Справочник по изготовлению листового металла - Формовка
Как плоский металлический лист превращается в сложные формы и конструкции? В этой статье блога мы рассмотрим сложные процессы формовки листового металла, включая частичный срез, мостовую вытяжку и выдавливание отверстий. Откройте для себя методы и инструменты, используемые для создания точных и функциональных металлических компонентов. К концу статьи вы поймете, какие критические методы лежат в основе повседневных металлических изделий и их применения.
Прикладывание определенного давления в направлении, перпендикулярном поверхности материала, заставляет материал течь в направлении действия силы, что приводит к эффекту формования.
2. Функции:
Позиционирование, например, для сварки с половинной резкой.
Клепка, например, для склепывания электростатических проводящих шин.
3. Методы обработки:
NCT: использование обычных комбинаций инструментов (нисходящая полурезка) или специально разработанных инструментов для обработки.
Предварительная обработка: специальная половинная резка может быть использована для прессования пластин и легкой реализации штампа (когда размер партии не велик).
4. Меры предосторожности:
Высоту половинного среза лучше не превышать 0,6T.
Раздел 2: Чертеж моста
1. Функция:
Используется для позиционирования по верхней поверхности, иногда с отметкой пуансона на ней.
Используется для ограничения по боковому краю.
Используется для пропускания вязальной проволоки через отверстие.
2. Методы обработки:
Обработка инструментами, специфичными для NCT.
Легкое формирование формы путем предварительной обработки.
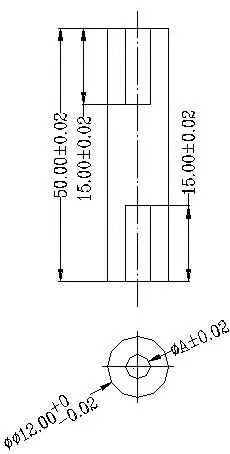
Выдавливание и тиснение отверстий - это процесс вертикальной пробивки отверстия с определенным внутренним диаметром, внешним диаметром и высотой на металлический лист. В основном используется для клепки, прохода через отверстия, нарезания резьбы и других целей.
Есть два виды перфорации: общая перфорация и перфорация специальной формы.
Схема формирования показана ниже:
2. Методы обработки:
При общей штамповке для обработки используется общая пресс-форма, в то время как для штамповки специальных форм требуется разработка специального штампа.
3. Методы обработки пресс-форм:
(1) Общие пресс-формы для общей штамповки приведены в следующей таблице:
Используется вместе с держателем пуансона (2), когда значение G составляет 8,0 и 10,0.
Максимальный внешний диаметр составляет Φ12.00.
значение "G"
8.0~12.0
Межклассный размер
2.0
Количество (Х штук/сорт).
9+5+3=17
Нижняя матрица для пробивки отверстий (4)
Номер штампа
Общая форма 013
Описание:
Используется вместе с держателем пуансона (2), когда значение G составляет 8,0 и 10,0.
Максимальный внешний диаметр составляет Φ12.00.
значение "G"
8.0~12.0
Межклассный размер
2.0
Количество (Х штук/сорт).
3X1=3
Держатель пуансона (1)
Номер штампа
Общая форма 002
Описание:
Используется вместе с нижним штампом для пробивки отверстий.
Наружный диаметр зажима составляет Φ12.00.
значение "B"
3.0~6.0
Межклассный размер
1.0
Количество (Х штук/сорт).
4X5=20
Держатель пуансона (2)
Номер штампа
Общая форма 003
Описание:
Используется вместе с нижним штампом для пробивки отверстий.
Наружный диаметр зажима составляет Φ12.00.
значение "C"
8.0~10.0
Межклассный размер
2.0
Количество (Х штук/сорт).
2X1=2
4. Таблица параметров для пробивки разметочных отверстий
Метрическая система:
Нарезка Маркировка Отверстие Модель
Диаметр резьбы
Внутренний диаметр перфорационного отверстия
Требования к внутреннему диаметру перфорационных отверстий
MIN
MAX
M1*0.25
0.75
0.78
0.729
0.785
M1.1*0.25
0.85
0.88
0.829
0.885
M1.2*0.25
0.95
0.98
0.929
0.985
M1.4*0.3
1.1
1.14
1.075
1.142
M1.6*0.35
1.25
1.32
1.221
1.321
M1.7*0.35
1.35
1.42
1.321
1.421
M1.8*0.35
1.45
1.52
1.421
1.521
M2*0.4
1.6
1.65
1.567
1.679
M2.2*0.45
1.75
1.83
1.713
1.838
M2.3*0.4
1.9
1.97
1.867
1.979
M2.5*0.45
2.1
2.13
2.013
2.138
M2.6*0.45
2.2
2.23
2.113
2.238
M3*0.5
2.5
2.59
2.459
2.599
M3.5*0.6
2.9
3.01
2.85
3.01
M4*0.7
3.3
3.39
3.242
3.422
M4.5*0.75
3.8
3.85
3.688
3.878
M5*0.8
4.2
4.31
4.134
4.334
M6*1
5
5.13
4.917
5.153
M7*1
6
6.13
5.917
6.153
M8*1.25
6.8
6.85
6.647
6.912
M9*1.25
7.8
7.85
7.647
7.912
M10*1.5
8.5
8.62
8.376
8.676
M11*1.5
9.5
9.62
9.376
9.676
M12*1.75
10.3
10.40
10.106
10.441
Имперская система:
Нарезка Маркировка Отверстие Модель
Диаметр резьбы
Внутренний диаметр перфорационного отверстия
Требования к внутреннему диаметру перфорационных отверстий
MIN
MAX
1-64
1.55
1.57
1.425
1.582
2-56
1.8
1.86
1.695
1.871
3-48
2.1
2.14
1.941
2.146
4-40
2.3
2.36
2.157
2.385
5-40
2.6
2.69
2.487
2.697
6-32
2.8
2.86
2.642
2.895
8-32
3.4
3.52
3.302
3.530
10-24
3.9
3.91
3.683
3.962
12-24
4.5
4.57
4.344
4.597
1/4-20
5.1
5.25
4.979
5.257
5/16-18
6.6
6.72
6.401
6.731
3/8-16
8
8.15
7.798
8.153
7/16-14
9.4
9.5
9.144
9.550
1/2-13
10.8
11.0
10.592
11.023
9/16-12
12.2
12.3
11.989
12.446
5/8-11
13.6
13.8
13.386
13.868
3/4-10
16.5
16.8
16.307
16.840
7/8-9
19.5
19.6
19.177
19.761
1-8
22.2
22.5
21.971
22.606
1 1/8-7
25
25.2
24.638
25.349
Примечание:
1. Используйте режущий кран.
2. Высота перфорационного отверстия должна быть не менее чем в 3 раза больше шага.
3. Если толщина материала менее 0,5 мм, толщина стенки пробивного отверстия равна толщине материала. Когда толщина материала составляет от 0,5 мм до 0,8 мм, толщина стенки пробивного отверстия в 0,7 раза больше толщины материала. Когда толщина материала больше или равна 0,8 мм, толщина стенки пробивного отверстия в 0,65 раза больше толщины материала.
Раздел 5: Шим
Шим - это распространенный метод формовки с фиксированной формой и функцией. Размер формы мало влияет на ее назначение, а метод формовки в основном опирается на общие пресс-формы.
Теперь мы расскажем о назначении и способе формирования шим:
I. Структура и функция шим:
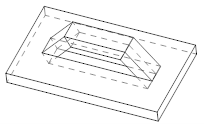
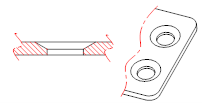
Основные типы:
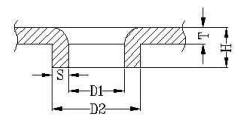
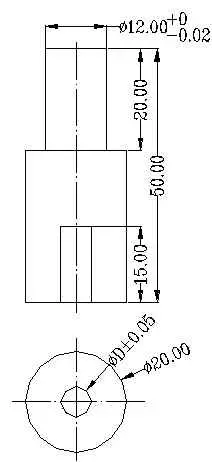
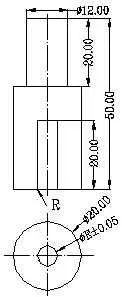
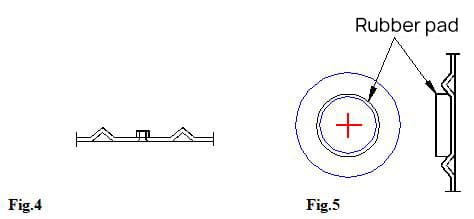
Как правило, существует два основных типа шим (Рисунок 1) (Рисунок 2), а структура шим показана на Рисунке 3. Существует также несколько форм с выступами полусферической формы.
Функциональный анализ:
Это круглая форма перфорации, и ее основная функция заключается в использовании формы перфорации для поддержки шасси или фиксации материнской платы, чтобы избежать полного контакта дна с землей, поэтому их высота является постоянной.
Если это шасси, то форма, как правило, похожа на рисунок 4; если это шасси для материнской платы, то форма похожа на рисунок 5.
Как правило, на нем имеются следы перфорации сверху, поскольку шасси в основном выполняет функцию опоры, а под ним обычно прикреплена резиновая прокладка, и на рисунке 5 их всего четыре.
Однако прокладка материнской платы выполняет не только опорную, но и крепежную функцию, поэтому на ней имеются следы перфорации.
Обратите внимание, что высота перфорации меньше высоты прокладки, а номер соответствует материнской плате.
Благодаря фиксированной форме прокладок, их размер мало влияет на их функцию, пока обеспечивается высота и центральное положение. Поэтому было разработано несколько спецификаций общих форм.
В случае схожих размеров (±1 мм) вместо них можно использовать аналогичную спецификацию общей пресс-формы. Для форм с большими различиями и отсутствием аналогичных спецификаций общих пресс-форм для формования можно использовать метод проектирования пресс-формы с нажимной плитой.
Формы для изготовления образцов обычно делятся на формы с нажимной плитой и общие формы.
Формы с прижимной плитой отличаются высокой скоростью формования и могут формировать несколько форм одновременно, но они не являются гибкими и могут использоваться только для формирования конкретной заготовки.
В общих формах используются общие характеристики штампов, и их можно многократно использовать для формирования штампов с одинаковыми характеристиками, что снижает производственные затраты.
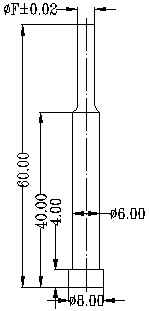
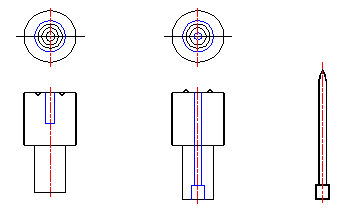
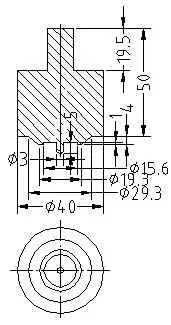
Пресс-форма для нажимных плит (предварительная обработка)
Ниже приведен пример шима (NKB83001A); обратите внимание, что материал для кольцевого блока может быть получен непосредственно из отходов предыдущего кольцевого блока.
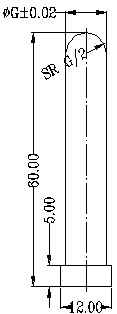
При использовании формы для фальцевальной машины высота формовки увеличивается на 0,2 для учета отскока, а в центре верхней части формы добавляется отверстие для позиционирования.
Позиционирующий пуансон предназначен для установки в позиционирующее отверстие, а для позиционирования клиньев отмечена центральная точка, которая совпадает с позиционирующим пуансоном.
Принципиальная схема пресс-формы показана ниже (Рисунок 11).
Рис.11
В настоящее время существует четыре типа общих спецификаций пресс-форм для прокладок (см. таблицу 1).
Существует четыре набора пресс-форм, первые три из которых формируют форму, показанную на рисунке 2, а четвертый набор - форму, показанную на рисунке 1, как показано в таблице 2.
Верхний и нижний пуансоны пресс-формы закреплены на верхнем и нижнем приспособлениях пресс-формы, а приспособления закреплены на верхнем и нижнем пазах.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Хотите сократить расходы и увеличить прибыль при обработке листового металла? На современном конкурентном рынке точный расчет затрат имеет решающее значение для выживания. В этой статье рассматриваются две ключевые модели - продукт...
Представьте себе, что проектирование и изготовление деталей из листового металла превратилось из громоздкого, подверженного ошибкам процесса в бесперебойную и эффективную работу. В этой статье рассматривается мощная роль технологии CAD/CAM...
Представьте себе, как плоский лист металла превращается в сложную трехмерную деталь с точностью и эффективностью. Искусство и наука производства листового металла включают в себя ряд тщательных процессов,...
Как обеспечить прочное соединение деталей из листового металла без сварки или винтов? В этой статье рассматривается процесс клепки - важнейший метод изготовления металлических деталей. Вы узнаете о...
Что, если бы вы могли овладеть навыком, который сочетает в себе творческий подход и точность? Изготовление листового металла необходимо в самых разных отраслях промышленности - от автомобильной до аэрокосмической. Это руководство для начинающих погружается в...
Задумывались ли вы когда-нибудь о важности правки при изготовлении листового металла? Этот важнейший процесс обеспечивает точность и качество конечного продукта. В этой статье мы рассмотрим...
В этой статье вы узнаете об увлекательном мире производства листового металла: нержавеющей стали, алюминия и других материалов. Вы узнаете, как выбираются эти материалы и почему они необходимы для...
Вы когда-нибудь задумывались, как соединяются детали из листового металла для создания сложных конструкций? В этой статье блога мы исследуем увлекательный мир технологий соединения листового металла. Как...
Как обеспечить надежность соединений листового металла в ваших проектах? Понимание различных методов резьбовых соединений и клепки имеет большое значение. В этой статье рассматриваются принципы...