деформации.
Проектирование оснастки: Убедитесь, что оснастка разработана с учетом специфики материала и требований к изгибу. Правильно разработанная оснастка поможет добиться более стабильных результатов.
Параметры процесса: Настройте такие параметры процесса, как скорость гибки, давление и температура, чтобы оптимизировать процесс гибки. Тонкая настройка этих параметров поможет минимизировать дифференциальные напряжения и получить более гладкую поверхность.
9. Неровная вогнутая часть в нижней части
Анализ причин:
Неровный материал: Само сырье может иметь несоответствия по толщине или плоскостности, что приводит к неровному дну в вогнутой части.
Малая площадь контакта между накладкой и материалом или недостаточное усилие при заклинивании: Недостаточная площадь контакта или недостаточное усилие, прилагаемое накладкой, могут привести к неравномерному распределению давления, вызывая неровности.
Отсутствие устройства поддержки материала в вогнутом штампе: Отсутствие устройства для поддержки материала может привести к недостаточной поддержке в процессе формования, что приведет к неровному дну.
Решения:
Выравнивающие материалы: Убедитесь, что сырьевые материалы правильно выровнены перед процессом формовки. Этого можно достичь с помощью различных методов выравнивания для обеспечения равномерной толщины и плоскостности.
Отрегулируйте устройство поддержки материала и увеличьте усилие домкрата:
Отрегулируйте устройство поддержки материала: Убедитесь, что устройство для поддержки материала правильно отрегулировано и обеспечивает достаточную поддержку в течение всего процесса формования.
Увеличение усилия подхвата: Увеличьте усилие домкрата, чтобы обеспечить равномерное прессование материала, тем самым снизив вероятность появления неровного дна.
Увеличение или корректировка устройства материальной поддержки: Если устройство поддержки материала недостаточно или отсутствует, его следует установить или исправить, чтобы обеспечить необходимую поддержку в процессе формования.
Усилить процессы формирования: При необходимости выполните дополнительные процессы формования. Это может включать несколько этапов формовки для постепенного достижения желаемой формы и обеспечения равномерности на дне.
10. Несоосность осей отверстий после изгиба
Анализ причин:
Несовпадение осей отверстий с двух сторон после гибки обусловлено в первую очередь отскоком материала. Когда металлический лист сгибается, материал имеет тенденцию слегка отпружинивать после снятия усилия сгибания. Этот эффект отскока может изменить намеченный угол изгиба, что приводит к смещению центральной линии и, следовательно, осей отверстий.
Решения:
Чтобы решить проблему смещения осей отверстий после гибки, рассмотрим следующие решения:
Увеличение процесса коррекции
Выполнение процесса коррекции после гибки может помочь в выравнивании отверстий. Для этого могут потребоваться дополнительные операции, такие как повторная гибка или использование прецизионных приспособлений для обеспечения правильного выравнивания отверстий.
Улучшение структуры модели гибки для уменьшения отскока материала
Улучшение структуры модели гибки может значительно уменьшить отскок материала. Этого можно достичь путем:
Настройка параметров гибки: Тонкая настройка таких параметров, как радиус изгиба, угол изгиба и толщина материала, позволяет минимизировать отскок.
Использование соответствующих инструментов: Выбор правильных инструментов, таких как штампы с более жесткими допусками, может помочь в достижении более точных изгибов.
Выбор материала: Выбор материалов с меньшей упругостью может уменьшить степень отскока. Например, материалы с более высоким пределом текучести имеют тенденцию к меньшему отскоку.
Моделирование и тестирование: Использование передового программного обеспечения для моделирования с целью прогнозирования и компенсации отскока материала до фактической гибки может привести к более точным результатам.
11. Точное позиционирование отверстий после сгибания
Обеспечение точного позиционирования отверстий после процесса гибки при изготовлении листового металла имеет решающее значение для сохранения целостности и функциональности конечного продукта. Различные факторы могут привести к неточностям в расположении отверстий, и понимание этих причин необходимо для реализации эффективных решений.
Анализ причин:
Неправильные размеры разворачивания
Описание: Размер разворачивания относится к размерам плоской детали из листового металла перед гибкой. Если эти размеры неверны, конечная согнутая деталь не будет соответствовать требуемым характеристикам, что приведет к смещению отверстий.
Воздействие: Неправильные размеры раскладывания могут привести к значительным отклонениям в расположении отверстий, что затруднит или сделает невозможным сборку.
Материал Springback
Описание: Пружинистость - это тенденция металла частично возвращаться к своей первоначальной форме после изгиба. Это явление происходит из-за упругого восстановления материала.
Воздействие: Пружинящий откат может привести к тому, что конечный угол изгиба будет отличаться от запланированного, что приведет к несоосности отверстий.
Неустойчивое положение
Описание: В процессе гибки, если лист металла не закреплен или не расположен должным образом, он может сместиться, что приведет к неточностям в конечной детали.
Воздействие: Нестабильное позиционирование может привести к отклонениям в расположении отверстий, что повлияет на общую точность детали.
Решения:
Точный расчет размера рабочей заготовки
Подход: Используйте точные измерения и расчеты для определения правильного размера разворачиваемого листа. Это включает в себя учет припусков на изгиб и вычетов, основанных на толщине материала и радиусе изгиба.
Инструменты: Использование программного обеспечения CAD и передовых алгоритмов разворачивания для обеспечения точности.
Усиление процесса коррекции или улучшение конструкции гибочного штампа
Подход: Внедрите дополнительные процессы коррекции, чтобы компенсировать обратную пружину материала. Это может включать в себя методы перегиба или использование специализированных штампов, разработанных для минимизации пружинящего отката.
Инструменты: Инвестируйте в высококачественные гибочные штампы и рассмотрите возможность использования листогибочных машин с ЧПУ, которые обеспечивают лучший контроль и повторяемость.
Изменение методов обработки или улучшение позиционирования
Подход: Оцените и потенциально измените методы обработки на более точные. Улучшение позиционирования листового металла во время гибки с помощью приспособлений, зажимов или автоматизированных систем позиционирования.
Инструменты: Применяйте лазерную резку для создания отверстий перед гибкой и используйте автоматизированные системы позиционирования для обеспечения последовательного размещения.
12. Линия сгиба не параллельна центру двух отверстий
Анализ причин:
Когда высота сгиба меньше минимальной высоты сгиба, сгибаемая часть имеет тенденцию к расширению. Это расширение может привести к несоосности, в результате чего линия сгиба не будет параллельна центру отверстий.
Решения:
Увеличьте высоту изгибаемой заготовки
Убедитесь, что высота гибки соответствует или превышает минимальную требуемую высоту гибки. Это поможет сохранить структурную целостность заготовки и предотвратить нежелательное расширение в процессе гибки.
Улучшение техники сгибания
Регулировка инструмента: Используйте подходящую оснастку, соответствующую материалу и толщине заготовки. Правильная оснастка поможет добиться точных изгибов.
Последовательность изгибов: Планируйте последовательность изгибов, чтобы минимизировать внутренние напряжения и деформации. Это поможет сохранить соосность линии сгиба с центрами отверстий.
Обработка материалов: Убедитесь, что заготовка правильно поддерживается и выравнивается в процессе гибки. Это поможет избежать смещений и перекосов.
Обучение операторов: Обучение операторов передовым методам выполнения гибочных операций, включая важность соблюдения минимальной высоты гиба и правильной техники выравнивания.
13. Деформация по ширине после изгиба
Анализ причин:
Деформация по ширине после гибки, часто проявляющаяся как прогиб дуги, может существенно повлиять на качество и точность конечной заготовки. Эта проблема обычно возникает из-за неравномерной глубины и усадки по ширине заготовки, что приводит к кручению и прогибу. К основным факторам, способствующим возникновению этой проблемы, относятся:
Несоответствующие свойства материалов: Различия в толщине, твердости и зернистой структуре материала могут вызвать неравномерную деформацию при изгибе.
Неправильная настройка инструмента: Несоответствие или износ гибочных инструментов может привести к неравномерному распределению давления.
Неточные параметры изгиба: Неправильное усилие, скорость или угол изгиба могут усугубить проблемы с деформацией.
Остаточные напряжения: Уже существующие напряжения в материале могут привести к непредсказуемой деформации при приложении дополнительных сил.
Решения:
Для уменьшения деформации по ширине после изгиба можно использовать несколько стратегий:
Увеличение давления при изгибе:
Обоснование: Повышенное давление при изгибе помогает добиться более равномерной деформации за счет преодоления несоответствия материала.
Реализация: Отрегулируйте настройки листогибочного пресса, чтобы увеличить усилие, прилагаемое в процессе гибки. Убедитесь, что машина способна выдержать повышенное давление без повреждения оснастки или заготовки.
Увеличение процесса коррекции:
Обоснование: Выполнение дополнительных операций по коррекции может помочь исправить деформацию, возникшую при первоначальном изгибе.
Реализация: Ввести промежуточные этапы коррекции, на которых заготовка проверяется и корректируется с учетом любых отклонений. Это может включать повторную гибку или использование специализированных инструментов для выпрямления заготовки.
Обеспечение определенного угла между материалами и направлением изгиба:
Обоснование: Совмещение направления зерна материала с направлением изгиба может уменьшить вероятность неравномерной деформации.
Реализация: Проанализируйте зернистую структуру материала и отрегулируйте ориентацию заготовки таким образом, чтобы усилие изгиба прикладывалось в направлении, минимизирующем прогиб. Часто это означает изгиб перпендикулярно направлению зерна.
Дополнительные рекомендации:
Обслуживание инструмента: Регулярно осматривать и обслуживать гибочные инструменты, чтобы убедиться в их хорошем состоянии и правильном расположении.
Выбор материала: Выбирайте материалы с постоянными свойствами и минимальными остаточными напряжениями для критических применений.
Моделирование и тестирование: Используйте автоматизированное проектирование (CAD) и анализ методом конечных элементов (FEA) для моделирования процесса гибки и прогнозирования потенциальных проблем с деформацией до начала производства.
14. Заготовка с надрезом, вызывающим отклонение вниз
Анализ причин:
При обработке заготовки с надрезом материал в месте надреза раскрывается, в результате чего две прямые кромки смещаются наружу влево и вправо. Это движение приводит к прогибу вниз в нижней части заготовки. Это явление часто наблюдается при обработке листового металла, когда целостность материала нарушается из-за разрезов или надрезов, что приводит к деформации.
Решения:
Улучшение структуры заготовки
Арматура: Укрепите области вокруг разреза, чтобы сохранить структурную целостность во время обработки. Этого можно достичь путем добавления временных опор или использования более жесткого материала.
Оптимизация дизайна: Измените форму заготовки, чтобы минимизировать воздействие надрезов. Это может включать изменение формы или добавление элементов, которые распределяют напряжение более равномерно.
Увеличение пособия на обработку разрезов
Соединительные разрезы: Увеличьте припуск на обработку в местах разрезов, чтобы временно соединить их. Это означает, что нужно оставить небольшой мостик из материала, который удерживает края вместе во время сгибания. После завершения процесса сгибания эти мостики можно срезать.
Предварительная гибка: Выполните начальные надрезы, не полностью проникающие в материал, а затем приступайте к процессу гибки. После завершения гибки завершите разрезы, чтобы разделить детали.
Дополнительные соображения:
Выбор материала: Выбирайте материалы с более высокой пластичностью и прочностью, чтобы уменьшить вероятность прогиба.
Настройки инструментов: Используйте специализированную оснастку, которая лучше поддерживает заготовку во время обработки, снижая вероятность отклонения.
Параметры процесса: Отрегулируйте параметры обработки, такие как скорость и усилие резания, чтобы минимизировать нагрузку на заготовку.
15. Скользящий материал во время обработки
Анализ причин:
При выборе гибочного штампа обычно выбирают ширину V-образного паза, которая в 4-6 раз превышает толщину материала (T). Однако может возникнуть проскальзывание, если размер сгиба меньше половины ширины выбранного V-образного паза. Такая ситуация возникает потому, что материал не имеет достаточной опоры в V-образной канавке, что приводит к нестабильности в процессе гибки.
Проблема:
Основная проблема заключается в том, что выбранный V-образный паз слишком велик для сгибаемого материала, что приводит к проскальзыванию материала во время обработки.
Решения:
1. Метод отклонения от центральной линии (эксцентриковая обработка)
Когда размер сгибаемого материала меньше половины от 4 до 6 раз T, необходимо компенсировать избыточное пространство в V-образной канавке. Этого можно достичь с помощью эксцентриковой обработки, при которой материал располагается вне центра для обеспечения лучшего контакта и поддержки в V-образном пазе.
2. Обработка набивки
Еще одно эффективное решение - использование набивки для заполнения избыточного пространства в V-образном пазе. Такая подкладка обеспечивает дополнительную поддержку материала, предотвращая его проскальзывание в процессе сгибания.
3. Согните с малым V-образным пазом и нажмите с большим V-образным пазом
В ситуациях, когда для первоначального изгиба требуется небольшая V-образная канавка, а для окончательного прессования - большая, можно использовать комбинированный подход. Начните с изгиба материала с небольшой V-образной канавкой для обеспечения стабильности, а затем прессуйте с большей V-образной канавкой для достижения нужного радиуса изгиба.
4. Выберите меньший V-образный паз
Наиболее простое решение - выбрать меньший V-образный паз, который больше подходит для толщины материала и размера гиба. Это обеспечит достаточную поддержку материала в процессе гибки и снизит риск проскальзывания.
16. Внутренняя ширина гиба и стандартные формы
Анализ причин:
При гибке на листогибочном прессе внутренняя ширина гиба часто должна быть меньше стандартной ширины пресс-формы. Вот основные факторы и соображения:
Стандартная ширина нижнего штампа: Нижняя матрица гибочного станка обычно имеет минимальную стандартную ширину, часто около 10 мм. Это очень важно для обеспечения того, чтобы штамп мог вмещать сгибаемый материал, не вызывая повреждений или неточностей.
Толщина материала: Для эффективной гибки толщина материала должна быть меньше минимальной ширины нижнего штампа. Если материал слишком толстый, это может привести к неправильной гибке и потенциальному повреждению оборудования.
Угол изгиба и длина: При изгибе под углом 90 градусов длина изгиба должна соответствовать определенным геометрическим ограничениям. Формула √2 (L + V / 2) + T помогает определить минимальную длину, необходимую для правильного изгиба, где:
𝐿L длина изгиба.
𝑉V ширина отверстия V-образного штампа.
𝑇T толщина материала.
Фиксация плесени: Для предотвращения смещения формы, которое может привести к браку материала или угрозе безопасности, форма должна быть надежно закреплена на основании формы. Такое крепление не должно допускать движения вверх, обеспечивая стабильность в процессе гибки.
Решения:
Чтобы решить проблему, связанную с тем, что ширина внутренней гибки меньше стандартной ширины пресс-формы, рассмотрите следующие решения:
Увеличение размера изгиба:
Переговоры с заказчиком: Обсудите с заказчиком возможность увеличения размера изгиба. Это поможет добиться более широкого внутреннего изгиба, что сделает его совместимым со стандартной шириной пресс-формы.
Корректировка дизайна: Измените технические характеристики конструкции, чтобы приспособить ее для более широкого изгиба, обеспечив при этом соответствие стандартным параметрам пресс-формы.
Специальная обработка пресс-формы:
Изготовление пресс-форм на заказ: Создайте пресс-форму, специально предназначенную для работы с более узкими внутренними изгибами. Это может потребовать специальной обработки и корректировки конструкции.
Улучшенные характеристики пресс-формы: Включают в себя элементы, позволяющие точно изгибать узкие детали без нарушения целостности формы или материала.
Использование шлифовальных инструментов:
Прецизионное шлифование: Используйте шлифовальные инструменты для достижения необходимой ширины внутреннего изгиба. Хотя этот метод может увеличить стоимость обработки, он обеспечивает высокую степень точности и может быть эффективным для небольших или специализированных операций гибки.
Анализ затрат и выгод: Оцените стоимость использования шлифовальных инструментов по сравнению с другими методами. В некоторых случаях увеличение стоимости обработки может быть оправдано повышением точности и качества изгиба.
17. Близость отверстия к линии сгиба
Анализ причин:
Если отверстие расположено слишком близко к линии сгиба в детали из листового металла, процесс сгибания может привести к растяжению и деформации материала вокруг отверстия. Эта проблема особенно ярко проявляется, когда расстояние от отверстия до линии сгиба, обозначаемое как 𝐿Lменьше критического значения. Это критическое значение обычно составляет от 4 до 6 раз больше толщины пластины 𝑇.T деленное на 2. Математически это можно выразить как:
𝐿<4𝑇/2 - 6𝑇/2
В процессе изгиба на материал действуют растягивающие усилия, которые могут привести к вытягиванию и деформации, если 𝐿L является недостаточным. Это происходит потому, что материал вокруг отверстия подвергается значительному напряжению, что приводит к его деформации.
Минимальное расстояние 𝐿L для различных толщин плит
Минимальное расстояние 𝐿L для листов различной толщины можно определить на основе ширины канавки стандартной пресс-формы. Это гарантирует, что материал не будет испытывать чрезмерных напряжений при изгибе, предотвращая вытягивание и деформацию.
Решения:
Чтобы смягчить проблему слишком близкого расположения отверстий к линии сгиба, можно использовать несколько решений:
Увеличьте размер изгиба и подровняйте подол после формовки:
Увеличение размера изгиба позволяет улучшить распределение напряжения вокруг отверстия, что снижает вероятность протаскивания. После формовки подол можно обрезать для достижения нужных размеров.
Расширьте отверстие до линии сгиба:
Если внешний вид и функциональность детали не нарушаются, а также с согласия заказчика, отверстие может быть расширено до линии сгиба. Это поможет более равномерно распределить нагрузку.
Используйте секаторную или обжимную обработку:
Для изменения распределения напряжений вокруг отверстия можно использовать методы сечения или обжима, что снижает риск прорыва.
Эксцентрично обработайте форму:
Эксцентричная обработка пресс-формы позволяет минимизировать концентрацию напряжений вокруг отверстия, предотвращая деформацию при изгибе.
Изменение размера отверстия:
Регулировка размера отверстия также может помочь уменьшить концентрацию напряжений. Для этого можно сделать отверстие больше или изменить его форму, чтобы лучше распределить усилия при изгибе.
18. Анализ деформации в процессе гибки
В контексте обработки листового металла, в частности, во время операций гибки, расстояние 𝐿L между вытянутым краем и линией сгиба играет решающую роль в определении качества сгиба. Если это расстояние слишком мало, это может привести к нежелательным деформациям. Давайте подробнее рассмотрим причины и возможные решения этой проблемы.
Анализ причин:
Когда расстояние 𝐿L между оттянутым краем и линией сгиба составляет от 4𝑇/2 до 6𝑇/2 (где 𝑇T толщина листа), материал подвержен деформации. Эта деформация происходит потому, что в процессе гибки материал соприкасается с нижней формой. Недостаточное расстояние не позволяет материалу свободно изгибаться, что приводит к концентрации напряжений и последующей деформации.
Решения:
Чтобы смягчить эту проблему, можно использовать несколько стратегий:
1. Используйте секаторную или обжимную обработку
Сечение или обжимная обработка помогают управлять потоком материала и уменьшают концентрацию напряжений, вызывающих деформацию. Эти методы подразумевают создание контролируемой схемы деформации, которая более равномерно распределяет напряжения по материалу.
2. Измените размер материала
Регулировка размеров материала поможет обеспечить расстояние 𝐿.L находится в пределах допустимого диапазона. Для этого может потребоваться увеличить размер заготовки или изменить дизайн, чтобы обеспечить большее пространство между нарисованным краем и линией сгиба.
3. Использование специальной обработки пресс-формы
Специализированные пресс-формы могут быть разработаны с учетом специфических требований процесса гибки. Такие формы помогают контролировать поток материала и снижают вероятность деформации за счет лучшей поддержки и уменьшения точек контакта, вызывающих концентрацию напряжений.
4. Эксцентрично обработайте форму
Эксцентрическая обработка пресс-формы предполагает проектирование пресс-формы таким образом, чтобы компенсировать небольшое расстояние 𝐿.L. Это может включать в себя смещенные элементы или регулировки, которые позволяют материалу изгибаться без прямого контакта с нижней формой, тем самым снижая риск деформации.
19. Боковые подъемы после уплощения
Анализ причин:
Длинная плоская кромка может не прилегать плотно в процессе расплющивания, в результате чего она поднимается на концах. Эта проблема в значительной степени зависит от положения плойки, поэтому очень важно уделять пристальное внимание ее расположению в процессе расплющивания.
Решения:
Предварительно согните угол вверх: Перед тем как согнуть мертвую кромку, сначала согните угол вверх, как показано на рисунке. Этот этап предварительной гибки помогает правильно выровнять материал, уменьшая склонность кромки к подъему.
Сплющивание в несколько этапов: Вместо того чтобы пытаться сгладить кромку за один шаг, выполняйте сглаживание в несколько этапов. Такой постепенный подход позволяет лучше контролировать процесс и снижает риск поднятия края.
Сначала нажмите кнопку конца: Начните с нажатия на конец материала, чтобы загнуть его мертвой стороной вниз. Это первоначальное нажатие помогает зафиксировать материал и предотвращает подъем края во время последующих этапов расплющивания.
Расплющите корневую часть: Сначала сконцентрируйтесь на расплющивании корневой части материала. Правильное разравнивание корня обеспечивает стабильную основу, снижая вероятность подъема края.
Меры предосторожности:
Внимание к деталям: Уделяйте пристальное внимание расположению и выравниванию материала в процессе расплющивания.
Контроль качества: Регулярно проверяйте качество процесса сплющивания, чтобы убедиться, что края прилегают правильно и не поднимаются.
Обслуживание инструментов: Убедитесь, что инструменты и оборудование, используемые для разравнивания, находятся в хорошем состоянии и правильно откалиброваны.
20. Переломы мостов большой высоты
Анализ причин:
Основной причиной разрушения разводных мостов большой высоты является сильное растяжение и разрушение материала. Это может произойти под воздействием нескольких факторов:
Растяжение и разрушение материала: Большая высота моста может привести к чрезмерному растяжению материала, что приведет к образованию трещин.
Недостаточная заточка или тупые углы пресс-форм: Если углы специальной пресс-формы не заточены должным образом, они могут способствовать концентрации напряжений, что приведет к разрушению материала.
Низкая прочность материала: Материалы с низкой вязкостью более склонны к разрушению под действием напряжения.
Узкий мост: Узкий мост может концентрировать напряжение на меньшей площади, что увеличивает вероятность переломов.
Решения:
Для решения этих проблем и предотвращения разрушения разводных мостов большой высоты могут быть реализованы следующие решения:
Удлините технологическое отверстие: Удлинение технологического отверстия с одной стороны перелома позволяет улучшить распределение нагрузки, снижая вероятность переломов.
Увеличьте ширину разводного моста: Более широкий мост может распределять напряжение на большую площадь, снижая риск разрушения материала.
Ремонт и оптимизация углов пресс-формы: Исправление угла R специальной пресс-формы и увеличение дугового перехода может помочь уменьшить концентрацию напряжений и улучшить способность материала противостоять растяжению.
Добавить смазку: Нанесение смазки на тяговый мост может уменьшить трение и связанное с ним напряжение. Однако у этого метода есть ограничения:
Это может привести к загрязнению поверхности заготовки.
Он не подходит для деталей из алюминия (AL) и других материалов, для которых чистота поверхности имеет решающее значение.
21. Изменение размеров при обработке в специальных пресс-формах
Анализ причин:
При обработке специальных пресс-форм размер заготовки может изменяться под воздействием нескольких факторов. Одной из основных причин является смещение заготовки. Это смещение часто является результатом усилия прессования вперед во время обработки. Как следствие, малый угол 𝐿L передней части заготовки увеличивается. Это изменение может привести к неточностям в конечных размерах обрабатываемой заготовки.
Решения:
Чтобы смягчить проблему изменения размеров при обработке в специальных пресс-формах, можно использовать следующие решения:
Удаление теней на изображении:
Убедитесь, что заготовка и пресс-форма хорошо видны во время обработки. Тени могут заслонить важные детали и привести к ошибкам в позиционировании и выравнивании. Используйте достаточное освещение и регулируйте положение источников света для устранения теней.
Замените изношенные самопозиционирующиеся детали:
Со временем самопозиционирующиеся части пресс-формы могут изнашиваться, что приводит к неточностям в позиционировании. Регулярно проверяйте эти детали и заменяйте их по мере необходимости. Использование обратно инициирующих конструкций может обеспечить лучшее позиционирование и снизить вероятность смещения.
Проведите анализ внешней системы:
Хотя поиск не требуется, проведение анализа внешней системы может помочь выявить другие потенциальные причины изменения размера. Этот анализ может включать изучение всей технологической установки, включая оборудование, инструменты и условия окружающей среды.
22. Несоответствие общего размера заготовки
Анализ причин:
Ошибка развертывания проекта: Ошибки на начальных этапах настройки и планирования могут привести к неточностям в конечных размерах заготовок.
Неправильный размер корма: Ошибки в процессе подачи материала могут привести к отклонениям от намеченных размеров, что повлияет на общий размер заготовки.
Решения:
Расчет и распределение отклонений:
Рассчитать отклонение: Определите общее отклонение от намеченного размера и рассчитайте отклонение, приходящееся на каждый изгиб.
Допуск к распределению: Оцените, попадает ли рассчитанный допуск распределения в допустимый диапазон. Если да, то заготовку можно считать приемлемой.
Регулировка размера V-образного паза:
Слишком большой размер: Если общий размер заготовки слишком велик, используйте меньший V-образный паз. Эта регулировка поможет достичь желаемых размеров за счет уменьшения растяжения материала при гибке.
Размер слишком мал: Если общий размер слишком мал, используйте более крупную V-образную канавку. Это поможет увеличить растяжимость материала, компенсируя меньший размер и приводя его в приемлемый диапазон.
23. Скол или ослабление отверстия для протяжки после клепки и возникшая деформация
Анализ причин:
Шпаклевка:
Малый угол R вытяжного отверстия: Малый угол радиуса (R) в отверстии может привести к концентрации напряжения, что вызовет скол или откол материала.
Чрезмерный заусенец на фланце: Заусенцы, представляющие собой неровные края или выступы, остающиеся на материале после резки или обработки, также могут способствовать растрескиванию, создавая дополнительные точки напряжения.
Свободная клепка:
Неправильное выравнивание отверстий для протяжки: Если вытяжные отверстия не выровнены должным образом, заклепка не может эффективно фиксировать материалы, что приводит к неплотному прилеганию.
Деформация:
Неправильное расположение отверстий: Несоответствие отверстий в процессе клепки может вызвать неравномерное распределение напряжения, что приведет к деформации материала.
Неправильный метод клепки: Использование неподходящей техники клепки также может привести к деформации из-за неравномерного приложения необходимого усилия.
Решения:
Предотвращение отколов:
Используйте центральный пуансон с большим углом R: Больший радиус центрального пуансона помогает более равномерно распределить напряжение вокруг отверстия, снижая вероятность образования сколов.
Внимание к заусенцам: Убедитесь, что заусенцы вокруг вытяжного отверстия сведены к минимуму или удалены в процессе отбортовки, чтобы предотвратить концентрацию напряжений.
Обеспечение правильной клепки:
Усиление давления и углубление протяжки: Более сильное давление и углубление протяжки могут помочь создать более надежную посадку заклепки.
Используйте центральный пуансон с большим углом R: Это также поможет добиться лучшего выравнивания и посадки заклепки.
Устранение несоосности и метод заклепывания:
Правильное выравнивание отверстий: Перед клепкой убедитесь, что все отверстия правильно выровнены. Этого можно достичь с помощью точных измерительных инструментов и методов выравнивания.
Используйте правильный метод заклепывания: Применяйте метод клепки, соответствующий конкретному материалу и области применения. Это может включать использование правильного типа заклепок, приложение нужного усилия и обеспечение равномерного распределения давления.
24. Клепка с перекосом шпильки или деформация заготовки после клепки
Анализ причин:
Заготовка не сплющивается во время обработки
Если заготовка не будет должным образом выровнена перед процессом клепки, это может привести к перекосу и деформации.
Неравномерное усилие или чрезмерное давление на нижнюю поверхность
Неравномерное усилие или чрезмерное давление при клепке может привести к перекосу или деформации заготовки.
Решения:
Расплющивайте заготовку при нажиме на шпильку
Перед началом процесса клепки убедитесь, что заготовка тщательно выровнена. Этого можно добиться, используя соответствующие инструменты или методы для сплющивания.
Используйте опорную раму
Использование опорной рамы помогает сохранить выравнивание и устойчивость заготовки в процессе клепки. Это снижает риск перекоса и деформации.
Отрегулируйте давление
Тщательно регулируйте давление во время процесса клепки. Убедитесь, что давление распределено равномерно, чтобы предотвратить перекос или деформацию.
Увеличьте диапазон напряжений на нижней поверхности и уменьшите диапазон усилий на верхней поверхности
Увеличив диапазон напряжений на нижней поверхности и уменьшив диапазон усилий на верхней поверхности, можно добиться более сбалансированного распределения усилий. Это помогает сохранить целостность заготовки и предотвратить деформацию.
Дополнительные рекомендации:
Регулярное обслуживание и калибровка клепального оборудования
Убедитесь, что клепальное оборудование регулярно обслуживается и калибруется для обеспечения стабильной работы. Это поможет применить правильное усилие и давление во время процесса.
Обучение операторов
Обеспечьте надлежащее обучение операторов, чтобы они понимали важность правильного выравнивания, регулировки давления и использования опорных рам в процессе клепки.
Проверки контроля качества
Осуществляйте контроль качества на различных этапах процесса клепки, чтобы выявлять и устранять любые проблемы на ранних стадиях. Это помогает поддерживать общее качество заготовок.
25. Непараллельные стороны после гибки со смещением
Анализ причин:
Неправильная калибровка пресс-формы
Если пресс-форма откалибрована неправильно, это может привести к неточностям в процессе гибки, в результате чего стороны получатся непараллельными.
Неправильная регулировка прокладок верхней и нижней матриц
Прокладки между верхним и нижним штампами играют решающую роль в поддержании центровки. Если эти прокладки не отрегулированы должным образом, это может привести к перекосу.
Неидентичные верхняя и нижняя поверхности штампа
Для обеспечения равномерного изгиба поверхности верхнего и нижнего штампов должны быть одинаковыми. Любые расхождения могут привести к неравномерному изгибу и непараллельным сторонам.
Решения:
Перекалибруйте форму
Убедитесь, что пресс-форма правильно откалибрована. Это включает в себя проверку и настройку параметров пресс-формы для обеспечения точности процесса гибки.
Отрегулируйте прокладки
Увеличивайте или уменьшайте толщину прокладок между верхней и нижней матрицами, чтобы добиться правильного выравнивания. Эта регулировка помогает сохранить параллельность сторон.
Используйте эксцентриковую обработку для пресс-формы
Внедрите методы эксцентрической обработки для устранения любых проблем с несоосностью. Это предполагает регулировку пресс-формы для компенсации любых эксцентриситетов в процессе гибки.
Обеспечение идентичности верхней и нижней поверхностей пресс-формы
Убедитесь, что поверхности верхней и нижней пресс-форм идентичны. Для этого может потребоваться механическая обработка или полировка поверхностей пресс-форм, чтобы обеспечить их однородность и отсутствие каких-либо расхождений.
Дополнительные советы:
Регулярное техническое обслуживание и осмотр
Регулярно осматривайте и обслуживайте пресс-формы и штампы, чтобы они оставались в оптимальном состоянии. Это включает в себя проверку на износ и внесение необходимых корректировок или замену.
Используйте точные измерительные инструменты
Используйте точные измерительные инструменты для проверки выравнивания и параллельности сторон после сгибания. Это поможет своевременно выявить и устранить любые проблемы.
26. Глубокие складки на поверхности изделия
Анализ причин:
Небольшой V-образный паз в нижней плашке
Пояснение: Меньшая V-образная канавка в нижнем штампе может сконцентрировать усилие гибки на меньшей площади, что приводит к образованию более глубоких складок на поверхности изделия.
Малый угол R V-образного паза в нижнем штампе
Пояснение: Меньший радиус (R) угла в V-образном пазе может привести к более резким изгибам, что увеличивает вероятность образования глубоких складок на поверхности материала.
Материал слишком мягкий
Пояснение: Более мягкие материалы более подвержены деформации и могут легко образовывать глубокие складки при изгибе.
Решения:
Используйте большой V-образный паз для обработки
Реализация: Переход на большую V-образную канавку в нижнем штампе распределяет усилие сгиба на большую площадь, уменьшая глубину складок на поверхности изделия.
Используйте пресс-форму с большим углом R
Реализация: Использование пресс-формы с большим углом радиуса в V-образной канавке создает более плавные изгибы, сводя к минимуму образование глубоких складок.
Используйте загиб подкладок (с металлом или литьевым полиуретаном)
Реализация: Использование прокладочных материалов, таких как металл или литьевой полиуретан, в процессе гибки помогает распределить усилие более равномерно, тем самым уменьшая глубину складок. Набивка действует как буфер, поглощая часть напряжения при изгибе и защищая поверхность материала.
27. Деформация вблизи изгиба после изгиба
Анализ причин:
Деформация вблизи изгиба после процесса гибки может быть вызвана работой станка на слишком высокой скорости. Если скорость гибки вверх превышает скорость, при которой оператор может вручную удерживать и поддерживать заготовку, это приводит к неравномерному распределению усилий и последующей деформации. Такое несоответствие скоростей может привести к тому, что заготовка не будет должным образом выровнена или поддерживаться в процессе гибки, что вызовет нежелательную деформацию в области изгиба.
Решения:
Для решения этой проблемы можно реализовать следующие решения:
Уменьшите скорость работы машины: Снижение рабочей скорости станка позволяет сделать процесс гибки более контролируемым и постепенным. Это позволяет оператору лучше управлять заготовкой, обеспечивая ее правильное выравнивание и поддержку на протяжении всего процесса гибки. Более низкая скорость снижает риск резких движений, которые могут привести к деформации.
Увеличьте скорость удержания руки оператором: Обучение оператора увеличению скорости удержания руки может помочь синхронизировать его движения с работой станка. Такая синхронизация обеспечивает постоянную поддержку заготовки, снижая вероятность деформации. Однако это решение может быть менее практичным, поскольку оно в значительной степени зависит от ловкости рук оператора и времени его реакции.
Дополнительные рекомендации:
Использование вспомогательных средств: Использование вспомогательных инструментов, таких как задние датчики, боковые опоры или автоматизированные системы перемещения, может помочь в сохранении положения и выравнивания заготовки в процессе гибки. Эти инструменты могут обеспечить дополнительную устойчивость, снижая зависимость от ручного управления оператором.
Регулярное техническое обслуживание и калибровка: Регулярное техническое обслуживание и калибровка гибочного станка помогут добиться стабильной работы. Надлежащее техническое обслуживание может предотвратить такие проблемы, как неравномерное приложение силы или механический износ, которые могут способствовать деформации.
Обучение операторов: Комплексное обучение операторов правильным приемам работы с заготовками и важности синхронизации со скоростью станка может повысить их способность эффективно управлять заготовками. Программы обучения также могут включать лучшие практики использования вспомогательных инструментов и работы с различными типами материалов.
28. Растрескивание деталей из AL при изгибе
Детали из алюминия (AL) склонны к растрескиванию при изгибе из-за уникальной кристаллической структуры материала. Благодаря этой структуре алюминий подвержен разрушению по параллельным линиям в процессе сгибания.
Решения для предотвращения растрескивания:
Отрегулируйте ориентацию материала при заготовке:
Поверните материал AL: При подготовке алюминиевого листа к гибке очень важно повернуть материал так, чтобы направление изгиба было перпендикулярно зерну (текстуре) алюминия. Такая регулировка помогает более равномерно распределить напряжение по материалу, снижая вероятность образования трещин вдоль линий зерна.
Увеличьте радиус верхнего штампа:
Увеличьте угол R: Увеличение радиуса (угла R) верхнего штампа, используемого в процессе гибки, может значительно снизить концентрацию напряжений на алюминиевой детали. Больший радиус обеспечивает более плавный изгиб, что минимизирует риск образования трещин за счет снижения нагрузки на материал.
Дополнительные соображения:
Выбор материала: Выбор алюминиевого сплава с лучшей пластичностью также поможет снизить склонность к образованию трещин при изгибе. Такие сплавы, как 5052 или 6061, известны своими хорошими свойствами при изгибе.
Предварительный нагрев: Предварительный нагрев алюминиевого листа перед гибкой может улучшить его податливость, что делает его менее склонным к растрескиванию.
Правильная оснастка: Убедитесь, что оснастка находится в хорошем состоянии и не имеет дефектов, это также способствует более плавному процессу гибки и снижает риск появления трещин.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Вы когда-нибудь задумывались, как различные материалы влияют на гибку листового металла? В этой интересной статье опытный инженер-механик делится своими знаниями о влиянии типов материалов, толщины и...
Внимание всем изготовителям и дизайнерам листового металла! Вы пытаетесь определить оптимальный радиус изгиба для своих проектов? Не останавливайтесь на достигнутом! В этой статье блога мы рассмотрим...
Вы когда-нибудь задумывались об искусстве и науке, стоящих за приданием металлическим листам сложных форм? В этой увлекательной статье блога мы погрузимся в увлекательный мир листового...
Представьте себе, что вы сгибаете листовой металл, не оставляя ни единого следа или царапины. В этой статье мы рассмотрим инновационные методы гибки листового металла без следов, которые позволяют решить такие проблемы, как трение, твердость материала и...
Вы когда-нибудь задумывались, как дизайнеры листового металла обеспечивают точность своих проектов? В этой статье блога мы погрузимся в увлекательный мир дизайна листового металла и изучим...
Вы испытываете трудности с проектированием точных деталей из листового металла? Раскройте секреты коэффициента K, важнейшего понятия в производстве листового металла. В этой статье наш эксперт, инженер-механик, объясняет...
Вы когда-нибудь сталкивались с проблемой точного раскладывания деталей из листового металла? В этой статье рассматриваются искусство и наука, лежащие в основе расчетов раскладывания листового металла. Откройте для себя ключевые понятия, формулы и методы, используемые...
Что заставляет плоский лист металла превращаться в сложные формы с точностью и аккуратностью? Ответ кроется в сложном процессе деформации при гибке листового металла. Эта статья посвящена...